Bulletin 2/ 2004 - Siempelkamp
Bulletin 2/ 2004 - Siempelkamp
Bulletin 2/ 2004 - Siempelkamp

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Ausgabe 02 | <strong>2004</strong><br />
Die Reportage: Thailands Spanplatten-Industrie Nukleartechnik: Eine Großfertigung<br />
geht auf Wanderschaft Bericht aus den USA: Huber nimmt OSB-Anlage in Betrieb<br />
Das Porträt: Romeo Paladin Synergien am Standort Krefeld: Ein Gigant wird geboren<br />
Analyse: Kommt jetzt die Spanplattenproduktion in China in Fahrt? und vieles mehr<br />
bulletin<br />
Das <strong>Siempelkamp</strong>-Magazin<br />
M E N S C H E N M Ä R K T E M A S C H I N E N
_04<br />
_16<br />
_18<br />
_20<br />
_26<br />
_30<br />
_34<br />
_36<br />
Titelbild: Einweihungsfeier bei Vanachai, Sura Thani, Thailand. Das Team der Anlagenoperator im Controllerraum.<br />
Ralf Griesche, G. <strong>Siempelkamp</strong> GmbH & Co. KG<br />
Die Lage der Holzwerkstoff-Industrie in Thailand<br />
Eine Reportage<br />
Bernard Neufeld, BIS Shrapnel Pty Ltd., Australien<br />
Folgt dem chinesischen MDF-Boom eine Ausweitung der Spanplatten-Produktion in China?<br />
Gastkolumne<br />
Dr. Wolfgang Steinwarz, <strong>Siempelkamp</strong> Nukleartechnik GmbH<br />
Eine Großfertigung geht auf Wanderschaft<br />
Umzug einer kompletten Großfertigung der <strong>Siempelkamp</strong> Nukleartechnik<br />
Stefan Wissing, <strong>Siempelkamp</strong> LP, USA<br />
Neue OSB-Anlage in Broken Bow übertrifft alle Erwartungen<br />
Die weltgrößte OSB-ContiRoll ® -Anlage wurde übergeben<br />
Ralf Griesche, G. <strong>Siempelkamp</strong> GmbH & Co. KG<br />
Die Männer hinter den Maschinen<br />
Romeo Paladin über seine neueste Erfindung<br />
Klaus Zitzmann, <strong>Siempelkamp</strong> Maschinen & Anlagenbau GmbH & Co. KG<br />
Pressen-Evolution zur Oberflächenvergütung<br />
Das neue Kurztakt-Pressen-Konzept<br />
Horst-Werner Oehler, Wenutec GmbH<br />
Ein Auftrag von strategischer Bedeutung<br />
Die Modernisierung einer Schraubenspannmaschine für das französische KKW Cattenom<br />
Ralf Griesche, G. <strong>Siempelkamp</strong> GmbH & Co. KG, Lutz Riedemann, <strong>Siempelkamp</strong> Giesserei GmbH<br />
Neue Dimensionen im Pressenbau – ein Gigant wird geboren<br />
Eine Mehretagen-Presse entsteht<br />
SIEMPELKAMP INHALT<br />
Impressum<br />
Herausgeber G. <strong>Siempelkamp</strong> GmbH & Co. KG, Abteilung Marketing/Kommunikation, <strong>Siempelkamp</strong>straße 75, 47803 Krefeld<br />
Schlussredakteur (V. i. S. d. P.) Ralf Griesche Satz und Layout vE&K Werbeagentur GmbH & Co. KG Druck Karten Druck & Verlag GmbH<br />
Das <strong>Bulletin</strong> erscheint in deutscher und englischer Sprache, der Nachdruck (auch auszugsweise und von Bildmaterial) bedarf<br />
der Zustimmung des Herausgebers, die i. d. R. gern erteilt wird. Besuchen Sie <strong>Siempelkamp</strong> im Internet www.siempelkamp.com
SIEMPELKAMP EDITORIAL 2 | 3<br />
Mit Innovationen überzeugen<br />
Vor Ihnen liegt die neue Ausgabe von <strong>Bulletin</strong>, dem Magazin der <strong>Siempelkamp</strong>-Gruppe.<br />
Die meisten von Ihnen werden <strong>Bulletin</strong> bereits kennen.<br />
Allen, die das Magazin heute zum ersten Mal in den Händen halten, kann<br />
ich versprechen, dass sich der Zeitaufwand für die Lektüre auf jeden Fall<br />
lohnt. Denn die <strong>Siempelkamp</strong>-Gruppe verfolgt das ehrgeizige Ziel, ihre<br />
Kunden im In- und Ausland immer wieder mit zukunftsweisenden neuen<br />
Technologien und Maschinen zu überzeugen. Im Vordergrund steht dabei<br />
das Anliegen, den Nutzern deutliche Mehrwerte zu erschließen. Sie sollen<br />
sich durch höchste Qualität und Einzigartigkeit ihrer Produkte vom<br />
Wettbewerb differenzieren sowie ihre Produktivität nachhaltig verbessern.<br />
Einige aktuelle Beispiele für die Innovationskraft von <strong>Siempelkamp</strong> und ihre<br />
hohe Relevanz für die Kunden möchte ich Ihnen auf den nächsten Seiten<br />
präsentieren.<br />
Lesen Sie zum Beispiel von der neuen OSB-Anlage, die von der <strong>Siempelkamp</strong><br />
Maschinen- und Anlagenbau sowie ihren Tochtergesellschaften und<br />
Beteiligungen in Broken Bow (USA) installiert wurde. Hier gelang es uns<br />
einmal mehr, einen Meilenstein zu setzen und sogar einen Weltrekord einzustellen:<br />
Das Herzstück der Anlage besteht aus einer 60,3 Meter langen<br />
ContiRoll ® -Presse – keine andere OSB-Anlage verfügt über eine ähnlich<br />
lange und damit produktive kontinuierliche Presse.<br />
Für nicht viel weniger aufsehenerregend halte ich die neueste Innovation<br />
unseres Partners PAL S.r.l. – den Quadradyn TM , eine Anlage zur Fraktionierung<br />
von Strands für die OSB-Produktion. Damit gibt es eine echte Alternative<br />
zu den bisher verwendeten Trommelsieben, mit dem Vorteil qualitativ<br />
und optisch optimierter Produkte.<br />
Vielen Dank für Ihr Interesse.<br />
Ihr Dr. Hans W. Fechner<br />
Dr. Hans W. Fechner<br />
Sprecher der Geschäftsführung<br />
G. <strong>Siempelkamp</strong> GmbH & Co. KG<br />
Auch die Technik der Kurztaktpressen wurde von uns weiter optimiert.<br />
Diese Innovation führt beim Kunden u. a. zu einer besseren Oberflächenqualität<br />
der Platten und erlaubt eine wesentlich effizientere Wartung. Mehr<br />
über die vielfältigen Vorteile der neuen Generation von Kurztaktpressen<br />
erfahren Sie auf den folgenden Seiten dieses Magazins.<br />
Und damit bin ich längst noch nicht am Ende der Aufzählung unserer Innovationen<br />
aus der jüngsten Vergangenheit.<br />
So ist unsere Tochtergesellschaft Wenutec nicht nur Weltmarktführer bei<br />
der Herstellung von Schraubenspannmaschinen für Kernkraftwerke (KKW).<br />
Mit einem gerade fertig gestellten Auftrag zur Modernisierung der<br />
Schraubenspannmaschine im französischen KKW Cattenom konnte sich<br />
Wenutec auch in diesem volumenstarken Markt etablieren.<br />
Zu guter Letzt möchten wir Ihnen im <strong>Bulletin</strong> noch von einem weiteren<br />
Rekord berichten. Der Kundenwunsch nach immer produktiveren Anlagen<br />
wurde von einem Team der <strong>Siempelkamp</strong> Maschinen- und Anlagenbau<br />
und der Gießerei erfüllt: Sie konstruierten und bauen zurzeit die größte<br />
Mehretagenpresse der Welt. Ihre Jahresleistung liegt bei über 700.000 m 3<br />
OSB-Platten. Von dieser gewaltigen Produktivität konnte die Branche vor<br />
kurzer Zeit nur träumen.<br />
Ich bin optimistisch, dass ich Ihnen nicht zu viel versprochen habe und<br />
Sie von der Innovationskraft unserer Unternehmensgruppe überzeugen<br />
konnte. Sollten Sie Fragen zu den neuen Technologien oder Maschinen<br />
haben, stehen wir Ihnen natürlich gerne zur Verfügung.
SIEMPELKAMP MASCHINEN- UND ANLAGENBAU
Nonthaburi<br />
Petchburi<br />
THAILAND<br />
Bangkok<br />
Rayong<br />
Surat Thani<br />
Hatyai<br />
Die wirtschaftliche Situation in Thailand im Jahre <strong>2004</strong><br />
Thailand hat sich, nach der schrecklichen Wirtschaftskrise von 1997/98, sehr rasch und sehr nachhaltig erholt. Alle Indikatoren<br />
stehen auf Wachstum und die politische Lage ist stabil.<br />
von Ralf Griesche, G. <strong>Siempelkamp</strong> GmbH & Co. KG<br />
Nach einem Zuwachs des Bruttosozialproduktes<br />
von 1,9 % in 2001 und 5,2 % in 2002 wurden<br />
2003 schon starke 6,3 % Wachstum erreicht.<br />
Getragen wurde und wird dieses Wachstum<br />
durch eine sehr lebhafte Inlandsnachfrage, die<br />
sich in einem starken privaten Konsum, aber auch<br />
in hohen privaten Investitionen zeigt. Unterstützt<br />
wird diese Entwicklung durch niedrige Zinsen<br />
und großzügige Kreditvergabe durch das Bankensystem.<br />
Die Arbeitslosenrate liegt bei ca.<br />
2,5 %, die Inflationsrate liegt bei unter 1 %.<br />
Die quirlige Metropole Bangkok ist der<br />
wirtschaftliche Mittelpunkt Thailands<br />
Thailand: einige wirtschaftliche Daten<br />
Fläche: 513.000 km 2 ; 61 Mio. Einwohner; Religion: 94 % Buddhisten; Hauptstadt: Bangkok<br />
mit mehr als 6,5 Mio. Einwohnern; Bruttosozialprodukt pro Kopf: US$ 7.400 p. a. (PPP).<br />
Wälder und Forsten auf einer Fläche von 14 Mio. Hektar; Gummibaum-Anpflanzungen auf<br />
1,8 Mio. Hektar; Gummibaum-Holz-Verbrauch ca. 1,2 Mio. m 3 p. a. für die Produktion von<br />
Sperrholz, Spanplatten und MDF.<br />
Kapazität für Spanplatten: 2,7 Mio. m 3 p. a. (Ende <strong>2004</strong>), Nr. 1 in SO-Asien, Nr. 2 in Asien<br />
nach China.<br />
Kapazität für MDF: 810.000 m 3 p. a., Nr. 2 in SO-Asien nach Malaysia<br />
Dieses ausgesprochen positive wirtschaftliche<br />
Umfeld wird auch in <strong>2004</strong> weiter vorankommen,<br />
es wird ein Zuwachs des BSP um 6,5 % bis<br />
7,5 %, je nach Entwicklung des Ölpreises, vorausgesagt.<br />
Der Bausektor, der sich einer verstärkten Inlandsnachfrage<br />
erfreut, ist eine der Top-Wachstumsbranchen<br />
in Thailand, gesponsert durch Anreize<br />
zum Eigentumserwerb der Regierung.<br />
Aber auch der Export trägt zu diesem positiven<br />
Wachstum bei; bei einem sehr vorteilhaften<br />
4|5<br />
Wechselkursverhältnis zum Amerikanischen<br />
Dollar sind Waren und Dienstleistungen im<br />
Bath international gesehen günstig.<br />
Nach der Asienkrise in den Jahren 1997/98, die<br />
von Thailand aus ihren Anfang nahm und das<br />
Land an den Rand des Abgrunds führte, ist das<br />
eine zuverlässige Ausgangssituation für die<br />
nächsten Jahre.
Die Form- und Pressenstraße mit ContiRoll ® in der Anlage Rayong noch während der Aufbauphase<br />
SIEMPELKAMP MASCHINEN- UND ANLAGENBAU<br />
Die Lage der Holzwerkstoff-Industrie in Thailand<br />
Die guten ökonomischen Daten spiegeln sich auch in dem positiven Investitionsklima der Holz verarbeitenden Industrie wider.<br />
<strong>Siempelkamp</strong> konnte im letzten Jahr 4 neue Spanplattenwerke mit modernster Technik in Thailand verkaufen. Eine weitere Anlage<br />
wurde nach einem Brandschaden total saniert, eine zweite Anlage soll in 2005 modernisiert werden. Grund genug, nach Thailand<br />
zu reisen, um den Trends in der Spanplattenfertigung nachzuspüren.<br />
Die Lage der Holzwerkstoff-Industrie unter den<br />
oben dargestellten allgemeinen Voraussetzungen,<br />
aber auch bezogen auf ihre Absatzkanäle<br />
Möbelbau und Innenausbau, stellt sich zz. in<br />
Thailand als äußerst zufrieden stellend dar. So<br />
rechnet die Agency for Real Estate Affairs mit<br />
einem Wachstum des Wohnungsmarktes um<br />
30 % in <strong>2004</strong>. In diesem Zusammenhang wird<br />
auch im Großraum Bangkok der Markt für Bürogebäude<br />
stark expandieren. Dies und die kontinuierlich<br />
steigende Konsumbereitschaft großer<br />
Teile der Bevölkerung haben der Möbelbranche<br />
neuen Auftrieb gegeben. Über 2400 Betriebe,<br />
überwiegend Kleinstbetriebe, produzieren zu<br />
90 % Holzmöbel, die zu 70 % exportiert werden.<br />
Für <strong>2004</strong> wird eine deutliche Steigerung der<br />
Ausfuhren (2002: 382,6 Mio. Euro) vorausgesagt.<br />
Unter diesem Eindruck einer stark wachsenden<br />
Nachfrage nach Holzwerkstoffen hat die<br />
Industrie in den letzten beiden Jahren massiv<br />
in neue Kapazitäten investiert:<br />
<strong>Siempelkamp</strong> Maschinen- und Anlagenbau<br />
hat hier eine führende Rolle bei dem<br />
Ausbau der Spanplatten-Fabrikation gespielt.<br />
So wurden in <strong>2004</strong> insgesamt 4 neue Werke<br />
ihrer Bestimmung übergeben (Vanachai,<br />
Green Panel, Metro, Rayong folgt bis<br />
November <strong>2004</strong>).<br />
Damit verdoppelt sich die Jahreskapazität an<br />
Spanplatten auf über 2,7 Mio. m 3 .<br />
Ein solches Szenario ist, was Preis und Mengengerüste<br />
angeht, auch bei steigender Nachfrage<br />
ein Spiel mit vielen Unbekannten!<br />
Wird sich der derzeitige Verkäufermarkt unter<br />
dem Einfluss der Mehrproduktion in einen Käufermarkt<br />
verwandeln?<br />
Grund genug, diesen boomenden Markt zu besuchen<br />
und vor Ort Eindrücke zu sammeln und zu<br />
diesem Bericht zu verdichten.
Folgende Persönlichkeiten wurden über die Zukunft der thailändischen Spanplatten-Industrie befragt:<br />
Wanthana Jaroennawarat,<br />
Deputy Managing Director,<br />
Vanachai Group Public<br />
Co., Ltd.<br />
Somporn Pisolpool,<br />
President,<br />
Rayong Particle Board Co.,<br />
Ltd.<br />
Piya Piyasombatkul,<br />
Managing Director,<br />
Metro Fiber Co., Ltd.<br />
Sompong Palarit,<br />
Project Manager,<br />
Green Panel Co., Ltd.<br />
Amporn Kanjanakumnerd,<br />
Managing Director,<br />
MP Particle Board Co., Ltd.<br />
6| 7<br />
Kuo Jen Chang,<br />
Managing Director,<br />
Siam Fibreboard Co., Ltd.<br />
Einschätzungen über das Verhalten der Spanplatten-Industrie<br />
nach der größten Kapazitätserweiterung ihrer Geschichte<br />
Auf unserer Rundreise durch Thailand hatten wir die Gelegenheit, mit den Betreibern der neuen Spanplattenwerke zu sprechen.<br />
Die wirtschaftlichen Randbedingungen und die Frage nach den Marktchancen für die Hersteller bei einer drastischen Kapazitätserweiterung<br />
interessierten uns besonders.<br />
Die erste Frage betraf natürlich die augenblickliche<br />
wirtschaftliche Lage und die Aussichten für<br />
die nächsten 2–3 Jahre:<br />
Alle Befragten waren sich einig, dass die Wirtschaftskrise<br />
nun endgültig überwunden sei. Das<br />
Vertrauen ist auf breiter Front zurückgekehrt<br />
und damit wurde der Inlandskonsum zum tragenden<br />
Pfeiler des Aufschwungs. Aber auch der<br />
Export konnte angekurbelt werden, vor allem<br />
durch das rasante Wachstum des Nachbarn<br />
China, aber auch durch die Erholung der Weltwirtschaft.<br />
Einige kleine Fragezeichen die Zukunft betreffend<br />
wurden diskutiert: Die Entwicklung des<br />
Rohölpreises, die bei einem Verbleib von über<br />
45 $ per Barrel Wachstum kosten wird; das<br />
schnelle Eindämmen von möglichen Epidemien<br />
wie Sars oder der Geflügelpest; die Entwicklung<br />
von China allgemein, dessen schiere wirtschaftliche<br />
Größe das Gravitationszentrum Asiens<br />
schlechthin geworden ist.<br />
Es wurde als nicht wahrscheinlich angesehen,<br />
dass eine Krise wie 1997/98 heute noch einmal<br />
das Land überrennen könnte. Man habe aus der<br />
Krise gelernt und Indikatoren geschaffen, die<br />
ein frühzeitiges Gegensteuern erlauben würden.<br />
Außerdem setzt die Wirtschaft großes Vertrauen<br />
in den derzeitigen Ministerpräsidenten<br />
Thaksin Shinawatra, selbst ein ehemaliger<br />
Unternehmer, der seit 2001 die Geschicke des<br />
Landes lenkt.<br />
Als auslösender Faktor, die Kapazität in der<br />
Spanplattenproduktion innerhalb eines Jahres<br />
um mehr als 100 % zu erhöhen, wurde von den<br />
Gesprächspartnern Unterschiedliches genannt:<br />
Je nach Ausrichtung ihrer Marketingaktivitäten<br />
wird ein Großteil der zusätzlichen Platten in den<br />
Export gehen oder die heimische Möbelindustrie<br />
wird mit den neuen Qualitäten vorrangig<br />
bedient.<br />
Einig war man sich in der Beurteilung des Marktes,<br />
der eine Verknappung an Spanplatten sah,<br />
die eine Preishausse auslöste.<br />
Außerdem gab es nur zwei Hersteller, die mit<br />
kontinuierlicher Presstechnik (der modernsten<br />
und im Stückkostenvergleich günstigen Produktionstechnik)<br />
produzierten, die höhere Flexibilität<br />
in der Technologie und in der Formataufteilung<br />
bietet. Investitionen in eine solche<br />
fortschrittliche Technik schaffen Wettbewerbsvorteile,<br />
die die anderen Mitbewerber Marktanteile<br />
kosten können.<br />
Auch in den nächsten Jahren wird die Möbelindustrie<br />
mit zweistelligen Zuwächsen aufwarten,<br />
denn nach der Krise hat sich ein enormer Nachholbedarf<br />
bei der Beschaffung preiswerter<br />
Möbel in der Bevölkerung gezeigt, der erst über<br />
die kommenden Jahre abgebaut werden kann.<br />
Diese Möbel werden überwiegend aus Spanplatten<br />
gemacht.<br />
Eine weitere Erklärung ist die verbesserte<br />
Exportfähigkeit der thailändischen Plattenindustrie:<br />
Da nach der Krise der Bath um 2/3<br />
abgewertet wurde, sind die Platten äußerst<br />
preiswert auch über längere Reisewege anzubieten.<br />
Dazu kommt, dass nur Thailand in Südostasien<br />
seine Spanplattenproduktion ausgeweitet<br />
hat und selbst China vorrangig in MDF-<br />
Kapazitäten investierte.<br />
Zusammenfassend ist der Eindruck wiederzugeben,<br />
dass die Hersteller keine Bedenken haben,<br />
die neuen Kapazitäten auszulasten, sei es über<br />
den Export und/oder die Inlandsnachfrage.<br />
Ob in Zukunft kleine Plattenhersteller, die mit<br />
alter Technik und qualitativ weniger guten Platten<br />
arbeiten, vom Markt verschwinden werden,<br />
wird sich zeigen. Auf der einen Seite können sie<br />
billig anbieten und oft werden regional inferiore<br />
Qualitäten akzeptiert. Auf der anderen Seite<br />
werden die Preise wahrscheinlich durch das größere<br />
Angebot fallen, dann hätten die kleinen<br />
Produzenten keine Investitionsmittel mehr und<br />
könnten mittelfristig aus dem Markt ausscheiden.<br />
Die Exportmärkte werden ihnen wahrscheinlich<br />
schwerer zugänglich sein.<br />
Ein Verdrängungswettbewerb über die Qualität<br />
und den Preis wird allerdings nicht ausgeschlossen<br />
werden können.<br />
Die Teilnehmer der Diskussion waren sich einig,<br />
dass mit der Kapazitätsausweitung das Verhältnis<br />
von Export zu Inlandsverbrauch weiter zu<br />
Gunsten des Exports ausschlagen wird. Es wird<br />
geschätzt, dass bis zu 70 % der Mengen in den<br />
Export gehen könnten, 30 % werden vom<br />
Inlandskonsum aufgenommen.<br />
95 % der Spanplatten werden als Rohplatten<br />
exportiert, Hauptabnehmer sind China, Südkorea,<br />
Taiwan, Vietnam, Malaysia, Indonesien,<br />
die Philippinen und Japan.<br />
Natürlich ist die Möbelindustrie in Thailand die<br />
treibende Kraft bei der Nachfrage nach Spanplatten.<br />
Nach der Krise brach der Inlandskonsum ein<br />
und die Möbelindustrie musste sich im Ausland<br />
neue Märkte suchen. Das hat die Industrie stark<br />
gemacht, heute werden ca. 70 % der Möbel
exportiert. Dazu kommt, dass einige Hersteller<br />
aus lohnintensiven Ländern wie Japan, das<br />
auch noch unter Rohholzknappheit leidet, ihre<br />
Fertigung nach Thailand verlagert haben. Klar<br />
ist, alle werden sich aus dem thailändischen<br />
Spanplattenangebot bedienen, das zum größten<br />
in Südostasien geworden ist.<br />
In Thailand wird die Oberflächenvergütung von<br />
Holzwerkstoffplatten in erster Linie von Spezialisten,<br />
die nicht aus der Plattenproduktion<br />
kommen, durchgeführt. Erst allmählich erkennen<br />
die großen Hersteller die Chancen, die in<br />
der Ausweitung der Wertschöpfungskette<br />
liegen.<br />
Da 95 % aller Spanplatten von der Möbelindustrie<br />
verarbeitet werden, ist diese Menge auch<br />
vergütet: Die billigste Vergütung mit 20-gr-<br />
Papier (LBWP) macht den Löwenanteil mit<br />
ca. 80 % aller vergüteten Platten aus. Der Rest<br />
setzt sich aus 10 % Low Pressure Melamine<br />
(LPM), 5 % Furnier und 5 % anderen Oberflächenvergütungen<br />
zusammen. Die große<br />
Menge von LBWP geht auf den Einsatz bei<br />
billigen Knock-Down-Möbeln zurück, die im<br />
Produktmix führend sind.<br />
Nach weiteren Anwendungsmöglichkeiten für<br />
Spanplatten gefragt, wurde die Produktion von<br />
Lautsprecherboxen genannt. Viele Audiohersteller<br />
haben Produktionskapazitäten in Asien<br />
aufgebaut.<br />
An den Einsatz im Flooring glaubt allerdings nur<br />
ein Diskussionsteilnehmer, alle anderen meinen,<br />
Südostasien sei wegen der klimatischen Verhältnisse<br />
kein Markt für Laminatboden.<br />
Der Einsatz im Innenausbau könnte jedoch ein<br />
Wachstumsmarkt werden – gerade im Hinblick<br />
auf den Bau von repräsentativen Hotels und<br />
Bürogebäuden – in Bangkok und Umgebung<br />
und hier das Sperrholz als Trägerplatte langsam<br />
substituieren. Erste Erfolge konnten wir in der<br />
Lobby des neuen J.W. Marriott Hotels, Bangkok,<br />
bewundern.<br />
Arbeitskraft wird auch in Thailand teurer;<br />
damit könnten arbeitsintensive Anwendungen<br />
wie z. B. Rahmentüren in Zukunft durch die<br />
Spanplatte ersetzt werden. Mittelfristig werden<br />
Teile der Vollholz- und Sperrholzproduktion von<br />
der Spanplatte ersetzt werden.<br />
Trotzdem können sich die wenigsten Teilnehmer<br />
vorstellen, dass OSB bald Sperrholz ersetzen<br />
wird. Das liegt natürlich auch daran, dass<br />
diese Hersteller aus der Produktion des Sperrholzes<br />
kommen und es heute sogar noch herstellen<br />
oder im Programm führen.<br />
Das Argument, dass Sperrholz heute noch in<br />
vielen Familienbetrieben mit minimaler Maschinenausrüstung<br />
hergestellt wird und damit sehr<br />
billig angeboten werden kann (es gibt keinen<br />
preislichen Vorteil für OSB), überzeugt natürlich.<br />
Auf der anderen Seite geht die Verfügbarkeit<br />
von schälbaren Stämmen auch in Thailand<br />
zurück und so wird es nur eine Frage der Zeit<br />
sein, bis auch das neue Produkt OSB für dieses<br />
Land interessant werden wird.<br />
SIEMPELKAMP MASCHINEN- UND ANLAGENBAU<br />
Ob in Thailand das Produkt MDF einen ähnlichen<br />
Siegeszug antreten wird wie die Spanplatte,<br />
ist ungewiss.<br />
Auf der einen Seite wird MDF (das ja schon in<br />
größeren Mengen in Thailand hergestellt wird)<br />
eine gute Zukunft vorausgesagt, denn es wird<br />
mehr und mehr Vollholz ersetzen. Auch der<br />
Einsatz als Laminatboden erscheint nachvollziehbar,<br />
da hängt vieles von China ab, das<br />
große Kapazitäten aufbaut. Man wird sehen!<br />
Zum Abschluss folgte natürlich die Frage nach<br />
der Verfügbarkeit des Rohstoffs Holz. Dazu<br />
muss man wissen, dass im südlichen Teil von<br />
Thailand, dort wo die Mehrzahl der Spananlagen<br />
betrieben werden, der Gummibaum zu<br />
100 % das Ausgangsmaterial zur Erzeugung der<br />
Spanplatten ist. Sie werden natürlich in erster<br />
Linie zur Rohgummiproduktion in Plantagen<br />
angebaut, und ihr Erhalt wird vom Staat gefördert.<br />
Alte Bäume, die kein Latex mehr produzieren<br />
und ersetzt werden müssen, wurden<br />
früher verbrannt, mit allen bekannten CO 2-Problemen.<br />
Die Spanplattenindustrie füllt hier<br />
ökologisch sinnvoll eine Lücke, indem sie den<br />
größten Teil der „Holzabfälle“ zu Plattenware<br />
verwandelt. Diese Konstellation macht eine<br />
Verknappung des Rohmaterials unwahrscheinlich.<br />
Denn heute stehen mehr als 2,2 Mio. ha<br />
unter Ertrag, von denen jährlich ca. 3 % durch<br />
Neuanpflanzungen ersetzt werden. Man kann<br />
sich leicht ausrechnen, dass auch ein Stopp der<br />
Gummiproduktion noch viele Jahre Zeit ließe,<br />
neue Ressourcen zu aktivieren.<br />
<strong>Siempelkamp</strong> Singapore: „Your one stop service centre in Asia“<br />
Owen Pickersgill, Electrical/Electronic Engineer; Rene Funger, Business Development Spare Parts Service and Rubber<br />
Industry; Hui Lee Wong, Finance and Bookkeeping; Henning Gloede, Managing Director; Madeline Leng, Executive<br />
Secretary and Administration; Wolfgang Schulz, Mechanical Engineer; Patricia Lopez, Spare Parts Purchasing & Sales<br />
<strong>Siempelkamp</strong> Singapore wurde vor mehr<br />
als 20 Jahren für den südostasiatischen Markt<br />
als Verkaufs- und Service-Niederlassung gegründet.<br />
Die Niederlassung ist neben dem Neugeschäft<br />
vor allem für den After Sales Service zum Kunden<br />
verantwortlich. Hier werden technische<br />
Unterstützung bei Serviceleistungen und Hilfe<br />
bei Notfällen organisiert und durchgeführt.<br />
Hierzu gibt es ausgebildetes Personal, das<br />
in der Lage ist, regelmäßige Inspektionsprogramme<br />
an den Anlagen der Kunden<br />
durchzuführen oder Hilfe bei Notfällen zu<br />
leisten.<br />
Schnelle Ersatzteillieferungen werden ebenfalls<br />
von der Niederlassung sichergestellt.<br />
Alle Leistungen werden ohne Zeitdifferenz und<br />
Sprachbarrieren erbracht.
Firmenhintergrund und Steckbrief der neuen Spanplattenanlagen<br />
Die 48,7 Meter lange ContiRoll ® -Presse mit einlaufender Spanmatte<br />
Anlagensteckbrief<br />
der neuen Spanplattenanlage<br />
von Vanachai Group Public Co., Ltd.<br />
Vertragsabschluss: Juli 2002<br />
Baubeginn: Mai 2003<br />
Erste Platte: 4. Februar <strong>2004</strong><br />
3-Schichtbetrieb: 23. Februar <strong>2004</strong><br />
Location: Surat Thani<br />
Planung, Engineering und Inbetriebnahme<br />
durch Dr. Schnitzler/<strong>Siempelkamp</strong><br />
Siebe: PAL<br />
Beleimung: IMAL<br />
Trockner: Trommeltrockner von Büttner<br />
Streumaschinen: Metso<br />
Vorpresse und kontinuierliche Presse<br />
ContiRoll ® -Technik von <strong>Siempelkamp</strong>,<br />
8‘ x 48,7 m, ausgelegt auf 1.000 mm/s Vorschub,<br />
Plattenmaße: 2.550 x 4.955 mm,<br />
Plattendicke von 6 – 40 mm<br />
Leistung: 1.500 m 3 pro Tag<br />
Automation: ATR<br />
Kühl- und<br />
Abstapelung: <strong>Siempelkamp</strong> Handling<br />
Systeme (SHS)<br />
Automatisches<br />
Lagersystem: SHS<br />
Schleifstraße: SHS<br />
Der Büttner Trommeltrockner schafft es<br />
leicht, die Späne für 1.500 m 3 Spanplatte<br />
pro Tag zu trocknen<br />
8| 9<br />
Vanachai Group Public Co., Ltd., Bangkok<br />
Vanachai wurde 1943 als Sägewerk<br />
gegründet, stieg 1966 in das Sperrholzgeschäft<br />
ein und wandte sich<br />
1979 den Holzwerkstoffplatten mit<br />
dem Aufbau einer Spanplattenanlage<br />
zu. Schon diese erste Anlage wurde<br />
von <strong>Siempelkamp</strong> geliefert.<br />
Seit 1994 produziert Vanachai<br />
in Chonburi MDF-Platten.<br />
1995 ging das Unternehmen an die<br />
Börse, 1997 wurde das Unternehmen<br />
mit dem Aufbau eines weiteren<br />
Spanplatten-Werkes Asiens größter<br />
Holzwerkstoffhersteller.<br />
Mit der neuen <strong>Siempelkamp</strong>-Anlage,<br />
die seit Mai <strong>2004</strong> produziert, stellt<br />
Vanachai heute mehr als 1,2 Mio. m 3<br />
Holzwerkstoffplatten im Jahr her.<br />
4 PAL Oscillating Screens trennen sehr effizient<br />
die Spanfraktionen
Anlagensteckbrief<br />
der neuen Spanplattenanlage<br />
von Metro Particle Co., Ltd.<br />
Vertragsabschluss: August 2002<br />
Baubeginn: Juni 2003<br />
Erste Platte: 3. Februar <strong>2004</strong><br />
3-Schichtbetrieb: Ende Februar <strong>2004</strong><br />
Location: Nonthaburi<br />
Planung, Engineering und Inbetriebnahme<br />
der kompletten Anlage durch<br />
Dr. Schnitzler/<strong>Siempelkamp</strong><br />
Siebe: PAL<br />
Beleimung: IMAL<br />
Trockner: Büttner<br />
Form- und Pressenstraße mit<br />
ContiRoll ® -Technik von <strong>Siempelkamp</strong>,<br />
6‘/8‘ x 23,8 m, verlängerbar auf 30,4 m,<br />
ausgelegt auf 750 mm/s Vorschub,<br />
für Plattenmaße 1.850 – 2.520 x 3.690 – 5.600 mm<br />
in den Dicken 6 – 40 mm,<br />
Leistung: 745 m 3 pro Tag<br />
Automation: ATR<br />
Kühl- und<br />
Abstapelung: SHS<br />
SIEMPELKAMP MASCHINEN- UND ANLAGENBAU<br />
Metro Particle Co., Ltd.,<br />
Nonthaburi<br />
Metro wurde 1960 als Sägewerk zur<br />
Verarbeitung von Teakholz gegründet.<br />
Danach Aktivitäten im Sperrholz und<br />
im Furnier. Starteten 1991 eine<br />
Nassfaser-Anlage zur Produktion<br />
von Hardboard.<br />
1994 erste MDF-Anlage;<br />
2001 2. MDF-Anlage.<br />
Die 23,8 Meter lange ContiRoll ® -Presse schon<br />
während des 3-Schichtbetriebes<br />
Der Trockner von Büttner im Betrieb mit anschließenden<br />
Zyklonen zur Trennung von Wasserdampf und Spänen
Die Brüder Sompong und Somyot Palarit mit Erwin Scholz<br />
(Mitte), Verkaufsdirektor <strong>Siempelkamp</strong> M&A, SE-Asia<br />
Green Panel Co., Ltd.,<br />
Petchburi<br />
1984 startete das Unternehmen<br />
mit dem Aufbau einer Sperrholzproduktion.<br />
1994 wurde die 1. Linie – eine<br />
1-Etagen-Spanplattenanlage –<br />
zur Spanplattenproduktion in<br />
der Nähe von Bangkok mit<br />
einer Tagesleistung von 300 m 3<br />
errichtet. Diese Linie produziert<br />
Standardmaße 4‘ x 8‘ für die<br />
Möbelindustrie.<br />
Die 20,5 Meter lange ContiRoll ® mit einer durchschnittlichen Leistung von 650 m 3 pro Tag<br />
Anlagensteckbrief<br />
der neuen Spanplattenanlage<br />
von Green Panel Co., Ltd.<br />
10 | 11<br />
Vertragsabschluss: November 2002<br />
Baubeginn: Juli 2003<br />
Erste Platte: 8. März <strong>2004</strong><br />
3-Schichtbetrieb: Ende März <strong>2004</strong><br />
Location: Petchburi<br />
Siebe: PAL<br />
Beleimung: IMAL<br />
Trockner: Binos<br />
Streumaschinen: Binos<br />
Vorpresse und kontinuierliche Presse<br />
ContiRoll ® -Technik von <strong>Siempelkamp</strong>,<br />
8‘ x 20,5 m, ausgelegt auf 600 mm/s Vorschub,<br />
für die Plattenbreite 2.500 mm,<br />
Plattendicke von 6 – 40 mm<br />
Leistung: 650 m 3 pro Tag<br />
Automation: ATR<br />
Doppeldiagonal-/<br />
Besäumsäge: SHS
Die 30,4 Meter lange ContiRoll ® von Rayong noch während der Aufbauphase<br />
Anlagensteckbrief<br />
der neuen Spanplattenanlage<br />
von Rayong Particle Board Co., Ltd.<br />
Vertragsabschluss: November 2002<br />
Baubeginn: Februar <strong>2004</strong><br />
Erste Platte: voraus. November <strong>2004</strong><br />
3-Schichtbetrieb: Ende November <strong>2004</strong><br />
Location: Klaeng, Rayong<br />
Planung, Engineering und Inbetriebnahme<br />
der kompletten Anlage durch<br />
Sicoplan/<strong>Siempelkamp</strong><br />
Siebe: PAL<br />
Beleimung: IMAL<br />
Trockner: Büttner<br />
Streumaschinen: CMC, je 2 WindFormer/<br />
CageFormer<br />
Vorpresse und kontinuierliche Presse<br />
ContiRoll ® -Technik von <strong>Siempelkamp</strong>,<br />
8‘ x 30,4 m, ausgelegt auf 700 mm/s Vorschub,<br />
für die Plattenmaße 2.500 x 4.600/5.595 mm<br />
Plattendicke von 6 – 40 mm<br />
Leistung: 700 m 3 , erweiterbar auf<br />
1.000 m 3 pro Tag<br />
Automation: ATR<br />
Kühl- und<br />
Abstapelanlage: SHS<br />
SIEMPELKAMP MASCHINEN- UND ANLAGENBAU<br />
Rayong Particle Board Co., Ltd.,<br />
Klaeng<br />
Das Unternehmen begann 1986<br />
mit der Gründung der Möbelfertigung<br />
Tokyo Para Wood Co., Ltd., die<br />
Möbel für den Export nach Japan fertigt.<br />
In 1994 Einstieg in das Spanplatten-<br />
Geschäft mit dem Aufbau einer<br />
1-Etagen-Spanplattenanlage,<br />
ausgelegt auf 240 m 3 pro Tag.<br />
Herr Pisolpool von Rayong Particle Board auf der <strong>Siempelkamp</strong> Streumaschine
Hatyai Panel Co., Ltd. und Siam Fibreboard Co., Ltd.<br />
Bei einer Reise zu den <strong>Siempelkamp</strong>-Anlagen<br />
in Thailand darf der Besuch der Anlagen in<br />
Hatyai an der Grenze zu Malaysia nicht fehlen.<br />
Diese haben eine besondere Geschichte:<br />
In den Jahren 1990 bis 1995 investierte die<br />
Firma STA in Gestalt von Mr. Supotphong<br />
Vilaipun ca. 1 Mrd. Bath in einen einzigartigen<br />
Holzwerkstoffkomplex. Aufgebaut wurden<br />
2 Spananlagen und 2 MDF-Werke jeweils mit<br />
<strong>Siempelkamp</strong> ContiRoll ® -Technik, 4 Kurztaktpressenanlagen,<br />
ebenfalls von <strong>Siempelkamp</strong>.<br />
Dazu kamen eine Sperrholzproduktion und<br />
diverse Möbelfertigungen.<br />
Ehe der gesamte Komplex fertig gestellt war, kam<br />
der Besitzer durch einen tragischen Unfall ums<br />
Leben. Viele Versuche wurden unternommen,<br />
die Anlagen in einer Gesellschaft weiterzuführen,<br />
was letztlich an den hohen Verbindlichkeiten<br />
scheiterte.<br />
In <strong>2004</strong> wurden die Span- und MDF-Anlagen in<br />
einer Versteigerung verkauft. Heute ist die Firma<br />
Hatyai Panel Co., Ltd. die Besitzerin der 2 Spananlagen<br />
und der Kurztaktpressen, die Firma Siam<br />
Fibreboard Co., Ltd. Eignerin der beiden MDF-<br />
Anlagen.<br />
Hinter Hatyai Panel steht die Mitr Phol Sugar<br />
Group, Asiens größter Zuckerhersteller, der<br />
schon eine Spananlage auf Bagassebasis in<br />
Thailand betreibt. Siam Fibreboard wurde von<br />
dem erfolgreichen MDF-Produzenten Evergreen<br />
Fibreboard aus Malaysia übernommen.<br />
<strong>Siempelkamp</strong> leistete einige Hilfestellung bei der<br />
erneuten Inbetriebnahme der ersten MDF-<br />
Anlage, die heute sehr erfolgreich produziert.<br />
Die zweite MDF-Anlage wurde in 1996<br />
nur zu ca. 80 % fertig gestellt, als die Firma<br />
STA in große Schwierigkeiten kam. Auch diese<br />
Anlage soll in 2005 fertig gebaut und in Betrieb<br />
genommen werden.<br />
Am Tag der Übernahme der Spanplattenanlagen<br />
durch Hatyai Panel wurde die größere der beiden<br />
Spananlagen durch einen Brandanschlag stark<br />
beschädigt. Der Controllerraum und die Conti-<br />
Roll ® brannten aus und die Anlage lag still.<br />
Seit März dieses Jahres ist ein Team von<br />
<strong>Siempelkamp</strong>-Spezialisten mit der Sanierung und<br />
Modernisierung der Anlage beschäftigt. Die<br />
erste Platte wurde im September <strong>2004</strong><br />
produziert. Die kleinere und ältere Spananlage<br />
wird in 2005 überholt und in Betrieb gehen.<br />
Damit wäre das Holzwerkstoffzentrum von<br />
Hatyai wieder zu neuem Leben erwacht.<br />
Form- und Pressenstraße der zurzeit stillgelegten <strong>Siempelkamp</strong> Spanplattenanlage A333 von Hatyai Panel Co.,Ltd.<br />
Diese Anlage soll in 2005 modernisiert und wieder in Betrieb genommen werden<br />
12 | 13<br />
Varapong Ruangvoravat, Assistant Managing<br />
Director of Hatyai Panel Co., Ltd., vor der nach<br />
einem Brandschaden sanierten <strong>Siempelkamp</strong><br />
Spanplattenanlage A444 in Hatyai
SIEMPELKAMP MASCHINEN- UND ANLAGENBAU
Die feierliche Eröffnung der Spanplattenanlage<br />
von Vanachai in Surat Thani<br />
Glücklicherweise fiel unser Aufenthalt in Thailand mit der feierlichen Eröffnungszeremonie des neuen Spanplattenwerkes<br />
von Vanachai zusammen. Auch Dr. h. c. Dieter <strong>Siempelkamp</strong> kam aus Deutschland und freute sich darauf,<br />
wieder mal ein neues Werk, dessen Maschinen seinen Namen tragen, mit einzuweihen.<br />
Ein Highlight der Thailand-Reise war die Einladung<br />
zur Eröffnungszeremonie der neuen<br />
Vanachai-Anlage.<br />
Am Morgen des 23. August <strong>2004</strong> um 6.30 Uhr<br />
starteten zwei Großraumjets vom Flughafen<br />
Bangkok in Richtung Surat Thani ca. 600 km südlich<br />
von Bangkok. Sie hatten einen Teil der Gäste<br />
aus der Region Bangkok an Bord, die zu der Zeremonie<br />
eingeladen waren. Nicht fehlen durfte<br />
eine Schar Mönche, die eine Hauptrolle spielen<br />
sollten. Während der Einweihung erbaten sie<br />
den Segen des Himmels für ein allzeit prosperierendes<br />
Unternehmen. Für uns westliche Beobachter<br />
war es überraschend und schön zu sehen,<br />
wie selbstverständlich die buddhistische Religion<br />
auch die wirtschaftlichen Interessen der Menschen<br />
unterstützt.<br />
Unter den 1200 Gästen waren die Mönche<br />
natürlich die Ehrengäste.<br />
Es folgte ein großes gemeinsames Mittagessen<br />
mit einer anschließenden Begehung des neuen<br />
Werkes, das sich zu diesem Zweck besonders<br />
herausgeputzt hatte.<br />
Bei so vielen guten Wünschen kann der Erfolg<br />
einfach nicht ausbleiben!<br />
Einweihungszeremonie der neuen <strong>Siempelkamp</strong><br />
Spanplattenanlage von Vanachai am Standort<br />
Surat Thani<br />
Der Standort ist eröffnet<br />
Mr. Sompon Sahavat, Chairman of the<br />
Group, dankt den Mönchen ...<br />
... und hält die Festrede<br />
Eine Einweihungszeremonie wird<br />
von vielen guten Wünschen getragen<br />
14 | 15
GASTKOLUMNE<br />
Folgt dem chinesischen MDF-Boom eine Ausweitung<br />
der Spanplatten-Produktion in China?<br />
Nach rasanter Steigerung der MDF-Produktionskapazität wird eine ähnliche – wenn auch nicht so spektakuläre – Entwicklung im Spanplattenbereich erwartet<br />
von Bernard Neufeld, Director Forestry Group, BIS Shrapnel Pty Ltd., Australien<br />
Mio m 3<br />
2,5<br />
2,0<br />
1,5<br />
1,0<br />
0,5<br />
0<br />
Shandong<br />
Während in Nordamerika und Europa die<br />
Plattenindustrie die Talsohle überwindet, ist<br />
China zum wichtigsten Hersteller und Verbraucher<br />
von MDF avanciert; außerdem entwickelt<br />
sich dort der größte Spanplattenmarkt. Diese<br />
Entwicklung wird angefacht durch einen Boom<br />
am heimischen Markt, eine Verlagerung der<br />
Möbelproduktion von den Vereinigten Staaten,<br />
Europa und anderen asiatischen Ländern nach<br />
China und durch die Entwicklung Chinas zum<br />
weltweit größten Möbelexporteur.<br />
MDF-Produktion<br />
Guangdong<br />
Guangxi<br />
Jiangxi<br />
Jiangshu<br />
Hebei<br />
Zhejiang<br />
Chinas MDF-Produktionskapazität ist in den letzten<br />
fünf Jahren massiv angestiegen: 1999 waren es<br />
4,8 Mio m 3 , 2003 bereits 13,2 Mio m 3 ; das entspricht<br />
einer jährlichen Wachstumsrate von<br />
29 %. Bei 278 Produktionslinien ist es heute<br />
das Land mit der höchsten Produktionsrate,<br />
höher als Ost- und Westeuropa zusammen<br />
(12,4 Mio m 3 ) und mehr als doppelt so hoch<br />
wie die Produktionskapazität Nordamerikas<br />
(4,9 Mio m 3 ).<br />
Die meisten der chinesischen Produktionsanlagen<br />
vor 1999 bestanden aus kleineren Fabriken<br />
mit einer Kapazität von weniger als 35.000 m 3 .<br />
Obgleich diese Fabriken immer noch fast 30 %<br />
Fujian<br />
Hubei<br />
Anhui<br />
Henan<br />
Heilongjiang<br />
der Produktionskapazität ausmachen, ist die<br />
jüngste Entwicklung mit Hilfe mittlerer und<br />
großer Fabriken erfolgt. Im Jahre 2003 hatten<br />
mittlere Fabriken mit einer Kapazität von 35.000<br />
bis 100.000 m 3 zu ca. 37 % und Fabriken mit einer<br />
Kapazität von mehr als 100.000 m 3 zu 33 %<br />
Anteil an der gesamten Produktionskapazität.<br />
Auf der Basis bereits angekündigter Expansionspläne<br />
wird die MDF-Produktion um weitere<br />
29 % auf über 16,2 Mio m 3 bis zum Jahre 2005<br />
ansteigen.<br />
Spanplattenproduktion<br />
2003 2005<br />
Beijing<br />
Lianoning<br />
Yunan<br />
Anders als die spektakulär ausgebauten MDF-<br />
Produktionskapazitäten stieg die Produktionskapazität<br />
im chinesischen Spanplattensektor von<br />
5 Mio m 3 im Jahre 1997 auf 5,4 Mio m 3 im Jahre<br />
2003, ein Wachstum von gerade 1 %. In den<br />
fünf Jahren bis 2002 erhöhte sich die Kapazität<br />
nur um 355.000 m 3 , wobei die größte Steigerung<br />
im Jahre 2002 zu verzeichnen war.<br />
Den 278 MDF-Anlagen stehen in China schätzungsweise<br />
zwischen 800 und 900 Spanplattenanlagen<br />
gegenüber. Bei 800 davon handelt es<br />
sich um sehr kleine Anlagen mit einer Kapazität<br />
von weniger als 5.000 m 3 pro Jahr; die gesamte<br />
Produktionskapazität beläuft sich auf schätzungs-<br />
MDF-Produktionskapazität in Chinas 15 größten Produktionsregionen<br />
in den Jahren 2003 und 2005 (Prognose)<br />
weise 800.000 m 3 . Die übrigen 72 Anlagen hatten<br />
eine Produktionskapazität von ca. 4,6 Mio m 3 im<br />
Jahre 2003 und lagen bei einer Größe zwischen<br />
etwas über 5.000 m 3 und 100.000 m 3 ; die meisten<br />
hatten jedoch eine Kapazität von weniger als<br />
100.000 m 3 .<br />
Nach einer Vorschau über die nächsten fünf<br />
Jahre soll die Produktionskapazität im chinesischen<br />
Spanplattensektor um ca. 4 % p. a. wachsen,<br />
und zwar von weniger als 5,4 Mio m 3 im<br />
Jahre 2003 auf über 6 Mio m 3 im Jahre 2008.<br />
Selbst bei einem so bescheidenen Wachstum wird<br />
sich China in den nächsten 5 Jahren zu einem der<br />
größten Spanplattenproduzenten entwickeln.<br />
Die vielen kleinen Fabriken werden schließlich<br />
durch größere Anlagen ersetzt werden. Es ist<br />
bekannt, dass 9 Anlagen in Planung sind: die<br />
größte unter ihnen mit einer Kapazität von<br />
300.000 m 3 , eine mit 150.000 m 3 und eine mit<br />
100.000 m 3 . Weitere fünf Anlagen sind mit<br />
einer Kapazität von je 50.000 m 3 bzw. einer von<br />
30.000 m 3 geplant.<br />
Mit Ausnahme der kleineren Werke (weniger als<br />
5.000 m 3 ) hatte die Provinz Heilongjiang eine<br />
Produktionskapazität von über 400.000 m 3 im<br />
Jahre 2003, die drei Provinzen Jilin, Guandong<br />
und Shandong von über 200.000 m 3 und die<br />
Provinzen Henan, Shichuan, Inner Mongolia und<br />
Hubei zwischen 100.000 und 200.000 m 3 . In<br />
naher Zukunft wird Fujians Spanplattenproduktion<br />
am meisten expandieren und zur zweitgrößten<br />
produzierenden Provinz mit über<br />
300.000 m 3 bis zum Jahre 2005 avancieren.
Die Produktionskapazität könnte sogar um mehr<br />
als 4 % ansteigen, denn die Wachstumsprognosen<br />
bezüglich der Verbrauchernachfrage lassen hier<br />
noch Spielraum für eine Kapazitätssteigerung;<br />
jedoch ist es unwahrscheinlich, dass das Wachstum<br />
so spektakulär ausfällt wie im MDF-Bereich<br />
der letzten Dekade, es sei denn, es gäbe eine<br />
rasante Verschiebung des Verbrauchs in Richtung<br />
Spanplatten, was auch durchaus möglich ist.<br />
Konsummotor<br />
Das schnelle Wachstum in den letzten 10 Jahren<br />
im Bereich der MDF- und Spanplattenproduktion<br />
wurde anfänglich durch die Möbelhersteller<br />
angefacht, die Mitte der 90er Jahre aus Taiwan<br />
umsiedelten; später kamen noch Unternehmen<br />
aus anderen Teilen der Welt, einschließlich Nordamerika<br />
und Europa, hinzu. Diese Unternehmen<br />
verlagerten ihre Produktionsstätten zu einer Zeit,<br />
als in den meisten Ländern MDF boomte und die<br />
älteren, weniger flexiblen Produkte wie Spanplatte<br />
und Sperrholz ersetzte.<br />
Im Zuge der Verlagerung der Produktionsstätten<br />
brachten die Möbelhersteller aus Taiwan ihre<br />
Produktionstechniken ebenfalls mit nach China,<br />
einschließlich des intensiven Einsatzes von MDF<br />
in der Möbelherstellung. Zu dieser Zeit wurde in<br />
Taiwan MDF zum Hauptrohmaterial in der<br />
Möbelindustrie und ersetzte hier schnell die<br />
Spanplatte. Als die Möbelhersteller nach China<br />
umgezogen waren, sorgten sie dort für eine<br />
starke Nachfrage nach MDF. Infolgedessen stieg<br />
Spanplatten-Produktionskapazität in Chinas 15 größten<br />
Produktionsregionen in den Jahren 2003<br />
und 2005 (Prognose)<br />
der prozentuale Anteil von MDF an der Holzplattenproduktion<br />
in China von 6 % im Jahre<br />
1997 auf 25 % im Jahre 2001.<br />
Mitte der 90er Jahre wurde fast die gesamte<br />
MDF-Produktion in der Möbelindustrie eingesetzt.<br />
Bis zum Jahre 2003 wurden schätzungsweise<br />
65 % für die Möbelherstellung verwendet, 15 %<br />
für die Baumaterialien, 10 % für Bodenbeläge<br />
und 10 % für Verpackungen und andere Einsatzzwecke.<br />
MDF hat über die letzte Dekade die<br />
Endverbrauchermärkte durchsetzt, die nicht zur<br />
Möbelindustrie gehören; dies hat zu einer zusätzlichen<br />
Erweiterung der Produktionskapazität<br />
geführt. Im Vergleich dazu werden 85 % aller<br />
Spanplatten in China immer noch für die Möbelherstellung<br />
eingesetzt, 15 % werden im Bausektor<br />
und anderen Industriezweigen verwendet.<br />
Der MDF-Verbrauch in China wurde im Jahr<br />
<strong>2004</strong> auf über 14 Mio m 3 geschätzt verglichen<br />
mit 6 Mio m 3 Spanplatten. Dies ist ein ungewöhnliches<br />
Verbrauchsmuster, da in den meisten<br />
Ländern die Spanplattenproduktion den MDF-Verbrauch<br />
übersteigt. In Japan beispielsweise ist der<br />
Spanplattenverbrauch fast 2-mal so hoch wie der<br />
MDF-Verbrauch, ebenso wie in Nordamerika und<br />
Europa. Andere wesentliche Ausnahmen stellen<br />
Südkorea und Taiwan dar, wo die MDF-Produk-<br />
Mio m 3<br />
0,5<br />
0,4<br />
0,3<br />
0,2<br />
0,1<br />
0<br />
Heilongjiang<br />
Fujian<br />
Jilin<br />
Guangdong<br />
Shandong<br />
Henan<br />
Sichuan<br />
Inner Mongolia<br />
16 | 17<br />
tion etwas über dem Spanplattenverbrauch liegt.<br />
In den meisten anderen Ländern war das Produkt<br />
Spanplatte sehr gut eingeführt, ehe MDF auf den<br />
Markt kam. Dies war aber nicht in Südkorea oder<br />
Taiwan der Fall. Dort ist MDF intensiver genutzt<br />
worden als Spanplatte.<br />
In einigen Ländern, einschließlich Taiwan und<br />
Südkorea, verwenden Möbelhersteller wieder<br />
vermehrt Spanplatten für einige Einsatzzwecke,<br />
für die bereits MDF eingesetzt worden war. Es<br />
handelt sich insbesondere um Einsatzzwecke, für<br />
die nicht die besonderen Eigenschaften von MDF<br />
benötigt werden, wie etwa extrem glatte Oberflächen.<br />
Nach diesem Wechsel blieb man beim<br />
Einsatz von Spanplatten. Dies könnte sich in<br />
China in der nächsten Dekade wiederholen, da<br />
die Möbelhersteller nach kostengünstigeren<br />
Produktionsmethoden suchen werden.<br />
Die heimische Nachfrage nach Möbeln ist groß in<br />
China und wird mit Chinas expandierender Wirtschaft<br />
weiterhin wachsen. China ist auch zum<br />
größten Möbelexporteur der Welt geworden. Da<br />
in den nächsten 10 Jahren vermehrt Möbelhersteller<br />
aus anderen Ländern ihre Produktionsstätten<br />
nach China verlagern werden, wird es<br />
vielfach Möglichkeiten zur Erhöhung der Spanplattenkapazität<br />
in China geben.<br />
Yuannan<br />
Hubei<br />
Hebei<br />
Anhui<br />
2003 2005<br />
Guangxi<br />
Hunan<br />
Shangxi
Eine Großfertigung geht auf Wanderschaft<br />
Fast jeder Mensch ist irgendwann einmal umgezogen. Wohnungseinrichtung und Hausrat sind zu verpacken, zu transportieren und am neuen<br />
Standort hoffnungsvollerweise intakt und ohne Verluste wieder aufzubauen und einzuräumen. Die Folge: Trotz aller Vorbereitung sind meist Chaos<br />
und Aufregung kaum zu vermeiden. Es dauert seine Zeit, bis wieder Normalität im täglichen Ablauf eingekehrt ist.<br />
von Dr. Wolfgang Steinwarz, <strong>Siempelkamp</strong> Nukleartechnik GmbH<br />
CASTOR ® -Behälterkörper zur mechanischen Bearbeitung auf der Langdrehbank<br />
Nun stelle man sich die entsprechenden<br />
Rahmenbedingungen für den Umzug einer<br />
kompletten Großfertigung vor: Begrenzung des<br />
Produktionsausfalls auf das absolute Minimum,<br />
Ab- und Wiederaufbau von großdimensionierten<br />
Maschinen und Bauteilen für die Handhabung<br />
von Komponenten mit Gewichten bis zu 200<br />
Tonnen bei den extrem hohen Qualitätsanfor-<br />
derungen der Kerntechnik, Einhaltung des vorgegebenen<br />
Kostenrahmens bei allen Unwägbarkeiten<br />
während der Abwicklungsphase.<br />
Genau vor dieser logistischen Aufgabe stand das<br />
SNT-Team, als Mitte 2002 durch die Geschäftsführung<br />
entschieden wurde, die bislang an<br />
mehreren Standorten operierende mechanische<br />
SIEMPELKAMP NUKLEARTECHNIK<br />
Bearbeitung der Rohgusskomponenten, wie z. B.<br />
CASTOREN ® , MOSAIK-Behälter und Elemente<br />
für Windkraftanlagen, in einem Fertigungszentrum<br />
zusammenzuführen. Die Zielsetzung<br />
lautete: Verbesserung der Marktposition durch<br />
integrierte Fertigung mit Vorteilen aus diversen<br />
Synergien, wie Know-how-Bündelung, Reduzierung<br />
von Schnittstellen, Realisierung optimaler
Mit dem Tieflochbohrwerk werden ca. 6 m lange<br />
Bohrungen zur Aufnahme von Neutronenabschirmmaterial<br />
in die CASTOR ® -Wandung eingebracht<br />
Kostenstrukturen sowie effizienter Maschinenanordnung.<br />
Als neuer Standort bot sich eine Fertigungshalle<br />
zur Miete an, die in Mülheim/Ruhr unweit der<br />
bisherigen CASTOR ® -Bearbeitungsstätte gelegen<br />
ist und bislang von SIEMENS zur Fertigung von<br />
Turbinengehäusen genutzt wurde. Besonders<br />
interessant war diese Lösung durch die Teilnutzung<br />
der Halle seitens unseres CASTOR ® -<br />
Hauptkunden GNB, der schon zwei Jahre vorher<br />
die über ein Jahrzehnt gemeinsam genutzte<br />
„alte“ CASTOR ® -Halle verlassen hatte. Auf diese<br />
Weise konnte die für beide Seiten vorteilhafte<br />
Fortsetzung des früheren Arrangements (Reduzierung<br />
von Transporten, direkter Kundenkontakt,<br />
vereinfachte Gesamtprozessführung)<br />
wieder aufgegriffen werden.<br />
Nach Unterzeichnung des Mietvertrages am<br />
16.10.2002 einschließlich des Kaufvertrages zur<br />
Übernahme diverser SIEMENS-Maschinen und<br />
Gerätschaften wurde die detaillierte Umzugsplanung<br />
durchgeführt. Im Sommer 2003 konnte<br />
dann mit den ersten Umbauarbeiten begonnen<br />
werden. Anfang Dezember 2003 erfolgte der<br />
Umzug eines wesentlichen Teils des Abwicklungs-<br />
und Fertigungspersonals. Durch spezielle<br />
Schicht- und Fertigungsabwicklungsmodelle<br />
unter Nutzung von Maschinenredundanzen<br />
konnten signifikante terminliche Fertigungs-<br />
Das Fertigungszentrum Mülheim<br />
während der Umbauphase<br />
18 | 19<br />
einbußen vermieden werden. Die ersten Späne,<br />
sichtbares Zeichen der Produktionsaufnahme,<br />
„flogen“ Ende Januar <strong>2004</strong>. Die letzte Phase des<br />
Umzugs mit der zweiten CASTOR ® -Großdrehbank<br />
startete im Mai <strong>2004</strong>.<br />
Mit der offiziellen Eröffnungsfeier am 15. Oktober<br />
<strong>2004</strong> endet ein spannendes und immer<br />
interessantes Kapitel. Denn trotz einer Unmenge<br />
Stress erbrachte die logistische Aufgabe des<br />
Umzugs auch viele neue positive Erfahrungen,<br />
technische, strategische und menschliche. Denn<br />
Teamgeist stand von Anfang an im Vordergrund.<br />
Und Normalität wird wohl auch bald wieder einkehren<br />
...!<br />
Das Bearbeitungszentrum für MOSAIK-Behälter
SIEMPELKAMP MASCHINEN- UND ANLAGENBAU<br />
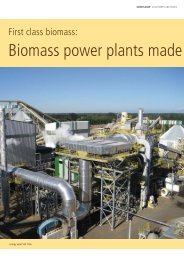
Neue OSB-Anlage in Broken Bow (USA) übertrifft alle Erwartungen<br />
<strong>Siempelkamp</strong>-Gruppe unterstreicht mit J. M. Huber Corporation Marktführerschaft<br />
von Stefan Wissing, <strong>Siempelkamp</strong> LP, USA<br />
Nicht überraschend, aber immer wieder beeindruckend:<br />
Die nächste Rekordmarke im jungen<br />
OSB-Geschäft ist nun gerissen. 60,3 Meter<br />
Länge misst die neueste, bei Huber Engineered<br />
Woods in Broken Bow (Oklahoma) installierte<br />
Presse. Hinter diesem Erfolg steht die <strong>Siempelkamp</strong>-Gruppe<br />
mit ihren Tochtergesellschaften<br />
und Beteiligungen. Wieder ist es dem Unternehmen<br />
gelungen, ein Stück Technikgeschichte<br />
zu schreiben.<br />
Mit seinen knapp 5.000 Einwohnern steht<br />
Broken Bow am Schnittpunkt der US-Highways<br />
70 und 259 selten im Rampenlicht der Medien.<br />
Eine typische amerikanische Kleinstadt des<br />
mittleren Westens – idyllisch zwischen Seen und<br />
Flüsschen, Wäldern und Bergen gelegen. Nach<br />
Texas, über den Red River, ist es ebenso ein<br />
Katzensprung wie ins benachbarte Arkansas.<br />
Oklahoma – the Sooner State<br />
Eine Gegend reich an Holz, arm an Jobs. Aber<br />
Oklahoma heißt nicht umsonst „Sooner State“.<br />
Denn hier ist man schon immer etwas ausgeschlafener,<br />
der Spitzname des Bundesstaates<br />
hat historischen Bezug zur außergewöhnlich<br />
schnellen Landnahme der Siedler. Man hat die<br />
Nase vorn, auch wenn es um Investitionen großen<br />
Stils geht – wie Stadtdirektor Mark Guthrie mit<br />
Blick auf das neue Huber-OSB-Werk betont.<br />
J. M. Huber Corporation – ein kapitalkräftiger<br />
Mittelständler in den USA. Recht außergewöhnlich:<br />
nicht an der Börse notiert, vollständig<br />
im klassischen Familienbesitz. Und „Huber“<br />
klingt ganz schön deutsch. Stimmt punktgenau,<br />
aber dass als Resultat der ersten Geschäftsreise<br />
eines Joseph Maria Huber aus München nach<br />
New York einst eine Unternehmensgruppe mit<br />
über 1 Milliarde Umsatz werden sollte – das<br />
ahnte 1883 niemand dies- und jenseits des<br />
Atlantiks.<br />
Huber Engineered Woods – Konzern in<br />
Familienbesitz<br />
Das Spektrum des Konzerns reicht von der Rohstofferzeugung<br />
über Papier- und Forstprodukte<br />
bis hin zu Kunststoffen und Baumaterial sowie<br />
zugehörigen Dienstleistungen. Sitz ist Edison<br />
Welcome to Oklahoma<br />
(New Jersey). Eine der maßgeblichen Business-<br />
Units des multinationalen Unternehmens ist die<br />
Huber Engineered Woods LLC. Von der Zentrale<br />
in Charlotte (North Carolina) aus geführt, hat<br />
sich diese Gruppe zu einem der innovationsfreudigsten<br />
OSB-Hersteller in Nordamerika entwickelt.<br />
Andy Trott, Präsident von Huber Engineered<br />
Woods, ist zu Recht stolz auf das Erreichte: Bisher<br />
betrieb der Geschäftsbereich vier Werke zur Herstellung<br />
von „Engineered Wood Products“ überwiegend<br />
für den heimischen Markt. Und nun<br />
brandneu in Oklahoma: das OSB-Werk Broken<br />
Bow, seit 2002 gewachsen auf der grünen<br />
Wiese, mit einer Gesamtinvestition von über<br />
130 Mio USD.<br />
Für Huber das erste Investment außerhalb seiner<br />
Betriebe an der Ostküste und eine unternehmerische<br />
Entscheidung für einen nahezu idealen<br />
Standort. Das betrifft nicht nur die riesigen Einzugsgebiete<br />
von Southern Yellow Pine im Osten,<br />
die hier fast vor der Haustür liegen. Genauso<br />
wichtig ist das Willkommensein dieses Investors<br />
in einer strukturschwachen und ökologisch<br />
außerordentlich wertvollen Region.<br />
Denn einerseits ist Huber eines der Unternehmen<br />
in den USA, in denen Umweltakzeptanz bei<br />
jeder Entscheidung im Fokus steht. Andererseits<br />
unterstützen Broken Bow und der Kreis McCurtain<br />
County Investitionen, die Arbeitsplätze schaffen<br />
und die Infrastruktur beleben. Im Huber-Werk<br />
werden nach Erreichen der vollen Kapazität<br />
ca. 150 Beschäftigte tätig sein.<br />
Vertrauen und Berechenbarkeit<br />
als Geschäftsprinzipien<br />
Daneben wirkt eine Investition dieser Größenordnung<br />
immer als Kondensationskern: Über<br />
250 weitere Jobs entstehen in der Region
Herzlichen Glückwunsch: Das Huber-Team voller Stolz über die gepresste „Erste Platte“ am 13. April <strong>2004</strong>!<br />
neu durch Dienstleister, Logistikunternehmen,<br />
Services usw. Im Ergebnis werden jährlich rund<br />
25 Mio USD in den Finanzkreislauf von Stadt,<br />
Kreis und Bundesstaat fließen. Andy Trott beschreibt<br />
die enge Verbundenheit zwischen<br />
Unternehmen und Region so: „Wir sind nicht<br />
nur ein ‚Unternehmen’ in Oklahoma. Wir sind<br />
Freunde und Nachbarn, die sich wünschen, dass<br />
dieser Staat wächst und blüht!“<br />
Diese Art von Vertrauensbildung ist oberstes<br />
Geschäftsprinzip bei Huber. Nicht nur bei der<br />
Standortwahl. Auch bei der Wahl der Partner, die<br />
diese und die anderen Investitionen der Gruppe<br />
zum Erfolg geführt haben, wie: Maschinen- und<br />
Anlagenbauer, Steuerungs- und IT-Profis, Bauund<br />
Montagefirmen, Dienstleister. Nach vier von<br />
<strong>Siempelkamp</strong> aufgebauten OSB-Werken – in<br />
Easton (Maine), Commerce (Georgia), Crystal<br />
Hill (Virginia) und Spring City (Tennessee) – kennt<br />
man sich, man verlässt sich aufeinander.<br />
Ein Konzept, das in Broken Bow wiederum<br />
hundertprozentig aufging. Denn wie in allen<br />
vorgenannten Werken wurde der Bau von<br />
Herz, Hirn, Adern und alle anderen wichtigen<br />
20 | 21<br />
„Organen“ des künftigen Betriebes an eine<br />
Gruppe vergeben, mit der man allerbeste Erfahrungen<br />
gemacht hat: <strong>Siempelkamp</strong> aus Krefeld.<br />
Mit deren Töchtern und Beteiligungen ATR,<br />
Büttner, CMC-Texpan, Imal, PAL und SHS.<br />
<strong>Siempelkamp</strong> – neuer alter Partner<br />
Natürlich ist jede Investition mit Risiken behaftet.<br />
Wenn Huber jedoch seinen hohen Qualitäts-,<br />
Umwelt- und Servicestandards genügen will,<br />
brauchen die Werke Know-how und Ausrüstungen<br />
von Spitzenniveau. Das bietet die Siempel-
Von CMC Texpan kommen die Streumaschinen<br />
kamp-Gruppe – seit vielen Jahren weltweit.<br />
Typisch „Sooner State“ und, abgewandelt,<br />
typisch „Sooner Company“.<br />
Doch Top-Qualität und Integration neuester<br />
Entwicklungen sind eine Seite der Medaille. Zur<br />
Verlässlichkeit des Partners gehören auch die<br />
eher „weichen“ Faktoren: Lieferpünktlichkeit,<br />
Schnelligkeit, das Unmögliche möglich zu<br />
machen. Auch hier die <strong>Siempelkamp</strong>-Gruppe<br />
„in front“. Büttner beispielsweise konstruierte<br />
einen Trockner, dessen Größe den Transport<br />
der Trommel in einem Stück nicht zuließ. Also<br />
wurden Segmente geliefert, die erst auf der Baustelle<br />
zu 190-t-Giganten zusammenwuchsen.<br />
SIEMPELKAMP MASCHINEN- UND ANLAGENBAU<br />
A big fish: 550.000 m 3 Jahresproduktion<br />
OSB<br />
Doch das alles passt zu Oklahoma, Huber und<br />
<strong>Siempelkamp</strong>: eben „sooner“. So wurde nach<br />
weniger als einem Jahr von Montagebeginn am<br />
13. April <strong>2004</strong> die erste Platte gepresst. Dabei ist<br />
das Werk keine Peanut – 1.660 m 3 OSB ist die<br />
geplante Tagesleistung, wie Betriebsleiter Ed<br />
Milburn mit Stolz unterstreicht. Aber wahrscheinlich,<br />
so Milburn, beeindruckt die Jahresproduktion<br />
sogar noch stärker: 550.000 m 3<br />
(3/8“ Plattendicke).<br />
Experte für Trocknungsanlagen<br />
Die erste technische Herausforderung für die<br />
Produktion dieser gewaltigen Mengen von OSB<br />
ist die Trocknung der Strands. Als Strand wird der<br />
lange, unterschiedlich breite Schneidespan bezeichnet,<br />
der beleimt, richtungsorientiert in einer<br />
Matte gestreut und gepresst die OSB-Platte bildet.<br />
Die <strong>Siempelkamp</strong>-Tochter Büttner Trock-<br />
Gigantische Zwillinge: die beiden Büttner-Trommeltrockner
nungs- und Umwelttechnik mit beinahe 200 Jahren<br />
Erfahrung im Trocknerbau ist weltweit<br />
führend in der Trocknung von Strands für OSB<br />
und andere Holz-Produkte. Broken Bows Bedarf<br />
an trockenen Spänen erforderte zwei Einzug-<br />
Trommeltrockner. Aufgrund von Transportproblemen<br />
der übergroßen Trockner wurden die<br />
einzelnen Sektionen direkt auf der Baustelle<br />
montiert.<br />
Nobody is perfect, außer Quadradyn TM<br />
Unmittelbar nach den Trocknern eine Welt-<br />
Premiere: Quadradyn – die Innovation der<br />
Strandsiebung von PAL. Diese jüngste Entwicklung<br />
des mit <strong>Siempelkamp</strong> verbundenen<br />
Unternehmens fraktioniert die Strands über ein<br />
Rollensystem. Die Separierung in Strands für die<br />
Deckschicht, die Mittelschicht sowie in Feingut<br />
erfolgt mit diesem System viel genauer, der<br />
spätere Aufbau der Platte wird erheblich homogener<br />
und strukturierter. Das Feingut wird über<br />
ein „Superscreening“ nochmals fraktioniert<br />
Gute Zugänglichkeit zu den Hydraulikventilen<br />
erhöht die Wartungsfreundlichkeit<br />
nach Holzstaub zur Verbrennung und nutzbaren<br />
Fines, welche nach separater Beleimung bei<br />
Bedarf der Mittelschichtstreuung wieder zugeführt<br />
werden können (Fines Recovery System).<br />
Quadradyn ist extrem flexibel und wartungsarm.<br />
Nach den Trockenspanbunkern kommt die<br />
<strong>Siempelkamp</strong>-Gruppe wiederum maßgeblich ins<br />
Spiel. So lieferte IMAL die Beleim-Bandwaagen<br />
und das System zur separaten Beleimung der<br />
Fines. Die Streumaschinen wurden von CMC<br />
Texpan geliefert. Die Strands werden nach<br />
22 | 23<br />
Die ContiRoll ® ist rohbaufertig:<br />
Der „Weltrekordhalter“ misst 8.5’ x 60,3m<br />
typischem <strong>Siempelkamp</strong>-Prinzip so gestreut, dass<br />
sich die größten Strands an der Mattenoberfläche<br />
befinden, wo sie am meisten zur Plattenfestigkeit<br />
beitragen.<br />
Die hochwertig aufgebaute und fertig gestreute<br />
Strandmatte wird auf der Formstraße an Elektromagneten<br />
sowie einer Metallsuchspule vorbeigeführt.<br />
So sind metallische Verunreinigungen<br />
ausgeschlossen. Der unverpresste Strang wird<br />
vor dem Presseneinlauf beidseitig besäumt und<br />
durchläuft eine abschließende Mattendichtemessung<br />
(IMAL).
Weltrekord über 60 m: die ContiRoll ®<br />
für Huber<br />
Das eigentliche Herzstück des von CPM Consultants<br />
Inc. (Vancouver) projektierten Werks ist die<br />
8,5’ x 60,3 m (198‘) ContiRoll ® -Presse mit Mattenvorwärmer<br />
und Siebeindruck. Der patentierte<br />
Vorwärmer oder Pre-Heater ContiTherm ® ist<br />
eines der Highlights der Anlage und wurde<br />
schon vier Mal in den USA in <strong>Siempelkamp</strong><br />
ContiRoll ® -Anlagen zur Herstellung von OSB<br />
installiert. Direkt vor der Presse wird ein Wasserdampf-Luft-Gemisch<br />
von oben und unten in die<br />
Strandmatte eingeblasen. So lässt sich einerseits<br />
die Feuchtigkeit der einlaufenden Matte<br />
exakt regulieren, andererseits wird die Matte<br />
erwärmt, was zu einer eindrucksvollen Steigerung<br />
der Presskapazität führt. Die Temperatur<br />
der Matte kann durch die Regulierung des Verhältnisses<br />
von Wasserdampf und Luft genau eingestellt<br />
werden. Durch das Vorwärmen wird die<br />
Matte plastifiziert, was zu einer Verringerung des<br />
spezifischen Pressdruckes, der in der ContiRoll ® -<br />
Presse benötigt wird, führt. Zusätzlich wird der<br />
Feuchtigkeitsgehalt der Matte angehoben, was<br />
zu einer geringeren Quellung und besseren Platteneigenschaften<br />
führt.<br />
Einige Produkte erfordern einen Siebeindruck<br />
auf einer Seite der Platte. Aus diesem Grund hat<br />
<strong>Siempelkamp</strong> die Presse mit ihrem patentierten<br />
Siebeindruck-System ausgerüstet. Falls benötigt<br />
läuft ein endloses Sieb zusammen mit dem<br />
oberen Stahlband durch die Presse. Dieser Siebeindruck<br />
ist identisch zu den Siebeindrucken, die<br />
die Verbraucher von Platten aus einer Mehr-<br />
Etagen-Presse gewohnt sind. Ein solches Siebeindruck-System<br />
ist nun bereits bei 4 ContiRoll ® -<br />
Anlagen in den USA erfolgreich im Einsatz.<br />
Die Anlage produziert neben der 11 mm dicken<br />
Massenware auch sehr spezielle Produkte. Wie<br />
beispielsweise eine 18,2 mm starke, hochwertige<br />
Fußbodenplatte namens AdvanTech ® . Durch die<br />
große Flexibilität der ContiRoll ® -Linie können<br />
Platten in einem weiten Bereich für Plattendichte<br />
und Platteneigenschaften hergestellt werden.<br />
Besäumung und Lagerung der Platten<br />
Nach Verlassen der ContiRoll ® wird die Endlosplatte<br />
übernommen von Maschinen, die von<br />
SHS (<strong>Siempelkamp</strong> Handling Systeme) geliefert<br />
wurden. Die Endlosplatte wird beidseitig<br />
besäumt und erhält schließlich an der Doppel-<br />
SIEMPELKAMP MASCHINEN- UND ANLAGENBAU<br />
diagonalsäge ihre Länge. Das endgültige Masterboard-Format<br />
ist typischerweise 8’ x 24’. Für die<br />
Herstellung von Rim Boards kann die Plattenlänge<br />
auf 12’ reduziert werden. Nach einer<br />
Qualitätsvorkontrolle gelangen die Rohplatten<br />
zur Abkühlung in zwei Kühlsternwender. Die<br />
Platten werden nach Qualität sortiert und abgestapelt<br />
und werden dann anschließend in das<br />
Zwischenlager transportiert.<br />
Dieses Zwischenlager, ebenfalls von SHS, operiert<br />
mit einem vollautomatischen Kransystem. Das<br />
Lager dient zum einen der abschließenden Aushärtung<br />
der OSB. Zum anderen kann hiermit die<br />
Produktion des 3-Schicht-Pressenbetriebs verteilt<br />
werden zu den verschiedenen Nachbearbeitungsprozessen<br />
– wie Schleifstraße, Buchsäge und<br />
Nut- und Federanlage –, die alle im 2-Schichtbetrieb<br />
laufen. Über das Lagerverwaltungssystem<br />
können Bediener OSB-Stapel direkt von der<br />
Schleifstraße oder von der Buchsäge anfordern.<br />
Im Kranbereich ist kein Bedienungspersonal<br />
erforderlich, um die Stapel ein- oder auszulagern.<br />
Das Lagersystem ermöglicht es auch, bereits<br />
durch die Buchsägenanlage durchgelaufene<br />
Platten wieder einzulagern. Hinter dieser ausgeklügelten<br />
Steuerungstechnik stehen ATR<br />
Deutschland und <strong>Siempelkamp</strong> Canada Inc. –<br />
jene Unternehmen der <strong>Siempelkamp</strong>-Gruppe,<br />
welche die gesamte Automatisierungstechnik<br />
vom Trockenbunkeraustrag bis hin zur Verpackungslinie<br />
entwickelt haben.<br />
Mit der Kraft eines Mittelklasse-PKW:<br />
die Buchsäge<br />
Neben der Schleifstraße mit angeschlossener<br />
Sortierlinie (A- und B-Qualität) ragt bei Huber<br />
besonders die Buchsäge heraus – eine Neuent-<br />
Die Pressenstraße nimmt Form an: im Vordergrund<br />
der Vorwärmer ContiTherm ® , der ein Wasserdampf-<br />
Luft-Gemisch von oben und unten in die Strandmatte<br />
einbläst. Ergebnis: eine Steigerung der Pressenkapazität<br />
und bessere Platteneigenschaften
Die Buchsäge zum flexiblen, hochgenauen<br />
und schnellen Aufteilen der Masterboards.<br />
100 PS starke Antriebsmotoren durchtrennen<br />
OSB-Stapel („Bücher“) bis 260 mm Höhe<br />
in einem Arbeitsschritt<br />
wicklung der SHS. OSB-Stapel können aus den<br />
folgenden verschiedenen Bereichen an die Buchsägenanlage<br />
weitergeleitet werden: aus dem<br />
Kranlagersystem, der Schleifstraße oder direkt<br />
von der Masterboard-Abstapelung. Die hohen<br />
Produktionsleistungen der Säge werden durch<br />
die Fähigkeit, Masterboard-Stapel („Buch“) bis<br />
zu 260 mm Höhe in einem Arbeitsschritt zu<br />
durchtrennen, erreicht. Mit ihren etwa 100 PS<br />
starken Antriebsmotoren kann die Leistung der<br />
Buchsäge mit der eines Mittelklasse-PKW verglichen<br />
werden.<br />
Die Buchsäge besticht durch ihre Vielseitigkeit.<br />
Rim Boards können gefertigt und dann direkt<br />
der Verpackungslinie zugeführt werden. Direkt<br />
heißt, dass ohne weitere Schnitte die Boards in<br />
ihrer Normhöhe von 260 mm (10“) weiterverarbeitet<br />
bzw. verpackt werden. Andere OSB-<br />
Fertigware (commodity products) wird nach<br />
kompletten Aufteilbildern gesägt und verlässt<br />
die Buchsäge in Schwerterwagen. Die einzelnen<br />
OSB-Stapel werden dann von einem Stapel-Verschiebewagen<br />
zu einer der drei Verpackungsstraßen,<br />
der Nut- und Federanlage oder zurück<br />
ins Kranlager transportiert. Die Nut- und Federanlage<br />
benutzt <strong>Siempelkamp</strong>s Platten-Vereinzelungssystem,<br />
um mit hohen Produktionsgeschwindigkeiten<br />
arbeiten zu können. Durch<br />
die Vereinzelung werden die Platten auf Stoß<br />
gefahren, was wiederum die Zykluszeiten verringert<br />
und ebenfalls für eine bessere Qualität in der<br />
Nut- und Federanlage sorgt, da ein Ausbrechen<br />
an den Plattenkanten deutlich vermindert wird.<br />
Ausgefeilte Produkte rund um den<br />
Hausbau<br />
Die überdurchschnittliche Flexibilität der<br />
<strong>Siempelkamp</strong>-Aggregate in der OSB-Anlage bei<br />
Huber Engineered Woods ermöglicht ein außergewöhnlich<br />
breites Produktspektrum. Alle Sortimente<br />
erfreuen sich großer Nachfrage, da auf<br />
dem amerikanischen Markt der Einsatz von OSB<br />
im Hausbau breit diversifiziert ist. So werden in<br />
Nordamerika komplette Häuser aus OSB gebaut.<br />
Von der Dacheindeckung (Siebeindruck macht<br />
die Platte rutschfest), den Unterschlägen (Rim<br />
Boards) bis zu Wänden und Decken und sogar<br />
dem Ständerwerk ist alles aus einem Produkt<br />
gefertigt. Und für OSB werden sowohl seitens<br />
handwerklich-industrieller Nachfrage als auch<br />
für den DIY-Bereich überaus positive Zukunftsprognosen<br />
abgegeben.<br />
24 | 25<br />
Oriented Strand Boards (OSB) erleben seit etwa<br />
20 Jahren einen vergleichbaren Siegeszug wie<br />
MDF oder, wie seit den sechziger Jahren, die<br />
Spanplatte. Wurden in Nordamerika 1985 noch<br />
etwa 4 Mio m 3 hergestellt, waren es 1993<br />
ca. 9 Mio m 3 , 1999 fast 18 Mio m 3 und 2002<br />
wurden erstmals 20 Mio m 3 erreicht. Dahinter<br />
stehen 61 Werke in den USA und Kanada, die<br />
rund 70 % des nordamerikanischen Baumaterialmarktes<br />
für Wohnhäuser mit OSB abdecken.<br />
Oder leicht vorstellbar ausgedrückt: Jedes amerikanische<br />
Einfamilienhaus enthält statistisch<br />
gesehen 6,4 m 3 OSB. Ein gewaltiger Markt also,<br />
der auch in Europa mit durchschnittlichen<br />
Zuwächsen jenseits von 30 % aufwartet!
Die Männer hinter den Maschinen<br />
In dieser Serie möchten wir Ihnen die Menschen vorstellen, die in der <strong>Siempelkamp</strong>-Gruppe die Entwicklung neuer Maschinen oder Techniken entscheidend beeinflussen.<br />
Ihre Weitsicht im Markt, ihr technisches Know-how und ihre Durchsetzungsfähigkeit machen <strong>Siempelkamp</strong> zur Nr. 1 auf dem Weltmarkt für Maschinen zur<br />
Holzwerkstoffplatten-Produktion.<br />
von Ralf Griesche, G. <strong>Siempelkamp</strong> GmbH & Co. KG<br />
Der Boss<br />
Romeo Paladin, President of PAL S.r.l., Italy<br />
Romeo Paladin ist ein Mann, der weiß, was er<br />
will. Seine Energie gehört seinem Unternehmen,<br />
das er aus kleinen Anfängen zu einem<br />
Marktführer im Segment der Rohholzaufbereitung<br />
gebracht hat.<br />
Überall auf der Welt, wo eine Anlage zur Produktion<br />
von Span-, MDF- oder OSB-Platten<br />
läuft, sind wahrscheinlich Maschinen von PAL<br />
aus Ponte di Piave in Italien zu finden. Sie<br />
beherrschen den Prozess der Holzaufbereitung<br />
vom Zerkleinern über das Fraktionieren der<br />
Holzwerkstoffe bis zu kompletten Anlagen zur<br />
Verarbeitung von Recyclingholz. Romeo Paladin<br />
hat die Entwicklung immer neuer Maschinen<br />
mit seinem Gespür für die Anforderungen des<br />
Marktes vorangetrieben.<br />
Ein Meilenstein in dieser Entwicklung ist jetzt<br />
der neue Strand Screener Quadradyn TM für die<br />
effiziente Fraktionierung von Strands für die<br />
Deck- und Mittelschicht von OSB-Platten und<br />
der Aussonderung von Fines/Staub.<br />
<strong>Bulletin</strong> sprach mit Romeo Paladin über sein<br />
Unternehmen und den neuen Quadradyn TM :<br />
Herr Paladin, wie wird man Maschinenbauer für<br />
die Holzwerkstoff-Industrie?<br />
Paladin: Nun, das ist recht einfach: Wenn man in<br />
die Qualität vernarrt ist, aber die richtigen<br />
Maschinen nicht auf dem Markt sind, muss man<br />
sie eben selbst konstruieren.<br />
So machte ich mich im Jahre 1978, nach über<br />
10 Jahren als Manager einer Spanplattenfabrik,<br />
mit dem Bau von Beleimungsmaschinen für<br />
Späne selbstständig. Sehr schnell weitete sich<br />
Herr Romeo Paladin<br />
das auf komplette Leimaufbereitungs- und Applikations-Anlagen<br />
aus. Der Erfolg dieser Maschinen<br />
gab uns den Mut, in weitere Anwendungsgebiete<br />
zu investieren. So wurden relativ schnell<br />
Maschinen für die Spanaufbereitung entwickelt,<br />
die zerkleinern und fraktionieren. Diesen Prozessschritten<br />
widmeten wir hohe Aufmerksamkeit,<br />
denn hier wird über die Qualität der erzeugten<br />
Platte entschieden.<br />
In den 80er Jahren verteuerte sich das Frischholz<br />
in Italien sehr und wir gingen daran, Maschinen<br />
PAL<br />
zu entwickeln, die Verunreinigungen aus recycelten<br />
Spänen aussondern konnten. Heute produzieren<br />
wir integrierte Systems für die Span-Aufbereitung<br />
aus Recyclingholz, die wir bis dato<br />
schon 170 Mal weltweit verkauft haben. Diese<br />
Anlagen recyceln mehr als 25 Mio t Abfallholz<br />
pro Jahr, das entspräche einer Fläche von<br />
ca. 4.000 km 2 Wald pro Jahr, die nicht abgeholzt<br />
werden muss.<br />
Um den Ansprüchen der Kunden nach kompletten<br />
Lösungen in der Holzwerkstoff-Industrie
In der F&E-Abteilung mit dem Prototyp des Quadradyn TM<br />
26 | 27
Die Strands „tanzen“ über ...<br />
... das Rollenbett, wobei Staub, ...<br />
... Mittel- und Deckschicht-Material ...<br />
gerecht werden zu können, wurde 1996 eine<br />
enge Zusammenarbeit mit <strong>Siempelkamp</strong> und<br />
1998 mit IMAL vereinbart.<br />
Heute stellt PAL ein breites Angebot an Maschinen<br />
für die Holzaufbereitung zur Herstellung von<br />
Span-, MDF- und OSB-Platten her.<br />
In 25 Jahren wurde eine Menge erreicht, aber<br />
sagen Sie uns, wo liegt das Top-Know-how von<br />
PAL?<br />
Paladin: Wir entwickeln, konstruieren und bauen<br />
hoch spezialisierte Holzaufbereitungs-Maschinen<br />
zur Produktion von Span-, MDF- und OSB-<br />
Platten.<br />
Dabei sind unsere Maschinen so ausgelegt, dass<br />
mit einem Minimum an Produktionskosten eine<br />
maximale Plattenqualität erreicht wird.<br />
Dahinter stehen große Investitionen in F+E. In<br />
unserem werkseigenen Versuchslabor werden<br />
PAL<br />
vielfältige Versuche zum Nutzen unserer Kunden<br />
durchgeführt. Die Ergebnisse dienen der Entwicklung<br />
neuer Maschinen und Verfahren, der<br />
Optimierung vorhandener Maschinen oder wir<br />
empfehlen unseren Kunden spezielle, auf sie<br />
zugeschnittene Lösungen.<br />
Ist die neuste Innovation von PAL, der Quadradyn TM ,<br />
auf diese Weise entstanden?<br />
Paladin: Der Quadradyn TM ist eine Neuentwicklung<br />
zur Fraktionierung von Strands für die OSB-Produktion.<br />
Wir haben uns angeschaut, wie die<br />
bisher verwendeten Trommelsiebe arbeiten, und<br />
fanden heraus, dass sie die Strands z. T. zerbrechen<br />
und die Fraktionierung nur partiell<br />
durchführen. Das führt zu qualitativ und optisch<br />
wenig ansprechenden Produkten. Wir wollten es<br />
besser machen und können den Kunden mit der<br />
Neuentwicklung eine echte Alternative bieten.<br />
... separiert werden So arbeitet der Quadradyn TM (Dry Screening)
Zwei Quadradyn TM Screener in der Huber-Anlage in Broken Bow, Oklahoma, USA<br />
Wie arbeitet der Quadradyn TM ?<br />
Paladin: Die Maschine ist ein Rollensieb, das<br />
heißt, rotierende Rollen mit definierten Durchlässen<br />
drehen sich in eine Richtung und befördern<br />
die Strands über ein Rollenbett. Die Größe<br />
und Lage der Durchlässe hat Einfluss auf die<br />
Fraktionierung der Strands. Das ist ganz ähnlich<br />
wie bei dem Dynascreen für die Spanfraktionierung.<br />
Beim Quadradyn TM sind die Rollen jedoch nicht<br />
rund, sondern quadratisch (wie der Name schon<br />
sagt). Das hat den Effekt, dass die Strands bei<br />
ihrer Wanderung über das Rollenbett „tanzen“.<br />
Damit fallen die Fines/Staub aus den Schichten,<br />
die die Strands durch ein Übereinanderliegen<br />
bilden, heraus.<br />
Das Ergebnis sind große, unzerbrochene Strands<br />
für die Deckschicht, die richtigen Strands für die<br />
Mittelschicht, Aussonderung der Fines (und<br />
links: Deckschicht mit großen Strands<br />
aus dem Quadradyn TM Screener,<br />
rechts: Deckschicht aus einem Trommelsieb<br />
deren separate Beleimung und Zufügung zur<br />
Mittelschicht) und des Staubes zum Verbrennen.<br />
Der Quadradyn TM kann sowohl vor als auch nach<br />
dem Trockner eingesetzt werden, was zur Energieeinsparung<br />
beitragen kann.<br />
Und was ist der Vorteil für den Kunden?<br />
Paladin: Die Vorteile liegen eindeutig in niedrigeren<br />
Produktionskosten, hervorgerufen durch<br />
Leimeinsparungen und geringeren Reinigungsaufwand,<br />
sowie bessere physikalische Platteneigenschaften<br />
durch breite Strands in der Deckschicht,<br />
was wiederum zu einer optisch besseren<br />
Anmutung der Platte beiträgt.<br />
Unsere Maschine eignet sich auch zur Nachrüstung,<br />
denn sie kann leicht an dem Standort<br />
eines vorhandenen Trommelsiebes eingebaut<br />
werden.<br />
28 | 29<br />
Die Vorteile müssten doch die Kunden überzeugen?<br />
Paladin: Tun sie auch. Seit Quadradyn TM auf dem<br />
Markt ist, haben wir schon 9 Maschinen verkauft.<br />
Bei Huber in Broken Bow, USA, laufen seit<br />
Mai dieses Jahres 2 Quadradyn TM zur vollen<br />
Zufriedenheit des Kunden.<br />
Wir freuen uns und sind stolz, dass wir mit<br />
Quadradyn TM einen neuen technischen Impuls für<br />
die Holzwerkstoff-Industrie geben konnten.<br />
Herr Paladin, vielen Dank für das Gespräch.
Die Vielkolbenpresse, hier mit 3 Zylindern quer<br />
SIEMPELKAMP MASCHINEN- UND ANLAGENBAU
30 | 31<br />
Pressen-Evolution zur Oberflächenvergütung<br />
Der Siegeszug der Holzwerkstoffe in Europa ist in erster Linie auf die große Popularität ihrer Oberflächenvergütung<br />
zurückzuführen. Als die Papiere, Drucke, Folien und Lacke immer höheren Anforderungen genügten<br />
und die Technik der Applikation perfektioniert wurde, stieg die Nachfrage nach oberflächenvergüteten Holzwerkstoffen<br />
sprunghaft an.<br />
von Klaus Zitzmann, <strong>Siempelkamp</strong> Maschinen & Anlagenbau GmbH & Co. KG<br />
So wurden im Jahr 2002* ca. 5 Mrd m 2 Holzwerkstoff-Oberflächen<br />
in Europa vergütet. Den<br />
Löwenanteil davon – nämlich ca. 54 % –<br />
konnte das Verfahren der Vergütung mit<br />
Duroplastharzfilmen in der Direktbeschichtung<br />
mittels Kurztaktpressen erringen. Eine weitere<br />
Zunahme für die Direktbeschichtung in den<br />
nächsten Jahren wird erwartet.<br />
Die Technik der Kurztaktpressen wurde jetzt von<br />
<strong>Siempelkamp</strong> weiter verbessert.<br />
Wie fing es an?<br />
Am Anfang der Entwicklung zur Kurztaktbeschichtung<br />
standen Mehretagenpressen, die<br />
von der Sperrholztechnik übernommen wurden.<br />
Die Leimchemie beanspruchte einen Pressvorgang,<br />
der auf kalten Heizplatten begann und<br />
über eine Aufheizphase dann die Oberflächen<br />
rückkühlte. Dieser Vorgang nahm entsprechend<br />
Zeit und Energiekosten in Anspruch.<br />
In den 80er Jahren wurden neue Leime entwickelt,<br />
die eine Rückkühlung überflüssig machten und<br />
die Polymerisation stark beschleunigten.<br />
Dieser Quantensprung brachte die Technik der<br />
heute verwendeten Kurztaktpressen hervor, die<br />
mit großen Formaten und Zykluszeiten von ca.<br />
180 Pressungen pro Stunde und mehr eine wirtschaftliche<br />
Vergütung der Holzwerkstoff-Oberfläche<br />
mit duroplastischen Papieren sicherstellt.<br />
Diese Standardpressen sind im Prinzip gleich<br />
aufgebaut:<br />
* Jaakko Pöyry: The Panel Surfacing Business 2003<br />
2 Zylinderreihen quer und, je nach Länge der<br />
Presse, bis zu 6 Zylinder längs sorgen für den<br />
nötigen Druck auf das Pressgut.<br />
Eine ausreichend gleichmäßige Druckverteilung<br />
konnte bei diesem Prinzip nur über entsprechend<br />
dimensionierte Heizplatten erreicht<br />
werden.<br />
Damit handelte man sich aber das Problem der<br />
relativen thermischen Instabilität dieser dicken<br />
Heizplatten ein, wenn sie nur mit einem einzigen<br />
mittigen Heizkanalsystem ausgestattet waren.<br />
Schon während des Aufheizvorganges schüsselten<br />
solche Heizplatten und verloren solche<br />
Instabilitäten auch nicht ganz während der Produktion.<br />
Um diesen Effekt zu beheben, wurden die Heizkanäle<br />
dicht an die Produktoberfläche und eine<br />
Gegenheizung im oberen Teil der Heizplatten<br />
installiert.<br />
Damit haben die Standard-Pressen für die Kurztaktbeschichtung<br />
eine akzeptable Druck- und<br />
Temperaturverteilung.<br />
Trotzdem waren die <strong>Siempelkamp</strong>-Techniker mit<br />
dieser technischen Lösung nicht rundherum<br />
zufrieden: Die geringe Anzahl der Druckzylinder<br />
brachte bei unterschiedlichen Plattenformaten<br />
durch die Druckverteilungs-Varianz nicht immer<br />
optimale Oberflächenergebnisse. Das wurde<br />
auch hervorgerufen durch die nur bedingt<br />
ansteuerbaren Pressdrücke in den Zylindern.<br />
Dieser Nachteil machte sich besonders bei der<br />
Herstellung von Laminatfußboden bemerkbar,<br />
was letztlich <strong>Siempelkamp</strong> veranlasste, eine<br />
neue Kurztaktpressengeneration zu entwickeln.
Die Entwicklung der Vielkolbenpresse<br />
Die Entwicklung startete 1999 und hatte die<br />
Verbesserung der Druck- und Temperaturverteilung<br />
bei gleichzeitig relativer Stabilität der<br />
Heizplatten unter unterschiedlichen thermischen<br />
Konditionen zum Ziel.<br />
Erfahrung und Experimente in dem werkseigenen<br />
Versuchsfeld, unterstützt von verschiedenen<br />
Computersimulationen, ergaben schließlich,<br />
dass ein Pressensystem mit vielen Zylindern,<br />
die kleiner im Durchmesser sind, die Zielsetzungen<br />
optimal erfüllt.<br />
Damit war die Idee der Vielkolbenpresse geboren,<br />
die bis zu 4 Presszylinder quer und bis zu<br />
14 Zylinderreihen aufweist.<br />
Diese Presse wurde erstmals im Versuchsfeld in<br />
Krefeld zu Testzwecken aufgebaut.<br />
Zehntausende von Pressvorgängen wurden<br />
absolviert, um die Zuverlässigkeit des neuen<br />
Designs zu prüfen.<br />
Eine von 2 VK-Pressen bei Shaw Industries, USA<br />
Die Druck- und Wärmeverteilung wurde mit<br />
drucksensitiven Filmen, die mit schnell reagierenden<br />
Harzen getränkt waren, getestet.<br />
Es stellte sich heraus, dass das neue Pressendesign<br />
bei unterschiedlichen Produktformaten<br />
durch die gleichmäßigere Druckverteilung einen<br />
Vorteil hat.<br />
Die technischen Vorteile<br />
Druckverteilung<br />
Die dünneren Heizplatten, verglichen mit denen<br />
in Standard-Pressen, zusammen mit der höheren<br />
Anzahl von Presszylindern ermöglichen eine<br />
individuelle Anpassung des Pressdruckes auf das<br />
Pressgut.<br />
Alle Zylinder der Presse sind in mehreren<br />
Gruppen von unterschiedlich ansteuerbaren<br />
Drucksystemen verbunden. Damit kann, je nach<br />
Format des Pressgutes, über die verschiedenen<br />
Regelsysteme die optimale Druckverteilung<br />
aufgebaut werden.<br />
SIEMPELKAMP MASCHINEN- UND ANLAGENBAU<br />
Temperaturverteilung<br />
Nach den Ergebnissen einer thermo-dynamischen<br />
Studie, die im Vorfeld erarbeitet wurde,<br />
wurde die Heizkanal-Geometrie in der Heizplatte<br />
verbessert, um die Temperaturverteilung<br />
an der Produktoberfläche zu optimieren.<br />
Durchmesser und Lage des Heizkanalsystems<br />
wurden optimiert, um eine möglichst gleichmäßige<br />
Temperaturverteilung zu erhalten.<br />
Thermische Stabilität der Heizplatten<br />
Das Verhältnis von Heizplattendicke und Heizkanaldurchmesser<br />
bedingt eine thermische<br />
Balance der Heizplatte während der Produktion.<br />
Ein Gegenheizsystem ist überflüssig.<br />
Niedriger Druck an der Rändern und Ecken des<br />
Pressgutes beim Start der Presse werden automatisch<br />
durch das Gegensteuern des Drucks in<br />
den betreffenden Zylindern kompensiert.<br />
Nach dem thermischen Ausgleich wird dieser<br />
erhöhte Druck automatisch auf Normal zurückgeregelt.
Die VK-Presse von Utisa, Utiel, Spanien<br />
Der Nutzen für die Kunden<br />
Verbesserte Produktqualität<br />
Die neue Presse verspricht eine gleichmäßigere<br />
Oberflächengüte über die gesamte Pressfläche,<br />
auch bei schwierigen Dekoren, aufgrund der<br />
optimierten Druckverteilung und produktspezifischen<br />
Einstellbarkeit durch separate hydraulische<br />
Systeme; lokale Überpressungen der Trägerplatten<br />
oder Kantenquetschungen gehören der<br />
Vergangenheit an.<br />
Flexibilität im Format<br />
Öftere Formatwechsel sind jetzt kein Problem<br />
mehr. Druck- und Temperaturverteilung und<br />
deren individuelle Anpassung garantieren erstklassige<br />
Oberflächengüte.<br />
Wartung verbessert<br />
Durch ein spezielles Zylinderdesign und erprobte<br />
Verfahren zum Dichtungswechsel ist die Wartungsfreundlichkeit<br />
gewährleistet. Die Anforderungen<br />
an die Dichtungen werden bei kleineren<br />
32 | 33<br />
Kolben durch ein geringeres Spiel zwischen<br />
Kolben und Führung gesenkt, hierdurch erhöht<br />
sich die mittlere Gebrauchsdauer.<br />
Je nach maximaler Breite und Formatvielfalt<br />
kann bei geeigneter Arbeitshöhe von ca. 1.500<br />
– 2.200 mm auf eine Grube verzichtet werden.<br />
Das spart Investitionskosten und hat Vorteile bei<br />
Reinigung und Wartung.<br />
Diese Vorteile haben schon eine ganze Reihe<br />
von Kunden überzeugt. Bis heute wurden 22<br />
Kurztaktpressenlinien, bei denen die Multi-<br />
Cylinder Press das Herzstück darstellt, verkauft.<br />
Allein von Januar bis September <strong>2004</strong> konnten<br />
10 Pressen dieses Typs verkauft werden.<br />
Die VK-Presse bei Casca, Portugal
SIEMPELKAMP NUKLEARTECHNIK<br />
Ein Auftrag von strategischer Bedeutung<br />
Die Modernisierung der Schraubenspannmaschine im französischen Kernkraftwerk (KKW) Cattenom durch Wenutec<br />
von Horst-Werner Oehler, Wenutec GmbH<br />
D<br />
A<br />
B<br />
C<br />
Reaktordruckbehälter (RDB), Schemadarstellung<br />
A: RDB-Deckel, B: RDB-Schrauben und -Muttern,<br />
C: RDB-Unterteil, D: Brennelemente<br />
1987 ging im französischen Cattenom der erste<br />
1.300-MWe-Kernkraftwerksblock ans Netz. Die<br />
Blöcke 2, 3 und 4 folgten 1988,1991 und 1992.<br />
Seit dieser Zeit speist das KKW nuklear erzeugte<br />
Elektroenergie in das Stromnetz des staatlichen<br />
französischen Energieerzeugers Electricité de<br />
France (EdF).<br />
Für die von Wenutec gelieferte Schraubenspannmaschine<br />
(französische Kurzform MSDG) erfolgte<br />
der Ersteinsatz auf dem Reaktordruckbehälter<br />
(RDB) aber bereits 3 Jahre vor der Inbetriebnahme<br />
des ersten KKW-Blockes.<br />
Wozu wird so eine MSDG benötigt?<br />
Kurz gesagt, mit ihrer Hilfe werden Reaktordruckbehälter<br />
in KKWs geöffnet oder geschlossen,<br />
um in Intervallen von ca. 12–18 Monaten<br />
abgebrannte Brennelemente durch neue zu<br />
ersetzen und um behördlich vorgeschriebene<br />
Prüfungen durchzuführen.<br />
Wie aus der Abbildung links ersichtlich, besteht<br />
ein RDB aus dem „Unterteil“, dem so genannten<br />
Kessel, und dem „Oberteil“, dem RDB-Deckel.<br />
Beide Teile werden mit Schrauben mit Abmessungen<br />
zwischen M150 und M210 (von denen<br />
bis zu 92 Stück gleichmäßig am RDB-Umfang<br />
angeordnet sind) und Muttern gegeneinander<br />
verpresst, damit während des KKW-Betriebes<br />
keine Radioaktivität austreten kann.<br />
Um den Reaktor zu öffnen, werden die bis ca.<br />
2 m langen Schrauben alle gleichzeitig hydraulisch<br />
mit Kräften bis etwa 1.000 t je Schraube<br />
und Drücken bis zu 3.000 bar bis nahezu 4 mm<br />
in die Länge gezogen (der Fachmann spricht vom<br />
Schraubenspannen) und die Muttern ohne<br />
großen Kraftaufwand gelöst. Danach werden die<br />
Schrauben ausgedreht und separat oder mit der<br />
Schraubenspannmaschine zu einer Lagerposition<br />
im Reaktorgebäude transportiert. Hieran<br />
schließt sich das Abheben des RDB-Deckels vom<br />
Unterteil an und der RDB-Behälter ist geöffnet.<br />
Die für den Standort Cattenom gelieferte MSDG<br />
wurde ab 1982 nach den Wünschen des französischen<br />
Kunden EdF konzipiert und verkörperte<br />
seinerzeit den modernsten Stand von Wissenschaft<br />
und Technik auf dem Gebiet der automatisierten<br />
Schraubenspanntechnik. Durch den<br />
Einsatz dieser Maschine konnte der Zeitaufwand<br />
für das Öffnen bzw. Schließen eines Reaktors im<br />
Vergleich zu traditioneller Technik um mehr als<br />
50 % verkürzt und ein Produktionsgewinn von<br />
mehr als 13.000 MW-Stunden ermöglicht werden.<br />
Über 120 Mal kam die Maschine in den<br />
20 Betriebsjahren zum Einsatz.<br />
Eine Zeitspanne, die von einer rasanten Entwicklung<br />
im Maschinenbau und der Höchstdruckhydraulik,<br />
insbesondere aber in der Automatisierungstechnik<br />
geprägt ist.<br />
Jede technische Weiterentwicklung ist naturgemäß<br />
mit dem Nachteil der erschwerten und<br />
irgendwann unmöglich werdenden Ersatzteilversorgung<br />
für ältere Ausrüstungen verbunden.<br />
Dieser Zeitpunkt war für die MSDG in Cattenom<br />
bereits überschritten, was aus der statistischen<br />
Erfassung der Ausfallhäufigkeit und der Reparaturzeiten<br />
unschwer nachzuweisen war.
Schraubenspannmaschine vor Beginn der Modernisierung<br />
mit ausgedrehten Schrauben auf dem<br />
Abstellstand<br />
Dem dringend gebotenen Handlungsbedarf trug<br />
EdF mit der Beauftragung der Wenutec zur<br />
grundlegenden Modernisierung der MSDG am<br />
5. August <strong>2004</strong> Rechnung, wobei eine nochmalige<br />
Verkürzung der Einsatzdauer beim Öffnen<br />
oder Schließen eines RDB auf max. 4 Stunden<br />
durch Wenutec nachgewiesen werden muss.<br />
Trotz der späten Bestellfreigabe wird die Auslieferung<br />
der neuen MSDG-Komponenten pünktlich<br />
ab dem 1. Dezember <strong>2004</strong> anlaufen, um<br />
den vertraglich fixierten Fertigstellungstermin<br />
4. Februar 2005 gewährleisten zu können.<br />
Das Modernisierungskonzept für die MSDG in<br />
Cattenom repräsentiert eine Variante der von<br />
Wenutec im französischen 900-MWe-KKW<br />
Dampierre zur Zufriedenheit von EdF zum<br />
Abschluss gebrachten MSDG-Modernisierung.<br />
Mit dem Erhalt des Cattenom-Auftrages ist<br />
Wenutec der einzige MSDG-Hersteller, der in<br />
Frankreich für die KKW-Leistungsklassen 900<br />
und 1.300 MWe auf Referenzanlagen verweisen<br />
kann, einem Markt, in dem noch vergleichbare<br />
Modernisierungsmaßnahmen in mehr als 40<br />
KKW-Blöcken an 14 Standorten zur Vergabe<br />
anstehen.<br />
Modernisierte Schraubenspannmaschine im 900-MWe-Kernkraftwerk in Dampierre<br />
34 | 35
SIEMPELKAMP MASCHINEN- UND ANLAGENBAU<br />
Neue Dimensionen im Pressenbau –<br />
ein Gigant wird geboren<br />
Den Trend zu immer größeren und produktiveren Pressen für die Holzwerkstoffherstellung hat <strong>Siempelkamp</strong> seit langem entscheidend<br />
geprägt. Jetzt hat ein Team aus Technikern die größte Mehretagenpresse weltweit mit einer Leistung von über 700.000 m 3 (800 MMSF/Y)<br />
OSB p. a. entwickelt.<br />
von Ralf Griesche, G. <strong>Siempelkamp</strong> GmbH & Co. KG, und Lutz Riedemann, <strong>Siempelkamp</strong> Giesserei GmbH<br />
Dass die Abmessungen, Gewichte sowie die zu<br />
übertragenden Kräfte der Presse groß sind – sehr<br />
groß sogar –, versteht sich, eine Herausforderung<br />
also für Planung, Konstruktion, Fertigung, Transport<br />
und Montage. Darum mussten neue Wege<br />
G<br />
A<br />
C<br />
E<br />
F<br />
1 2 3 4<br />
D<br />
B<br />
beschritten werden, die enormen Kräfte sicher in<br />
den Griff zu bekommen.<br />
Dafür wurde ein Konzept entwickelt, das die<br />
erprobten und zuverlässigen Baustandards aus<br />
dem Bereich der kleineren Pressen auf die größere<br />
Dimension überträgt, gleichzeitig aber auch<br />
notwendige innovative Lösungen mit einbezieht.<br />
Dieses Konzept überzeugte Slocan-LP aus Richmond,<br />
BC, Kanada, und <strong>Siempelkamp</strong> erhielt<br />
den Auftrag für eine 12-Etagenpresse mit den<br />
Rohplatten-Abmessungen 12‘ (3.785 mm) x 34‘<br />
(10.515 mm), so hoch wie ein 8-stöckiges Haus<br />
mit einem Gewicht von mehr als 3.000 t.<br />
Acht hydraulische Presszylinder, jeder mit einem<br />
Kolben-Durchmesser von mehr als einem Meter,<br />
sorgen für eine Presskraft von insgesamt<br />
210.000 kN.<br />
Die Presse ist als Unterkolbenpresse ausgebildet,<br />
mit einem modularen Aufbau des Pressenrahmens.<br />
Die einzelnen Seitenständer werden von<br />
unteren und oberen Querträgern, den so genannten<br />
Rahmenholmen, zusammengehalten<br />
und bilden den Pressenrahmen. Alle Teile sind gesteckt<br />
und geschraubt und nicht geschweißt, wodurch<br />
eine hohe Dauerfestigkeit erreicht wird.<br />
Darstellung der Mehretagenpresse<br />
A: Oberholm, B: Seitenständer, C: Heizplatten, D: Schließmechanismus,<br />
E: Unterholm, F: Rahmenholm, G: Mensch<br />
Das gesamte <strong>Siempelkamp</strong>-Know-how und die<br />
Synergien in der <strong>Siempelkamp</strong>-Gruppe zeigten<br />
sich u. a. in der Herstellung der Schwerteile wie<br />
der Ober- und Unterholme (hier beispielhaft<br />
beschrieben). Der Kunde konnte davon überzeugt<br />
werden, dass in dieser Größenklasse – die<br />
Abmessungen betragen 4 x 11 Meter bei 1,8 m<br />
Dicke mit einem Rohgewicht von 215 t je Holm<br />
– eine Gusskonstruktion einer Schweißkonstruktion<br />
in puncto Langlebigkeit und Preiswürdigkeit<br />
überlegen ist.<br />
Damit war das eine Aufgabe für die <strong>Siempelkamp</strong><br />
Giesserei am Standort Krefeld.<br />
Die große Erfahrung unserer Handformgießerei<br />
hier am Werksstandort, die zur Weltelite bei<br />
Gussteilen bis 300 t Gewicht zählt, wird damit zu<br />
einem echten Wettbewerbsvorteil.<br />
Anhand der Konstruktionszeichnungen der<br />
<strong>Siempelkamp</strong> Maschinen- und Anlagenbau<br />
wurden von der <strong>Siempelkamp</strong> Gusstechnik die<br />
notwendigen Gießformen aus furangebundenem<br />
Quarzsand hergestellt. Dafür benötigten<br />
sie ca. 260 m 3 Sand. Diese Form bildet das<br />
Negativabbild des zu gießenden Werkstücks. Wo<br />
im Innern der Form Kernteile angebracht sind,<br />
werden nach dem Gießen im Werkstück Hohlräume<br />
entstehen. Die äußerlich massiv wirken-
den Ober- und Unterholme sind in ihrem Inneren<br />
gitterförmig strukturierte Gussteile, mit dem<br />
Ergebnis minimalen Gewichts bei gleichzeitig<br />
höchster dynamischer Festigkeit.<br />
Am Tag der Herstellung eines solchen Gussteils<br />
wurden 236 t Eisen erschmolzen und aus 4 Pfannen<br />
gleichzeitig in die Form gegossen. Die Form,<br />
die in betonierten Gruben eingelassen ist, wurde<br />
mit 760 t Gewicht beschwert, um die Formstabilität<br />
beim Abguss zu gewährleisten und die Auftriebskräfte<br />
durch das Flüssigeisen in der Form zu<br />
bändigen.<br />
Nach 3 Wochen war das Gussteil so weit abgekühlt,<br />
dass es aus der Form genommen werden<br />
konnte und in der Putzerei von Gießgraten und<br />
Sand gereinigt wurde.<br />
Alsdann konnte die kurze Reise auf einem Spezialtransporter<br />
zur nebenan gelegenen Werkshalle<br />
der <strong>Siempelkamp</strong> Maschinen- und Anlagenbau<br />
angetreten werden.<br />
Dort wurde die Endbearbeitung des Gussrohlings<br />
durchgeführt.<br />
Bei dem Holm wurde zuerst die Flächenbearbeitung<br />
mit einer Oberfräse vorgenommen. Damit<br />
wird das Fertigmaß des Werkstücks hergestellt.<br />
Anschließend werden die Bohrungen für die<br />
nachträgliche Befestigung des Holms in der<br />
Presse eingebracht.<br />
Alle Anlagen der Maschinenhalle waren mit der<br />
Größe und dem Gewicht des Werkstücks bis an<br />
die Grenze ihrer Kapazität ausgelastet – so etwas<br />
hatten selbst die sturmerprobten Meister in der<br />
Bearbeitung noch nicht unter den Händen<br />
gehabt.<br />
Auch die Heizplatten für die Presse werden im<br />
Werk Krefeld gebaut. Jede Heizplatte hat ein<br />
Bruttomaß von 4.105 mm x 10.730 mm und ein<br />
Gewicht von 70 t. Die Flächenbearbeitung erfolgt<br />
mit der Oberfräse auf das Nettomaß der<br />
Heizplatte.<br />
Sodann werden auf einer Tiefenlochbohrmaschine<br />
die Heizkanäle in das volle Material gebohrt.<br />
Hier hat <strong>Siempelkamp</strong> seit 120 Jahren ein überragendes<br />
Know-how, denn mit dieser patentierten<br />
Technik hatte sich der Firmengründer einst<br />
selbstständig gemacht.<br />
Pro Heizplatte werden ca. 700 Meter Bohrungen<br />
eingebracht, durch die später das Heizmedium<br />
zirkuliert und die Platten auf 220 – 250 Grad<br />
Celsius erhitzt.<br />
36 | 37<br />
1: Die Kernformteile werden in die Gussform eingebracht, 2: Abguss aus 4 Pfannen gleichzeitig,<br />
3: Der Unterholm in der Putzerei, 4: Ein Spezialtransporter bringt das 215-t-Teil in die benachbarte Maschinenfabrik,<br />
5: Beindicke Stahlseile für den Krantransport, 6: Die Oberflächenbearbeitung ...,<br />
7: ... auf der großen Portalfräse beginnt, 8: Der fertige Holm, filigran, aber stabil und immer noch ca. 200 t schwer,<br />
9: Schweißen eines Seitenständers, 10: Ein 18 m langer Seitenständer auf einem Bohr- und Fräswerk,<br />
11: Rahmenholm mit den Öffnungen für die Zylinder, 12: Die Oberfläche der Heizplatte wird gefräst,<br />
13: Einbringung der überlangen Bohrungen für die Heizkanäle<br />
5 6 7 8 9<br />
Die Slocan-Presse besitzt 12 Etagen, also mussten<br />
13 dieser übergroßen Heizplatten in Tagund<br />
Nachtarbeit gefräst und gebohrt werden,<br />
eine kniffelige Aufgabe auch für die Verantwortlichen<br />
Planer der Arbeitsprozesse.<br />
Ein weiteres technisches Meisterwerk ist<br />
die Herstellung der Presszylinder. Die aus<br />
Walzstahl gefertigten Segmente der Zylinder<br />
werden in einem ersten Schritt spanend<br />
bearbeitet, dann zusammengeschweißt und<br />
geglüht. In einem weiteren Arbeitsgang werden<br />
sie fertig gedreht, woran sich die Endbearbeitung<br />
mit dem Einbringen diverser Bohrungen<br />
anschließt.<br />
Das Einsetzen der Laufbuchsen in die Zylinder ist<br />
ein „cooler“ Vorgang, denn die Buchsen werden<br />
dabei in flüssigem Stickstoff auf -195 ° Celsius<br />
abgekühlt.<br />
Die so unterkühlten Buchsen werden in die Zylinder<br />
eingelegt. Durch Ausdehnung bei Umgebungstemperatur<br />
bekommen sie dann einen<br />
festen Sitz im Zylinder.<br />
Der Betrieb der 12-Etagenpresse erfordert<br />
ein ausreichend dimensioniertes Hydrauliksystem.<br />
Dieses System liefert den hydraulischen<br />
10 11 12 13
14: Endbearbeitung der Heizplatte auf der Oberfräse, 15: Ein Teil des Hydrauliksystems,<br />
16: Rundschweißen der Zylinder, 17: Letzte Überprüfung der Zylinder<br />
Druck von 320 bar, der die zum Pressen notwendige<br />
große Presskraft erzeugt.<br />
Bei der Drucklegung zu diesem Bericht waren<br />
noch alle bei <strong>Siempelkamp</strong> mit der Fertigstellung<br />
der Teile vollauf beschäftigt.<br />
Die erste Schwerlastverschiffung ist auf Ende<br />
Oktober <strong>2004</strong> terminiert. Ein Vorteil aus dem<br />
neuen modularen Konstruktionsprinzip der Presse<br />
sind die relativ einfache Verschiffung und der Transport<br />
der Einzelteile sowie ein rascher Aufbau am<br />
Produktionsstandort in Fort St. John, BC, Kanada.<br />
Die neue Presse wird das Herzstück innerhalb<br />
einer Band-/Sieb-Kombi-Anlage, die Siempel-<br />
SIEMPELKAMP MASCHINEN- UND ANLAGENBAU<br />
Finite Elemente-Berechnung, dargestellt an der Slocan 12-Fuß-Presse<br />
Die Finite Elemente-Methode (Abkürzung FEM) stellt ein Verfahren dar, mit dem komplexe Fragestellungen im Bereich Technik und Naturwissenschaft gelöst werden<br />
können. Basis des Verfahrens ist die Zerlegung des Gesamtproblems in kleinere, mathematisch beschreibbare Einzelteile. Mit der FEM können Fragestellungen nach<br />
Bauteilbelastungen, Crashsimulationen, Umformvorgängen, Strömungsberechnungen oder Wärmeleitungsfragen etc. geklärt werden.<br />
von Klaus Schürmann, <strong>Siempelkamp</strong> Maschinen- und Anlagenbau GmbH & Co. KG<br />
Auch bei der Konstruktion der 12-Fuß-Slocan-<br />
Presse kam die FEM zum Einsatz.<br />
Alle Schwerteile der Presse (Rahmenteile, Zylinder,<br />
Tische) sind untersucht worden. Fragestellungen<br />
wie Verformungen und Spannungen an<br />
den Bauteilen, aber auch Fragen nach der Druckverteilung<br />
am Produkt wurden geklärt.<br />
Gerade wenn, wie bei der Presse für Slocan, sehr<br />
große Kräfte und Bauteildimensionen im Spiel<br />
sind, ist die numerische Simulation solcher Bauteile<br />
unerlässlich.<br />
Die geometrische Beschreibung der Bauteile wird<br />
aus dem 3-D CAD-System direkt in die Berechnung<br />
übergeben. Hier werden Lasten und Rand-<br />
14 15 16 17<br />
kamp schon 16 Mal in Nordamerika verkaufen<br />
konnte.<br />
Für die Trocknung der Strands wird Büttner drei<br />
große Trommeltrockner installieren; das Separieren<br />
der getrockneten Strands in die verschiedenen<br />
Fraktionen erfolgt durch die neuen<br />
Quadradyn TM von PAL.<br />
In der Formstraße werden 6 OSB-Streumaschinen<br />
das Formen der Matte übernehmen.<br />
<strong>Siempelkamp</strong> Handling Systeme wird die komplette<br />
Endfertigung, inkl. einer vollautomatischen<br />
Sägenlinie, liefern; <strong>Siempelkamp</strong> Canada<br />
ist verantwortlich für die Automatisierung der<br />
Pressenstraße und der Endfertigung.<br />
bedingungen ergänzt und die so entstandenen<br />
Modelle berechnet und ausgewertet.<br />
In der Analyse sind Schwachstellen zu erkennen,<br />
die durch geometrische Varianten beseitigt<br />
werden.<br />
Die rasante Entwicklung im Bereich Berechnungsleistung<br />
ermöglicht die Analyse von sehr<br />
komplexen Strukturen. So ist heute die Darstellung<br />
des Gesamtsystems Presse möglich, während<br />
vor einigen Jahren nur die Abbildung von<br />
einzelnen Komponenten möglich war.<br />
Die Weitergabe der 3-D-Daten innerhalb des<br />
Herstellungsprozesses beschleunigt die Optimierung.<br />
Von der Konstruktion über die Berechnung<br />
Baubeginn wird im Dezember <strong>2004</strong> sein. Ab<br />
September 2005 werden dann pro Tag 2.020 m 3<br />
OSB in den Plattenstärken von 6 bis 32 mm produziert.<br />
Nur eine robuste Presse, die mit hoher<br />
Zuverlässigkeit arbeitet, kann diese Leistung<br />
wirtschaftlich erbringen.<br />
Alle Mitarbeiter am Standort Krefeld haben bei<br />
diesem Projekt ihr Bestes gegeben, alle Synergien<br />
wurden genutzt und neue Wege beschritten,<br />
um die Geburt des Giganten zu ermöglichen.<br />
Wir sind stolz auf diese Leistung!<br />
bis zur Arbeitsvorbereitung der Gießerei bildet<br />
sich eine zusammenhängende Prozesskette.<br />
Durch die Möglichkeit, die Geometrie im<br />
Gussmodell in weiten Grenzen zu beeinflussen,<br />
können homogene Spannungsverteilungen<br />
in der Struktur erzeugt werden. Dadurch ist<br />
eine optimale Materialverteilung im Bauteil<br />
möglich. Die unterschiedlichen Farben repräsentieren<br />
verschiedene Spannungsniveaus in der<br />
Struktur.<br />
Ist ein solches Modell einmal erstellt und berechnet,<br />
lassen sich daraus alle Spannungen, Verformungen,<br />
Reaktionskräfte, Druckverteilungen<br />
und damit die Wechselwirkungen zu den
<strong>Siempelkamp</strong> Giesserei erweitert die Kapazität<br />
Zusätzliche Sandregenerierung und neue Kernmacherei<br />
In der neuen Halle, im Anbau an den Großformbereich,<br />
nahmen im August <strong>2004</strong> die Großkernmacherei<br />
und die neue Sandregenerierung ihren<br />
Betrieb auf.<br />
Die Kernmacherei mit eigenen Mischerkomponenten<br />
ist ausgelegt auf die Herstellung von<br />
Großkernen. Durch die Verlagerung der ehemaligen<br />
Kernmacherei in diese neue Betriebseinheit<br />
wird der gewonnene Platz zur neuen Formfläche<br />
umgestaltet, wodurch eine Produktionssteigerung<br />
von 7 % oder umgerechnet ca. 4000 t<br />
gutem Guss erreicht wird.<br />
Die neue Sandregenerierungsanlage inklusive<br />
Formkastenausschlagrost und neuen Sandsilos<br />
entlastet die bestehenden Sandregenerierungen<br />
und ist für die zusätzliche Fertigung erforderlich.<br />
In den bestehenden Anlagen wurden Regenerierungsleistungen<br />
zwischen 92 % und 95 %<br />
erzielt. Diese Schwankungsbreiten ergaben sich<br />
zwangsläufig aus der Produktionspalette, d. h.,<br />
bei vielen Großgussteilen war die Kapazität nicht<br />
ausreichend, um die großen Mengen an Altsand<br />
wieder aufzubereiten. Positiv beeinflusst wird<br />
dieser Faktor jetzt zusätzlich durch Pufferstrecken<br />
und Lagerungsmöglichkeiten für Formkästen.<br />
Die neue Betriebseinheit verfügt über<br />
angrenzenden Gewerken (Fundamente, Rohrleitungen<br />
etc.) ableiten.<br />
Auch die Materialkontakte zwischen den einzelnen<br />
Bauteilen in der Gesamtstruktur werden<br />
abgebildet. Hier können z. B. Fragen nach<br />
notwendigen Schraubenvorspannungen geklärt<br />
werden.<br />
Das Modell der Presse beinhaltet neben den<br />
metallischen Bauteilen der Presse auch die Eigenschaft<br />
des zu verpressenden Holzmaterials.<br />
In jeder einzelnen Etage der Presse kann somit<br />
eine Voraussage der zu erwartenden Produktgeometrie<br />
gemacht werden.<br />
Fazit:<br />
Mit der FEM steht uns ein sehr effizientes<br />
Werkzeug zur Verfügung, ohne dessen Hilfe<br />
die präzise Auslegung von Bauteilen nicht möglich<br />
wäre.<br />
drei Siloanlagen mit je 200 t Fassungsvermögen<br />
und eine mechanische Regenerierungsleistung<br />
von bis zu 600 t pro Tag.<br />
Die neue Kernmacherei arbeitet jetzt auf einer<br />
Gesamtfläche von 900 m 2 und die Sandregenerierung<br />
wurde auf 700 m 2 erweitert. Gebäude<br />
und Anlagetechnik wurden in 4,5 Monaten<br />
erstellt.<br />
1<br />
3<br />
links: Die Hallenwand wird geschlossen,<br />
rechts: Der Portalkran in der Kernmacherei<br />
ist schon installiert<br />
38 | 39<br />
1: Spannungsverteilung im unteren Rahmenholm, 2: Auf dem Bild ist das Ergebnis einer FE-Simulation für das<br />
Gesamtmodell Presse zu sehen, 3: Presstisch unter Belastung. Die Abbildung zeigt einen Schnitt durch das Innere<br />
des unteren Presstisches in der Spannungsverteilung. Erkennbar sind die Krafteinleitung durch die acht Kolben<br />
und die homogene Lasteinleitung in die Gesamtstruktur.<br />
2
Tochter- und Beteiligungsgesellschaften<br />
Maschinen- und Anlagenbau<br />
Maschinen- und Anlagenbau<br />
<strong>Siempelkamp</strong> Maschinen- und<br />
Anlagenbau GmbH & Co. KG<br />
Engineering<br />
Sicoplan N.V.<br />
Engineering<br />
Dr. E. Schnitzler GmbH & Co. KG<br />
Trocknungs- und Umwelttechnik<br />
Büttner Gesellschaft für Trocknungs-<br />
und Umwelttechnik mbH<br />
CMC S.r.I.<br />
PAL S.r.I.<br />
IMAL S.r.I.<br />
Italien<br />
<strong>Siempelkamp</strong> S.r.I.<br />
Frankreich<br />
<strong>Siempelkamp</strong> France SARL<br />
USA<br />
<strong>Siempelkamp</strong> Limited Partnership<br />
Australien<br />
<strong>Siempelkamp</strong> Pty Ltd.<br />
Singapur<br />
<strong>Siempelkamp</strong> Pte Ltd.<br />
China<br />
<strong>Siempelkamp</strong> (Tianjin) International Trade Ltd.<br />
Brasilien<br />
<strong>Siempelkamp</strong> do Brasil Ltda.<br />
Russland<br />
<strong>Siempelkamp</strong> Moskau<br />
Industrieautomation<br />
ATR Industrie-Elektronik GmbH & Co. KG<br />
ferrocontrol Steuerungssysteme GmbH & Co. KG<br />
Handling Systeme<br />
<strong>Siempelkamp</strong> Handling Systeme GmbH & Co. KG<br />
Machines & Handling<br />
W. Strothmann GmbH & Co. KG<br />
Handling Systeme<br />
Schermesser S.A.<br />
Nukleartechnik<br />
Nukleartechnik<br />
<strong>Siempelkamp</strong> Nukleartechnik GmbH<br />
Entsorgungs- und Sicherheitstechnik<br />
Safetec Entsorgungs- und<br />
Sicherheitstechnik GmbH & Co. KG<br />
Wenutec GmbH<br />
Prüf- und Gutachter-Gesellschaft<br />
<strong>Siempelkamp</strong> Prüf- und<br />
Gutachter-Gesellschaft mbH<br />
Gusstechnik<br />
Giesserei<br />
<strong>Siempelkamp</strong> Giesserei GmbH<br />
Metallumformung<br />
Pressen Systeme<br />
<strong>Siempelkamp</strong> Pressen Systeme GmbH & Co. KG