Beleg Werkzeugkonstruktion
Beleg Werkzeugkonstruktion
Beleg Werkzeugkonstruktion

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
<strong>Beleg</strong><br />
<strong>Werkzeugkonstruktion</strong><br />
Christian Schettler<br />
032104/13<br />
(leicht modifiziert)<br />
Nicht korrigiert - Gleichungen nicht "blind" übernehmen!<br />
- 1 -
Inhaltsverzeichnis<br />
Seite<br />
Inhaltsverzeichnis ................................................................................................................2<br />
Bilderverzeichnis .................................................................................................................4<br />
Bilderverzeichnis .................................................................................................................4<br />
Tabellenverzeichnis.............................................................................................................4<br />
Verzeichnis der Formelzeichen ...........................................................................................5<br />
Quellenverzeichnis ..............................................................................................................8<br />
1 Aufgabenstellung ....................................................................................................9<br />
2 Zuschnittermittlung................................................................................................11<br />
2.1 Ermittlung der gestreckten Länge .........................................................................11<br />
2.2 Platinenabmessungen bzw. Bandabmessungen ..................................................12<br />
3 Festlegung des Ausgangsmaterials......................................................................13<br />
4 Ermittlung der Rand- und Stegbreiten sowie des Seitenschneiderabfalls.............14<br />
5 Wahl des günstigsten Streifenbildes .....................................................................15<br />
5.1 Streifenbildvarianten .............................................................................................15<br />
5.2 Ermittlung des Materialbedarfs und -kosten..........................................................16<br />
5.3 Gesamtbewertung mit weiteren Kriterien ..............................................................17<br />
6 Biegen...................................................................................................................18<br />
6.1 Berechnung der Rückfederung .............................................................................18<br />
6.2 Biegeradius...........................................................................................................19<br />
6.3 Untersuchung ob Lochen vor oder nach Biegen...................................................19<br />
7 Untersuchung von Werkzeugbauarten..................................................................20<br />
- 2 -
7.1 Getrenntes Schneid- und Biegewerkzeug.............................................................20<br />
7.2 Folgewerkzeug......................................................................................................20<br />
7.3 Gesamtwerkzeug ..................................................................................................21<br />
7.4 Gewählte Werkzeugbauart ...................................................................................21<br />
8 Arbeitsstufenfolgen (Varianten).............................................................................22<br />
9 Entwurf von Werkzeugvarianten ...........................................................................27<br />
10 Berechnung des Kraftbedarfs ...............................................................................35<br />
10.1 Berechnung der Schneidkräfte..............................................................................35<br />
10.2 Berechnung der Abstreif- bzw. Rückzugskraft ......................................................38<br />
10.3 Biegekraftberechnung...........................................................................................39<br />
11 Auswahl der Federn..............................................................................................40<br />
12 Arbeitsbedarf.........................................................................................................44<br />
12.1 Schneidarbeit........................................................................................................44<br />
12.2 Biegearbeit............................................................................................................44<br />
12.3 Federarbeit ...........................................................................................................44<br />
12.4 Gesamtarbeitsbedarf ............................................................................................45<br />
12.5 Zusammenfassung ...............................................................................................45<br />
13 Auswahl der Presse ..............................................................................................46<br />
13.1 Berechnung des erforderlichen Stößelhubes H ....................................................46<br />
13.2 Berechnung des Einbauraums bei HR 40 / 550 NL ..............................................46<br />
13.3 Presskraft..............................................................................................................47<br />
13.4 Abschätzung des möglichen Arbeitsvermögens ...................................................48<br />
13.5 Auswahl der Presse ..............................................................................................48<br />
14 Zusatzangaben auf der Zeichnung .......................................................................49<br />
15 Anlagen.................................................................................................................50<br />
- 3 -
Bilderverzeichnis<br />
Bild Bildunterschrift Seite<br />
1 Gestreckte Länge 11<br />
2 Platinen- bzw. Bandabmessungen 12<br />
3 Streifenbildvariante 1 15<br />
4 Streifenbildvariante 2 15<br />
5 Streifenbildvariante 3 15<br />
6 Mindestabstand der Biegung zu den Löchern 19<br />
7 Arbeitsstufen 37<br />
8 Belastungsbereich nach /6/ 40<br />
9 Erläuterungen Federwege nach /6/ 40<br />
10 Federdiagramm 42<br />
11 Kraftverlauf 47<br />
Tabellenverzeichnis<br />
Tabelle Tabellenüberschrift<br />
Seite<br />
1 Rand- und Stegbreite, Seitenschneiderabfall 14<br />
2 Materialbedarf, Materialkosten 16<br />
3 Streifenbildbewertung, gesamt 17<br />
4 Schnittlängen und Schnittkräfte 37<br />
5 Arbeitsbedarf 45<br />
6 Kraftbedarf 47<br />
7 Pressenauswahl 48<br />
8 Zusatzangaben für Zeichnung 49<br />
- 4 -
Verzeichnis der Formelzeichen<br />
Formelzeichen Einheit Bedeutung<br />
α ° Biegewinkel<br />
α w<br />
° Winkel am Werkzeug<br />
a mm Randbreite<br />
a min mm Mindestabstand einer Bohrung zum Biegeradius<br />
B mm Bandbreite; Streifenbreite<br />
c<br />
C-Faktor für den minimalen Biegeradius<br />
C R Abstreiffaktor<br />
D h mm Minimaler Einbauraum für die Feder<br />
F Abstreif,erf N Erforderliche Abstreifkraft<br />
F Abstreif,vorh N Vorhandene (tatsächliche) Abstreifkraft<br />
F ∧ B<br />
N Maximale Biegekraft<br />
F B max N Maximale Kraft für den Biegeprozess<br />
F EN<br />
N Endkraft zum Nachdrücken beim Biegen ohne Gegenhalter<br />
F R(i)<br />
N Rückzugskraft / Abstreifkraft (der i-ten Bearbeitungsstufe)<br />
F R,ges N Gesamte Rückzugskraft / Abstreifkraft<br />
F ∧ S(i) N Maximale Schneidkraft (der i-ten Bearbeitungsstufe)<br />
F ∧ S,ges N Gesamte maximale Schneidkraft<br />
F n N Nennfederkraft (maximal zulässige Federkraft)<br />
F 6 N Federkraft bei 62 % Federvorspannung<br />
e mm Stegbreite<br />
f<br />
Korrekturfaktor für Stempelanschliff<br />
H mm Stößelhub mit Vorschubschritt<br />
H gew mm Gewählter Stößelhub mit Vorschubschritt<br />
H max mm Maximaler Stößelhub der Presse<br />
h Einbauraum mm Einbauraumhöhe der Presse<br />
h B mm Biegeweg<br />
h vU mm Mindeststößelhub ohne Vorschubschritt<br />
- 5 -
Formelzeichen Einheit Bedeutung<br />
1<br />
'<br />
h z<br />
mm Abstand Umgriff - Schneidplatte<br />
h z<br />
mm Höhe der Führungsleiste<br />
i mm Seitenschneiderabfall<br />
i F St. Anzahl der Federn im Werkzeug<br />
K mm K-Faktor (Rückfederungsfaktor für die Biegung)<br />
L mm Streifenlänge<br />
L 0 mm Unbelastete Federlänge<br />
l 0<br />
mm Gestreckte Länge<br />
l , ,<br />
l2<br />
3<br />
l mm Schekellängen des gebogenen Teil<br />
l a<br />
mm Randlänge<br />
l B<br />
mm Länge aller Biegekanten<br />
l e<br />
mm Steglänge<br />
l S(i) mm Schnittlinienlängen (der i-ten Bearbeitungsstufe)<br />
l Ü mm Überstand des Suchstiftes über die Streifendruckplatte<br />
m a kg/a Materialmasse pro Jahr<br />
m S Korrekturfaktor für Schneidarbeit<br />
m B Korrekturfaktor für Biegearbeit<br />
N a St./a Jahrestückzahl an Werkstücken<br />
p mm Parallelanteil des Schneiplattendurchbruches<br />
P € Materialkosten für die gesamte Laufzeit<br />
p a<br />
€/a Materialkosten pro Jahr<br />
p m €/kg Spezifischer Materialpreis<br />
r i<br />
mm Biegewinkel<br />
r i,min mm Minimaler Biegeradius<br />
r iW mm Radius am Biegeeinsatz<br />
R N/mm Federkonstante (Federsteife)<br />
R m N/mm² Zugfestigkeit<br />
ρ kg/m³ Materialdichte<br />
- 6 -
Formelzeichen Einheit Bedeutung<br />
s 0<br />
mm Blechdicke<br />
S Abstreif Abstreifsicherheit<br />
s A6 mm Zulässiger Federhub (mit Belastung bis 62 % von s n )<br />
s A6,erf mm erforderlicher Federhub (mit Belastung bis 62 % von s n )<br />
s n mm Maximaler Federweg (Nennfederweg)<br />
s 6 mm Federweg bei 62% Federvorspannung<br />
s v6 mm Erforderliche Federvorspannung für Dauerfestigkeit und<br />
Belastung bis 62% des Nennfederweges<br />
s v6,gew mm Gewählte Federvorspannung im Werkzeug<br />
s Vor mm Vorschubschritt<br />
t E mm Stempeleintauchtiefe in die Matrize<br />
t EF mm Eintauchtiefe der Stempelunterkante in die Streifendruckplatte<br />
t f<br />
a Fertigungsdauer<br />
t S mm Sicherheitsabstand<br />
W B Nm Biegearbeit pro DH<br />
W F Nm Federarbeit pro DH<br />
W S Nm Schneidarbeit pro DH<br />
W ges Nm Gesamter Arbeitsbedarf pro DH<br />
x<br />
Korrekturfaktor für die Biegung<br />
x F Korrekturfaktor für die Schneidkraft<br />
Z<br />
Streifen/a Jahres-Streifenstückzahl<br />
z st<br />
St. Werkstücke pro Streifen<br />
z v<br />
St. Teile je Vorschubschritt<br />
z wz St. Werkstücke, die im Werkzeug halb bearbeitet verbleiben<br />
- 7 -
Quellenverzeichnis<br />
/1/ Klepzig, W.: Schneid- und Umformwerkzeuge für die Blechbearbeitung<br />
(Stanzwerkzeuge), Bilder und Tafeln. Zwickau: 2002<br />
/2/ VDI 3367 (zurückgezogen)<br />
Rand und Stegbreiten<br />
/3/ Oehler, G.; Kaiser, F.: Schnitt-, Stanz- und Ziehwerkzeuge. Berlin, Heidelberg u.a.:<br />
Springer 2001<br />
/4/ Norm DIN 6935 Teil 1 Oktober 1975<br />
Kaltbiegen von Flacherzeugnissen aus Stahl<br />
/5/ Norm DIN 1623 Teil 2 Februar 1986<br />
Kaltgewalztes Band und Blech<br />
/6/ FIBRO GmbH (Hrsg.): FIBRO Normalien 3d Katalog, CD-ROM, Dateiversion 8.0.23,<br />
2004<br />
/7/ RASTER (Hrsg.): Datenblatt<br />
- 8 -
1 Aufgabenstellung<br />
- 9 -
- 10 -
2 Zuschnittermittlung<br />
2.1 Ermittlung der gestreckten Länge<br />
Bild 1:<br />
Gestreckte Länge<br />
Ermittelte Maße aus Zeichnung (mittels CATIA):<br />
Längen:<br />
Biegeradius:<br />
Blechdicke:<br />
Biegewinkel:<br />
l 1 = 33,00 mm<br />
r i = 1mm<br />
s 0 = 1mm<br />
o<br />
α = 53,130<br />
l 2 = 3,50 mm l 3 = 12,50 mm<br />
Berechnung des Korrekturfaktors x nach /1, Bild 81/<br />
für 0,5<br />
≥ x ≥ 0,3 gilt:<br />
−α<br />
( 1−1,<br />
)<br />
−α ⎡<br />
12 ⋅r<br />
r ⎤<br />
x ≈ 0,5 ⋅1,02<br />
+ ⎢0,25<br />
+ 0,13 ⋅lg<br />
i<br />
−<br />
i<br />
⎥ ⋅ 02<br />
⎣<br />
s0<br />
300 ⋅ s0<br />
⎦<br />
x ≈ 0,5 ⋅1,02<br />
x ≈ 0,426<br />
−53,13<br />
⎡<br />
12 ⋅1mm<br />
1mm ⎤<br />
+ ⎢0,25<br />
+ 0,13 ⋅lg<br />
−<br />
1mm 300 1mm<br />
⎥ ⋅<br />
⎣<br />
⋅ ⎦<br />
−53,13<br />
( 1−1,02<br />
)<br />
( 1 )<br />
Berechnung der gestreckten Länge l 0 nach /1, Bild 81/<br />
π<br />
l0 = l1<br />
+ l2<br />
+ l3<br />
+ 2 ⋅ ⋅ α ⋅(ri<br />
+ x ⋅ s0<br />
)<br />
( 2 )<br />
180<br />
π<br />
l 0 = 33 mm + 3,5 mm + 12,5 mm + 2 ⋅ ⋅53,13° ⋅(1mm<br />
+ 0,426 ⋅1mm)<br />
180°<br />
l 0 = 51,65 mm<br />
gestreckte Länge:<br />
l 0 = 51,65 mm<br />
- 11 -
2.2 Platinenabmessungen bzw. Bandabmessungen<br />
Die Platinenabmessungen sind abhängig von der Abwicklung des Teils. Die Bandbreite B<br />
ergibt sich aus der Summe von l e und den entsprechenden Randbreiten sowie<br />
Seitenschneiderabschnitten.<br />
Bild 2:<br />
Platinen- bzw. Bandabmessungen<br />
Werkstück quer zum Streifen (Streifenbildvariante 1 und 3, Bild 3 und Bild 5, S. 15):<br />
B ≥ l e + 2 ⋅i<br />
( 3 )<br />
B ≥ l e + 2 ⋅i<br />
= 51,65 mm + 2 ⋅1,5 mm = 54,65 mm<br />
gewählt: B = 55 mm<br />
Werkstück längs zum Streifen (Streifenbildvariante 2, Bild 4, S. 15):<br />
B ≥ l a + 2 ⋅i<br />
( 4 )<br />
B ≥ l a + 2 ⋅i<br />
= 25 mm + 2 ⋅1,5 mm = 28 mm<br />
gewählt: B = 30 mm<br />
- 12 -
3 Festlegung des Ausgangsmaterials<br />
Werkstück quer zum Streifen (Streifenbildvariante 1 und 3, Bild 3 und Bild 5, S. 15)<br />
Streifenbreite: B = 55 mm<br />
Streifenlänge: L = 2000 mm (angenommen)<br />
Vorschub: s Vor = 26,3 mm bzw. s Vor = 23,8 mm<br />
Werkstücke pro Streifen:<br />
L − e<br />
zst = − z wz<br />
( 5 )<br />
V<br />
2000 mm −1.6 mm<br />
z st = −10<br />
= 74 −10<br />
= 64 bzw. 73<br />
26,3 mm<br />
Steifenstückzahl:<br />
Na<br />
zst<br />
Z = ( 6 )<br />
St.<br />
300000<br />
Streifen<br />
Z = a = 4688<br />
bzw. 4109 Streifen/a<br />
St.<br />
a<br />
64<br />
Streifen<br />
Werkstück quer zum Streifen (Streifenbildvariante 2, Bild 4, S. 15)<br />
Streifenbreite: B = 35 mm<br />
Streifenlänge: L = 2000 mm (angenommen)<br />
Vorschub: s Vor = 51,3 mm<br />
Werkstücke pro Streifen:<br />
L − e<br />
zst = − z wz<br />
( 7 )<br />
V<br />
2000 mm − 1.6 mm<br />
St.<br />
z st =<br />
− 10 = 38 − 10 = 28<br />
51,3 mm<br />
Streifen<br />
Streifenstückzahl:<br />
Aus ( 6 ) ergibt sich:<br />
St.<br />
300000<br />
Streifen<br />
Z = a = 10715<br />
St.<br />
a<br />
28<br />
Streifen<br />
Nach Empfehlung, wird bei mehr als Z = 200<br />
bevorzugt.<br />
gewählt: Bandverarbeitung<br />
Streifen/Jahr die Bandverarbeitung<br />
- 13 -
4 Ermittlung der Rand- und Stegbreiten sowie des<br />
Seitenschneiderabfalls<br />
Nach /2, Tafel 1/ gilt:<br />
Bei einer Streifenbreite<br />
B ≤ 100 mm und einer Blechdicke<br />
s 0 = 1,0 mm :<br />
Tabelle 1:<br />
Rand- und Stegbreite, Seitenschneiderabfall<br />
Steg- oder<br />
Randlänge<br />
Ranbreite<br />
Stegbreite<br />
Seitenschneiderabfall<br />
l e , l a in mm a in mm e in mm i in mm<br />
50 … 100<br />
(Variante 1 bis 3)<br />
1,3 1,3 1,5<br />
Daraus ergibt sich eine Bandbreite B für:<br />
• Streifenbildvariante 1 und 3 (Bild 3 und Bild 5, S.15):<br />
• Streifenbildvariante 2 (Bild 4, S. 15):<br />
B = 55 mm<br />
B = 30 mm<br />
- 14 -
5 Wahl des günstigsten Streifenbildes<br />
5.1 Streifenbildvarianten<br />
Bild 3: Streifenbildvariante 1<br />
Bild 4: Streifenbildvariante 2<br />
Bild 5: Streifenbildvariante 3<br />
- 15 -
5.2 Ermittlung des Materialbedarfs und -kosten<br />
Die benötigte Materialmasse pro Jahr ergibt sich aus:<br />
m<br />
a<br />
N<br />
= s<br />
a<br />
Vor ⋅B<br />
⋅ s0<br />
⋅ρ ⋅<br />
( 8 )<br />
z<br />
v<br />
Die dafür erforderlichen Materialkosten pro Jahr betragen:<br />
p<br />
a<br />
= m ⋅p<br />
( 9 )<br />
a<br />
m<br />
mit spezifischer Materialpreis<br />
€<br />
p m = 1<br />
kg<br />
Die Materialkosten für der gesamte Laufzeit ergeben sich zu:<br />
P = p a ⋅ t f<br />
( 10 )<br />
Tabelle 2:<br />
Materialbedarf, Materialkosten<br />
Variante 1 Variante 2 Variante 3<br />
Vorschub s Vor in mm 26,30 52,95 47,60<br />
Streifenbreite B in mm 55,00 30,00 55,00<br />
Blechdicke s 0 in mm 1,00 1,00 1,00<br />
Dichte ρ in kg/m 3 7 850 7 850 7 850<br />
Jahresstückzahl N a in St/a 300 000 300 000 300 000<br />
Teile je Vorschubschritt z v in St 1 1 2<br />
Spez. Materialpreis p m in €/kg 1 1 1<br />
Fertigungsdauer t f in a 3 3 3<br />
Materialmasse pro Jahr m a in kg/a 3 406,51 3 740,92 3 082,69<br />
Materialkosten pro Jahr p a in €/a 3 406,51 3 740,92 3 082,69<br />
Materialkosten für gesamte Laufzeit P in € 10 219,53 11 222,76 9 248,07<br />
Vergleich in % 110 121 100<br />
Mehrkosten für die gesamte Laufzeit in € 971,46 1 975,69 0<br />
Die geringsten Materialkosten hat Variante 3. Aber auch Variante 1 ist vertretbar, weil<br />
auch nur die halbe Anzahl an Aktivelementen erforderlich ist.<br />
- 16 -
5.3 Gesamtbewertung mit weiteren Kriterien<br />
Nachfolgend ist eine Bewertung einer Auswahl von wichtigen Kriterien zu sehen:<br />
Tabelle 3:<br />
Streifenbildbewertung, gesamt<br />
Bewertungskriterien<br />
günstig mittel ungünstig<br />
3 2 1<br />
Wichtungsfaktoren<br />
Streifenbildvariante<br />
1 2 3<br />
Materialbedarf und -kosten 0,30 2 1 3<br />
Lage der Biegekanten 0,30 3 1 2<br />
Bandvorschub 0,20 3 2 3<br />
Erwartete Kosten für das Werkzeug (z. B.<br />
Aktivelemente, Streifenheber, …)<br />
0,20 3 2 1<br />
Summe 1,00 2,7 1,4 2,3<br />
Die beste Streifenbildvariante nach diesen Bewertungskriterien ist die Variante 1. Aus<br />
diesem Grund wird die Arbeitsstufenfolge nach Variante 1 ausgeführt.<br />
Eigenschaften von Variante 1:<br />
• Relativ geringer Werkstoffbedarf geringe Werkstoffkosten<br />
• Biegekante liegt in Vorschubrichtung Vorschub gut realisierbar<br />
• Kleiner Bandvorschub geringe Werkzeuglänge nur kleine Presse nötig<br />
• Aufgrund guter Lage der Schnittkontur und Biegekante: einfacher Werkzeugaufbau <br />
geringe Werkzeugkosten (keine Streifenheber erforderlich, wenig Aktivelemente, …)<br />
- 17 -
6 Biegen<br />
6.1 Berechnung der Rückfederung<br />
Mit ermittelten Werten:<br />
Biegewinkel des Bleches: α = 53 , 13°<br />
Biegeradius:<br />
r i = 1mm<br />
Blechdicke:<br />
s 0 = 1mm<br />
Werkstoff:<br />
Berechnung nach /1, Bild 84/<br />
USt37-2 G03g<br />
U: Desoxidationsart: unberuhigt<br />
St37-2: St37 Gütegruppe 2<br />
O3 : üblich kaltgewalzte Oberfläche<br />
g: Oberflächenausführung „glatt“, R a < 0,9 µm<br />
r<br />
Nach /3, S. 687/ gilt für den Werkstoff St37-2 mit<br />
i<br />
= 1 ein K-Faktor von 0,99.<br />
s<br />
Ohne Überbiegen federt das Blech auf<br />
α = K ⋅ α w<br />
( 11 )<br />
α = 0 ,99 ⋅53,13°<br />
= 52, 60°<br />
zurück.<br />
Dies entspricht einer Rückfederung von<br />
Δα = α w − α<br />
( 12 )<br />
Δα = 53,13° − 52,6°<br />
= 0, 53°<br />
je Biegekante.<br />
Die zulässige Abweichung von der Winkelstellung nach /4, Tabelle4/ soll für<br />
Schenkellängen bis 30 mm kleiner als ±2° sein. Da dies der Fall ist, muss das Profil<br />
normalerweise nicht überbogen werden. Weil aber der Biegewinkel kleiner als 90° ist,<br />
macht es auch keine Probleme, das Blech soviel zu überbiegen, dass es (theoretisch)<br />
genau auf 53,13° zurückfedert.<br />
Der am Werkzeug vorhandene Biegewinkel, bei dem das Blech nach Entlastung auf<br />
α = 53, 13°<br />
zurückfedert, berechnet sich wie folgt:<br />
α<br />
α w =<br />
( 13 )<br />
K<br />
53,13°<br />
α w = = 53, 67°<br />
0,99<br />
Also muss das Blech um<br />
Δα = α w − α<br />
( 14 )<br />
Δα = 53,67 − 53,13 = 0, 54°<br />
überbogen werden.<br />
0<br />
- 18 -
6.2 Biegeradius<br />
Die Berechnung erfolgt ebenfalls nach /1, Bild 84/<br />
Der am Werkzeug erforderliche Radius für einen Blechteilradius r i = 1 mm berechnet sich<br />
zu:<br />
riW<br />
= ri<br />
⋅K<br />
( 15 )<br />
r iW = 1mm ⋅ 0.99 = 0,99 mm<br />
Der minimale Biegeradius nach /1, Bild 82/ für das Band (kaltgewalzt und rekristallisierend<br />
geglüht nach /5/) bei parallel zur Walzrichtung angeordneter Biegekante gilt:<br />
r<br />
≈ c ⋅ s mit c = 0,5 ( 16 )<br />
i,min<br />
0<br />
r i , min ≈ 0,5 ⋅1mm<br />
=<br />
0,5 mm<br />
Weil der Biegewinkel kleiner als 90° ist, ist ein Biegeradius von 1mm noch vertretbar.<br />
Sicherheit vorhanden<br />
6.3 Untersuchung ob Lochen vor oder nach Biegen<br />
Der minimale Abstand der Außenkontur des Loches zum Beginn des Biegeradius ermittelt<br />
sich nach /1, Bild 85/ zu:<br />
a<br />
= 2 ⋅<br />
( 17 )<br />
min s 0<br />
a min = 2 ⋅1mm<br />
= 2 mm<br />
Die tatsächlich vorhandenen Abstände betragen:<br />
• vom Loch zum Radiusbeginn: 3,75 mm<br />
• vom Langloch zum Radiusbeginn: 4,00 mm<br />
Bild 6:<br />
Mindestabstand der Biegung zu den Löchern<br />
Die Abstände sind größer als a min und es sind auch nur Allgemeintoleranzen nach<br />
DIN 6030 -m einzuhalten. Deshalb kann vor dem Biegen gelocht werden.<br />
- 19 -
7 Untersuchung von Werkzeugbauarten<br />
7.1 Getrenntes Schneid- und Biegewerkzeug<br />
Vorteile:<br />
• Sehr einfacher Aufbau von Schneid- und Biegewerkzeug geringe<br />
Werkzeugherstellkosten, auch als Summe beider Werkzeuge<br />
• Geringe Einbauhöhe der Werkzeuge kleine Pressen nur nötig aber 2 Stück !!!<br />
• Sehr hohe Hubzahlen bei einzelnen Schneidwerkzeug möglich, aber keine<br />
Zeitersparnis durch zusätzlich zweiten Biegearbeitsgang (Nachteil!)<br />
• Gute Werkstoffausnutzung<br />
Nachteile:<br />
• Zusätzliche Speicher- und Handhabeeinrichtungen für den Wechsel oder<br />
• Beim manuellen Einlegen und Entnehmen sind viele Arbeitskräfte nötig<br />
• Nur in Niedriglohnländern produktiv einsetzbar<br />
• Lange Bearbeitungs- und Maschinenbelegzeit hohe Lohn- und Maschinenkosten<br />
7.2 Folgewerkzeug<br />
Vorteile:<br />
• Für komplizierte Teile mit vielen verschiedenen Schneid- und Umformoperationen<br />
(auch kleine Teile mit geringen Konturabständen, die im Gesamtwerkzeug nicht<br />
herstellbar sind).<br />
• Werkstückweitergabe durch Bandvorschub hohe Genauigkeit<br />
• Nur eine Presse nötig.<br />
• Für Teile mit komplizierten Formausschnitten, die in einer Operation schwer oder nicht<br />
herstellbar sind.<br />
• Hohe Produktivität<br />
• Kurze Bearbeitungs- und Maschinenbelegzeit geringe Lohn- und Maschinenkosten<br />
Nachteile:<br />
• Oft Gratbildung auf beiden Werkstückseiten (wenn Ausschneiden in Schneidmatrize)<br />
kompliziertere Nachbehandlung (Entgraten) notwendig<br />
• Durch komplexen Werkzeugaufbau ergibt sich ein hoher Entwicklungs- und<br />
Wartungsaufwand hohe Kosten für Werkzeugentwicklung, -herstellung, -wartung<br />
und -instandhaltung<br />
- 20 -
• Durch große Länge der Werkzeuge Aufkippung möglich<br />
• Bei einfachem Aufbau (ohne gefederte Führungsplatte) ist Bandwölbung möglich.<br />
• Aufgrund der vielen Stufen sind oft nur kleinere Werkstücke herstellbar, da sonst der<br />
Einbauraum der Presse nicht ausreicht.<br />
7.3 Gesamtwerkzeug<br />
Vorteile:<br />
• Gratbildung nur auf einer Seite einfachere Nachbehandlung<br />
• Sehr genaue Lage der Innen- zur Außenkontur, weil Werkstück in einem Werkzeug in<br />
einer Stufe komplett hergestellt wird.<br />
• Ebenere Platinen, da Kräfte für Ausschneiden und Lochen entgegengerichtet wirken,<br />
Band bzw. Streifen zwischen Ausschneidmatrize und gefederter Streifenauflage<br />
eingespannt ist, ggf. zusätzlich das Blech zwischen Ausschneidstempel und einem<br />
gefederten Auswerfer eingespannt ist.<br />
• Sehr große Werkstücke herstellbar<br />
Nachteile<br />
• Problematisch sind kleine Konturabstände Bruchgefahr an Ausschneidstempel<br />
• Geringere Produktivität als Folgewerkzeuge, da komplizierter Auswerfprozess (z. B.<br />
Ausblasen) notwendig ist geringere Hubzahlen höhere Lohn- und<br />
Maschinenkosten als bei FVW<br />
• Begrenzte Umformoperationen ausführbar, weil alles in einer Stufe hergestellt werden<br />
muss.<br />
7.4 Gewählte Werkzeugbauart<br />
Für dieses Teil, welches aus Schneid- und Umformoperationen hergestellt wird, ist aus<br />
wirtschaftlichen Gesichtspunkten das Folgverbundwerkzeug dem getrennten Schneidund<br />
Biegewerkzeug vorzuziehen.<br />
Die Herstellung in nur einer Stufe in einem Gesamtwerkzeug würde nicht oder nur schwer<br />
zu realisieren sein und eine schlechtere Produktivität ergeben.<br />
Gewählt: Folgeverbundwerkzeug<br />
- 21 -
8 Arbeitsstufenfolgen (Varianten)<br />
Die Arbeitsstufenfolge wurden für die Streifenbildvariante 1 (Bild 3, S. 11) ausgeführt.<br />
gewählte Arbeitsstufenfolge: Variante 2<br />
- 22 -
9 Entwurf von Werkzeugvarianten<br />
Variante 1:<br />
• Werkzeug mit Gleitführung mit Führungsbuchsen mit Flansch aus carboniertem<br />
Sintereisen nach DIN 9831 / ISO 9448-4<br />
• Wechselführungssäule mit Bund und Haltestückverschraubung<br />
• Vorgespannte Federeinheit<br />
• Federnde Suchstifte beim Biegen und zur Vorschubschrittkorrektur für den<br />
Seitenschneider<br />
• Vorschubschrittrealisierung durch 2 Seitenschneider und 1 Suchstift<br />
• Federnde Führungsplatte mit angeschraubter Streifendruckplatte kein Aufbiegen<br />
des Streifens beim Schneid- und Biegevorgang<br />
• Stempelaufnahme in Stempelhalteplatte<br />
• 2 Schneidplatten und 1 Biegematrize als modularerer Aufbau<br />
• Streifenführung in Streifenführungsplatte mit Umgriff<br />
• Werkstückabfuhr durch Abschneiden vom Band und somit Herunterrutschen des<br />
Werkstücks in letzter Stufe<br />
• Abfuhr des gesamten Blechabfalls durch das Werkzeug und den Tisch der<br />
Werkzeugmaschine es bleibt kein Streifengitter am Ende der Bearbeitung übrig!!<br />
• Aufnahme des Werkzeugoberteils durch Einspannzapfen nach DIN ISO 10242-1<br />
(kaum für Schneidautomaten!)<br />
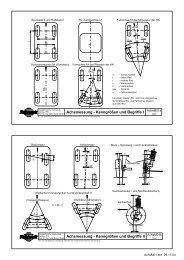
• Befestigung des Werkzeugunterteils durch 4 Befestigungsschrauben<br />
• Transportelemente: Werkzeugunterteil: Tragzapfen nach VDI 3366<br />
Werkzeugoberteil: Tragschrauben nach VDI 3366<br />
Variante 2: zusätzlich zu Variante 1<br />
• Werkzeug mit Kugel-Wälzführung (Kugelkäfig mit Sicherungsring und<br />
Führungsbuchse mit Flansch DIN 9831 / ISO 9448-5)<br />
Variante 3: zusätzlich zu Variante 1<br />
• Werkzeug mit Führungssäule zum Anschrauben aufgrund höherer Biegesteifigkeit.<br />
Variante 4: zusätzlich zu Variante 1<br />
• Hinterführung des Biegestempels zur Aufnahme der Biegequerkraft in der<br />
Biegematrize.<br />
- 27 -
10 Berechnung des Kraftbedarfs<br />
10.1 Berechnung der Schneidkräfte<br />
Die maximale Schneidkraft errechnet sich nach /1, Tafel 2/ zu:<br />
∧<br />
FS<br />
= x<br />
F<br />
⋅ f ⋅R<br />
m<br />
⋅l<br />
S<br />
( 18 )<br />
Zugfestigkeit :<br />
N<br />
R m = (360...510)<br />
mm<br />
2<br />
Korrekturfaktor f nach /1, Bild 58/:<br />
bei geraden Anschliff parallele Schneiden<br />
f = 1<br />
Korrekturfaktor x F nach /1, Bild 57/:<br />
N<br />
für Kohlenstoffstähle und R m = (300...800)<br />
2<br />
mm<br />
171<br />
x F = 0,36 +<br />
( 19 )<br />
0,98<br />
Rm<br />
171<br />
xF = 0,36 +<br />
= 0,8943...0,7398<br />
0,98<br />
(360...510)<br />
Demnach errechnet sich die maximale Schneidkraft wie folgt:<br />
∧<br />
FS<br />
= xF<br />
⋅ f ⋅Rm<br />
⋅lS<br />
∧<br />
FS = (321,95...377,30) ⋅l S<br />
∧<br />
FS = 377,30 ⋅l S<br />
= (0,8943...0,7398) ⋅1⋅(360...510)<br />
⋅l<br />
S<br />
( 20 )<br />
- 35 -
Die einzelnen Schnittlinienlängen betragen: (aus CAD Zeichnung ausgemessen)<br />
Seitenschneider: (2 mal)<br />
l 1<br />
S = 26,3 mm + 1,68 mm = 27,98 mm<br />
Rundloch:<br />
l 2<br />
S = π ⋅5,5 mm = 17,28 mm<br />
Langloch:<br />
l 3<br />
S = π ⋅5,5 mm + 2 ⋅14,5 mm = 46,28 mm<br />
Lochen/Freischneiden:<br />
l 4<br />
S = 6,3 mm + 2 ⋅7,65 mm + 2 ⋅ 4,92 mm = 31,44 mm<br />
Freischneiden:<br />
l 5<br />
S = 2 ⋅10 mm = 20,00 mm<br />
Abschneiden:<br />
l 6<br />
S = 2 ⋅31mm<br />
= 62 mm<br />
- 36 -
Bild 7:<br />
Arbeitsstufen<br />
Zusammenfassung der Ergebnisse und Schnittkraftberechnung:<br />
Tabelle 4:<br />
Schnittlängen und Schnittkräfte<br />
Arbeitsstufe<br />
Schnittlänge<br />
l Si<br />
in mm<br />
Schnittkraft<br />
∧<br />
FSi = 377,30 ⋅l Si<br />
in N<br />
Rückzugskraft<br />
F<br />
∧<br />
Ri ≈ 0,11⋅F Si<br />
in N<br />
1. Seitenschneider (2 mal) 27,98 10.557 1161<br />
2. Rundloch 17,28 6.519 717<br />
3. Langloch 46,28 17.461 1.921<br />
4. Lochen 31,44 11.859 1.305<br />
5. Freischneiden 20,00 7.546 830<br />
7. Abschneiden 62,00 23.393 1287<br />
Σ 232,96 87.896 8382<br />
Die gesamte maximale Schneidkraft, wenn alle Schneidstempel gleichzeitig auf das Blech<br />
auftreffen und einen geraden Anschliff haben, beträgt:<br />
∧<br />
F<br />
S,<br />
ges<br />
≈ 88 kN<br />
- 37 -
10.2 Berechnung der Abstreif- bzw. Rückzugskraft<br />
Die Abstreifkraft berechnet sich nach /1, Tafel2, T2/3/ zu:<br />
F<br />
R<br />
≈ C ⋅F<br />
( 21 )<br />
R<br />
S<br />
Abstreiffaktor C R nach /1 , Bild 59/:<br />
Für nachfolgendes Ausschneiden und Lochen und einer Blechdicke s 0 = 1 mm gilt:<br />
C R = 0,10...0,12 C R =0,11<br />
Rückzugskräfte F R :<br />
Bei den Bearbeitungsvorgängen 1, 2, 3, 4 und 5 werden die Stempel bei Hin- und<br />
Rückhub vollständig vom Blech umschlossen. Hier errechnet sich die Rückzugskraft mit<br />
den vollen Schneidkräften.<br />
Annahme: C R = 0,11 /1 , Bild 59/<br />
∧ ∧ ∧ ∧ ∧<br />
FR,voll<br />
= CR<br />
⋅(FS1+<br />
FS2<br />
+ FS3<br />
+ FS4<br />
+ FS5<br />
)<br />
F R , voll = 0,11⋅(2<br />
⋅10557<br />
+ 6 519 + 17 461+<br />
11859 + 7546) N = 7 095 N<br />
Bei der Bearbeitungsstufe 7 (Abschneiden) wird der Stempel beim Rückhub nicht<br />
vollständig vom Blech umschlossen. Die verursachte Abstreifkraft ist somit auch geringer.<br />
Es muss mit der halben Schneidkraft gerechnet werden.<br />
Annahme: C R = 0,11 /1 , Bild 59/<br />
F<br />
R,halb<br />
∧<br />
FS7<br />
= CR<br />
⋅<br />
2<br />
23 393 N<br />
= 0,11⋅<br />
2<br />
F R , halb<br />
=<br />
1287 N<br />
Somit errechnet sich die Abstreifkraft: siehe Tabelle 4,S. 37<br />
( 7095 + 1287) N 8382 N<br />
FR = FR,voll<br />
+ FR,<br />
halb =<br />
=<br />
<br />
F R , ges = 8382 N<br />
- 38 -
10.3 Biegekraftberechnung<br />
Für die Biegekraftberechnung werden die Formeln für das Abbiegen genutzt. Da aber die<br />
Biegewinkel kleiner als 90° sind, ist die reale Kraft für das Biegen etwas geringer, was<br />
aber als Sicherheit anzusehen ist und bei der Berechnung nicht beachtet wird.<br />
Die maximale Biegekraft berechnet sich nach /1, Tafel2, (T2/7)/ zu:<br />
∧<br />
FB<br />
= 0,22 ⋅ s<br />
0<br />
⋅l<br />
B<br />
⋅R<br />
m<br />
( 22 )<br />
mit:<br />
l B = 2 ⋅ 20 mm = 40 mm Länge der beiden Biegekanten<br />
∧<br />
FB =<br />
2<br />
N<br />
= 0,22 ⋅1mm<br />
⋅ 40 mm ⋅510<br />
mm<br />
4 488 N<br />
Die Endkraft zum Nachdrücken berechnet sich nach /1, Tafel2, (T2/8)/ zu:<br />
Wenn ohne Gegenhalter gebogen wird gilt:<br />
∧<br />
FEN = 3 ⋅F B<br />
F EN = 3 ⋅ 4 488 N = 13 464 N<br />
( 23 )<br />
Die maximale Kraft, die zum Biegen aufgebracht werden muss, errechnet sich nach<br />
/1, Tafel2, (T2/12)/ zu:<br />
Da nur Biegen und Nachdrücken, aber kein Radiusprägen<br />
F B max = FEN<br />
F B max = 13 464 N<br />
( 24 )<br />
- 39 -
11 Auswahl der Federn<br />
Die Federn sind dauerfest, wenn sich die Schwingbelastung im Bereich zwischen<br />
( 0,13...0,30) ⋅ sn ≤ s ≤ (0,45..0,62) ⋅ s n befindet. Dies entspricht einem maximal zulässigen<br />
Arbeitshub von s = 0,32 ⋅ s<br />
A,zul<br />
n<br />
Bild 8: Belastungsbereich nach /6/<br />
Bild 9: Erläuterungen Federwege nach /6/<br />
- 40 -
Erforderliche Kraft am Ende der Abstreifoperation: (Annahme: 6 Federn)<br />
F<br />
F<br />
R<br />
Abstr,erf<br />
≥<br />
6<br />
F 8382 N<br />
F<br />
R<br />
Abstr ,erf ≥ = = 1397 N<br />
6 6<br />
Die Eintauchtiefe der Schneidstempel mit Verhinderung des Zurückkommens der<br />
Butzen und für mittlere Stückzahlen berechnet sich zu:<br />
t E = 1mm + p<br />
p = 0,5 mm + s 0 Parallelanteil für Schneidplattendurchbruch nach V3 /1, Bild 71/<br />
p = 0,5 mm + 1mm = 1,5 mm<br />
t E = 1mm + 1,5 mm = 2,5 mm<br />
( 25 )<br />
Die Absteifkraft<br />
FAbstreif,erf<br />
wirken (beinhaltet Sicherheit).<br />
soll noch<br />
tE 0<br />
=<br />
+ s = 2,5 mm + 1mm 3,5 mm nach dem UT<br />
Der erforderliche Arbeitsweg s A,erf der Feder errechnet sich zu:<br />
s = t + t<br />
( 26 )<br />
A,erf<br />
B<br />
EF<br />
s A , erf = 4 mm + 1mm = 5 mm<br />
Auswahl der Feder aus FIBRO Katalog /6/:<br />
Spezial-Schraubendruckfeder<br />
Nummer: 241.16.32.51<br />
Kennfarbe: rot<br />
N<br />
R = 271,7 L 0 = 51mm<br />
mm<br />
F n = 4483,1N s n = 16,5 mm<br />
F 6 = 2771N s 6 = 10,2 mm<br />
D h = 32 mm<br />
L n = 34,5 mm<br />
s v 6 = 5,0 mm s A 6 = 5,2 mm<br />
- 41 -
Federdiagramm für ausgewählte Feder 241.16.32.51<br />
F F [N]<br />
F F, max = 2771<br />
Beginn des Abstreifens, Überwindung Haftreibung<br />
F Ende Schn. = 2092<br />
,vorh=1820<br />
Ende des Abstreifens F Abstr mit Sicherheit<br />
F Niederh = 1685<br />
F v6 = 1413<br />
F Abstreif,erf = 1400<br />
F Abstreif<br />
5,2<br />
OT / Federvorspannung<br />
Beginn Biegen<br />
Ende Abstreifen<br />
Beginn Schneiden /<br />
Ende Schneiden<br />
s A,erf =5<br />
Beginn Abstreifen<br />
Ende Biegen / UT /<br />
t EF,b =1<br />
t EF,s =1,5<br />
s 0 =1<br />
t E,b =4<br />
t E,s =2,5<br />
6,2<br />
6,7<br />
7,7<br />
10,2<br />
f F [mm]<br />
s v6,gew<br />
s v6<br />
s A6 =5,2<br />
s 6<br />
Bild 10: Federdiagramm<br />
- 42 -
Kontrolle:<br />
1. Ausreichende Abstreifkraft<br />
Unter der Annahme, dass die Feder bis zum oberen Dauerfestigkeitsbereich von<br />
s = 0,62 ⋅ genutzt wird, ergibt sich<br />
F<br />
F<br />
6 s n<br />
Abstr,vorh<br />
Abstr,<br />
vorh<br />
=<br />
( s − 3,5 mm) ⋅R<br />
= ( 0,62 ⋅ s − 3,5 mm) ⋅R<br />
6<br />
n<br />
N<br />
= ( 10,2 mm − 3,5 mm)<br />
⋅ 271,7<br />
mm<br />
= 1820 N ≥ F 1397 N<br />
i. O.<br />
( F<br />
) ( )<br />
Abstr ,vorh<br />
Abstr, erf =<br />
Dies entspricht einer theoretischen Abstreifsicherheit von:<br />
FAbstr,vorh<br />
SAbstr ,theoretisch = = 1,3 . 30% Sicherheit<br />
F<br />
Abstr,erf<br />
Die reale Abstreifsicherheit ist aber höher ist, da die Federdimensionierung für das<br />
Ende der Abstreifoperation erfolgt ist.<br />
Am Anfang der Abstreifoperation ist die Federkraft aufgrund der größeren<br />
Federvorspannung an dieser Stelle größer.<br />
Am Ende ist die erforderliche Abstreifkraft aufgrund der gegen Null gehenden<br />
Kontaktmantelfläche Stempel/Loch kleiner.<br />
zwei nicht betrachtete Sicherheiten bei der Federdimensionierung<br />
S > S<br />
)<br />
Abstreif,real<br />
2. Dauerfester Hubbereich<br />
Abstreif,theoretisch<br />
Die Feder ist dauerfest, wenn sich die Schwingbeanspruchung im Bereich von:<br />
sv 6 = 0,30 ⋅ sn<br />
= 5,0 mm und<br />
s = 0,62 ⋅ s 10,2 mm befindet.<br />
6 n =<br />
Die gewählte Feder ist dauerfest, wenn gilt:<br />
sA6<br />
≥ sA,erf<br />
s = 5,2 mm ≥ s 5,0 mm<br />
i. O.<br />
( ) ( )<br />
A 6<br />
A, erf =<br />
Feder ist dauerfest ausgelegt.<br />
Einzustellende Federvorspannung:<br />
sv6,gew<br />
= s6<br />
− sA,erf<br />
= 0,62 ⋅ sn<br />
− sA,erf<br />
sv 6, gew = 10,2 mm − 5,0 mm = 5,2 mm<br />
Federeinbaulängen<br />
Im eingebauten Zustand:<br />
Im unteren Totpunkt:<br />
L = L0 − sv6,<br />
gew = 51mm − 5,2 mm = 45,8 mm<br />
L = L0 − sv6,gew<br />
− sA,<br />
erf = 51−<br />
5,2 − 5 = 40,8 mm<br />
- 43 -
12 Arbeitsbedarf<br />
12.1 Schneidarbeit<br />
Die Schneidarbeit berechnet sich nach /1, Tafel 2, (T2/6)/ zu:<br />
W<br />
S<br />
= m<br />
S<br />
⋅<br />
∧<br />
FS,ges<br />
⋅ s<br />
0<br />
( 27 )<br />
Kraftverlaufsfaktor m nach /1, Bild 60/<br />
N<br />
N<br />
mit k s = xF<br />
⋅Rm<br />
= 0,7398 ⋅510<br />
= 377,3 und s<br />
2<br />
2 0 = 1mm<br />
gilt:<br />
mm mm<br />
m S = 0,57<br />
W S<br />
= 0,57 ⋅ 87896 N⋅0,001m<br />
W S = 50,1Nm<br />
12.2 Biegearbeit<br />
Die Biegearbeit berechnet sich nach /1, Tafel 2, (T2/12)/ zu:<br />
W<br />
B<br />
≈ m<br />
B<br />
⋅F<br />
B,max<br />
⋅h<br />
B<br />
( 28 )<br />
Da ohne Gegenhalter gebogen wird, beträgt m B = 0,32<br />
≈ r + r + s = 1mm + 1mm + 1mm 3 mm<br />
hB M St 0<br />
=<br />
W B ≈ 0,32 ⋅13464 N⋅<br />
0,004 m<br />
W B ≈ 12,9 Nm<br />
12.3 Federarbeit<br />
Die Federarbeit für die Federn der Streifendruckplatte berechnet sich zu:<br />
W<br />
W<br />
F<br />
2 2<br />
( s − s ) ⋅i<br />
F<br />
1<br />
= ⋅R<br />
⋅<br />
2<br />
6 v6,gew<br />
( 29 )<br />
Federzahl: i F = 6<br />
N<br />
Federkonstante: R = 271,7<br />
mm<br />
s 6 = 10,2 mm<br />
sv 6, gew = 5,2 mm<br />
1 N<br />
= ⋅ 271,7<br />
2 mm<br />
2<br />
2<br />
( 10,2 mm) − ( 5,2 mm)<br />
) ⋅ 6 62,8 Nm<br />
F ⋅<br />
=<br />
2<br />
- 44 -
12.4 Gesamtarbeitsbedarf<br />
Der Gesamtarbeitbedarf errechnet sich zu:<br />
W ges = WS<br />
+ WB<br />
+ WF<br />
( 30 )<br />
W ges = ( 50,1 + 12,9 + 62,8 )Nm<br />
W ges = 125,8 Nm<br />
12.5 Zusammenfassung<br />
Tabelle 5:<br />
Arbeitsbedarf<br />
Arbeitsanteil<br />
[Nm]<br />
Schneidarbeit<br />
Biegearbeit<br />
Federarbeit<br />
Gesamtarbeitsbedarf<br />
W S<br />
50,1<br />
WB<br />
12,9<br />
WF<br />
62,8<br />
Wges<br />
125,8<br />
- 45 -
13 Auswahl der Presse<br />
13.1 Berechnung des erforderlichen Stößelhubes H<br />
nach /1, Bild 35/:<br />
Mindeststößelhub vom UT ohne Vorschub:<br />
h = t + t + l + t + h'<br />
vU<br />
E<br />
EF<br />
Ü<br />
S<br />
z<br />
tE = tB<br />
= 4 mm Stempeleintauchtiefe in die Matrize (für Biegestempel)<br />
t EF = 1,0 mm Eintauchtiefe der Stempelunterkante in die Streifendruckplatte<br />
l Ü = 4,5 mm Überstand des Suchstiftes (50° Kegelwinkel) über die Streifendruckplatte<br />
tS ≈ 1,5 ⋅ s0<br />
= 1,5 ⋅1mm<br />
= 1,5 mm Sicherheitsabstand<br />
h'<br />
z = hz<br />
− 4 mm = 8 mm − 2 mm = 6 mm Abstand Umgriff – Schneidplatte<br />
( 31 )<br />
h vU = 4 mm + 1,0 mm + 4,5 mm + 1,5 mm + 6 mm = 17 mm<br />
Erforderlicher Stößelhub mit Vorschubschritt<br />
Für Pressen mit<br />
λ < 0,1<br />
gilt in grober Näherung:<br />
H ≥ 2 ⋅h vU<br />
( 32 )<br />
H ≥ 2 ⋅17 mm = 34 mm<br />
H gew = 35 mm<br />
13.2 Berechnung des Einbauraums bei HR 40 / 550 NL<br />
Im UT bei H = 35 mm<br />
h<br />
UT<br />
1<br />
= h(H = Hmax<br />
) + ⋅(Hmax<br />
− Hgew<br />
)<br />
( 33 )<br />
2<br />
1<br />
h UT = 220 mm + ⋅(80 mm − 35 mm) = 242,5 mm<br />
2<br />
Im OT bei H = 80 mm<br />
h = h(H = H ) + H<br />
( 34 )<br />
OT<br />
max<br />
max<br />
h OT = (220 + 80) mm = 300 mm<br />
- 46 -
13.3 Presskraft<br />
Tabelle 6:<br />
Kraftbedarf<br />
Kraftanteil<br />
[kN]<br />
Maximale Schneidkraft F ∧ 87,9<br />
S<br />
Biegekraft F ∧ 4,5<br />
B<br />
Maximale Kraft zum Nachdrücken FEN<br />
13,5<br />
Erforderliche Abstreifkraft<br />
Vorhandene Abstreifkraft<br />
FR,<br />
ges<br />
8,4<br />
FAbstr,vorh,<br />
ges 10,9<br />
Kraftverlauf (qulitativ)<br />
90,0<br />
80,0<br />
70,0<br />
60,0<br />
50,0<br />
40,0<br />
30,0<br />
Kraft [kN]<br />
20,0<br />
10,0<br />
5,0<br />
4,5<br />
4,0<br />
3,5<br />
3,0<br />
2,5<br />
2,0<br />
1,5<br />
1,0<br />
0,5<br />
0,0<br />
0,0<br />
h vUT [mm]<br />
Schnittkraft Biegekraft Reibkraft Linear (Federkraft)<br />
Bild 11: Kraftverlauf<br />
Die maximale Presskraft bei ca. 3,2 mm vor dem UT berechnet sich zu:<br />
∧<br />
∧<br />
FPr esse = FS<br />
+ FB<br />
+ FR,ges<br />
+ FAbstreif<br />
(hvUT<br />
=<br />
F<br />
= (87,9 + 4,5 + 8,4 + 11,4) kN<br />
Pr esse<br />
=<br />
112 kN<br />
3,2 mm) F R,ges<br />
wäre nur als Reibkraft richtig<br />
- 47 -
13.4 Abschätzung des möglichen Arbeitsvermögens<br />
Da keine Angaben für Arbeitsvermögen der Presse RASTER HR 40 / 550 NL vorliegen,<br />
wird dieses näherungsweise aus Nennpresskraft und Nennkraftweg der Presse berechnet.<br />
WN ≈ FN<br />
⋅ sN<br />
= 400 kN⋅<br />
5,345 mm = 2138 Nm<br />
Dieses Ergebnis ist jedoch von der vorhandenen Arbeitshubzahl abhängig.<br />
Da ( W 2138 Nm) >> ( W 126 Nm)<br />
≈ kann diese Presse genommen werden.<br />
N ges =<br />
Für genauere Betrachtungen ist das entsprechende Herstellerdatenblatt (lag nicht vor) zu<br />
verwenden.<br />
13.5 Auswahl der Presse<br />
Pressenparameter nach /7/<br />
Tabelle 7:<br />
Pressenauswahl<br />
Auswahlkriterium<br />
Vorhandene<br />
Parameter<br />
(HR40/550NL)<br />
Erforderliche<br />
Parameter<br />
Presskraft 30° vor UT bei kleinster<br />
Arbeitshubzahl und mittlerem Hub<br />
kN 400 ><br />
112<br />
S. 47<br />
Arbeitsvermögen Nm 2138 ><br />
125,8<br />
Tabelle 5, S.45<br />
Stößelhub, verstellbar in 5 mm Stufen mm 20 - 80<br />
><br />
<<br />
34<br />
gewählt: 35<br />
Einbauhöhe bei 35 mm Hub<br />
im UT und Stößelverstellung oben<br />
Einbauhöhe bei größtem Hub<br />
im OT und Stößelverstellung oben<br />
mm 242,5 > 235<br />
mm 300 > 280<br />
Tischaufspannplatte (Länge, Breite) mm 550 x 450 > 350 x 355<br />
Stößelfläche (Länge, Breite) mm 550 x 360 > 330 x 300<br />
Tischplattenöffnung (Länge, Breite) mm 450 x 100 > 70 x 270<br />
Maximale Bandbreite mm 150 > 55<br />
Bandeinlaufhöhe über Tisch mm 55 - 115<br />
<<br />
><br />
63<br />
- 48 -
14 Zusatzangaben auf der Zeichnung<br />
Tabelle 8:<br />
Zusatzangaben für Zeichnung<br />
Kriterium<br />
Erforderliche Presskraft<br />
Größe<br />
112 kN<br />
Erforderliche Abstreifkraft<br />
Einbauhöhe (Werkzeugeinbauhöhe im UT)<br />
Stößelhub<br />
Presse<br />
8,4 kN<br />
230 mm<br />
35 mm<br />
Raster HR 160/1100 NL<br />
Werkstückstoff USt 37-2G O3g (DIN 1623-2)<br />
Blechdicke<br />
Band-/Streifenbreite<br />
Vorschubschritt<br />
Werkzeugmasse<br />
Masse Oberteil<br />
Masse Unterteil<br />
1 mm<br />
55 mm<br />
26,3 mm<br />
140 kg<br />
95 kg<br />
45 kg<br />
Schutzgitter anbringen<br />
- 49 -
15 Anlagen<br />
• CAD - Entwurf<br />
• Einspannzapfen /6/<br />
• Tragschraube /6/<br />
• Tragzapfen /6/<br />
• Wechselführungssäule mit Bund und Haltestückverschraubung /6/<br />
• Führungsbuchse mit Bund (Bronze mit Festschmierstoff) /6/<br />
• Haltestücke /6/<br />
• Schneidstempel /6/<br />
• Federn /6/<br />
• Federeinbau /6/<br />
• RASTER Stanzautomaten /7/<br />
- 50 -
O<br />
Fehler