Zahnstange und Verfahren zur Herstellung
Zahnstange und Verfahren zur Herstellung
Zahnstange und Verfahren zur Herstellung

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
*DE102007000950A120090409*<br />
(19)<br />
B<strong>und</strong>esrepublik Deutschland<br />
Deutsches Patent- <strong>und</strong> Markenamt<br />
(10)<br />
DE 10 2007 000 950 A1 2009.04.09<br />
(12)<br />
Offenlegungsschrift<br />
(21) Aktenzeichen: 10 2007 000 950.1<br />
(22) Anmeldetag: 19.09.2007<br />
(43) Offenlegungstag: 09.04.2009<br />
(71) Anmelder:<br />
ZF Lenksysteme GmbH, 73527 Schwäbisch<br />
Gmünd, DE<br />
(72) Erfinder:<br />
Mück, Matthias, 73527 Schwäbisch Gmünd, DE;<br />
Brenner, Alfred, 73540 Heubach, DE<br />
(51) Int Cl. 8 : B21K 1/76 (2006.01)<br />
(56) Für die Beurteilung der Patentfähigkeit in Betracht zu<br />
ziehende Druckschriften:<br />
DE 102 52 056 A1<br />
DE 40 06 038 A1<br />
Die folgenden Angaben sind den vom Anmelder eingereichten Unterlagen entnommen<br />
Rechercheantrag gemäß § 43 Abs. 1 Satz 1 PatG ist gestellt.<br />
(54) Bezeichnung: <strong>Zahnstange</strong> <strong>und</strong> <strong>Verfahren</strong> <strong>zur</strong> <strong>Herstellung</strong><br />
(57) Zusammenfassung: Die Erfindung betrifft ein <strong>Verfahren</strong><br />
zum Herstellen einer <strong>Zahnstange</strong> für eine <strong>Zahnstange</strong>nlenkung<br />
für Kraftfahrzeuge mit folgenden Schritten:<br />
- Ein Rohling für das Verzahnungselement der <strong>Zahnstange</strong><br />
hat eine rotationssymmetrische oder eine vorgeprägte <strong>und</strong><br />
dadurch von einem Kreiszylinder abweichende Form;<br />
- die Größe <strong>und</strong> Form des Querschnitts des vorgeprägten<br />
Rohlings werden derart gewählt, dass die Kontur der fertigen<br />
<strong>Zahnstange</strong> im Verzahnungsbereich nicht über einen<br />
durch die Abmessungen benachbarter Teile der <strong>Zahnstange</strong>nlenkung<br />
vorgegebenen Hüllkreis hinausragt;<br />
- ein Rohling für das Lagerelement der <strong>Zahnstange</strong> hat eine<br />
rotationssymmetrische Form;<br />
- an den Rohlingen des Verzahnungselementes <strong>und</strong> des<br />
Lagerelementes wird jeweils an der Fügefläche eine Verbindungsgeometrie<br />
hergestellt;<br />
- die Rohlinge des Verzahnungselementes <strong>und</strong> des Lagerelementes<br />
werden zusammengeführt;<br />
- die <strong>Zahnstange</strong> wird durch Taumelschmieden aus den<br />
Rohlingen umgeformt;<br />
- während des Taumelschmiedens werden die beiden Rohlinge<br />
fest miteinander verb<strong>und</strong>en;<br />
- nach dem Abschluss des Taumelschmiedens weist die<br />
<strong>Zahnstange</strong> in ihrem Verzahnungsbereich außerhalb der<br />
Verzahnung ein konvexes oder konkaves Längsprofil auf,<br />
das während des Taumelschmiedens zum Anstützen der<br />
Taumelmomente dient.<br />
Ferner umfasst die Erfindung eine <strong>Zahnstange</strong> für <strong>Zahnstange</strong>nlenkungen<br />
für Kraftfahrzeuge, die durch das beschriebene<br />
<strong>Verfahren</strong> hergestellt ist.<br />
1/9
DE 10 2007 000 950 A1 2009.04.09<br />
Beschreibung<br />
[0001] Die Erfindung betrifft ein <strong>Verfahren</strong> zum Herstellen<br />
einer <strong>Zahnstange</strong> für <strong>Zahnstange</strong>nlenkungen<br />
für Kraftfahrzeuge <strong>und</strong> eine <strong>Zahnstange</strong>, die nach einem<br />
solchen <strong>Verfahren</strong> hergestellt ist.<br />
[0002] Aus der DE 197 26 697 A1 ist ein solches<br />
<strong>Verfahren</strong> bekannt. Dabei wird zunächst für den Rohling<br />
eine vom Kreiszylinder abweichende Querschnittsform<br />
ausgewählt, damit die Kontur der fertigen<br />
<strong>Zahnstange</strong> im Verzahnungsbereich nicht über<br />
einen bestimmten Hüllkreis hinausragt. Anschließend<br />
wird die <strong>Zahnstange</strong> durch ein Taumelschmiedeverfahren<br />
umgeformt, so dass ein Verzahnungsbereich<br />
sowie ein Lagerbereich für die <strong>Zahnstange</strong> entstehen.<br />
Zwar wäre im Verzahnungsbereich eine geringere<br />
Kernfestigkeit für eine hohe Umformleistung<br />
<strong>und</strong> im Lagerbereich eine höhere Kernfestigkeit für<br />
eine bessere Härtbarkeit günstig, dennoch muss hier<br />
bei der Auswahl des Werkstoffes ein Kompromiss gef<strong>und</strong>en<br />
werden.<br />
[0003] In der WO 2006/047825 wird eine kombinierte<br />
<strong>Zahnstange</strong> beschrieben. Bei dieser zweiteiligen<br />
<strong>Zahnstange</strong> werden ein <strong>Zahnstange</strong>nelement <strong>und</strong><br />
ein Schaftelement mit Hilfe eines Zentrierstückes zusammengesteckt<br />
<strong>und</strong> anschließend verschweißt.<br />
Das <strong>Verfahren</strong> umfasst aber zusätzliche Arbeitsgänge,<br />
weil das Herstellen der Verzahnung <strong>und</strong> das Verbinden<br />
der beiden Elemente getrennt durchgeführt<br />
werden. Zudem erfordert die Paarung sehr enge Toleranzen.<br />
[0004] Der Erfindung liegt die Aufgabe zugr<strong>und</strong>e,<br />
eine zweiteilige <strong>Zahnstange</strong> <strong>und</strong> ein Herstellverfahren<br />
für eine solche <strong>Zahnstange</strong> anzugeben, mit dem<br />
das Herstellen der Verzahnung <strong>und</strong> das Verbinden<br />
der zwei Elemente in einem Arbeitsgang durchgeführt<br />
werden. Dadurch wird ein Beitrag <strong>zur</strong> Erfüllung<br />
der Forderungen nach geringeren Kosten <strong>und</strong> Verwendung<br />
unterschiedlicher Werkstoffe geleistet.<br />
[0005] Diese Aufgabe wird durch das im Anspruch 1<br />
offenbarte <strong>Verfahren</strong> <strong>und</strong> durch die in Anspruch 8 gekennzeichnete<br />
<strong>Zahnstange</strong> gelöst.<br />
[0006] Das <strong>Verfahren</strong> zum Herstellen einer solchen<br />
zweiteiligen <strong>Zahnstange</strong> beginnt mit der Auswahl eines<br />
Rohlings für das Verzahnungselement. Der Rohling<br />
kann sowohl eine rotationssymmetrische als<br />
auch eine vorgeprägte Querschnittsform aufweisen.<br />
[0007] Die vorgeprägte Form besitzt eine vom<br />
Kreiszylinder abweichende Form. Die Größe <strong>und</strong><br />
Form des Querschnitts des vorgeprägten Rohlings<br />
können derart gewählt werden, dass die Kontur des<br />
fertigen Verzahnungselementes nicht über einen<br />
durch die Abmessungen benachbarter Teile der<br />
<strong>Zahnstange</strong>nlenkung vorgegebenen Hüllkreis hinausragt.<br />
[0008] Der Querschnitt des Rohlings des Lagerelementes<br />
ist immer rotationssymmetrisch.<br />
[0009] An dem Verzahnungselement <strong>und</strong> dem Lagerelement<br />
wird jeweils an der Fügefläche eine Verbindungsgeometrie<br />
hergestellt. Diese Verbindungsgeometrie<br />
dient <strong>zur</strong> Zentrierung <strong>und</strong> stellt ein einfaches<br />
Zusammenführen der beiden Elemente sicher.<br />
[0010] Danach wird die <strong>Zahnstange</strong> durch ein Taumelschmiedeverfahren<br />
aus dem Rohling umgeformt.<br />
Während des Taumelschmiedens werden gleichzeitig<br />
die beiden Elemente der <strong>Zahnstange</strong> durch Fließpressvorgänge<br />
miteinander verb<strong>und</strong>en.<br />
[0011] Wenn für den Rohling des Verzahnungselementes<br />
ein rotationssymmetrischer Querschnitt gewählt<br />
wurde, entsteht nach dem Taumeln ein Grat,<br />
der abschließend durch ein zerspanendes <strong>Verfahren</strong><br />
entfernt werden muss.<br />
[0012] Zweckmäßige <strong>und</strong> vorteilhafte Weiterbildungen<br />
des <strong>Verfahren</strong>s sind in den Unteransprüchen 2<br />
bis 7 angegeben.<br />
[0013] Das Längsprofil, das während des Taumelschmiedens<br />
zum Abstützen der Taumelmomente <strong>und</strong><br />
bei der fertigen <strong>Zahnstange</strong> durch eine genaue Führung<br />
<strong>und</strong> Anstützung an einem Druckstück der <strong>Zahnstange</strong>nlenkung<br />
als Funktionsverbesserung dient,<br />
kann während des Taumelschmiedens in den Rohling<br />
des Verzahnungselementes eingearbeitet werden.<br />
Dadurch ist es möglich, einen Rohling mit einer<br />
relativ einfachen Außenkontur zu verwenden. Besteht<br />
jedoch die Möglichkeit, dieses Längsprofil bereits<br />
vor dem Taumelschmieden, beispielsweise<br />
durch ein Präge-, Zieh- oder Walzverfahren, in den<br />
Rohling einzuarbeiten, so kann das Taumelschmieden<br />
auf die eigentliche Umformung des Rohlings des<br />
Verzahnungselementes der <strong>Zahnstange</strong> sowie der<br />
Verbindung beider Bauteile beschränkt werden.<br />
[0014] Die Forderung, dass die Kontur der fertigen<br />
<strong>Zahnstange</strong> im Verzahnungsbereich nicht über einen<br />
bestimmten Hüllkreis hinausragen soll, kann dadurch<br />
erfüllt werden, dass der Rohling des Verzahnungselementes<br />
wenigstens zwei zueinander geneigte Abflachungen<br />
oder zwei im wesentlichen symmetrisch<br />
zueinander angeordnete Einschnürungen des Querschnittes<br />
aufweist.<br />
[0015] Zur weiteren Gewichtseinsparung kann in<br />
den Rohlingen wenigstens ein Hohlraum vorgesehen<br />
sein, der sich in Längsrichtung der <strong>Zahnstange</strong> erstreckt.<br />
[0016] Die mit einem vorgeprägten Rohling hergestellte<br />
<strong>Zahnstange</strong> weist eine Kontur auf, die im Ver-<br />
2/9
DE 10 2007 000 950 A1 2009.04.09<br />
zahnungsbereich nicht über einen durch die Abmessungen<br />
benachbarter Teile der <strong>Zahnstange</strong>nlenkung<br />
vorgegebenen Hüllkreis hinausragt. Der Durchmesser<br />
des Hüllkreises wird bei einer <strong>Zahnstange</strong>n-Hilfskraftlenkung<br />
beispielsweise durch den Innendurchmesser<br />
einer in dem Lagerbereich der <strong>Zahnstange</strong><br />
angeordneten Dichtung vorgegeben.<br />
[0017] Das konvexe oder konkave Längsprofil im<br />
Verzahnungsbereich der <strong>Zahnstange</strong> wird zweckmäßigerweise<br />
durch eine Längsnut gebildet, die an der<br />
Außenumfangsfläche der <strong>Zahnstange</strong> an der der<br />
Verzahnung gegenüberliegenden Seite der <strong>Zahnstange</strong><br />
liegt.<br />
[0018] Im folgenden wird die Erfindung anhand<br />
mehrerer in der Zeichnung dargestellter Ausführungsbeispiele<br />
näher erläutert.<br />
[0019] Es zeigen:<br />
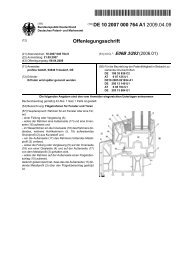
[0020] Fig. 1 einen Teil-Längsschnitt durch eine<br />
<strong>Zahnstange</strong>n-Hilfskraftlenkung;<br />
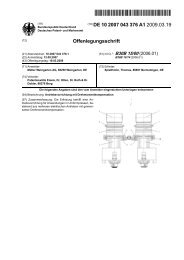
[0021] Fig. 2 einen Querschnitt nach der Linie II-II in<br />
Fig. 1;<br />
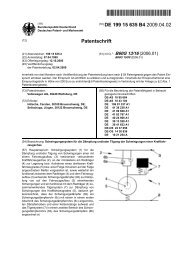
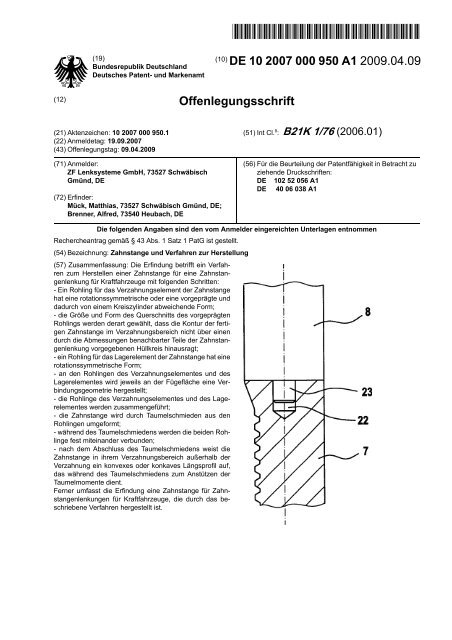
[0022] Fig. 3 die zweiteilige <strong>Zahnstange</strong> nach dem<br />
Zusammenfügen<br />
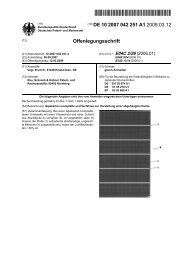
[0023] Fig. 4 bis Fig. 7 verschiedene Querschnittsformen<br />
eines Rohlings für die <strong>Zahnstange</strong>.<br />
[0024] In einem Lenkgehäuse 1 ist ein Ritzel 2 in<br />
zwei Lagern 3 <strong>und</strong> 4 drehbar gelagert. Das Ritzel 2<br />
steht über seine Verzahnung in Eingriff mit der <strong>Zahnstange</strong><br />
5, die in dem Lenkgehäuse 1 axial verschiebbar<br />
geführt ist. Die <strong>Zahnstange</strong> 5 wird mit Hilfe eines<br />
federbelasteten Druckstückes 6 gegen die Verzahnung<br />
des Ritzels 2 gedrückt.<br />
[0025] Die <strong>Zahnstange</strong> 5 weist einen Verzahnungsbereich<br />
7 <strong>und</strong> wenigstens einen Lagerbereich 8 auf.<br />
Der Lagerbereich 8 ist in dem Ausführungsbeispiel<br />
der Fig. 1, in dem eine <strong>Zahnstange</strong>n-Hilfskraftlenkung<br />
dargestellt ist, gleichzeitig die Kolbenstange eines<br />
Servomotors 9. Der Servomotor 9 enthält in seinem<br />
Zylinder 10 zwei Zylinderräume 11 <strong>und</strong> 12, die<br />
durch einen Kolben 13 voneinander getrennt sind.<br />
Die Zylinderräume 11 <strong>und</strong> 12 sind nach außen gegenüber<br />
dem Lagerbereich 8 der <strong>Zahnstange</strong> 5 durch<br />
Dichtungen 14 <strong>und</strong> 15 abgedichtet. Das Lagerelement<br />
8 besitzt einen Zapfen 23, der in die Zentrierbohrung<br />
22 des Verzahnungselementes 7 eingeführt<br />
ist.<br />
[0026] Die <strong>Zahnstange</strong> 5 weist in ihrem Verzahnungsbereich<br />
an der Außenumfangsfläche an der<br />
Seite, die der Verzahnung gegenüberliegt, eine<br />
Längsnut 16 auf. Die Längsnut 16 arbeitet mit einer<br />
an dem Druckstück 6 angeformten Längsnase 17 zusammen.<br />
Durch das Zusammenwirken der Längsnut<br />
16 <strong>und</strong> der Längsnase 17 wird ein Kippen der <strong>Zahnstange</strong><br />
5 im Betrieb verhindert. Mit gleicher Wirkung<br />
können diese beiden Elemente vertauscht werden,<br />
so dass die Längsnase an der <strong>Zahnstange</strong> 5 <strong>und</strong> die<br />
Längsnut an dem Druckstück 6 angeordnet sind.<br />
[0027] Im folgenden wird das <strong>Verfahren</strong> zum Herstellen<br />
einer solchen <strong>Zahnstange</strong> beschrieben. Zunächst<br />
wird ein Rohling 7 für das Verzahnungselement<br />
ausgewählt. Dieser kann eine rotationssymmetrische<br />
oder eine vorgeprägte Form haben. Die vorgeprägte<br />
Form weist eine von einem Kreiszylinder<br />
abweichende Form auf. Einige Möglichkeiten für den<br />
Querschnitt eines solchen Rohlings 7 für das Verzahnungselement<br />
sind in den Fig. 4 bis Fig. 7 in vergrößertem<br />
Maßstab dargestellt. Dabei soll seine Größe<br />
<strong>und</strong> Form derart gewählt werden, dass die Kontur der<br />
fertigen <strong>Zahnstange</strong> in ihrem Verzahnungsbereich<br />
nicht über einen durch die Abmessungen benachbarter<br />
Teile der <strong>Zahnstange</strong>nlenkung vorgegebenen<br />
Hüllkreis hinausragt. Bei einer <strong>Zahnstange</strong>, die für<br />
eine <strong>Zahnstange</strong>n-Hilfskraftlenkung beispielsweise<br />
nach Fig. 1 vorgesehen ist, ist der Durchmesser des<br />
Hüllkreises durch den Innendurchmesser der Dichtung<br />
15 vorgegeben, die den Zylinderraum 12 auf<br />
dem Lagerbereich 8 der <strong>Zahnstange</strong> 5 abdichtet.<br />
[0028] Bei der Ausführung nach Fig. 4 weist der<br />
Rohling für das Verzahnungselementes der <strong>Zahnstange</strong><br />
zwei zueinander geneigte Abflachungen 18<br />
auf. Diese Abflachungen 18 sind zweckmäßigerweise<br />
symmetrisch zueinander angeordnet. Der Querschnitt<br />
des Rohlings des Lagerelementes ist immer<br />
rotationssymmetrisch.<br />
[0029] An dem Verzahnungselement 7 <strong>und</strong> dem Lagerelement<br />
8 wird jeweils an der Fügefläche eine<br />
Verbindungsgeometrie hergestellt. In dem Ausführungsbeispiel<br />
nach Fig. 3 weist das Verzahnungselement<br />
beispielsweise auf einer Seite eine Zentrierbohrung<br />
22 in axialer Richtung auf. Das Lagerelement<br />
besitzt einen Zapfen 23, der beim Zusammenführen<br />
der beiden Teile in die Zentrierbohrung geführt wird.<br />
[0030] In einem weiteren <strong>Verfahren</strong>sschritt wird die<br />
<strong>Zahnstange</strong> durch Taumelschmieden aus den beiden<br />
Rohlingen 7 <strong>und</strong> 8 umgeformt.<br />
[0031] Um den Rohling 7 während des Taumelschmiedens<br />
gegenüber den Taumelmomenten abzustützen,<br />
wird zu Beginn des Taumelschmiedens ein<br />
konkaves Längsprofil in der Form der späteren<br />
Längsnut 16 in den Rohling 7 <strong>und</strong> damit in die <strong>Zahnstange</strong><br />
5 eingearbeitet. Eine solche Längsnut 19<br />
kann unabhängig von der sonstigen Ausgestaltung<br />
des Rohlings 7 auch in den anderen Ausführungsformen<br />
des Rohlings enthalten sein.<br />
3/9
[0032] In den Ausführungsbeispielen nach Fig. 5<br />
bis Fig. 7 weist der vorgeprägte Rohling 7 jeweils wenigstens<br />
einen Hohlraum 20 auf, der sich in Längsrichtung<br />
des Rohlings wenigstens im Verzahnungsbereich<br />
der <strong>Zahnstange</strong> erstreckt. In Fig. 6 ist der<br />
Hohlraum 20 auf zwei Hohlräume aufgeteilt, in Fig. 7<br />
hat er eine ovale Form.<br />
[0033] Anstelle der beiden zueinander geneigten<br />
Anflachungen 18 besitzt der Rohling 7 in dem Ausführungsbeispiel<br />
nach Fig. 7 zwei im wesentlichen<br />
symmetrisch zueinander angeordnete Einschnürungen<br />
21, so dass sich in etwa ein birnenförmiger Querschnitt<br />
ergibt.<br />
[0034] Anstelle der einen Längsnut 19 kann der<br />
Rohling auch zwei oder mehr entsprechend kleinere<br />
Längsnuten aufweisen.<br />
[0035] Ebenso ist es möglich, zwei oder mehr derartige<br />
Längsnuten während des Taumelschmiedens<br />
einzuarbeiten. Wie bereits oben bei der Beschreibung<br />
der <strong>Zahnstange</strong> erwähnt, können die Längsnuten<br />
19 auch als konvexe Längsprofile an dem Rohling<br />
vorhanden sein bzw. ausgearbeitet werden.<br />
[0036] Während des Taumelschmiedens werden<br />
gleichzeitig die beiden Elemente der <strong>Zahnstange</strong><br />
durch Fließpressvorgänge miteinander verb<strong>und</strong>en.<br />
Bezugszeichenliste<br />
1 Lenkgehäuse<br />
2 Ritzel<br />
3 Lager<br />
4 Lager<br />
5 <strong>Zahnstange</strong><br />
6 Druckstück<br />
7 Verzahnungselement<br />
8 Lagerelement<br />
9 Servomotor<br />
10 Zylinder<br />
11 Zylinderraum<br />
12 Zylinderraum<br />
13 Kolben<br />
14 Dichtung<br />
15 Dichtung<br />
16 Längsnut<br />
17 Längsnase<br />
18 Anflachung<br />
19 Längsnut<br />
20 Hohlraum<br />
21 Einschnürung<br />
22 Zentrierbohrung<br />
23 Zapfen<br />
DE 10 2007 000 950 A1 2009.04.09<br />
4/9
ZITATE ENTHALTEN IN DER BESCHREIBUNG<br />
Diese Liste der vom Anmelder aufgeführten Dokumente<br />
wurde automatisiert erzeugt <strong>und</strong> ist ausschließlich<br />
<strong>zur</strong> besseren Information des Lesers aufgenommen.<br />
Die Liste ist nicht Bestandteil der deutschen<br />
Patent- bzw. Gebrauchsmusteranmeldung.<br />
Das DPMA übernimmt keinerlei Haftung für etwaige<br />
Fehler oder Auslassungen.<br />
Zitierte Patentliteratur<br />
- DE 19726697 A1 [0002]<br />
- WO 2006/047825 [0003]<br />
DE 10 2007 000 950 A1 2009.04.09<br />
5/9
DE 10 2007 000 950 A1 2009.04.09<br />
Patentansprüche<br />
1. <strong>Verfahren</strong> zum Herstellen einer <strong>Zahnstange</strong> 5<br />
für eine <strong>Zahnstange</strong>nlenkung für Kraftfahrzeuge mit<br />
folgenden Schritten:<br />
– ein Rohling 7 für das Verzahnungselement der<br />
<strong>Zahnstange</strong> 5 hat eine rotationssymmetrische oder<br />
eine vorgeprägte, <strong>und</strong> dadurch von einem Kreiszylinder<br />
abweichende Form;<br />
– die Größe <strong>und</strong> Form des Querschnitts des vorgeprägte<br />
Rohlings 7 werden derart gewählt, dass die<br />
Kontur der fertigen <strong>Zahnstange</strong> 5 im Verzahnungsbereich<br />
7 nicht über einen durch die Abmessungen benachbarter<br />
Teile der <strong>Zahnstange</strong>nlenkung vorgegebenen<br />
Hüllkreis hinausragt;<br />
– ein Rohling 8 für das Lagerelement der <strong>Zahnstange</strong><br />
5 hat eine rotationssymmetrische Form;<br />
– an den Rohlingen des Verzahnungselementes 7<br />
<strong>und</strong> des Lagerelementes 8 wird jeweils an der Fügefläche<br />
eine Verbindungsgeometrie hergestellt.<br />
– die Rohlinge des Verzahnungselementes 7 <strong>und</strong> des<br />
Lagerelementes 8 werden zusammengeführt;<br />
– die <strong>Zahnstange</strong> 5 wird durch Taumelschmieden aus<br />
den Rohlingen 7 <strong>und</strong> 8 umgeformt;<br />
– während des Taumelschmiedens werden die beiden<br />
Rohlinge fest miteinander verb<strong>und</strong>en;<br />
– nach dem Abschluss des Taumelschmiedens weist<br />
die <strong>Zahnstange</strong> 5 in ihrem Verzahnungsbereich 7 außerhalb<br />
der Verzahnung ein konvexes oder konkaves<br />
Längsprofil auf, das während des Taumelschmiedens<br />
zum Anstützen der Taumelmomente dient.<br />
2. <strong>Verfahren</strong> nach Anspruch 1, dadurch gekennzeichnet,<br />
dass das Längsprofil in der <strong>Zahnstange</strong> 5<br />
während des Taumelschmiedens in den Rohling 7<br />
eingearbeitet wird.<br />
3. <strong>Verfahren</strong> nach Anspruch 1, dadurch gekennzeichnet,<br />
dass das Längsprofil in der <strong>Zahnstange</strong> 5<br />
bereits vor dem Taumelschmieden in dem Rohling 7<br />
vorhanden ist.<br />
7. <strong>Verfahren</strong> nach einem der Ansprüche 1 bis 6,<br />
dadurch gekennzeichnet, dass der Rohling 7 wenigstens<br />
einen sich in Längsrichtung der <strong>Zahnstange</strong> erstreckenden<br />
Hohlraum 20 aufweist.<br />
8. <strong>Zahnstange</strong> für <strong>Zahnstange</strong>nlenkungen für<br />
Kraftfahrzeuge, mit einem Verzahnungsbereich 7<br />
<strong>und</strong> wenigstens einem Lagerbereich 8, dadurch gekennzeichnet,<br />
dass sie durch ein <strong>Verfahren</strong> nach einem<br />
der Ansprüche 1 bis 7 hergestellt ist<br />
9. <strong>Zahnstange</strong> nach Anspruch 8, dadurch gekennzeichnet,<br />
dass bei Auswahl eines vorgeprägten<br />
Rohlings die Kontur der <strong>Zahnstange</strong> 5 im Verzahnungsbereich<br />
7 nicht über einen durch die Abmessungen<br />
benachbarter Teile der <strong>Zahnstange</strong>nlenkung<br />
vorgegebenen Hüllkreis hinausragt.<br />
10. <strong>Zahnstange</strong> nach Anspruch 8, dadurch gekennzeichnet,<br />
dass bei Verwendung eines rotationssymmetrischen<br />
Rohlings der Verzahnungsbereich 7<br />
ein Grat aufweist.<br />
11. <strong>Zahnstange</strong> nach Anspruch 9, dadurch gekennzeichnet,<br />
dass der Durchmesser des Hüllkreises<br />
bei einer <strong>Zahnstange</strong> 5 für eine <strong>Zahnstange</strong>n-Hilfskraftlenkung<br />
durch den Innendurchmesser einer in<br />
dem Lagerbereich 8 der <strong>Zahnstange</strong> 5 angeordneten<br />
Dichtring 15 vorgegeben ist.<br />
12. <strong>Zahnstange</strong> nach einem der Ansprüche 9<br />
oder 10, dadurch gekennzeichnet, dass die <strong>Zahnstange</strong><br />
5 in ihrem Verzahnungsbereich 7 außerhalb<br />
der Verzahnung ein konvexes oder konkaves Längsprofil<br />
aufweist.<br />
13. <strong>Zahnstange</strong> nach Anspruch 12, dadurch gekennzeichnet,<br />
dass das Längsprofil durch wenigstens<br />
eine an der Außenumfangsfläche der <strong>Zahnstange</strong><br />
5 <strong>und</strong> der Verzahnung gegenüber liegende Längsnut<br />
16 gebildet ist.<br />
Es folgen 3 Blatt Zeichnungen<br />
4. <strong>Verfahren</strong> nach einem der Ansprüche 1 bis 3,<br />
dadurch gekennzeichnet, dass der Querschnitt des<br />
Rohlings 7 wenigstens zwei zueinander geneigte Abflachungen<br />
18 aufweist.<br />
5. <strong>Verfahren</strong> nach einem der Ansprüche 1 bis 3,<br />
dadurch gekennzeichnet, dass der Querschnitt des<br />
Rohlings 7 wenigstens zwei im wesentlichen symmetrisch<br />
zueinander angeordnete Einschnürungen 21<br />
des Querschnittes aufweist.<br />
6. <strong>Verfahren</strong> nach einem der Ansprüche 1 bis 3,<br />
dadurch gekennzeichnet, dass der Querschnitt des<br />
Rohlings 7 einen rotationssymmetrischen Querschnitt<br />
aufweist.<br />
6/9
DE 10 2007 000 950 A1 2009.04.09<br />
Anhängende Zeichnungen<br />
7/9
DE 10 2007 000 950 A1 2009.04.09<br />
8/9
DE 10 2007 000 950 A1 2009.04.09<br />
9/9