

SpeedPulse â eine produktivitäts- und effizienzsteigernde - IQ Welding
SpeedPulse â eine produktivitäts- und effizienzsteigernde - IQ Welding
SpeedPulse â eine produktivitäts- und effizienzsteigernde - IQ Welding

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
f<br />
<strong>SpeedPulse</strong> - MIG/MAG-Weiterentwicklung<br />
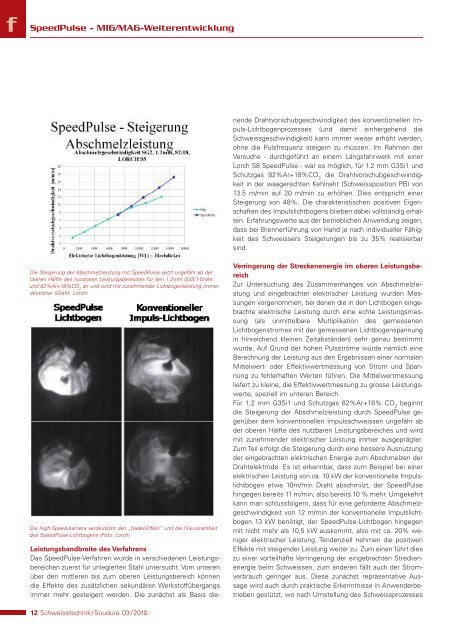
Die Steigerung der Abschmelzleistung mit <strong>SpeedPulse</strong> setzt ungefähr ab der<br />
oberen Hälfte des nutzbaren Leistungsbereiches für den 1,2mm G3Si1-Draht<br />
<strong>und</strong> 82%Ar+18%CO 2 an <strong>und</strong> wird mit zunehmender Lichtbogenleistung immer<br />
deutlicher (Grafik: Lorch)<br />
Die High-Speed-Kamera verdeutlicht den „Nadel-Effekt“ <strong>und</strong> die Fokussiertheit<br />
des <strong>SpeedPulse</strong>-Lichtbogens (Foto: Lorch)<br />
Leistungsbandbreite des Verfahrens<br />
Das <strong>SpeedPulse</strong>-Verfahren wurde in verschiedenen Leistungsbereichen<br />
zuerst für unlegierten Stahl untersucht. Vom unteren<br />
über den mittleren bis zum oberen Leistungsbereich können<br />
die Effekte des zusätzlichen sek<strong>und</strong>ären Werkstoffübergangs<br />
immer mehr gesteigert werden. Die zunächst als Basis die-<br />
12 Schweisstechnik / Soudure 03 / 2010<br />
nende Drahtvorschubgeschwindigkeit des konventionellen Impuls-Lichtbogenprozesses<br />
(<strong>und</strong> damit einhergehend die<br />
Schweiss geschwindigkeit) kann immer weiter erhöht werden,<br />
ohne die Pulsfrequenz steigern zu müssen. Im Rahmen der<br />
Versuche - durchgeführt an <strong>eine</strong>m Längsfahrwerk mit <strong>eine</strong>r<br />
Lorch S8 <strong>SpeedPulse</strong> - war es möglich, für 1.2 mm G3Si1 <strong>und</strong><br />
Schutzgas 82%Ar+18%CO 2 die Drahtvorschubgeschwindigkeit<br />
in der waagerechten Kehlnaht (Schweissposition PB) von<br />
13.5 m/min auf 20 m/min zu erhöhen. Dies entspricht <strong>eine</strong>r<br />
Steigerung von 48%. Die charakteristischen positiven Eigenschaften<br />
des Impulslichtbogens blieben dabei vollständig erhalten.<br />
Erfahrungswerte aus der betrieblichen Anwendung zeigen,<br />
dass bei Brennerführung von Hand je nach individueller Fähigkeit<br />
des Schweissers Steigerungen bis zu 35% realisierbar<br />
sind.<br />
Verringerung der Streckenenergie im oberen Leistungsbereich<br />
Zur Untersuchung des Zusammenhanges von Abschmelzleistung<br />
<strong>und</strong> eingebrachter elektrischer Leistung wurden Messungen<br />
vorgenommen, bei denen die in den Lichtbogen eingebrachte<br />
elektrische Leistung durch <strong>eine</strong> echte Leistungsmessung<br />
(als unmittelbare Multiplikation des gemessenen<br />
Lichtbogenstromes mit der gemessenen Lichtbogenspannung<br />
in hinreichend kl<strong>eine</strong>n Zeitabständen) sehr genau bestimmt<br />
wurde. Auf Gr<strong>und</strong> der hohen Pulsströme würde nämlich <strong>eine</strong><br />
Berechnung der Leistung aus den Ergebnissen <strong>eine</strong>r normalen<br />
Mittelwert- oder Effektivwertmessung von Strom <strong>und</strong> Spannung<br />
zu fehlerhaften Werten führen. Die Mittelwertmessung<br />
liefert zu kl<strong>eine</strong>, die Effektivwertmessung zu grosse Leistungswerte,<br />
speziell im unteren Bereich.<br />
Für 1,2 mm G3Si1 <strong>und</strong> Schutzgas 82%Ar+18% CO 2 beginnt<br />
die Steigerung der Abschmelzleistung durch <strong>SpeedPulse</strong> gegenüber<br />
dem konventionellen Impulsschweissen ungefähr ab<br />
der oberen Hälfte des nutzbaren Leistungsbereiches <strong>und</strong> wird<br />
mit zunehmender elektrischer Leistung immer ausgeprägter.<br />
Zum Teil erfolgt die Steigerung durch <strong>eine</strong> bessere Ausnutzung<br />
der eingebrachten elektrischen Energie zum Abschmelzen der<br />
Drahtelektrode. Es ist erkennbar, dass zum Beispiel bei <strong>eine</strong>r<br />
elektrischen Leistung von ca. 10 kW der konventionelle Impulslichtbogen<br />
etwa 10m/min Draht abschmilzt, der <strong>SpeedPulse</strong><br />
hingegen bereits 11 m/min, also bereits 10 % mehr. Umgekehrt<br />
kann man schlussfolgern, dass für <strong>eine</strong> geforderte Abschmelzgeschwindigkeit<br />
von 12 m/min der konventionelle Impulslichtbogen<br />
13 kW benötigt, der <strong>SpeedPulse</strong>-Lichtbogen hingegen<br />
mit nicht mehr als 10,5 kW auskommt, also mit ca. 20% weniger<br />
elektrischer Leistung. Tendenziell nehmen die positiven<br />
Effekte mit steigender Leistung weiter zu. Zum <strong>eine</strong>n führt dies<br />
zu <strong>eine</strong>r vorteilhafte Verringerung der eingebrachten Streckenenergie<br />
beim Schweissen, zum anderen fällt auch der Stromverbrauch<br />
geringer aus. Diese zunächst repräsentative Aussage<br />
wird auch durch praktische Erkenntnisse in Anwenderbetrieben<br />
gestützt, wo nach Umstellung des Schweissprozesses


