Vom Baumstamm bis zur fertigen Platte - Agepan
Vom Baumstamm bis zur fertigen Platte - Agepan
Vom Baumstamm bis zur fertigen Platte - Agepan

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
001321-GLU-18-DE-0107 | Alle Informationen und Daten in diesem Prospekt wurden nach bestem Wissen und Gewissen erarbeitet. Ihre Veröffentlichung erfolgt ohne Gewähr. Irrtümer vorbehalten. www.werbeagentur-nowack.de<br />
GL06.0181 | Fotos: Glunz AG, Scheiter, G. Pönnighaus Photography, Thomas Klawunn | Alle in diesem Prospekt verwendeten Produktbezeichnungen und Namen von Unternehmen sind Handelsnamen und/oder eingetragene Warenzeichen der<br />
jeweiligen Schutzrechtsinhaber. Reproduktion nur mit ausdrücklicher Genehmigung der Glunz AG und/oder des jeweiligen Schutzrechtsinhabers. Für eventuell enthaltene Fehler in diesem Prospekt übernimmt die Glunz AG keine Haftung.<br />
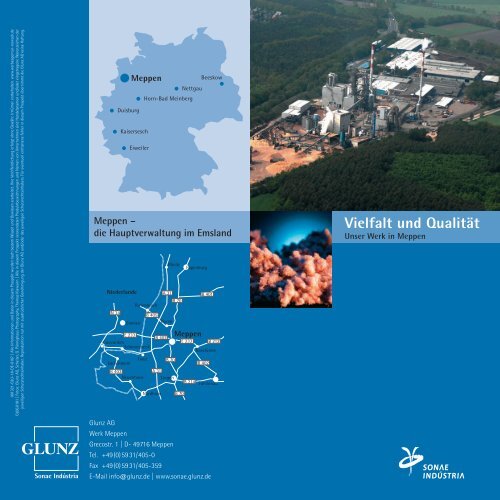
Duisburg<br />
Meppen<br />
Kaisersesch<br />
Eiweiler<br />
Beeskow<br />
Nettgau<br />
Horn-Bad Meinberg<br />
Meppen –<br />
die Hauptverwaltung im Emsland<br />
Niederlande<br />
N 34<br />
Emmen<br />
E 233<br />
Rutenbrock<br />
Coevorden Schoonebeek<br />
B 405<br />
Haren<br />
B 402<br />
Nordhorn<br />
A 31<br />
Rhede<br />
Twist B 70<br />
Emlichheim<br />
B 403<br />
A 31<br />
Neuenhaus Lingen<br />
B 70<br />
Papenburg<br />
Meppen<br />
B 70<br />
E 233<br />
B 401<br />
Haselünne<br />
B 402<br />
B 214 Fürstenau<br />
Glunz AG<br />
Werk Meppen<br />
Grecostr. 1 | D- 49716 Meppen<br />
Tel. +49(0)5931/405-0<br />
Fax +49(0)5931/405-359<br />
E-Mail info@glunz.de | www.sonae.glunz.de<br />
B 213<br />
Vielfalt und Qualität<br />
Unser Werk in Meppen
Anmeldung<br />
1 Rundholzplatz Hier<br />
la gern <strong>bis</strong> zu 15.000 Raummeter<br />
Nadelhölzer, die den<br />
Hauptrohstoff für die<br />
Produktion liefern.<br />
2 Entrindungstrommel In<br />
dieser 22 m langen, langsam<br />
rotierenden Trommel wird die<br />
Baumrinde durch Aneinanderschlagen<br />
der Rundhölzer<br />
abgelöst. Der nachgelagerte<br />
Scheibenhacker zerkleinert<br />
pro Stunde <strong>bis</strong> zu 200 Raummeter<br />
zu Hackschnitzeln.<br />
3 Hackschnitzellager für<br />
mehr als 3.000 Kubikmeter<br />
Besucherparkplatz<br />
Versand III<br />
Unser Werk in Meppen:<br />
<strong>Vom</strong> <strong>Baumstamm</strong> <strong>bis</strong> <strong>zur</strong> <strong>fertigen</strong> <strong>Platte</strong><br />
selbst erzeugter Hackschnitzel.<br />
Beide MDF-Anlagen<br />
werden von hier aus über<br />
Förderwerke beschickt.<br />
4 Fremd-Hackschnitzellager<br />
Rund 35.000 Kubikmeter<br />
fremderzeugter Hackschnitzel<br />
können hier lagern.<br />
Diese erhalten wir aus den<br />
umliegenden Sägewerken.<br />
5 Energieerzeugung Die<br />
Heizkessel gewinnen überwiegend<br />
aus Schleifstaub,<br />
untermaßigen Hackschnitzeln<br />
und <strong>Platte</strong>nholzresten<br />
die Energie für den Zerfaserer<br />
Global R&D<br />
Vertrieb ind.<br />
Versand II<br />
Beschichtung<br />
Aufteilsägen<br />
Parkplatz<br />
Werkleitung<br />
QUM<br />
IT<br />
Versand I<br />
Firmenzentrale<br />
Endfertigung II<br />
Endfertigung I<br />
und die Kocher. Zusätzlich wird<br />
Erdgas verwandt. Die Abwärme wird<br />
für die Trockner genutzt.<br />
6 Waschanlage <strong>zur</strong> Reinigung der<br />
Hackschnitzel von Sand, Steinen und<br />
Metallen.<br />
7 Hackschnitzel-Kocher/Refiner<br />
Die Hackschnitzel werden bei 70 ˚C<br />
vorgeweicht und unter Druck in den<br />
Kocher gepresst. Nach einer Kochzeit<br />
von 3-4 Minuten werden die erwärmten,<br />
plastifizierten Hackschnitzel<br />
mit Überdruck in den Refiner<br />
geleitet und zwischen zwei Mahlscheiben<br />
zu Fasern aufgeschlossen.<br />
8 Die Beleimung der feuchten<br />
Holzfasern erfolgt mit umweltfreundlichen,<br />
biologisch abbaubaren<br />
Bindemitteln in genau dosierter<br />
Menge.<br />
9 Trockner Die beleimten Holzfasern<br />
werden mit 100 km/h durch<br />
den Stromtrockner geblasen, wo sie<br />
mit 180 ˚C heißer Luft getrocknet<br />
werden.<br />
Schlosserei<br />
Produktion TOPAN ® II<br />
Produktion TOPAN ® I<br />
Refiner<br />
Gebäude II<br />
Entrindung/Hacker<br />
10 Der Zyklon separiert die Fasern<br />
von der nun feuchten Trocknerluft,<br />
die im Biowäscher auskondensiert<br />
und biologisch gereinigt wird.<br />
11 Die Bandwaage prüft und steuert<br />
die Faserbeleimung. Im Windsichter<br />
werden evtl. Faserknoten und Leimklumpen<br />
aussortiert. <strong>Vom</strong> Faserbunker,<br />
dem Pufferlager für max.<br />
3 Produktionsminuten, gelangen<br />
die Holzfasern in die Mattenstreumaschine,<br />
die die Fasern auf das<br />
Formband aufstreut. Der Faserkuchen<br />
entsteht.<br />
12 Von der Vorpresse auf 1/5 seines<br />
Volumens verdichtet, wird der endlose<br />
Faserkuchen von der Suchspule<br />
erneut auf Fremdkörper untersucht.<br />
13 Kernstück der Produktion ist die<br />
50 m lange kontinuierliche Hauptpresse,<br />
die den Faserkuchen auf<br />
einem Presslängenbereich von<br />
41,5 m in vier Druckzonen bei 240 ˚C<br />
kontinuierlich zum endlosen <strong>Platte</strong>nstrang<br />
verdichtet. Der Vorschub der<br />
2,70 m breiten Presse variiert in<br />
gesunden Arbeitsbedingungen und den<br />
verbesserten Sicherheitsstandards.<br />
Neben den „Auszeichnungen“ für die<br />
Qualität der Umweltschutzmaßnahmen,<br />
hat das Werk Meppen auch die Bestätigungen<br />
für die Erfüllung von Qualitätsnormen<br />
erhalten. Mit der Zertifizierung<br />
nach DIN EN ISO 9001 ist Meppen – wie<br />
allen Werken der Glunz AG – die Wirksamkeit<br />
eines Qualitätsmanagementsystems<br />
bescheinigt worden.<br />
Mit den aufgeführten Umwelt- und Qualitäts-Zertifizierungen<br />
beweist die Glunz<br />
AG, mit welcher Konsequenz und Ernsthaftigkeit<br />
auf verantwortungsbewusste<br />
Weise Umweltorientierung umgesetzt<br />
und Qualitätssicherung erreicht wird.
Das AGEPAN ® Zeitspar-Bausystem:<br />
Systemprodukte aus Meppen<br />
Den Anforderungen im modernen Holzbau werden wir in<br />
Meppen mit den intelligenten Produkten des AGEPAN ®<br />
Zeitspar-Bausystems optimal gerecht. Jedes Systemprodukt<br />
ist ein flexibler Baustein, der den Erfolg der führenden Marke<br />
AGEPAN ® im konstruktiven Holzbau manifestiert.<br />
Zukunftsweisende Produkte wie AGEPAN ® DWD protect,<br />
AGEPAN ® THD, AGEPAN ® TEP und AGEPAN ® UDP werden<br />
hier aus dem natürlichen Werkstoff Holz gefertigt. Mit dem<br />
AGEPAN ® Zeitspar-Bausystem aus Meppen – der innovativen<br />
Lösung für Verarbeiter, Planer sowie Bauherren – garantieren<br />
wir auch im Zusammenspiel aller Komponenten hohe Funktionalität<br />
und baubiologische Unbedenklichkeit.<br />
Holzwerkstoff-Spezialist Glunz AG:<br />
Marktnähe, Innovation und Kompetenz<br />
In der Möbelindustrie, beim Innenausbau und vielen weiteren<br />
Einsatzgebieten überzeugen die verschiedenen Meppen-Produkte,<br />
wie TOPAN ® colour FF und TOPAN ® Form colour FF. Mit<br />
ihrer Designkompetenz wird die Glunz AG den gestiegenen<br />
Kundenansprüchen an Auswahl und Vielfalt bei melaminbeschichteten<br />
MDF und Powdercoating gerecht. In Meppen<br />
werden MDF-Produkte für den Holzfachhandel und die Möbelindustrie<br />
produziert.<br />
Die umfangreiche Palette zukunftsorientierter Dämmplatten<br />
wird erfolgreich, als Bausteine des AGEPAN ® Zeitspar-Bausystems,<br />
auf der Baustelle eingesetzt – in Meppen-Qualität<br />
und mit kundennahen Serviceleistungen. Holzwerkstoffe aus<br />
Meppen zeichnen sich durch ihre individuelle und zertifizierte<br />
Qualität aus.<br />
®<br />
®<br />
Auf zwei Linien in die<br />
Zukunft der Holzwerkstoffe<br />
Die maschinelle Ausstattung im Werk Meppen wurde unter<br />
der Voraussetzung konzipiert, den Kundenwünschen effizient,<br />
flexibel und umfassend gerecht zu werden. Zwei Conti-Roll-<br />
Anlagen produzieren täglich <strong>bis</strong> zu 1.300 m ³ MDF. An diesen<br />
modernen Fertigungsstraßen produzieren wir aus dem natürlichen<br />
Rohstoff Holz innovative, hochwertige Werkstoffe, die<br />
unseren Kunden Vorteile, Qualität und Erfolg garantieren.<br />
Die gesamte Produktionskette ist detailliert geplant und auf<br />
Effizienz ausgerichtet. Damit ist das Werk Meppen stets in<br />
der Lage, alle Abläufe auf das wichtigste Ziel der Glunz AG zu<br />
fokussieren – die Kundenzufriedenheit.<br />
Ein weiterer Vorteil ist das Tandem-Prinzip unseres Vertriebs,<br />
jeweils feste Ansprechpartner vom Außen- und Innendienst<br />
garantieren optimale Kunden-Betreuung.
Unser Werk für zahlreiche Produktvarianten:<br />
Hauptverwaltung Meppen<br />
An 19 Standorten in Zentraleuropa erwirtschafteten rund<br />
3.895 Mitarbeiter (Stand 11/2006) einen Umsatz von rund 774<br />
Millionen Euro. Durch den Verbund der Sonae Indústria Central<br />
Europe profitieren unsere Kunden von der Leistungsfähigkeit<br />
eines europäischen Produktions- und Logistikverbundes,<br />
der eines der breitesten Produktportfolios für Holzwerkstoffe<br />
in Zentraleuropa produziert und vermarktet – inklusive eines<br />
umfangreichen Serviceangebots. Eine zielgerichtete Marktund<br />
Kundenorientierung hat für uns absolute Priorität.<br />
Der Standort Meppen ist Sitz der Hauptverwaltung der Glunz<br />
AG und die Produktionsstätte für zahlreiche dekorative und<br />
konstruktive Holzwerkstoffe. Neben den verschiedensten Varianten<br />
von Faser- und Dämmplatten werden hier innovative<br />
Produkte wie TOPAN ® Powdercoating hergestellt. Unser Werk<br />
in Meppen steht für Variationsbreite, Qualität und Anwendungskompetenz<br />
– die Synthese aus Erfahrung, Technik und<br />
Mitarbeiter-Engagement. Damit erfüllen wir die hohen Ansprüche<br />
an dekorative und konstruktive Holzwerkstoffe und<br />
manifestieren gleichzeitig das Vertrauen unserer Kunden.<br />
Innovationskraft und Perspektiven:<br />
Research & Development<br />
Das Ziel unserer Forschungs- und Entwicklungsaktivitäten,<br />
aus dem universellen<br />
Werkstoff Holz innovative und<br />
marktnahe Produktlösungen herzustellen,<br />
verfolgen wir in Meppen mit strategischer,<br />
kundenorientierter Umsetzung.<br />
Mit personellen Ressourcen, der notwendigen<br />
Entwicklungs- und Prozesskompetenz<br />
sowie modernen Produktionsanlagen<br />
sind wir für künftige Herausforderungen<br />
unserer Kunden und Märkte gut gerüstet<br />
– für Möbelherstellung, Hausbau sowie<br />
neuartige Anwendungsgebiete.<br />
Auf wirtschaftliche, funktionale und dekorative Kundenbedürfnisse<br />
zugeschnittene Produkte anzubieten, sofort und adäquat<br />
auf Kundenanforderungen zu reagieren hat für uns höchste<br />
Priorität. Von der fortschrittlichen Steuerung der Produktionsprozesse<br />
unseres Sonae Global R&D-Zentral-Standortes kann<br />
sich jeder interessierte Kunde bei einer Werksführung direkt<br />
vor Ort in Meppen überzeugen und selbst sehen, wie nah<br />
Meppen an der Zukunft ist.
Umweltschutz und Arbeitssicherheit für unsere Produktion:<br />
Qualität hat Vorrang<br />
Nur mit einem durchdachten System lässt sich Umweltschutz<br />
effizient anwenden. Deswegen setzen wir im Standort Meppen<br />
die weltweite Strategie eines integrierten Umweltschutzes der<br />
Sonae Indústria Gruppe konsequent um. Die MDF-Produktionslinien<br />
sind mit dem Zertifikat nach DIN EN ISO 14001 zertifiziert,<br />
die Einhaltung der gesetzlichen Forderungen in allen<br />
Umweltbereichen ist somit durch externe Gutachter bestätigt.<br />
Qualität, Umweltschutz und Arbeitssicherheit als qualifiziertes<br />
Managementsystem sind unsere vorrangigen Ziele, so auch die<br />
Richtlinien <strong>zur</strong> Integration des „eco-efficiency“ als Leitreferenz<br />
aller Unternehmen und Standorte der Sonae Indústria Gruppe.<br />
Diese Öko-Richtlinie beinhaltet die Ermittlung von Kennzahlen<br />
für den Ressourcen-Verbrauch, um anhand dieser Dokumentierung<br />
eventuell notwendige Effizienz-Korrekturen einzuleiten.<br />
Jeder Mitarbeiter leistet im täglichen Arbeitsalltag seinen<br />
Beitrag <strong>zur</strong> Erreichung unserer gemeinsam gesteckten Sicherheits-<br />
und Umweltziele. Im Gegenzug profitiert auch jeder<br />
Einzelne von den minimierten Umweltbelastungen, den<br />
Trommelhacker<br />
Abhängigkeit der gewünschten<br />
<strong>Platte</strong>nstärke zwischen<br />
45 und 700 mm/Sekunde.<br />
14 Nach der Prüfung der<br />
Rohdichte wird der <strong>Platte</strong>nstrang<br />
mit der Quersäge ab -<br />
gelängt. Die nachgelagerte<br />
Dickenmessanlage erfasst<br />
auf der gesamten <strong>Platte</strong>nbreite<br />
die Ist-Stärke jeder<br />
Rohplatte. Das Spaltersuchgerät<br />
dient der Ermittlung<br />
etwaiger Hohlräume.<br />
15 In dem Kühlstern-<br />
Wender werden die fehlerfreien<br />
Rohplatten allseitig,<br />
gleichmäßig von 70 ˚C auf<br />
etwa 45 ˚C abgekühlt.<br />
16 Abstapelung<br />
Automatisch zu Stapeln<br />
zusammengefasst verbleiben<br />
die Rohplatten<br />
mindestens 24 Stunden<br />
<strong>zur</strong> Abkühlung und Aushärtung<br />
im Reifelager.<br />
17 Schleifstraße<br />
Je nach <strong>Platte</strong>nstärke werden<br />
u. a. <strong>zur</strong> Verlagerung der max.<br />
Rohdichte an die <strong>Platte</strong>noberfläche<br />
<strong>bis</strong> zu 2 mm von<br />
der <strong>Platte</strong>nstärke abgeschliffen.<br />
18 Nach der optischen<br />
Kontrolle der geschliffenen<br />
Oberflächen werden die<br />
<strong>Platte</strong>n allseitig besäumt<br />
und bei Bedarf längs und<br />
quer aufgeteilt.<br />
19 Abstapelung Differenziert<br />
nach Format und Qualitätsgrad<br />
werden nun die<br />
<strong>fertigen</strong> <strong>Platte</strong>n automatisch<br />
abgestapelt.<br />
20 Fertigwarenlager<br />
Gemäß der Produktspezifikation<br />
werden die <strong>fertigen</strong><br />
<strong>Platte</strong>n nun eingelagert und<br />
stehen den qualitätsbewussten<br />
Abnehmern <strong>zur</strong><br />
Verfügung.
Rundholz Entrindungs-Trommel<br />
Spaltersuchgerät<br />
Gegenstromwäscher<br />
Biowäscher<br />
Ablängsäge<br />
Dickenmessung<br />
Vorabscheider<br />
Rohdichtemessung<br />
Kühlstern-Wender Abstapelung<br />
Scheibenhacker<br />
Auf einen Blick:<br />
Zahlen, Daten, Fakten<br />
Gründung des Standortes: 1961<br />
Produktionsbeginn TOPAN ® I: 1987<br />
Produktionsbeginn TOPAN ® II: 1996<br />
Produktionsmenge:<br />
Durchschnitt 1.300 m 3 pro Tag<br />
Zwei Conti-Roll Anlagen:<br />
TOPAN ® I Pressenlänge: 21 m<br />
Pressenbreite: 2,1 m<br />
Dickenbereich: 8 – 40 mm<br />
TOPAN ® II Pressenlänge: 41,5 m<br />
Pressenbreite: 2,65 m<br />
Dickenbereich: 6 – 40 mm<br />
kontinuierliche Hauptpresse<br />
Reifelager<br />
Hackschnitzel-Lager<br />
Zyklon<br />
Sieb<br />
Waschanlage<br />
65°C 180°C<br />
Trockner<br />
Bandwaage<br />
Schleifstraße<br />
Besäumung<br />
Sichtkontrolle<br />
Beleimung<br />
Windsichter<br />
Vorpresse<br />
Vorkocher<br />
Blow-Line<br />
Besäum- und Aufteilsäge<br />
70°C<br />
Faserbunker<br />
Mattenstreumaschine<br />
Abkämmwalze<br />
Abstapelung<br />
Refiner<br />
Laufzeit der Anlagen:<br />
24 Stunden, 7 Tage die Woche<br />
Holzverbrauch:<br />
900 t pro Tag<br />
Gesamtmenge:<br />
Holz und Leim: 100 LKW/Tag<br />
Fertigprodukte: 80 LKW/Tag<br />
Kocher<br />
Formband<br />
Fertigwarenlager<br />
170°C<br />
8 bar<br />
Dampfdruck<br />
Schematische Darstellung<br />
des Produktionsablaufs<br />
Holzsortimente:<br />
Nadel- und Laubholz, Industrierestholz, Hackschnitzel;<br />
Einkaufsradius für Großteil der Holzmengen: ca. 100 – 150 km