

outershield mai.p65 - Lincoln Electric
outershield mai.p65 - Lincoln Electric
outershield mai.p65 - Lincoln Electric

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
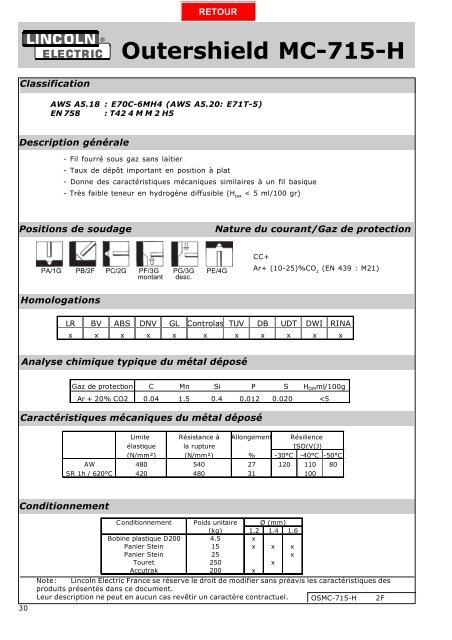
Classification<br />
Description générale<br />
Positions de soudage Nature du courant/Gaz de protection<br />
Homologations<br />
Analyse chimique typique du métal déposé<br />
Caractéristiques mécaniques du métal déposé<br />
Conditionnement<br />
30<br />
Outershield MC-715-H<br />
AWS A5.18 : E70C-6MH4 (AWS A5.20: E71T-5)<br />
EN 758 : T42 4 M M 2 H5<br />
- Fil fourré sous gaz sans laitier<br />
- Taux de dépôt important en position à plat<br />
- Donne des caractéristiques mécaniques similaires à un fil basique<br />
- Très faible teneur en hydrogène diffusible (H < 5 ml/100 gr)<br />
DM<br />
PA/1G PB/2F PC/2G PF/3G PG/3G PE/4G<br />
montant desc.<br />
CC+<br />
Ar+ (10-25)%CO (EN 439 : M21)<br />
2<br />
LR BV ABS DNV GL Controlas TUV DB UDT DWI RINA<br />
x x x x x x x x x x x<br />
Gaz de protection C Mn Si P S HDMml/100g Ar + 20% CO2 0.04 1.5 0.4 0,012 0.020
Nuances des aciers à souder<br />
Liste non limitative<br />
Aciers coque<br />
Aciers de construction<br />
NF EN10113 (A35-502)<br />
NF EN 10149 (A36-231)<br />
NF EN 10025 (A35-501)<br />
Aciers pour appareils à pression et chaudières<br />
NF EN 10028 ( A 36-205)<br />
NF EN 10207 ( A36-220)<br />
NF A36-601 & NF A36-605<br />
Aciers pour plates-formes<br />
NF A36-212<br />
Aciers pour transports dangereux<br />
NF A 36-215<br />
Outershield MC-715-H<br />
A à E, A (H) 32 à E(H) 36<br />
A à D, A (H) 32 à D(H) 36<br />
S275 à S420 Qualité N,M, NL, ML<br />
S315 à S420 MC & NC<br />
S185 à S355, E295 à E360 Qualite JR(G1 & G2), J0, J2 (G3&G4)<br />
P235 à P420 Qualité GH,N,NL1,NL2, NH, M,ML1,ML2 Q, QH,QL1,QL2<br />
P235 à P275 Qualité S & SL<br />
A37 à A52 Qualité CP, AP & FP<br />
PF 24 à PF36 Qualité 5 & 6<br />
P265 à P345 Qualité NJ2, NGJ2 NJ4, NGJ4<br />
Procédures de soudage et éléments de calcul - Gaz de protection Ar+(15-25) % CO 2<br />
Diamètres Stick out Vitesse de Intensité Tension d'arc Taux de dépôt Kg de fil /<br />
dévidage kg de métal<br />
(mm) (mm) (c m/min) (A) (V)= (Kg/h)<br />
1.2 Short-arc 15 460 90 15 1.1 1.1<br />
655 120 16 1.4 1.1<br />
870 150 17 1.9 1.1<br />
Spray-arc 20 635 180 28-30 2.7 1.1<br />
1145 275 31-34 4.8 1.1<br />
1650 340 35-38 6.8 1.1<br />
1.4 Short-arc 15 205 105 14.5 1.2 1.1<br />
255 125 15 1.5 1.1<br />
280 135 15.5 1.6 1.1<br />
Spray-arc 25 445 170 27-29 2.5 1.1<br />
890 270 29-32 5 1.1<br />
1400 355 32-34 8.1 1.1<br />
1.6 Short-arc 18 180 145 15 1.5 1.1<br />
205 160 16 1.7 1.1<br />
230 170 18 1.9 1.1<br />
Spray-arc 25 380 235 25-26 2.9 1.1<br />
635 325 29-32 5 1.1<br />
890 400 34-37 7 1.1<br />
1145 460 36-38 9.1 1.1<br />
Paramètres de soudage optima en remplissage - Gaz de protection Ar+(15-25) % CO 2<br />
Positions de soudage PA/1G PB/2F PC/2G PF/3G PG/3G PE/4G<br />
Ø (mm) Plat Plat Corniche mont. desc. Plafond<br />
1.2 Int (A) 230-380 230-380 230-300 130-170 130-170 140-175<br />
Tension (V) 26-36 26-36 26-30 15-17 16-17 16-17<br />
1.4 Int (A) 240-385 240-385 240-340 160-180 160-180 175-185<br />
Tension (V) 26-36 26-36 26-31 14-15 14-15 15-16<br />
1.6 Int (A) 280-460 280-460 270-300<br />
Tension (V) 28-36 28-36 28-30<br />
31













