

Industriell eingesetzte Online-Schichtdickenmessung OC³
Industriell eingesetzte Online-Schichtdickenmessung OC³
Industriell eingesetzte Online-Schichtdickenmessung OC³

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Dr. Jochen Zierhut: Zierhut Messtechnik GmbH<br />
Alexander Gindorf, Andreas Kähny, Dr. Achim Meier: MTU Aero Engines München<br />
Prof. Dr. Jochen Schein: UniBw- München<br />
Qualitätssicherung durch <strong>Online</strong>-<strong>Schichtdickenmessung</strong> OC³<br />
(OC³ = Optical Coating Characteristics Control)<br />
1 Einleitung<br />
2 Messobjekt<br />
Die thermische Beschichtung ermöglicht das Aufbringen<br />
einer funktionalen, keramischen und/oder metallischen<br />
Schicht auf einem Grundwerkstoff. Die Eigenschaften der<br />
erzeugten Schicht bestimmen dabei die Qualität des Endprodukts<br />
und müssen daher laufend kontrolliert werden [Fau].<br />
Als eine gute Kontroll-Kenngröße hat sich die Vermessung<br />
des Schichtauftrags herausgestellt [Sch]. Aufgrund der ungünstigen<br />
Bedingungen während der Beschichtung (Störungen<br />
durch den Brenner, Staub, Wärmeeinflüsse) wird derzeit<br />
auf die konventionelle, manuelle Messmethode - nach der<br />
Beschichtung messen - zurückgegriffen. Wenn die Geometrien<br />
jedoch ein direktes Messen am Bauteil nicht zulassen,<br />
werden meist kleine Probeplättchen in einer Hilfsapparatur in<br />
unmittelbarer Nähe des Bauteils montiert, um möglichst wie<br />
das Bauteil beschichtet zu werden. Nach der Beschichtung<br />
können diese dann anstelle des Bauteils vermessen werden.<br />
Die Nachteile der Messmethoden liegen auf der Hand:<br />
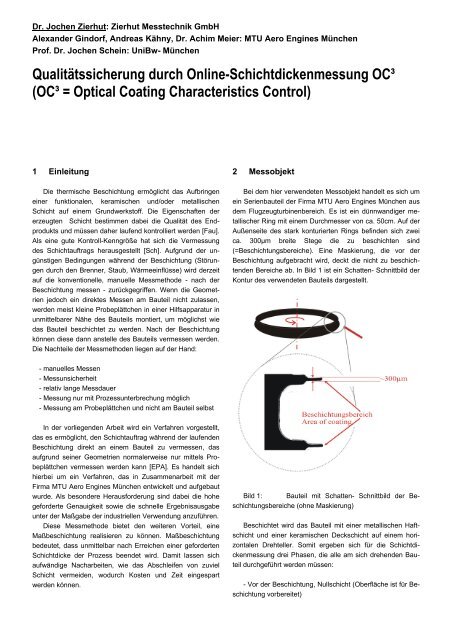
Bei dem hier verwendeten Messobjekt handelt es sich um<br />
ein Serienbauteil der Firma MTU Aero Engines München aus<br />
dem Flugzeugturbinenbereich. Es ist ein dünnwandiger metallischer<br />
Ring mit einem Durchmesser von ca. 50cm. Auf der<br />
Außenseite des stark konturierten Rings befinden sich zwei<br />
ca. 300µm breite Stege die zu beschichten sind<br />
(=Beschichtungsbereiche). Eine Maskierung, die vor der<br />
Beschichtung aufgebracht wird, deckt die nicht zu beschichtenden<br />
Bereiche ab. In Bild 1 ist ein Schatten- Schnittbild der<br />
Kontur des verwendeten Bauteils dargestellt.<br />
- manuelles Messen<br />
- Messunsicherheit<br />
- relativ lange Messdauer<br />
- Messung nur mit Prozessunterbrechung möglich<br />
- Messung am Probeplättchen und nicht am Bauteil selbst<br />
In der vorliegenden Arbeit wird ein Verfahren vorgestellt,<br />
das es ermöglicht, den Schichtauftrag während der laufenden<br />
Beschichtung direkt an einem Bauteil zu vermessen, das<br />
aufgrund seiner Geometrien normalerweise nur mittels Probeplättchen<br />
vermessen werden kann [EPA]. Es handelt sich<br />
hierbei um ein Verfahren, das in Zusammenarbeit mit der<br />
Firma MTU Aero Engines München entwickelt und aufgebaut<br />
wurde. Als besondere Herausforderung sind dabei die hohe<br />
geforderte Genauigkeit sowie die schnelle Ergebnisausgabe<br />
unter der Maßgabe der industriellen Verwendung anzuführen.<br />
Diese Messmethode bietet den weiteren Vorteil, eine<br />
Maßbeschichtung realisieren zu können. Maßbeschichtung<br />
bedeutet, dass unmittelbar nach Erreichen einer geforderten<br />
Schichtdicke der Prozess beendet wird. Damit lassen sich<br />
aufwändige Nacharbeiten, wie das Abschleifen von zuviel<br />
Schicht vermeiden, wodurch Kosten und Zeit eingespart<br />
werden können.<br />
Bild 1: Bauteil mit Schatten- Schnittbild der Beschichtungsbereiche<br />
(ohne Maskierung)<br />
Beschichtet wird das Bauteil mit einer metallischen Haftschicht<br />
und einer keramischen Deckschicht auf einem horizontalen<br />
Drehteller. Somit ergeben sich für die <strong>Schichtdickenmessung</strong><br />
drei Phasen, die alle am sich drehenden Bauteil<br />
durchgeführt werden müssen:<br />
- Vor der Beschichtung, Nullschicht (Oberfläche ist für Beschichtung<br />
vorbereitet)
- Haftschicht<br />
- Deckschicht<br />
3 Messprinzip und Bildauswertung<br />
Die Vorgabe für das zu entwickelnde Messsystem lautet:<br />
Soll nicht nur eine Höhe sondern ein ganzes Höhenprofil<br />
vermessen werden (Übergang 1D → 2D) muss anstelle des<br />
Laserpunkts eine Laserlinie und anstelle des Zeilensensors<br />
ein 2-dimensionales CCD- Array verwendet werden. In Bild 3<br />
ist ein typisches 2D Triangulationsbild für das Bauteil dargestellt.<br />
Man erkennt die an der Bauteilkontur reflektierte Laserlinie<br />
(vgl. Schattenbild aus Bild 1)<br />
- Messbereich für den Gesamt-Schichtauftrag: ≤ 500µm<br />
- Drehzahl Drehteller: ≤ 100 U/min<br />
- Messtauglich für alle drei Beschichtungsbereiche<br />
- Messgenauigkeit: ± 20µm<br />
- <strong>Online</strong>-Messung<br />
Von den bekannten hochauflösenden, optischen Messverfahren<br />
[Hen] wie z.B. Schattenbild, Streifenlichtprojektion,<br />
Laufzeitmessung oder Linien- Lasertriangulation wurde das<br />
letzte Verfahren gewählt. Es erfüllt am besten die oben genannten<br />
Forderungen. Das Prinzip ermöglicht unter Verwendung<br />
einer geeigneten Kameratechnik eine sehr schnelle<br />
Erfassung des gesamten Höhenprofils und bietet die Möglichkeit<br />
einer Echtzeit- Triggerung, die wegen der Rotation<br />
des Bauteils notwendig ist. Gleichzeitig lässt sich der Aufbau<br />
so gestalten, dass die gesamte Sensorik in einem robusten<br />
staubgeschützten Industriegehäuse untergebracht werden<br />
kann. In Bild 2 ist das Prinzip der Lasertriangulation dargestellt.<br />
Bild 3: typisches Triangulationsbild des verwendeten<br />
Bauteils (ohne Schicht)<br />
Bild 2: Prinzip der Lasertriangulation mit Δh: Objekthöhe,<br />
c: Triangulationsfaktor<br />
Der senkrecht auf der Oberfläche des Messobjekts diffus<br />
reflektierte Laserstrahl wird vom Zeilen- CCD- Sensor der<br />
Kamera aufgenommen. Verändert sich die Höhe der Oberfläche<br />
(Δh) führt dies zu einer Positionsänderung des reflektierten<br />
Laserstrahls (Δh·c) auf dem Sensor. Damit lässt sich die<br />
Höhedifferenz berechnen.<br />
Aus dem Triangulationsbild wählt die neu entwickelte<br />
Software den zu vermessenden Bereich aus (hier die zwei<br />
markierten Bereiche). Ein Schichtauftrag zeigt sich im Bild<br />
durch die Positionsänderung der markierten Bereiche nach<br />
rechts. Da nur der Schichtauftrag an der Spitze der Kontur<br />
gemessen werden soll, muss die Bilderkennung einige störende<br />
Einflüsse erkennen und automatisch beheben. Dazu<br />
zählen unter anderem ein Taumeln des sich drehenden Rings<br />
(Höhenschlag/ Seitenschlag) ein sich veränderndes Reflexionsverhalten<br />
der Oberfläche durch die Übergänge Nullschicht<br />
→ Haftschicht → Deckschicht (Intensitätsänderung) und die<br />
Störung durch den Beschichtungsprozesses selbst (Ver-
schmutzung, intensive Strahlung durch das Plasma bzw. den<br />
Gasstrahl). Als weitere Herausforderung ist die Formänderung<br />
des Beschichtungsbereichs aufgrund des Schichtauftrags<br />
anzuführen. In der Abbildung 4 ist ein typisches Bild für<br />
eine derartige Änderung dargestellt. Die ursprünglich deutlich<br />
zu erkennende „gerade“ Reflexion (oberes Bild) wird zu einer<br />
„sichelförmigen“ Reflexion (unteres Bild).<br />
4 Ergebnisdarstellung und Diskussion<br />
Die im Folgenden dargestellten Ergebnisse wurden an<br />
serienähnlichen Bauteilen ermittelt. Hierzu wurde das Messsystem<br />
in der Beschichtungskabine so montiert, dass der<br />
normale Beschichtungsbetrieb nahezu nicht gestört wurde.<br />
Die Messergebnisse des Schichtauftrags und der Bauteiltemperatur<br />
einer typischen Deckschicht-Beschichtung sind in Bild<br />
5 dargestellt.<br />
Bild 4: Formänderung des reflektierten Laserstrahls<br />
durch den Schichtauftrag (Bild oben: gerade Reflexion,<br />
Bild unten: sichelförmige Reflexion)<br />
Eine weitere Störgröße ist die Wärmeausdehnung des<br />
Bauteils. Trotz intensiver Kühlung lässt es sich nicht vermeiden,<br />
dass sich das Bauteil während dem Beschichtungsvorgang<br />
um bis zu 150°C erwärmt. Umgerechnet auf den Radius<br />
ergibt sich bei dem hier verwendeten Grundwerkstoff eine<br />
Materialausdehnung die einem Schichtauftrag von ca. 400µm<br />
entspräche [Bei]. Da eine der Vorgaben die <strong>Online</strong>-Messung<br />
ist, kann man nicht auf ein Abkühlen des Bauteils warten, die<br />
Wärmeausdehnung des Bauteils muss erfasst und berücksichtigt<br />
werden.<br />
Grundsätzlich gilt, dass die Wärmeausdehnung eines Materials<br />
direkt proportional zu dessen Temperatur ist. Meist<br />
werden Temperaturen an bewegten Teilen von außen, pyrometrisch<br />
gemessen (=Oberflächentemperatur). Im vorliegenden<br />
Fall entfällt aber diese Möglichkeit, da die Außenseite<br />
(=Beschichtungsseite) die für die Wärmeausdehnung entscheidende<br />
Kerntemperatur des Bauteils nicht wiederspiegelt.<br />
Eine Korrektur mit dieser Temperatur wäre zu ungenau.<br />
Gemessen wurde daher mit einem kleinen Temperatursensor<br />
im Inneren des sich drehenden Bauteils. Für die Übermittlung<br />
der Temperaturwerte nach außen wurde eine telemetrische<br />
Datenübertragung aufgebaut.<br />
Zeitlicher Ablauf des Testzyklus:<br />
----------------------------------------------------------------------------------<br />
0-25s:<br />
Pulver aus, Startphase Brenner, Systeminitialisierung<br />
----------------------------------------------------------------------------------<br />
25-50s: Pulver aus, Brenner fährt über das Bauteil,<br />
Bauteilkühlung an<br />
----------------------------------------------------------------------------------<br />
50-65s: Pulver an, Brenner fährt über das Bauteil<br />
Richtung nach unten (Lage1)<br />
----------------------------------------------------------------------------------<br />
65-80s: Pulver an, Brenner fährt über das Bauteil<br />
Richtung nach oben (Lage2)<br />
----------------------------------------------------------------------------------<br />
80-370s: weitere 8 Beschichtungszyklen, wie im<br />
Zeitbereich 50s-80s (Lage3 – Lage18)<br />
----------------------------------------------------------------------------------<br />
370-380s: Brenner in Parkposition, Bauteilkühlung<br />
aus, Ausgabe Zwischenergebnis Schichtauftrag mit Angabe<br />
der noch fehlenden Beschichtungsphasen zum Erreichen der<br />
Zielschicht (hier im Beispiel noch weitere 5 Lagen)<br />
----------------------------------------------------------------------------------<br />
380-390s: Brenner in Parkposition, Bauteilkühlung an<br />
----------------------------------------------------------------------------------<br />
390-460s: 2 Beschichtungszyklen (Lage19 – Lage22)<br />
----------------------------------------------------------------------------------<br />
460-475s: Beschichtung (Lage23)<br />
----------------------------------------------------------------------------------<br />
475-480s: Brenner aus, Ende der Beschichtung<br />
----------------------------------------------------------------------------------<br />
480-490s: Bauteilkühlung aus, Ausgabe des Schichtergebnisses<br />
(Zielschicht erreicht)<br />
----------------------------------------------------------------------------------<br />
490-520s: Bauteilkühlung an – Prozess Ende<br />
----------------------------------------------------------------------------------
400<br />
100<br />
relative Abweichung, relative deviation [%]<br />
Schichtauftrag, layering process [µm]<br />
350<br />
300<br />
250<br />
200<br />
150<br />
90<br />
80<br />
70<br />
60<br />
50<br />
40<br />
Temperatur, temperature [°C]<br />
20<br />
15<br />
10<br />
5<br />
30<br />
100<br />
20<br />
0<br />
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22<br />
50<br />
10<br />
-5<br />
0<br />
0<br />
0 100 200 300 400 500<br />
Zeit, time [s]<br />
-10<br />
rel. Abweichung manuelle Messung zur Referenz,<br />
rel. deviation manual methode to reference<br />
Bild 5: Typischer Messverlauf für einen Beschichtungsbereich<br />
bei entsprechender Bauteiltemperatur<br />
-15<br />
rel. Abweichung OC3 zur Referenz<br />
rel. deviation OC3 to reference<br />
sample number<br />
Die Wärmeausdehnung des Bauteils ist in der Darstellung<br />
des Schichtauftrags bereits berücksichtigt.<br />
Zu erkennen ist ein Zeitversatz zwischen Schichterhöhung/<br />
-erniedrigung und Temperaturerhöhung/ -erniedrigung.<br />
Dies lässt sich mit der Wärmeleitung des Bauteils erklären.<br />
Bei jedem Übergang wird durch den Brenner dem Bauteil von<br />
außen sehr viel Wärme zugeführt und es dehnt sich aus, in<br />
der Grafik zu erkennen an einer Zunahme des Schichtauftrags.<br />
Gleichzeitig wird die Wärme ins Innere des Bauteils<br />
geleitet. Da die Wärmeleitung aber vergleichsweise langsam<br />
erfolgt, misst der Temperatursensor die Wärmezunahme<br />
zeitlich versetzt. Sobald der Wärmeeintrag durch Brenner<br />
beendet ist, führt die, ebenfalls von außen wirkende, intensive<br />
Kühlung zuerst zu einer Verringerung des Schichtauftrags<br />
und anschließend, wiederum zeitlich versetzt, zu einer Erniedrigung<br />
der Temperatur.<br />
Die Kompensation der Wärmeausdehnung erfolgt daher<br />
immer zeitlich versetzt. Für eine genaue Angabe des<br />
Schichtauftrags darf der Brenner daher nicht Beschichten und<br />
die Kühlung nicht aktiv sein (vgl. Grafik Zeitraum 370-380s<br />
und 480-490s).<br />
Die Verifizierung der Ergebnisse erfolgte mittels eines<br />
Hochauflösenden mechanischen 3-Achsen Vermessungssystems<br />
(Referenz). Hierfür wurde für jedes Bauteil der Schichtauftrag<br />
vor und nach der Beschichtung an 3 Messzonen, die<br />
sich jeweils über einen Bereich von 20mm erstreckten, gemessen.<br />
Die Nulllinie der Grafik (Bild 6) entspricht dem Mittelwert<br />
aus diesen Stützpunkten.<br />
Als Vergleich ist die übliche manuelle Messung mit Probeplättchen<br />
ebenfalls in der Grafik dargestellt. Diese Probeplättchen<br />
wurden zusammen mit dem Bauteil unter bauteilähnlichen<br />
Bedingungen beschichtet.<br />
Bild 6: Gegenüberstellung der Mittelwerte der<br />
Messergebnisse aus den Beschichtungsvorgängen<br />
(Nulllinie = Referenzmessung)<br />
Die Ergebnisse zeigen für das OC³ Messsystem eine<br />
Schwankung bei der Bestimmung der Schichtstärke von<br />
6 Schlusswort<br />
Das vorliegende Messsystem wurde im Rahmen eines bilateralen<br />
Projekts zwischen der MTU Aero Engines München<br />
und der Zierhut Messtechnik GmbH mit Unterstützung von<br />
Prof. Schein (UniBw- München) gemeinsam entwickelt.<br />
7 Literaturverzeichnis<br />
[Fau] Fauchais P. et al: Quo Vadis Thermal Spraying?:<br />
Thermal Spray 2001: New Surface for a Millennium, ASM<br />
International, OH, USA 2001<br />
[Sch] Scheer C. et al: Entwicklung einer <strong>Online</strong>-<br />
<strong>Schichtdickenmessung</strong> für das Plasmaspritzen von Keramik<br />
auf Basis einer Wirbelstromsensorik: Dach-Jahrestagung<br />
2008 – Poster 55; St. Gallen 2008<br />
[EPA] Messverfahren und Vorrichtung zur <strong>Schichtdickenmessung</strong><br />
sowie Herstellungsverfahren und Beschichtungsanlage:<br />
Europäische Patentanmeldung 12167767.8;<br />
München 2012<br />
[Hen] Henzler T.: Verfahren und Komponenten für die 3D-<br />
Bildverarbeitung: Inspect 8/2011 GIT Verlag Weinheim 2011<br />
[Bei] Beitz W. et al: Taschenbuch Maschinenbau, Springerverlag<br />
Heidelberg, Berlin, New York 1997













![Download PDF [5,37 MB] - MTU Aero Engines](https://img.yumpu.com/21945461/1/190x125/download-pdf-537-mb-mtu-aero-engines.jpg?quality=85)