PROTHERM - Uddeholm
PROTHERM - Uddeholm
PROTHERM - Uddeholm

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
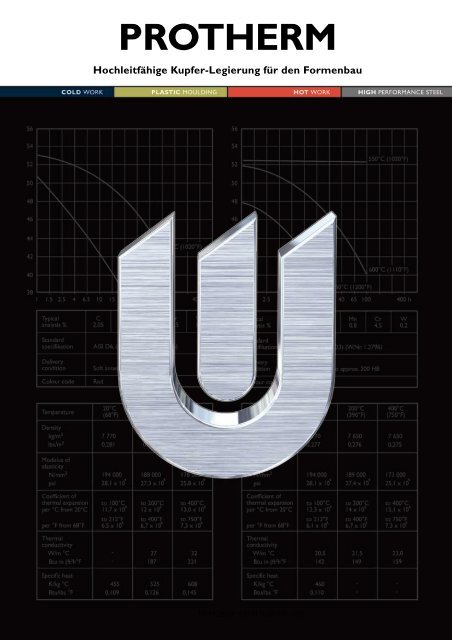
<strong>PROTHERM</strong><br />
Hochleitfähige Kupfer-Legierung für den Formenbau<br />
Werkzeuge macht man mit uns!
<strong>PROTHERM</strong><br />
Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen<br />
Wissensstand und vermitteln nur allgemeine Informationen über<br />
unsere Produkte und deren Anwendungsmöglichkeiten. Sie können<br />
nicht als Garantie ausgelegt werden weder für die spezifischen Eigenschaften<br />
der beschriebenen Produkte noch für die Eignung für die als<br />
Beispiel genannten Anwendungsmöglichkeiten.<br />
2
<strong>PROTHERM</strong><br />
Allgemeines<br />
<strong>PROTHERM</strong> ist eine hoch-leitfähige Kupfer-<br />
Legierung von mittlerer Festigkeit für den Formenbau,<br />
hergestellt von Brush Wellman Inc. Da<br />
sie speziell für die Kunststoffverarbeitung entwikkelt<br />
wurde, umfassen ihre Haupteigenschaften:<br />
• extrem hohe Wärmeleitfähigkeit<br />
• ausgezeichnete Korrosionsbeständigkeit<br />
• gute Polierbarkeit und Maschinenbearbeitbarkeit<br />
• gute Abriebfestigkeit<br />
• ausgezeichnete Schweißbarkeit<br />
• schnelle, gleichmäßige Wärmeübertragung<br />
• Beständigkeit gegen hohe Temperaturen,<br />
z.B.zur Verarbeitung von technischen Thermoplasten<br />
(engineering plastics)<br />
• kann zwecks höherer Verschleißfestigkeit<br />
beschichtet werden.<br />
Richtanalyse % Be Ni Cu<br />
0,4 1,8 Rest<br />
MOLDMAX sollte mit dem Kunststoff dort in<br />
Kontakt sein, wo Festigkeit und Verschleißfestigkeit<br />
erforderlich sind. <strong>PROTHERM</strong> und<br />
MOLDMAX können gemeinsam im gleichen<br />
Werkzeug verwendet werden, um eine optimale<br />
Werkzeugleistung zu liefern.<br />
Anwendungsgebiete<br />
Die extrem hohe Wärmeleitfähigkeit der Kupfer-<br />
Legierung <strong>PROTHERM</strong> macht sie zum geeigneten<br />
Material für viele Formmöglichkeiten, wo eine<br />
schnelle und gleichmäßige Wärmeübertragung<br />
erforderlich ist. Dazu gehören:<br />
• Spritzgießformen, Blasformen, Kerne und<br />
Einsätze für alle Kunststoffe, einschließlich<br />
korrosiver Qualitäten<br />
• Düsenspitzen, Kantenanschnitte und Verteiler<br />
für Heißkanalsysteme<br />
• RIM-Formen und Schäumformen.<br />
Lieferzustand<br />
Farbkennzeichnung<br />
190 Brinell<br />
Pink<br />
<strong>PROTHERM</strong>, das in geschmiedeten runden und<br />
flachen Stücken erhältlich ist, liefert die höchste<br />
Wärmeleitfähigkeit, die bei einem Formmaterial<br />
möglich ist – zehnmal so hoch wie Stahl und<br />
zweimal so hoch wie Aluminium. Diese wichtige<br />
Tatsache garantiert eine maximale, gleichmäßige<br />
Wärmeübertragung, um folgendes zu erreichen:<br />
• optimale Zykluszeiten bei der Produktion<br />
• Kühlkanäle werden reduziert oder überflüssig<br />
• Vermeidung von überhitzten Stellen<br />
• verbesserte Qualität des Kunststoffteils<br />
• schnelle, gleichmäßige Erwärmung in Heißkanalsystemen<br />
• maximale Wärmeübertragung in Düsen.<br />
Zu den empfohlenen Anwendungsgebieten von<br />
<strong>PROTHERM</strong> gehören auch Spritzgießformen,<br />
Blasformen, Kerne und Einsätze für alle Kunststoffe,<br />
einschließlich korrosiver Qualitäten, RIM-<br />
Formen und Schäumformen. Er ist außerdem ein<br />
ideales Material für Düsenspitzen, Kantenanschnitte<br />
und Verteiler für Heißkanalsysteme, und<br />
überall dort, wo kurze Zykluszeiten von Bedeutung<br />
sind.<br />
<strong>PROTHERM</strong> wird besonders empfohlen für Düsenspitzen,<br />
Kantenanschnitte und Verteiler für Heißkanalsysteme.<br />
Für Formen, die eine höhere Arbeitshärte<br />
erfordern als die von <strong>PROTHERM</strong>, gibt es die<br />
Beryllium-Kupfer-Legierung MOLDMAX – siehe<br />
separate technische Broschüre. Beim gemeinsamen<br />
Einsatz mit MOLDMAX sollte <strong>PROTHERM</strong><br />
im Kontakt mit dem Kühlwasser sein, um die<br />
Wärmeübertragung zu verstärken.<br />
3
<strong>PROTHERM</strong><br />
Eigenschaften<br />
PHYSIKALISCHE DATEN<br />
Zustand 190 HB. Daten bei Raumtemperatur und<br />
erhöhten Temperaturen.<br />
Temperatur 20°C 200°C 300°C<br />
Dichte<br />
kg/m 3 8 820 8 737 8 682<br />
Elastizitätsmodul<br />
N/mm 2 138 400 131 000 117 200<br />
Wärmeausdehnungskoeffizient<br />
pro °C ab 20°C – 17,2 x 10 -6 18,0 x 10 -6<br />
Wärmeleitfähigkeit<br />
W/m°C 245 268 275<br />
Spezifische<br />
Wärme<br />
J/kg°C 380 480 535<br />
ZUGFESTIGKEIT BEI RAUMTEMPERATUR<br />
Die Werte für die Festigkeit sollten nur als ungefähre<br />
Werte angesehen werden.<br />
Härte<br />
190 HB<br />
Fließgrenze bei<br />
Druckbelastung<br />
Rc0,2 N/mm 2 ~640<br />
Fließgrenze bei<br />
Zugbelastung<br />
Rp0,2 N/mm 2 ~620<br />
Zugfestigkeit, Rm N/mm 2 ~790<br />
Dehnung A 5 % 20<br />
Vergleich verschiedener Formmaterialien hinsichtlich<br />
Zugfestigkeit und Wärmeleitfähigkeit.<br />
Wärmeleitfähigkeit in W/m°C<br />
260<br />
<strong>PROTHERM</strong><br />
240<br />
220<br />
200<br />
180<br />
ALUMEC<br />
160<br />
140<br />
MOLDMAX LH<br />
120<br />
MOLDMAX HH<br />
100<br />
80<br />
60<br />
IMPAX<br />
40 SUPREME ORVAR SUPREME<br />
ELMAX<br />
20<br />
RAMAX S STAVAX ESU<br />
0<br />
500 1000 1500 2000 2500 3000<br />
Zugfestigkeit in N/mm 2<br />
Hinweis: Bei Zugabe von Legierungselementen steigt<br />
die Festigkeit an, während die Wärmeleitfähigkeit<br />
abnimmt. Dieser Zusammenhang ist jedoch nur<br />
gültig, wenn man den selben Materialtyp vergleicht<br />
(Stahl mit Stahl, Kupfer mit Kupfer-legierungen usw.).<br />
Wärmebehandlung<br />
<strong>PROTHERM</strong> wird in wärmebehandeltem Zustand<br />
geliefert – eine zusätzliche Wärmebehandlung ist<br />
normalerweise nicht erforderlich.<br />
4
<strong>PROTHERM</strong><br />
<strong>PROTHERM</strong> weist eine sehr gute maschinelle<br />
Bearbeitbarkeit auf und kann mit konventionellen<br />
Werkzeugen bearbeitet werden.<br />
Im ein Einatmen des Staubes zu vermeiden, sollte<br />
dieses Material naß bearbeitet werden.<br />
Die untenstehenden Zerspanbarkeitsdaten sind<br />
Richtwerte und müssen den jeweiligen örtlichen<br />
Voraussetzungen angepasst werden.<br />
DREHEN<br />
Drehen mit Hartmetall Drehen mit<br />
Schnell-<br />
Schnitt-<br />
arbeitsstahl<br />
parameter Schruppen Schlichten Schlichten<br />
Schnittgeschwindigkeit<br />
v c , m/Min. 300–400 400–550 150–200<br />
Vorschub f<br />
mm/U 0,3–0,6 –0,3 –0,3<br />
Schnittiefe a p<br />
mm 2–6 –2 –2<br />
Bearbeitungsgruppe<br />
ISO K20 K20 –<br />
Verwenden Sie Werkzeuge mit positivem Spanwinkel.<br />
Schaftfräsen<br />
Fräsertyp<br />
Fräser mit<br />
Schnitt- Vollhart- Wendeschneide- Schnellparameter<br />
metall platten arbeitsstahl<br />
Schnittgeschwindigkeit<br />
v c , m/Min. 180–200 400–500 150–180 1)<br />
Vorschubf z<br />
mm/Zahn 0,015–0,12 2) 0,08–0,2 2) 0,05–0,35 2)<br />
Bearbeitungsgruppe<br />
ISO – K20 –<br />
1)<br />
Bei der Verwendung von beschichteten HSS Schaftfräsern<br />
kann die Schnittgeschwindigkeit um 30% gesteigert<br />
werden.<br />
2)<br />
Abhängig von der radialen Schnittiefe und dem Fräserdurchmesser.<br />
BOHREN<br />
Schnellarbeitsstahl<br />
Empfohlene<br />
Zerspanbarkeitsdaten<br />
Bohrer- Schnittgedurchmesser<br />
geschwindigkeit Vorschub<br />
mm v c , m/Min. mm/U<br />
–5 35–50 0,03–0,10<br />
5–10 35–50 0,10–0,20<br />
10–15 35–50 0,20–0,25<br />
15–20 35–50 0,25–0,30<br />
Standard HSS-Bohrer können verwendet werden,<br />
aber für eine bessere Leistung sollte die Spitze<br />
gemäß Bild 1 abgeändert werden.<br />
FRÄSEN<br />
Plan- und Eckfräsen<br />
Fräsen<br />
Fräsen mit<br />
mit Hartmetall Schnell-<br />
Schnitt-<br />
arbeitsstahl<br />
parameter Schruppen Schlichten Schlichten<br />
Schnittgeschwindigkeit<br />
v c , m/Min. 250–400 400–600 150–200<br />
Vorschub f z<br />
mm/Zahn 0,2–0,4 0,1–0,2 –0,1<br />
Schnittiefe a p<br />
mm 2–5 –2 –2<br />
Bearbeitungsgruppe<br />
ISO K20 K20 –<br />
Verwenden Sie Werkzeuge mit positivem Spanwinkel.<br />
Standard<br />
helix Winkel<br />
St’d.<br />
Abfasern der<br />
Hauptschneidkante,<br />
damit<br />
der Spanwinkel<br />
kleiner wird.<br />
5° helix Winkel<br />
SCHLEIFEN<br />
Beim Schleifen von <strong>PROTHERM</strong> können konventionelle<br />
Schleifscheiben verwendet werden. Für<br />
das Oberflächenschleifen eignet sich am besten<br />
die Scheibe des Typs A54LV, für das zylindrische<br />
Schleifen empfiehlt es sich, die Scheibe A60LV zu<br />
verwenden.<br />
5
<strong>PROTHERM</strong><br />
Erodieren<br />
Obwohl die hohe Wärmeleitfähigkeit von PRO-<br />
THERM beim Erodieren zu längeren Bearbeitungszeiten<br />
gegenüber Werkzeugstahl führt, stellt<br />
der Erodiervorgang als solcher kein Problem dar.<br />
Polieren<br />
<strong>PROTHERM</strong> hat eine sehr gute Polierbarkeit und<br />
es können hochglänzende Oberflächen erzielt werden.<br />
Die folgenden Schritte können als Richtlinien<br />
gelten:<br />
1. Nach dem Schleifen polieren Sie vor, indem Sie<br />
schrittweise immer feinere Schleifsteine verwenden<br />
und mit Korn 600 abschließen.<br />
2. Polieren Sie mit einer Diamantpaste 15µ, um<br />
eine mattseidene Oberfläche zu erhalten.<br />
3. Polieren Sie mit einer 6µ Diamantpaste.<br />
4. Polieren Sie mit einer 3µ Diamantpaste.<br />
5. Wenn nötig, polieren Sie von Hand mit einer<br />
1µ Diamantpaste nach.<br />
Wie bei jedem Polieren, sind sorgfältiges Arbeiten<br />
und Sauberkeit von größter Bedeutung. Um ein<br />
Überpolieren oder eine ,,Orangenhaut” zu vermeiden,<br />
polieren Sie nicht länger als notwendig,<br />
um eine gleichmäßig aussehende Oberfläche zu<br />
erhalten.<br />
Sichere<br />
Handhabung<br />
<strong>PROTHERM</strong> ist eine Kupferlegierung mit einem<br />
Zusatz von 0,5 % Beryllium.<br />
Bei der Bearbeitung von <strong>PROTHERM</strong> sollte<br />
sichergestellt werden, daß das Einatmen von<br />
Dämpfen und Stäuben unterbleibt.<br />
Einfache Absauganlagen senken die Konzentration<br />
in der Luft z.B. beim Schweißen deutlich<br />
unter die zulässigen Grenzwerte.<br />
Weitere Informationen enthält unsere Broschüre<br />
zur Materalsicherheit von <strong>PROTHERM</strong> und<br />
MOLDMAX.<br />
Weitere Information<br />
Wenden Sie sich wegen weiterer Information über<br />
Auswahl, Wärmebehandlung, Verwendungsbereich<br />
und Verfügbarkeit der <strong>Uddeholm</strong>-Materialien<br />
an Ihr nächstgelegenes <strong>Uddeholm</strong>-Büro.<br />
Schweißen<br />
<strong>PROTHERM</strong> kann leicht geschweißt werden,<br />
wenn man sorgfältig arbeitet und genügend<br />
Schweißpraxis hat. Der zu schweißende Bereich<br />
sollte sorgfältig mit einer entfettenden Lösung<br />
gereinigt werden. Der immer vorhandene Oxydbelag<br />
sollte durch starkes Bürsten, Sandstrahlen<br />
oder Abbeizen mit Säure unmittelbar vor dem<br />
Schweißen entfernt werden. Für beste Ergebnisse<br />
wird TIG- oder MIG-Schweißen empfohlen.<br />
Geeignete Schweißelektroden sind sowohl für<br />
<strong>PROTHERM</strong> als auch für MOLDMAX erhältlich.<br />
Die Schweißstelle und deren Umgebung werden<br />
eine geringere Härte aufweisen. Wenn die Härte<br />
der Schweißstelle entscheidend ist, muß das<br />
gesamte Teil nochmals ausgehärtet werden. Nach<br />
einer solchen Behandlung wird die Schweißstelle<br />
in etwa die gleiche Festigkeit haben wie das<br />
Grundmaterial.<br />
Wegen weiterer Information wenden Sie sich bitte<br />
an Ihr nächstgelegenes <strong>Uddeholm</strong>-Büro.<br />
Schweißarbeiten sollten nur mit entsprechender<br />
Absaugung durchgeführt werden, um Schweißdämpfe<br />
zu vermeiden.<br />
6