Einbau von Kolben - MS Motor Service Deutschland GmbH
Einbau von Kolben - MS Motor Service Deutschland GmbH
Einbau von Kolben - MS Motor Service Deutschland GmbH

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
3<br />
<strong>Einbau</strong> <strong>von</strong> <strong>Kolben</strong> und<br />
Zylinderlaufbuchsen<br />
3.1<br />
<strong>Einbau</strong> und <strong>Einbau</strong>richtung<br />
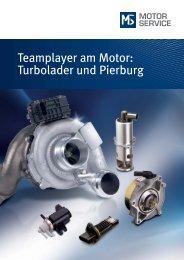
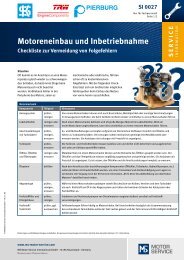
Auf dem <strong>Kolben</strong>boden fi nden Sie die<br />
Angaben für <strong>Kolben</strong>nenndurchmesser<br />
und <strong>Einbau</strong>spiel des <strong>Kolben</strong>s. Beides<br />
zusammen ergibt den Nenndurchmesser<br />
der Zylinderbohrung. Vor dem <strong>Einbau</strong><br />
müssen <strong>Kolben</strong> und Zylinderdurchmesser<br />
gemessen und mit den Nenndurchmessern<br />
verglichen werden.<br />
<strong>MS</strong> <strong>Motor</strong> <strong>Service</strong> International <strong>GmbH</strong><br />
74196 Neuenstadt, Germany<br />
www.ms-motor-service.com<br />
KOLBEN<br />
PISTON<br />
2 x Z17<br />
40 013 600<br />
128,000 mm<br />
verwendbar für / suitable for<br />
MERCEDES BENZ<br />
In der untenstehenden Übersicht sind die<br />
Symbole und deren Bedeutung für die<br />
<strong>Einbau</strong>richtung im <strong>Motor</strong> angegeben.<br />
Die gleichen Symbole können je nach<br />
<strong>Motor</strong>enhersteller eine unterschiedliche<br />
Bedeutung haben.<br />
(01)04052938000016<br />
(21)J2VPF2P400440D<br />
65414<br />
Beispiel<br />
<strong>Kolben</strong>Ø 79,98 mm<br />
Sp <strong>Einbau</strong>spiel 0,02 mm<br />
ZylinderØ 80,00 mm<br />
Art.-Nr.<br />
Chargennummer<br />
Schwungrad (Kraftabgabe/Kupplung)<br />
Steuerseite<br />
Beispiel Symbol <strong>Einbau</strong>richtung im <strong>Motor</strong><br />
BMW, MercedesBenz, VW Steuerseite (gegenüber Kraftabgabe/Kupplung)<br />
MercedesBenz, Scania Sonderfall bei einigen V<strong>Motor</strong>en:<br />
Richtung <strong>Motor</strong>enmitte<br />
Citroën, Renault<br />
AV<br />
Steuerseite (gegenüber Kraftabgabe/Kupplung)<br />
„AV“ steht für „avant“ = vorne<br />
Citroën, Renault<br />
AR<br />
Schwungrad (Kraftabgabe/Kupplung)<br />
„AR“ steht für „arrière“ = hinten<br />
Peugeot, Renault<br />
V<br />
Schwungrad (Kraftabgabe/Kupplung)<br />
„V“ steht für „volant“ = Schwungscheibe<br />
Peugeot, Opel Schwungrad (Kraftabgabe/Kupplung)<br />
Citroën, Peugeot, Renault Schwungrad (Kraftabgabe/Kupplung)<br />
Fiat, Iveco > Schwungrad (Kraftabgabe/Kupplung)<br />
Opel, Perkins Kerbe Steuerseite (gegenüber Kraftabgabe/Kupplung)<br />
GM, Perkins FRONT Steuerseite (gegenüber Kraftabgabe/Kupplung)<br />
Hatz, Liebherr vorn Steuerseite (gegenüber Kraftabgabe/Kupplung)<br />
Deutz, MWM Abluft bei luftgekühlten <strong>Motor</strong>en die Kühlluftrichtung<br />
<strong>Einbau</strong>markierung<br />
Markenzeichen<br />
Messfenster<br />
Grundlagen<br />
<strong>Kolben</strong>nenndurchmesser<br />
<strong>Einbau</strong>spiel<br />
Bei <strong>Kolben</strong> mit Schaftbeschichtung ohne<br />
Messfenster sind noch 0,01 0,03 mm<br />
Schichtdicke vom gemessenen Maß<br />
abzuziehen, um den aufgestempelten<br />
<strong>Kolben</strong>durchmesser zu er halten.<br />
Bei <strong>Kolben</strong> mit Messfenster kann der<br />
<strong>Kolben</strong>nenndurchmesser ohne Abzug der<br />
Schaft beschichtungsdicke an dieser Stelle<br />
ermittelt werden.<br />
13<br />
DEUTSCH
DEUTSCH<br />
Grundlagen<br />
3.2<br />
Spaltmaß und <strong>Kolben</strong> lage<br />
im oberen Totpunkt<br />
Spaltmaß*<br />
Unter dem Spaltmaß (B) versteht man<br />
Über oder Rückstand des <strong>Kolben</strong>s im<br />
oberen Totpunkt zur Dichtungsfl äche des<br />
Zylinderblocks. Die Dicke der Zylinderkopfdichtung<br />
und eine mögliche Vertiefung im<br />
Zylinderkopf werden in die Messung einbezogen.<br />
Dieses Maß ist auch als „Bleimaß“<br />
bekannt.<br />
* siehe Piktogrammzeile<br />
unter Punkt 1 „Hinweise<br />
zur Benutzung des<br />
Katalogs“<br />
Eloxierte <strong>Kolben</strong>böden<br />
Bei <strong>Kolben</strong> mit eloxiertem <strong>Kolben</strong> boden<br />
darf der Boden zur Einstellung des <strong>Kolben</strong>überstandes<br />
nicht abgedreht werden.<br />
Die <strong>Kolben</strong> sind an der Grau färbung der<br />
Bodenfl äche zu erkennen.<br />
Hinweis:<br />
Zur Einstellung des <strong>Kolben</strong>überstandes<br />
sind neben den Standardkolben auch<br />
<strong>Kolben</strong> mit reduzierter Kompressionshöhe<br />
lieferbar.<br />
14<br />
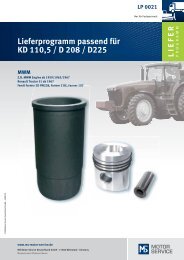
<strong>Kolben</strong>über- oder <strong>Kolben</strong>unterstandmaß<br />
im oberen Totpunkt bei verschiedenen<br />
<strong>Motor</strong>envarianten*<br />
Unter dem Maß C ist der Überstand<br />
(gekennzeichnet mit + ) oder mit Unterstand<br />
(gekennzeichnet mit ) des <strong>Kolben</strong>s<br />
im oberen Totpunkt im Verhältnis zur<br />
Zylinderblockdicht fl äche zu verstehen. Die<br />
Dichtungs dicke oder geometrische Formen<br />
des Zylinderkopfes bleiben unberücksichtigt.<br />
B C+ C- C<br />
B C C<br />
Bei Rippenzylindern bezieht sich das<br />
Maß C auf den Abstand zwischen <strong>Kolben</strong>boden<br />
und der Aufl age des Zylinderkopfes<br />
am Rippenzylinder.<br />
Bei <strong>Motor</strong>en mit nasser Zylinderlaufbuchse<br />
wird der Über oder Rückstand des <strong>Kolben</strong>s<br />
ebenfalls in Bezug zur Zylinderblockfl äche<br />
gemessen.<br />
Ein Überstand der Zylinderlaufbuchse<br />
oder ein vorhandener Feuerrand wird nicht<br />
berücksichtigt.
3.3<br />
<strong>Einbau</strong> <strong>von</strong> Zylinderlaufbuchsen<br />
Beim Austausch <strong>von</strong> Zylinderlaufbuchsen<br />
sind einige Vorbereitungen zu treffen und<br />
kritische Punkte zu überprüfen. Nach dem<br />
Ausbau der alten Zylinderlaufbuchsen und<br />
vor dem Einsetzen der neuen Zylinderlaufbuchsen<br />
muss der <strong>Motor</strong>block gründlich<br />
gereinigt werden. Insbesondere bei <strong>Motor</strong>blöcken<br />
mit nassen Zylinderlaufbuchsen<br />
sind im Bereich der Zylinderlaufbuchsenaufnahme<br />
alle Kühlwasserrückstände und<br />
Dichtungsreste zu entfernen.<br />
Montage <strong>von</strong> nassen Zylinderlauf buchsen<br />
1. Das Einsetzen der Zylinderlaufbuchsen<br />
erfolgt zunächst ohne Dichtringe. Auf diese<br />
Weise wird geprüft, ob sich die Zylinderlaufbuchsen<br />
leicht und ohne Klemmen<br />
einschieben lassen. Ein Klemmen der<br />
Zylinderlaufbuchse in der Grundbohrung<br />
hat stets eine Verformung der Zylinderbohrung<br />
zur Folge. Weiterhin muss geprüft<br />
werden, ob der Buchsenbund vollkommen<br />
flächengleich und planparallel im<br />
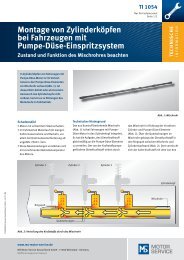
Die Bundauflage A muss planparallel sein.<br />
B A B<br />
richtige Bundauflage Buchsenüberstand B<br />
Besondere Sorgfalt ist sämtlichen Passflächen<br />
zu widmen. Sie müssen so vorbereitet<br />
sein, dass sie metallisch rein, vollkommen<br />
eben und nicht korrodiert sind.<br />
Harte Werkzeuge wie Schaber, Fräser, etc.<br />
dürfen wegen der Gefahr einer Beschädigung<br />
dieser Flächen nicht verwendet<br />
werden.<br />
Verschlissene Zylinderblockplanflächen<br />
und Buchsenbundaufnahmen müssen<br />
nachgearbeitet werden. Übersteigen die<br />
Durchmesser der Zylinderlaufbuchsen<br />
Grundbohrung das maximal zulässige<br />
Maß, sind die Flächen stark korrodiert oder<br />
weisen Verzüge auf, muss der <strong>Motor</strong>block<br />
entsprechend aufgebohrt werden.<br />
<strong>Motor</strong>block aufliegt. Zu diesem Zweck<br />
können die Passflächen mit Tuschierpaste<br />
einge strichen werden, um so das Tragbild<br />
zu überprüfen. Bei nicht einwandfreiem<br />
Tragbild muss die Bundaufnahme im<br />
<strong>Motor</strong>block nachgearbeitet werden.<br />
2. Danach muss das Überstandsmaß der<br />
Zylinderlaufbuchsen geprüft werden. Sollte<br />
es sich um Zylinderlaufbuchsen handeln,<br />
bei denen zur Abdichtung des Buchsenbundes<br />
eine Metalldichtung (Tombak,<br />
Edelstahl) verwendet wird, muss diese zur<br />
Messung des Bundüberstands eingelegt<br />
werden. Ein zu geringes Überstandsmaß<br />
muss durch die Verwendung <strong>von</strong> Zylinderlaufbuchsen<br />
mit Bundhöhenübermaß<br />
oder Stahlausgleichsscheiben korrigiert<br />
werden. Bei falschem Bundüberstandsmaß<br />
oder bei ungleichmäßiger Bundauflage ist<br />
die Abdichtung des Verbrennungsraumes<br />
nicht sichergestellt. Zylinderverzüge und<br />
Buchsenbundrisse sind die möglichen<br />
Folgen.<br />
3. Bei der endgültigen Montage der<br />
Zylinderlaufbuchsen inklusive Elastomerdichtungen<br />
muss zur leichteren und<br />
sicheren Montage der Zylinderlaufbuchsen<br />
Gleitmittel verwendet werden. Das Gleitmittel<br />
oder die Montagepaste wird an den<br />
Flächen <strong>von</strong> Zylinderlaufbuchse und <strong>Motor</strong>block<br />
aufgetragen, über die die Dichtringe<br />
bei der Montage gleiten müssen.<br />
Die Elastomerdichtungen selbst müssen<br />
nicht mit Gleitmittel versehen werden.<br />
Die Zylinderlaufbuchsen müssen langsam<br />
<strong>von</strong> Hand eingeschoben und zur Anlage<br />
Grundlagen<br />
Anschließend müssen Zylinderlauf buchsen<br />
mit Außen und/oder Bundübermaß<br />
eingesetzt werden. Im KS Lieferprogramm<br />
sind für viele <strong>Motor</strong>typen Zylinderlaufbuchsen<br />
mit unterschiedlichen Übermaßen<br />
lieferbar.<br />
gebracht werden. Sie dürfen keinesfalls<br />
mit Schwung oder durch harte Hammerschläge<br />
zur Anlage gebracht werden.<br />
4. Nach der Montage der Zylinder <br />
laufbuchsen müssen die Zylinderbohrungen<br />
mit Hilfe eines Innenfeinmessgerätes,<br />
auf Rundheit und Einschnürungen im<br />
Bereich der Dichtringe überprüft werden.<br />
Achtung:<br />
Flüssige Dichtmittel und Dichtpasten<br />
dürfen beim <strong>Einbau</strong> <strong>von</strong> nassen Zylinderlaufbuchsen<br />
nicht verwendet werden.<br />
Das Festsitzen der Zylinderlaufbuchsen<br />
ist dadurch gefährdet. Zudem können die<br />
Elastomerdichtungen ihrer Dichtfunktion<br />
nicht nachkommen, wenn die Dichtringnuten<br />
zusätzlich mit Dichtmittel aufgefüllt<br />
werden. Bei den ggf. mit den Zylinderlaufbuchsen<br />
mitgelieferten Metallscheiben aus<br />
Tombak oder Edelstahl handelt es sich um<br />
Dichtungen. Die Metalldichtungen müssen<br />
auf jeden Fall zwischen <strong>Motor</strong>block und<br />
Zylinderlaufbuchse eingesetzt werden.<br />
Die Metalldichtungen sind zum Einstellen<br />
des Buchsenüberstandes nicht geeignet.<br />
Es dürfen keinesfalls mehrere Dichtungen<br />
übereinander gelegt und eingebaut<br />
werden.<br />
15<br />
DEUTSCH
DEUTSCH<br />
Grundlagen<br />
Montage <strong>von</strong> trockenen Zylinderlaufbuchsen<br />
in „Slipfi t“-Ausführung („Finished“)<br />
1. Diese Buchsen sind am Innendurchmesser<br />
fertig bearbeitet und können <strong>von</strong><br />
Hand bzw. mit geeignetem Werkzeug ausund<br />
eingebaut werden. Der <strong>Motor</strong>block<br />
muss zu diesem Zweck nicht aus dem<br />
Fahrzeug ausgebaut werden.<br />
Montage <strong>von</strong> trockenen Zylinderlaufbuchsen<br />
in „Pressfi t“-Ausführung<br />
(„Semi-fi nished“)<br />
1. Diese Zylinderlaufbuchsen sind nur am<br />
Außendurchmesser fertig bearbeitet.<br />
Der Innendurchmesser ist nur grob vorgearbeitet.<br />
Zum Wechseln dieser Zylinderlaufbuchsen<br />
muss der <strong>Motor</strong>block aus dem<br />
Fahrzeug ausgebaut und komplett zerlegt<br />
werden.<br />
2. Zum Ausbau der Zylinderlaufbuchsen<br />
werden diese entweder mit einem Meißel<br />
oder einem ähnlichen Werkzeug zerstört<br />
oder aus dem <strong>Motor</strong>block herausgebohrt.<br />
Die weitere Vorbereitung/Überprüfung des<br />
<strong>Motor</strong>blocks erfolgt wie bei der<br />
„Slip-fi t“ Ausführung.<br />
3. Da diese Zylinderlaufbuchsen über eine<br />
Presspassung im <strong>Motor</strong>block verfügen,<br />
müssen sie mit Hilfe einer Presse in den<br />
<strong>Motor</strong>block eingepresst werden.<br />
Die Presspassung beträgt mehrere Hundertstel<br />
Millimeter und richtet sich nach<br />
den Vorgaben des <strong>Motor</strong>enherstellers. Vor<br />
dem Einpressen müssen die Zylinderlaufbuchsen<br />
am Außendurchmesser mit einem<br />
geeigneten, dünnfl üssigen Gleitmittel<br />
eingestrichen werden. Die Zylinderlaufbuchsen<br />
sollen möglichst ohne abzuset<br />
16<br />
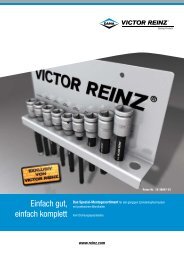
2. Vor dem Einsetzen der Zylinderlaufbuchse<br />
muss die Buchsengrundbohrung<br />
auf Rundheit und Verzug überprüft werden.<br />
Der Kantenbruch (C) im Gehäuse muss der<br />
Ausrundung (D) an der Zylinderlaufbuchse<br />
entsprechen.<br />
3. Nach dem Einsetzen der Zylinderlaufbuchsen<br />
sind die Zylinderbohrungen auf<br />
Rundheit bzw. Deformationen zu überprüfen.<br />
Bei diesen Zylinderlaufbuchsen<br />
muss das vom Hersteller vorgeschriebene<br />
Buchsenüberstandsmaß (B) eingehalten<br />
werden. Dies ist wichtig, damit die<br />
Buchsen im Betrieb fest auf ihren Sitz<br />
gepresst werden und vorschriftsmäßig im<br />
<strong>Motor</strong>block ver ankert sind. Mangelnder<br />
Überstand führt zu Dichtproblemen und zur<br />
Rissbildung an den Buchsen.<br />
zen in einem Schritt in den <strong>Motor</strong>block<br />
eingepresst werden. Eine Unterbrechung<br />
des Einpress vorgangs führt beim Weiterpressen<br />
zu großen Losbrechmomenten und<br />
häufi g zum Brechen der Zylinderlaufbuchsen.<br />
Kann der Einpressvorgang aufgrund<br />
eines fehlenden Presswegs/hub nicht in<br />
einem Zug durchgeführt werden, muss<br />
das kurze Stück, welches fehlt, am Anfang<br />
des Presswegs, und das letzte Stück unter<br />
voller Ausnutzung des zur Verfügung stehenden<br />
Pressweges zurückgelegt werden.<br />
Die Druckplatte, die zwischen Pressenstempel<br />
und Zylinderlaufbuchse gelegt<br />
wird, muss dick genug sein, damit sie beim<br />
Pressen nicht durchbricht.<br />
Dadurch lässt sich ein Abdrücken des<br />
Buchsenbundes verhindern.<br />
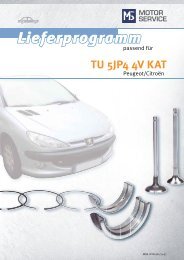
<strong>Einbau</strong>maße für „Pressfi t“-<br />
Zylinderlaufbuchsen<br />
B = Buchsen überstand<br />
C = Fase<br />
D = Radius B<br />
Bei „Slipfi t“ Zylinderlaufbuchsen beträgt<br />
das <strong>Einbau</strong>spiel 0,00 0,015 mm. Werden<br />
0,015 mm überschritten muss eine Übermaßbuchse<br />
verwendet werden.<br />
4. Da sich die Zylinderlaufbuchsen beim<br />
Einpressen etwas deformieren, müssen<br />
sie durch Bohren und Honen noch auf das<br />
nötige Zylinderendmaß fertig bearbeitet<br />
werden. Aufgrund der Presspassung<br />
benötigen diese Zylinderlaufbuchsen<br />
nicht zwangsweise einen Buchsenbund<br />
und verfügen generell über keinen<br />
Buchsenüberstand (B). Nach dem Einpressen<br />
der Zylinderlaufbuchsen muss die<br />
Zylinderblockplanfl äche einmal komplett<br />
überarbeitet werden, damit die Zylinderlaufbuchsen<br />
nicht über die <strong>Motor</strong>blockfl<br />
äche überstehen.<br />
Zylinder-Ø 50 - 80 mm 80 - 120 mm 120 - 180 mm<br />
Überdeckung (Pressung) 0,045 mm 0,070 mm 0,055 - 0,080 mm 0,065 - 0,090 mm<br />
Die Angaben sind Anhaltswerte. Maß gebend sind in jedem Fall die Maß angaben des <strong>Motor</strong>enherstellers.<br />
C<br />
D
3.4<br />
<strong>Einbau</strong> der <strong>Kolben</strong><br />
Zusammenbau <strong>von</strong> <strong>Kolben</strong> und Pleuel<br />
Vor dem <strong>Einbau</strong> der Pleuelstangen sind sie<br />
auf einem geeigneten Prüfgerät auf Verbiegung<br />
und Verdrehung zu kontrollieren.<br />
Den <strong>Kolben</strong> und die Pleuelstange entsprechend<br />
der <strong>Einbau</strong>richtung zurecht<br />
legen. Der eingeölte Bolzen wird in die<br />
Bolzen bohrungen des <strong>Kolben</strong>s und in das<br />
Pleuelauge der Pleuelstange vorsichtig<br />
eingeschoben. Bei <strong>Kolben</strong> mit eng tolerierter<br />
Bolzenbohrung geht das Einschieben<br />
des Bolzens leichter, wenn der <strong>Kolben</strong> auf<br />
ca. 40 °C erwärmt wird.<br />
Bei schwimmenden Bolzen<br />
Zur Fixierung des Bolzens dienen beigepackte<br />
Sicherungsringe.<br />
Gebrauchte Sicherungsringe dürfen nicht<br />
mehr verwendet werden. Um bleibende<br />
Verformungen zu vermeiden, dürfen die<br />
Sicherungsringe nicht übermäßig zusammengedrückt<br />
werden.<br />
Durch leichtes Verdrehen der Ringe kann<br />
festgestellt werden, ob sie sicher in die<br />
Nuten eingerastet sind. Der Stoß der Sicherungen<br />
muss immer in Hubrichtung des<br />
<strong>Kolben</strong>s liegen.<br />
Grundlagen<br />
Montage eines Klemmpleuels<br />
Die Bohrung im Pleuelauge muss eine<br />
Überdeckung zum Bolzen aufweisen. Zur<br />
Montage ist der Pleuel auf 280 320 °C<br />
zu erwärmen (keine off ene Flamme!).<br />
Anschließend den gut geölten und kalten<br />
Bolzen zügig in das Pleuelauge einführen.<br />
Um die richtige Lage des Bolzens im Pleuel<br />
zu gewährleisten, ist eine Vorrichtung mit<br />
Bolzenanschlag zu verwenden.<br />
17<br />
DEUTSCH
DEUTSCH<br />
Grundlagen<br />
Prüfung der <strong>Kolben</strong>ringe<br />
Prüfen Sie, ob sich die Ringe in den<br />
Ringnuten frei drehen (rotieren) lassen.<br />
Bei „TOP“ markierten <strong>Kolben</strong>ringen muss<br />
die Markierung zum <strong>Kolben</strong> boden zeigen.<br />
Dadurch wird die vorgesehene Funktion<br />
gewährleistet.<br />
Schlauchfeder-Ölabstreifringe<br />
Die Stoßenden der Schlauchfeder sollten<br />
bei Schlauchfederringen immer genau<br />
gegenüber dem Ringstoß liegen. Bei<br />
Schlauchfedern mit Tefl onschlauch liegt<br />
der Schlauch am Ringstoß.<br />
Zusätzlich ist bei Schlauchfeder ringen mit<br />
Fixierhaken zu beachten, dass der Fixierhaken<br />
im Ölschlitz eingerastet ist<br />
3-teilige Stahl-Lamellen-Ölabstreifringe<br />
Die Federenden sind während des<br />
Transports in ungespanntem Zustand und<br />
können übereinander rutschen.<br />
Die Lage muss ggf. vor dem <strong>Einbau</strong><br />
korrigiert werden. Beide Farbmarkierungen<br />
an den Federenden müssen sichtbar sein.<br />
Sind sie nicht sichtbar, ist die Feder überlappt<br />
und der Ring funktioniert nicht.<br />
Die Ringstöße des 3-teiligen Ölabstreifringes<br />
(die beiden Stahllamellen und die<br />
Expanderfeder) müssen vor dem <strong>Einbau</strong> um<br />
jeweils 120° zueinander verdreht werden.<br />
18<br />
Ölschlitz Fixierhaken<br />
Schlauchfederring mit Fixierhaken<br />
richtig:<br />
grüner Farbstrich<br />
falsch:<br />
<strong>Einbau</strong>empfehlung<br />
überlappter Stoß<br />
roter Farbstrich
3.5<br />
Einlaufhinweise<br />
Wenn kein Prüfstand vorhanden ist um<br />
ein defi niertes Einlaufprogramm zu fahren<br />
muss der <strong>Motor</strong> auf der Straße eingefahren<br />
werden.<br />
• Fahrzeug nicht voll beladen.<br />
• <strong>Motor</strong> mit ständig wechselnden Drehzahlen<br />
bis max. 2/3 der Höchstdrehzahl<br />
betreiben.<br />
• Beim Fahren die Gänge zügig hoch<br />
schalten und untertourige Fahrzustände<br />
vermeiden.<br />
• Gänge nicht ausdrehen.<br />
• Keine längeren Bergauff ahrten<br />
(zu viel Last).<br />
• Keine längeren Bergabfahrten<br />
(zu wenig Last und unvorteilhafter<br />
Schubbetrieb).<br />
• Keine Benutzung <strong>von</strong> <strong>Motor</strong>bremseinrichtungen.<br />
• Keine Autobahnfahrt und keine Höchstgeschwindigkeit<br />
fahren.<br />
• Vermeidung <strong>von</strong> Fahrten auf Staustrecken.<br />
Überlandfahrten und fl üssiger<br />
Stadtverkehr sind vorteilhaft. Jedoch<br />
kein Stadtverkehr bei extrem heißen<br />
Außentemperaturen und mit vielen Ampelstopps<br />
und Wartezeiten.<br />
Grundlagen<br />
Einsetzen des <strong>Kolben</strong>s in die Zylinderbohrung<br />
Den Zylinderblock sorgfältig reinigen.<br />
Darauf achten, dass alle Gleitfl ächen<br />
<strong>von</strong> Schmutz befreit und gut eingeölt<br />
sind. Die <strong>Kolben</strong>ringe mit einer Ringmanschette<br />
zusammendrücken, um ein<br />
widerstandsloses Gleiten des <strong>Kolben</strong>s<br />
in die Zylinder bohrung zu ermöglichen.<br />
Bei Dieselmotoren das Spaltmaß bzw.<br />
Überstandsmaß des <strong>Kolben</strong>s messen und<br />
die Angaben des Herstellers unbedingt<br />
einhalten.<br />
Sonstige Hinweise:<br />
• Während der Einlaufphase sollte der<br />
Ölstand ständig überprüft werden.<br />
Der Ölverbrauch kann erhöht sein. Es ist<br />
ratsam, alle 50 bis 100 km den Ölstand<br />
zu überprüfen und ggf. aufzufüllen. Bei<br />
merklichem Abfall des Ölstandes am<br />
Ölmessstab den Ölstand weiterhin in<br />
kürzeren Abständen kontrollieren.<br />
• <strong>Motor</strong> nicht mit Öl überfüllen.<br />
• Ölwechsel nach 1000 km – Wichtig hierbei<br />
ist der Ölfi lterwechsel. Der Schmutz<br />
und Abrieb des Einlaufs muss aus dem<br />
<strong>Motor</strong> entfernt werden.<br />
19<br />
DEUTSCH