Schweißtechnische Fortschritte beim MIG/MAG ... - SaxWeld GmbH
Schweißtechnische Fortschritte beim MIG/MAG ... - SaxWeld GmbH
Schweißtechnische Fortschritte beim MIG/MAG ... - SaxWeld GmbH

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Zur Erweiterung der Schweißmaschine auf eine vollwertige<br />
WIG- Gleichstromquelle ist die Ausrüstung mit<br />
einem Hochspannungszündmodul erforderlich.<br />
Jeder WIG- Brenner ist anschließbar und das Bedienmodul<br />
„PROGRESS 4“ liefert nun eine komplette<br />
WIG-Ablaufsteuerung, Bild 8.<br />
Beim E-Hand- Schweißen erlaubt das Display dem<br />
Bediener natürlich Hotstartstrom und Hotstartzeit frei<br />
einzustellen.<br />
Der Drahtvorschub setzt sich auch aus unterschiedlichen<br />
Modulen zusammen und paßt sich dadurch den<br />
verschiedenen Gegebenheiten an. So ist <strong>beim</strong><br />
<strong>MIG</strong>/<strong>MAG</strong>- Schweißen jederzeit ein Push-Pull Brenner,<br />
ein Zwischentrieb, sowie ein Brenner mit Potentiometern<br />
zur Leistungseinstellung anschließbar.<br />
Ebenfalls kann die Stromquelle mit zwei Drahtvorschüben<br />
betrieben werden, die für unterschiedliche<br />
Verfahren, z. B. Stahl/Aluminium ausgerüstet, über<br />
den Brennertaster wechselseitig zu aktivieren sind.<br />
Ein besonders interessantes Zubehör ist der Fernsteller<br />
superPuls SP10. Er verbindet die Schnelligkeit<br />
des <strong>MIG</strong>/<strong>MAG</strong>-Schweißprozesses mit der Qualität der<br />
WIG-Schweißung. Durch ein auf die Schweißposition<br />
abgestimmtes Pulsieren der Drahtelektrode kann aufgrund<br />
verminderten Wärmeeintrages besonders im<br />
Dünnblechbereich und in Zwangslagen ein optimiertes<br />
Schweißergebnis erzielt werden, siehe Bild 16 (zeitlicher<br />
Ablauf von Schweißstrom, Schweißspannung<br />
und Drahtvorschub).<br />
3.1.3 <strong>MAG</strong>-Hochleistungsschweißen<br />
Bild 7. Ablaufsteuerung des „PROGRESS 4“-Moduls bei G/<strong>MAG</strong><br />
Bild 8. Ablaufsteuerung des „PROGRESS 4“-Moduls bei WIG<br />
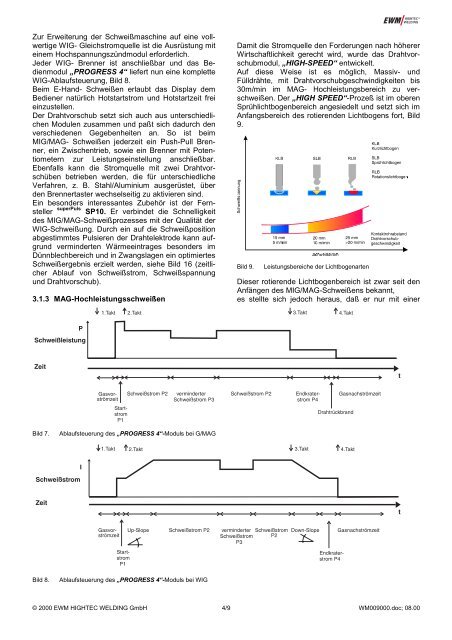
Damit die Stromquelle den Forderungen nach höherer<br />
Wirtschaftlichkeit gerecht wird, wurde das Drahtvorschubmodul,<br />
„HIGH-SPEED“ entwickelt.<br />
Auf diese Weise ist es möglich, Massiv- und<br />
Fülldrähte, mit Drahtvorschubgeschwindigkeiten bis<br />
30m/min im <strong>MAG</strong>- Hochleistungsbereich zu verschweißen.<br />
Der „HIGH SPEED“-Prozeß ist im oberen<br />
Sprühlichtbogenbereich angesiedelt und setzt sich im<br />
Anfangsbereich des rotierenden Lichtbogens fort, Bild<br />
9.<br />
Bild 9. Leistungsbereiche der Lichtbogenarten<br />
Dieser rotierende Lichtbogenbereich ist zwar seit den<br />
Anfängen des <strong>MIG</strong>/<strong>MAG</strong>-Schweißens bekannt,<br />
es stellte sich jedoch heraus, daß er nur mit einer<br />
© 2000 EWM HIGHTEC WELDING <strong>GmbH</strong> 4/9 WM009000.doc; 08.00