Anwendungshinweise
Anwendungshinweise
Anwendungshinweise

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
VOLLHARTMETALL-<br />
BOHRER<br />
Technische Daten<br />
Vollhartmetallbohrer— Allgemeine <strong>Anwendungshinweise</strong> für SE-Bohrer<br />
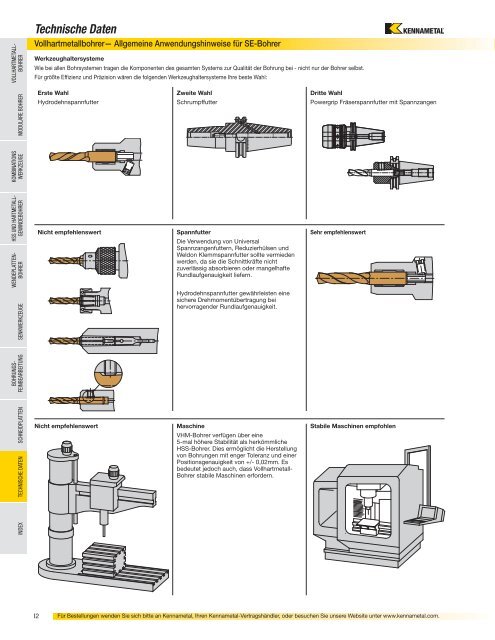
Werkzeughaltersysteme<br />
Wie bei allen Bohrsystemen tragen die Komponenten des gesamten Systems zur Qualität der Bohrung bei - nicht nur der Bohrer selbst.<br />
Für größte Effizienz und Präzision wären die folgenden Werkzeughaltersysteme Ihre beste Wahl:<br />
MODULARE BOHRER<br />
Erste Wahl<br />
Hydrodehnspannfutter<br />
Zweite Wahl<br />
Schrumpffutter<br />
Dritte Wahl<br />
Powergrip Fräserspannfutter mit Spannzangen<br />
HSS UND HARTMETALL-<br />
GEWINDEBOHRER<br />
WENDEPLATTEN-<br />
BOHRER<br />
Nicht empfehlenswert<br />
Spannfutter<br />
Die Verwendung von Universal<br />
Spannzangenfuttern, Reduzierhülsen und<br />
Weldon Klemmspannfutter sollte vermieden<br />
werden, da sie die Schnittkräfte nicht<br />
zuverlässig absorbieren oder mangelhafte<br />
Rundlaufgenauigkeit liefern.<br />
Sehr empfehlenswert<br />
Hydrodehnspannfutter gewährleisten eine<br />
sichere Drehmomentübertragung bei<br />
hervorragender Rundlaufgenauigkeit.<br />
Nicht empfehlenswert<br />
Maschine<br />
VHM-Bohrer verfügen über eine<br />
5-mal höhere Stabilität als herkömmliche<br />
HSS-Bohrer. Dies ermöglicht die Herstellung<br />
von Bohrungen mit enger Toleranz und einer<br />
Positionsgenauigkeit von +/- 0,02mm. Es<br />
bedeutet jedoch auch, dass Vollhartmetall-<br />
Bohrer stabile Maschinen erfordern.<br />
Stabile Maschinen empfohlen<br />
INDEX<br />
BOHRUNGS-<br />
FEINBEARBEITUNG<br />
SENKWERKZEUGE<br />
SCHNEIDPLATTEN<br />
TECHNISCHE DATEN<br />
KOMBINATIONS<br />
WERKZEUGE<br />
I2<br />
Für Bestellungen wenden Sie sich bitte an Kennametal, Ihren Kennametal-Vertragshändler, oder besuchen Sie unsere Website unter www.kennametal.com.
Technische Daten<br />
Vollhartmetallbohrer — Allgemeine <strong>Anwendungshinweise</strong><br />
Werkzeughaltersysteme<br />
Wie bei allen Bohrsystemen tragen die Komponenten des gesamten Systems zur Qualität der Bohrung bei - nicht nur der Bohrer selbst. Für größte<br />
Effizienz und Präzision wären die folgenden Werkzeughaltersysteme Ihre beste Wahl:<br />
Falsch<br />
Falsch<br />
Falsch<br />
0,02 (.001")<br />
Bohren und Fasen<br />
Zuerst bohren, dann fasen.<br />
Bohren auf geneigten Flächen<br />
Verwenden Sie beim Anbohren auf<br />
geneigten oder gekrümmten Flächen eine<br />
Vorschubgeschwindigkeit. Wie weit die<br />
Vorschubgeschwindigkeit reduziert werden<br />
muss, hängt vom Neigungswinkel der<br />
Werkstückoberfläche und dem Bohrertyp<br />
ab (siehe Tabelle).<br />
reduzierter Vorschub (% des Standardwerts)<br />
Neigunga SE210HP,<br />
SE224,<br />
SE261<br />
TF105<br />
SE211HP, SE212HP,<br />
SE225, SE226<br />
1° 100% 80%<br />
2° 80%-50% 80%-50%<br />
3° 65% 50%<br />
4° 50% —<br />
6° 30% —<br />
Stärker geneigte Flächen müssen mit einem Fräser<br />
vorbearbeitet werden.<br />
Bohren Sie nach Möglichkeit immer ins Volle.<br />
Stechwerkzeuge müssen präzise auf Mitte<br />
stehen, damit kein Butzen stehen bleibt.<br />
Richtig<br />
Richtig<br />
Faswerkzeug<br />
SEFAS – die optimale Lösung<br />
Bohren auf Drehfräsmaschinen<br />
Bohrungstiefen größer als 3xD<br />
Beim Bohren auf Drehmaschinen muss der<br />
Bohrer im Zentrum stehen. Der Toleranzbereich<br />
der Mittelposition darf ±0,02 nicht<br />
überschreiten.<br />
reduzierter Vorschub<br />
100% Vorschub<br />
Für Bohrungstiefen, die tiefer als der dreifache<br />
Bohrerdurchmesser sind, kann eine Herabsetzung<br />
der Geschwindigkeit erforderlich werden. Eine<br />
Reduzierung um 15% wird empfohlen. In der<br />
entsprechenden Tabelle zu KENNA PERFECT<br />
Werkstoffgruppen (Seite G110) finden Sie die<br />
empfohlenen parameter.<br />
INDEX TECHNISCHE DATEN SCHNEIDPLATTEN BOHRUNGS- SENKWERKZEUGE WENDEPLATTEN- HSS UND HARTMETALL- KOMBINATIONS MODULARE BOHRER VOLLHARTMETALL-<br />
FEINBEARBEITUNG<br />
BOHRER GEWINDEBOHRER WERKZEUGE<br />
BOHRER<br />
Für Bestellungen wenden Sie sich bitte an Kennametal, Ihren Kennametal-Vertragshändler, oder besuchen Sie unsere Website unter www.kennametal.com.<br />
I3
VOLLHARTMETALL-<br />
BOHRER<br />
Technische Daten<br />
Vollhartmetallbohrer — Allgemeine <strong>Anwendungshinweise</strong><br />
Kühlmittel<br />
Kennametal-Bohrer sind leistungsstarke Vollhartmetallwerkzeuge. Für eine<br />
optimale Leistung müssen sie angemessen gekühlt werden. Mit dem richtigen<br />
Kühlmittelstrom können längere Werkzeugstandzeiten und höhere maximale<br />
effektive Schneidgeschwindigkeiten erreicht werden.<br />
Bei unzureichender Kühlung heizt sich der Bohrer schnell auf. Dadurch erweitert<br />
sich der Bohrdurchmesser, woraufhin es passieren kann, dass der Bohrer in der<br />
Bohrung steckenbleibt.<br />
Kennametal-Bohrer mit Innenkühlung werden effektiv bei größeren Bohrtiefen<br />
eingesetzt. Je höher der Kühlmitteldruck, desto besser die Bohrergebnisse.<br />
Bohrerlebensdauer und Bohrungsqualität erhöhen sich durch den richtigen<br />
Kühlmittelstrom.<br />
Wenn Sie Bohrer ohne Innenkühlung verwenden, versuchen Sie, mindestens<br />
eine Kühlmitteldüse so parallel zum Bohrer wie möglich einzustellen.<br />
Bei Kurzbohrungsanwendungen bieten Bohrer ohne Innenkühlung oft eine längere<br />
Standzeit. Das Werkzeug ist stabiler und leidet nicht unter dem Thermoschock an<br />
der Schneidkante. Gewöhnlich sind Bohrer ohne Innenkühlung kostengünstiger.<br />
• Stellen Sie sicher, das eine großzügige "Menge" an Kühlmittel, wenn Sie Stahl<br />
bohren und wenn Sie Bohrer an einer vertikalen Anwendung einsetzen, um<br />
so die Spanabfuhr zu verbessern und die Werkzeugstandzeit zu verlängern.<br />
• Es ist wichtig, zur Schmierung eine hohe Kühlmittelkonzentration zu bieten,<br />
da sich dadurch die Standzeit, Spanabfuhr und Oberflächengüte verbessern.<br />
• Höherer Kühlmitteldruck, entweder durch das Werkzeug oder<br />
neben bzw. Parallel zum Werkzeug, sollte für längere Standzeit und erhöhte<br />
Produktion immer in Betracht gezogen werden.<br />
• Nicht mehrere Kühlmittelleitungen verwenden. Verwenden Sie eine Leitung mit<br />
100% der Kühlmittelkapazität, um die Späne aus der Bohrung abzuführen.<br />
Empfohlener Kühlmitteldruck p [bar]<br />
Empfohlener Kühlmittel Menge V [l/min]<br />
Stabilität des Werkstücks<br />
Da VHM-Bohrer viel höhere Vorschubs haben, ist es wichtig, dass das Werkstück angemessen gestützt wird.<br />
richtig<br />
INDEX<br />
BOHRUNGS-<br />
FEINBEARBEITUNG<br />
WENDEPLATTEN-<br />
BOHRER<br />
MODULARE BOHRER<br />
KOMBINATIONS<br />
WERKZEUGE<br />
HSS UND HARTMETALL-<br />
GEWINDEBOHRER<br />
SENKWERKZEUGE<br />
SCHNEIDPLATTEN<br />
TECHNISCHE DATEN<br />
falsch<br />
I4<br />
Für Bestellungen wenden Sie sich bitte an Kennametal, Ihren Kennametal-Vertragshändler, oder besuchen Sie unsere Website unter www.kennametal.com.
starker Verschleiß an den Schneidecken<br />
Ausbrüche an der Querschneide<br />
Aufbauschneide<br />
Kammrisse<br />
Kammrisse an den Führungsfasen<br />
Unzureichende Kühlung<br />
Schnittbedingungen<br />
Spannfutter<br />
Schnittbedingungen<br />
Unzureichende Kühlung<br />
Schnittbedingungen<br />
Spannfutter<br />
Schneidbedingungen durch<br />
Aufbauschneide<br />
Schnittbedingungen<br />
Technische Daten<br />
Vollhartmetallbohrer — Fehlerbehebung<br />
Problem Ursache Lösung<br />
• Prüfen Sie die Kühlschmierung.<br />
Bei Innenkühlung erhöhen Sie<br />
den Kühlmitteldruck. Bei externer<br />
Kühlmittelzufuhr stellen Sie die Position<br />
der Kühlmitteldüse ein. Kühlen Sie von<br />
beiden Seiten.<br />
• Geschwindigkeit reduzieren, Vorschub<br />
erhöhen.<br />
• Prüfen Sie die Rundlaufgenauigkeit.<br />
Verwenden Sie Hydrodehnspannfutter<br />
oder Hochpräzisionsspannfuttersysteme.<br />
• Vorschub erhöhen.<br />
• Prüfen Sie die Kühlschmierung.<br />
Bei Innenkühlung erhöhen Sie<br />
den Kühlmitteldruck. Bei externer<br />
Kühlmittelzufuhr stellen Sie die Position<br />
der Kühlmitteldüse ein. Kühlen Sie von<br />
beiden Seiten.<br />
• Vorschub um 20-30% erhöhen.<br />
• Prüfen Sie Rundlaufgenauigkeit und<br />
die Drehmomentübertragung. Verwenden<br />
Sie Hydrodehnspannfutter oder<br />
Hochpräzisionsspannfuttersysteme.<br />
• Prüfen Sie die Schnittwerte und erhöhen<br />
Sie evtl. die Schnittgeschwindigkeit.<br />
• Regelmäßig auf Aufbauschneidenbildung<br />
prüfen.<br />
• Unbeständige/ungenügende<br />
Kühlmittelzufuhr.<br />
INDEX TECHNISCHE DATEN SCHNEIDPLATTEN BOHRUNGS- SENKWERKZEUGE WENDEPLATTEN- HSS UND HARTMETALL- KOMBINATIONS MODULARE BOHRER VOLLHARTMETALL-<br />
FEINBEARBEITUNG<br />
BOHRER GEWINDEBOHRER WERKZEUGE<br />
BOHRER<br />
(Fortsetzung nächste Seite)<br />
Für Bestellungen wenden Sie sich bitte an Kennametal, Ihren Kennametal-Vertragshändler, oder besuchen Sie unsere Website unter www.kennametal.com.<br />
I5
VOLLHARTMETALL-<br />
BOHRER<br />
Technische Daten<br />
Vollhartmetallbohrer — Fehlerbehebung<br />
(Fortsetzung von vorheriger Seite)<br />
Problem<br />
Ursache<br />
Lösung<br />
MODULARE BOHRER<br />
KOMBINATIONS<br />
WERKZEUGE<br />
starker Verschleiß / Ausbrüche an den<br />
Führungsfasen<br />
Bewegung des Werkstücks<br />
Unzureichende Kühlung<br />
falscher Bohrer<br />
• Stabilisieren Sie die Werkstückspannung<br />
und prüfen Sie die Stabilität Maschine.<br />
• Prüfen Sie die Kühlung. Bei<br />
Innenkühlung erhöhen Sie den<br />
Kühlmitteldruck. Bei externer<br />
Kühlmittelzufuhr stellen Sie die Position<br />
der Kühlmitteldüse ein. Kühlen Sie von<br />
beiden Seiten.<br />
• Prüfen Sie Bohrertyp, Bohrtiefe, Kühlsystem<br />
und Werkstückmaterial.<br />
HSS UND HARTMETALL-<br />
GEWINDEBOHRER<br />
WENDEPLATTEN-<br />
BOHRER<br />
Bohrung zu groß<br />
Schnittbedingungen<br />
Schnittbedingungen<br />
Spannfutter<br />
• Prüfen Sie die Schnittparameter am<br />
Bohrungsaustritt.<br />
Vorschubgeschwindigkeit vor dem<br />
Durchbohren um 15-20% reduzieren.<br />
• Prüfen Sie die Schnittwerte, erhöhen Sie die<br />
Schnittgeschwindigkeit oder reduzieren Sie<br />
die Vorschubgeschwindigkeit.<br />
• Prüfen Sie Rundlaufgenauigkeit und<br />
Drehmomentübertragung. Verwenden<br />
Sie Hydrodehnspannfutter oder<br />
Hochpräzisionsspannfuttersysteme.<br />
SENKWERKZEUGE<br />
falscher Bohrer<br />
• Bohrdurchmesser prüfen. Beachten Sie,<br />
dass die Bohrer auf eine positive Toleranz<br />
geschliffen sind. Rundlaufgenauigkeit prüfen.<br />
BOHRUNGS-<br />
FEINBEARBEITUNG<br />
Bohrung zu klein<br />
Unzureichende Kühlung<br />
• Prüfen Sie die Kühlung. Bei<br />
Innenkühlung erhöhen Sie den<br />
Kühlmitteldruck. Bei externer Kühlmittelzufuhr<br />
stellen Sie die Position der Kühlmitteldüse ein.<br />
Kühlen Sie von beiden Seiten.<br />
SCHNEIDPLATTEN<br />
TECHNISCHE DATEN<br />
Bohrung nicht zylindrisch<br />
Schnittbedingungen<br />
falscher Bohrer<br />
Spannfutter<br />
Bewegung des Werkstücks<br />
• Geschwindigkeit reduzieren, Vorschub<br />
erhöhen.<br />
• Durchmesser prüfen.<br />
• Prüfen Sie Rundlaufgenauigkeit und<br />
Drehmomentübertragung. Verwenden<br />
Sie Hydrodehnspannfutter oder<br />
Hochpräzisionsspannfuttersysteme.<br />
• Stabilisieren Sie die Werkstückspannung<br />
und prüfen Sie die Stabilität der Maschine.<br />
INDEX<br />
falscher Bohrer<br />
• Prüfen Sie Bohrertyp und Bohrtiefe. Längere<br />
Bohrer verwenden.<br />
Schnittbedingungen<br />
• Vorschub am Eintritt verringern.<br />
(Fortsetzung nächste Seite)<br />
I6<br />
Für Bestellungen wenden Sie sich bitte an Kennametal, Ihren Kennametal-Vertragshändler, oder besuchen Sie unsere Website unter www.kennametal.com.
(Fortsetzung von vorheriger Seite)<br />
Bohrerbruch<br />
Abplatzungen auf der Hauptschneide<br />
Technische Daten<br />
Vollhartmetallbohrer — Fehlerbehebung<br />
Problem Ursache Lösung<br />
Spannfutter<br />
Bewegung des Werkstücks<br />
falscher Bohrer<br />
Unzureichende Kühlung<br />
Schnittbedingungen<br />
Spannfutter<br />
Bewegung des Werkstücks<br />
falscher Bohrer<br />
Unzureichende Kühlung<br />
Schnittbedingungen<br />
• Prüfen Sie Rundgenauigkeit und Drehmomentübertragung.<br />
Verwenden Sie Hydrodehnspannfutter<br />
oder Hochpräzisionsspannfuttersysteme.<br />
• Stabilisieren Sie die Werkstückspannung und prüfen<br />
Sie die Stabilität der Maschine.<br />
• Prüfen Sie Bohrertyp, Bohrtiefe, Kühlsystem und<br />
Werkstückmaterial.<br />
• Prüfen Sie die Kühung. Bei innerer<br />
Kühlmittelzufuhr, erhöhen Sie den Kühlmitteldruck. Bei<br />
externer Kühlmittelzufuhr stellen Sie die Position der<br />
Kühlmitteldüse ein. Kühlen Sie von beiden Seiten.<br />
• Prüfen Sie die Schnittwerte und reduzieren Sie evtl.<br />
den Vorschub.<br />
• Prüfen Sie die Drehmomentübertragung.<br />
Verwenden Sie Hydrodehnspannfutter<br />
oder ein Hochpräzisionsspannfuttersysteme.<br />
• Stabilisieren Sie die Werkstückspannung und<br />
prüfen Sie die Stabilität der Maschine.<br />
• Prüfen Sie Bohrertyp, Bohrtiefe, Kühlsystem und<br />
Werkstück-material. Verwenden Sie möglichst<br />
einen längeren Bohrer.<br />
• Prüfen Sie die Kühlung. Bei innerer Kühlmittelzufuhr,<br />
erhöhen Sie den Kühlmitteldruck. Bei externer Kühlmit<br />
telzufuhr stellen Sie die Position der Kühlmitteldüse ein.<br />
Kühlen Sie von beiden Seiten.<br />
• Prüfen Sie die Schnittwerte und reduzieren<br />
Sie evtl. den Vorschub.<br />
INDEX TECHNISCHE DATEN SCHNEIDPLATTEN BOHRUNGS- SENKWERKZEUGE WENDEPLATTEN- HSS UND HARTMETALL- KOMBINATIONS MODULARE BOHRER VOLLHARTMETALL-<br />
FEINBEARBEITUNG<br />
BOHRER GEWINDEBOHRER WERKZEUGE<br />
BOHRER<br />
Für Bestellungen wenden Sie sich bitte an Kennametal, Ihren Kennametal-Vertragshändler, oder besuchen Sie unsere Website unter www.kennametal.com.<br />
I7
VOLLHARTMETALL-<br />
BOHRER<br />
MODULARE BOHRER<br />
KOMBINATIONS<br />
WERKZEUGE<br />
HSS UND HARTMETALL-<br />
GEWINDEBOHRER<br />
Technische Daten<br />
Vollhartmetallbohrer — TX-Bohranwendungen<br />
Schnell, zäh und wirtschaftlich<br />
TX-Bohrer sind Hochleistungswerkzeuge, deren Kapazität<br />
mit Hilfe von angemessenen Spannvorrichtungen voll<br />
ausgenutzt werden kann. Kennametal-Hydrospannfutter<br />
sind eine ideale Lösung. Sie erhöhen die Produktivität<br />
des TX-Bohrers bis zum Maximum. Optimale<br />
Rundlaufgenauigkeit und sichere Drehmomentübertragung<br />
resultieren in hervorragender Wiederholgenauigkeit<br />
und längerer Lebensdauer des Bohrers. Die einfache<br />
Handhabung der Aufnahmen ermöglicht eine leichte<br />
Längeneinstellung, sogar in der Maschine. Kosten für<br />
die Voreinstellung der Werkzeuge werden minimiert.<br />
Mehr Informationen über Spannfutter enthält der<br />
Abschnitt "Systeme" dieses Katalogs.<br />
SEFAS-Fasringe<br />
SEFAS-Fasringe können direkt an Kennametal-<br />
Hydrodehnspannfutter montiert werden. Somit kann<br />
in einem Zyklus die präzise Bohrung mit einer Fase<br />
versehen werden. Das SEFAS-Kompaktwerkzeug ist auch<br />
mit TX-Bohrern kompatibel. Diese Werkzeugausführung ist<br />
besonders schlank und ermöglicht so Arbeiten in sehr<br />
engen Anwendungen.<br />
Hydrodehnspannfutter<br />
TX-Bohrer<br />
Mehrstufenbohrer (sonder)<br />
Profilbohrwerkzeuge (sonder)<br />
WENDEPLATTEN-<br />
BOHRER<br />
BF-Werkzeug zum Bohren,<br />
Fasen und Flachansenken<br />
SENKWERKZEUGE<br />
BF-Werkzeug zum Bohren<br />
und Profilsenken<br />
SCHNEIDPLATTEN<br />
SEFAS-Fasring zum Bohren<br />
und Ansenken<br />
SEFAS Bohren und Fasen<br />
INDEX<br />
BOHRUNGS-<br />
FEINBEARBEITUNG<br />
TECHNISCHE DATEN<br />
I8<br />
Für Bestellungen wenden Sie sich bitte an Kennametal, Ihren Kennametal-Vertragshändler, oder besuchen Sie unsere Website unter www.kennametal.com.
Durch seine exzellente Stabilität kann der TX-Bohrer für das Bohren an geneigten Flächen,<br />
Bohrungskreuzungen und vorgegossene Bohrungen verwendet werden.<br />
geneigte Flächen<br />
erforderlicher Kühlmitteldruck (bar) (1 psi = 0,068948 bar)<br />
Kühlmitteldruck zu niedrig<br />
bevorzugte Werte<br />
Bohrerdurchmesser D1 [mm]<br />
Bohrungskreuzungen<br />
reduzierter Vorschub<br />
100% Vorschub<br />
Technische Daten<br />
Vollhartmetallbohrer — TX-Bohranwendungen<br />
Neigung<br />
α<br />
vorgegossene Bohrung<br />
vorgegossene Bohrungen<br />
fertig Bohrung<br />
Kühlmitteldruck<br />
Das Diagramm links zeigt den Kühlmitteldruck in<br />
Abhängigkeit des Bohrerdurchmessers. Je höher<br />
der Kühlmitteldruck, desto besser das Bohrergebnis.<br />
Standzeit und Bohrungsqualität verbessern sich<br />
durch erhöhten Kühlmitteldruck.<br />
Bohren auf geneigten Flächen<br />
Verwenden Sie beim Anbohren auf geneigten oder<br />
gekrümmten Flächen einen geringeren Vorschub.<br />
Die erforderliche Vorschubreduzierung hängt vom<br />
Neigungswinkel und der Werkstückoberfläche ab.<br />
Nachdem das Werkzeug im vollen Schnitt ist, erhöhen<br />
Sie den Vorschub auf den Standardwert (100%).<br />
reduzierter Vorschub<br />
(% des Standardwerts)<br />
TX411<br />
1° 80%<br />
2° 50%<br />
3° 30%<br />
Für Oberflächen mit stärkerer Neigung ist ein Ansenken<br />
notwendig (zum Beispiel mit einem Fräswerkzeug).<br />
INDEX TECHNISCHE DATEN SCHNEIDPLATTEN BOHRUNGS- SENKWERKZEUGE WENDEPLATTEN- HSS UND HARTMETALL- KOMBINATIONS MODULARE BOHRER VOLLHARTMETALL-<br />
FEINBEARBEITUNG<br />
BOHRER GEWINDEBOHRER WERKZEUGE<br />
BOHRER<br />
Für Bestellungen wenden Sie sich bitte an Kennametal, Ihren Kennametal-Vertragshändler, oder besuchen Sie unsere Website unter www.kennametal.com.<br />
I9
VOLLHARTMETALL-<br />
BOHRER<br />
MODULARE BOHRER<br />
Technische Daten<br />
Vollhartmetallbohrer — Antriebsleistungs-, Drehmoment- und Axialkraftwerte<br />
Grafiken<br />
Die folgenden Grafiken stellen die tatsächlichen Bohrwerte da, wenn ideale<br />
Bearbeitungsumgebung und Betriebsbedingungen vorliegen. Diese Analyse wurde<br />
in einem Maschinenlabor mit verschiedenen wissenschaftlichen Mitteln durchgeführt.<br />
Tatsächliche Werte lassen sich in einem echten Arbeitsgang möglicherweise nicht nachahmen.<br />
Die Ergebnisse im Werk können höher oder niedriger ausfallen, was von verschiedenen<br />
Bedingungen oder Variablen abhängt. Jede Grafik dient nur zu Referenzzwecken,<br />
Antriebsleistung und Vorschubkraft werden zusammen aufgeführt, da die Axialkraft<br />
die größte Komponente der insgesamt verbrauchten Antriebsleistung ist. Die zur Berechnung<br />
der Antriebsleistung verwendeten Geschwindigkeiten und Vorschübe sind die empfohlenen<br />
Anfangsgeschwindigkeiten und -vorschübe. Bei der Analyse wurden je nach Gegebenheiten<br />
Innen- oder Außenkühlmittelzufuhr verwendet.<br />
• Die Antriebsleistung wird am Schnitt berechnet (HPc).<br />
HSS UND HARTMETALL-<br />
GEWINDEBOHRER<br />
KOMBINATIONS<br />
WERKZEUGE<br />
WENDEPLATTEN-<br />
BOHRER<br />
SENKWERKZEUGE<br />
BOHRUNGS-<br />
FEINBEARBEITUNG<br />
Leistungsberechnung — Aluminium<br />
Vorschubkraft (kN)<br />
Vorschubkraft und Leistung<br />
6,2 14,9<br />
TF105 Bohrer<br />
5,3<br />
6061 T6 Aluminium<br />
0,508mm/r<br />
13,4<br />
(229 mpm)<br />
11,9<br />
4,4<br />
0,381mm/r<br />
10,4<br />
3,6<br />
8,9<br />
0,254mm/r 7,5<br />
2,7<br />
6,0<br />
1,8<br />
4,5<br />
0,127mm/r<br />
3,0<br />
0,9<br />
1,5<br />
0,0<br />
0,0<br />
Leistung (kW)<br />
TF105 Bohrer<br />
6061 T6 Aluminium<br />
(229 mpm)<br />
Anzugsmoment<br />
0,00<br />
0,00 3,18 6,35 9,53 12,70 15,88 19,05 22,23 25,40 0,00 3,2 6,4 9,5 12,7 15,9 19,1 22,2 25,4<br />
Bohrdurchmesser (mm)<br />
Bohrdurchmesser (mm)<br />
Anzugsmoment (Nm)<br />
47,45<br />
40,67<br />
33,90<br />
27,12<br />
20,34<br />
13,56<br />
6,78<br />
0,127mm/r<br />
0,254mm/r<br />
0,508mm/r<br />
0,381mm/r<br />
SCHNEIDPLATTEN<br />
TECHNISCHE DATEN<br />
INDEX<br />
Vorschubkraft (kN)<br />
Vorschubkraft und Leistung<br />
4,4<br />
13,4<br />
4,0<br />
TX411 Bohrer<br />
6061 T6 Aluminium<br />
0,508mm/r<br />
11,9<br />
3,6<br />
(229 mpm)<br />
0,381mm/r<br />
10,4<br />
3,1<br />
8,9<br />
2,7<br />
2,2<br />
0,254mm/r<br />
7,5<br />
1,8<br />
6,0<br />
4,5<br />
1,3<br />
0,127mm/r<br />
0,9<br />
3,0<br />
0,4<br />
1,5<br />
0,0<br />
0,0<br />
0,00 3,2 6,4 9,5 12,7 15,9 19,1 22,2 25,4<br />
Bohrdurchmesser (mm)<br />
Leistung (kW)<br />
Anzugsmoment (Nm)<br />
40,67<br />
33,90<br />
27,12<br />
20,34<br />
13,56<br />
6,78<br />
TX411 Bohrer<br />
6061 T6 Aluminium<br />
(229 mpm)<br />
Anzugsmoment<br />
0,127mm/r<br />
0,254mm/r<br />
0,508mm/r<br />
0,381mm/r<br />
0,00<br />
0,00 3,2 6,4 9,5 12,7 15,9 19,1 22,2 25,4<br />
Bohrdurchmesser (mm)<br />
I10<br />
Für Bestellungen wenden Sie sich bitte an Kennametal, Ihren Kennametal-Vertragshändler, oder besuchen Sie unsere Website unter www.kennametal.com.
Vorschubkraft (kN)<br />
Vorschubkraft (kN)<br />
Vorschubkraft & Leistung<br />
5,3<br />
SE255HPC Bohrer<br />
13,4<br />
4,4<br />
80-55-06 Sphärogusseisen<br />
11,9<br />
0,508mm/r<br />
(168 mpm)<br />
10,4<br />
3,6<br />
0,381mm/r<br />
8,9<br />
7,5<br />
2,7<br />
0,254mm/r 6,0<br />
1,8<br />
4,5<br />
0,9<br />
0,0<br />
0,0<br />
0,00 3,18 6,35 9,53 12,70 15,88 19,05 22,23 25,40<br />
7,1<br />
6,2<br />
5,3<br />
4,4<br />
3,6<br />
2,7<br />
1,8<br />
0,9<br />
Bohrdurchmesser (mm)<br />
Bohrdurchmesser (mm)<br />
0,127mm/r<br />
Technische Daten<br />
Vollhartmetallbohrer — Berechnung der Antriebsleistung — Sphärogusseisen<br />
Leistung (kW)<br />
Leistung (kW)<br />
Anzugsmoment (Nm)<br />
Anzugsmoment (Nm)<br />
SE255HPC Bohrer<br />
80-55-06 Sphärogusseisen<br />
(168 mpm)<br />
Anzugsmoment<br />
0,00<br />
0,00 3,18 6,35 9,53 12,70 15,88 19,05 22,23 25,40<br />
Bohrdurchmesser (mm)<br />
Vorschubkraft & Leistung<br />
Anzugsmoment<br />
18,6<br />
SE225 Bohrer<br />
80-55-06 Sphärogusseisen<br />
61,01<br />
(168 mpm) SE225 Bohrer<br />
14,9<br />
54,23<br />
0,508mm/r<br />
80-55-06 Sphärogusseisen<br />
Iron (168 mpm)<br />
47,45<br />
0,381mm/r<br />
11,2<br />
40,67<br />
0,127mm/r<br />
0,254mm/r<br />
3,0<br />
1,5<br />
0,0<br />
0,0<br />
0,00 3,18 6,35 9,53 12,70 15,88 19,05 22,23 25,40<br />
7,5<br />
3,7<br />
61,01<br />
54,23<br />
47,45<br />
40,67<br />
33,90<br />
27,12<br />
20,34<br />
13,56<br />
6,78<br />
33,90<br />
27,12<br />
20,34<br />
13,56<br />
6,78<br />
0,127mm/r<br />
0,127mm/r<br />
0,254mm/r<br />
0,254mm/r<br />
0,508mm/r<br />
0,381mm/r<br />
0,508mm/r<br />
0,381mm/r<br />
0,00<br />
0,00 3,18 6,35 9,53 12,70 15,88 19,05 22,23 25,40<br />
Bohrdurchmesser (mm)<br />
INDEX TECHNISCHE DATEN SCHNEIDPLATTEN BOHRUNGS- SENKWERKZEUGE WENDEPLATTEN- HSS UND HARTMETALL- KOMBINATIONS MODULARE BOHRER VOLLHARTMETALL-<br />
FEINBEARBEITUNG<br />
BOHRER GEWINDEBOHRER WERKZEUGE<br />
BOHRER<br />
Für Bestellungen wenden Sie sich bitte an Kennametal, Ihren Kennametal-Vertragshändler, oder besuchen Sie unsere Website unter www.kennametal.com.<br />
I11
VOLLHARTMETALL-<br />
BOHRER<br />
MODULARE BOHRER<br />
KOMBINATIONS<br />
WERKZEUGE<br />
HSS UND HARTMETALL-<br />
GEWINDEBOHRER<br />
WENDEPLATTEN-<br />
BOHRER<br />
SENKWERKZEUGE<br />
BOHRUNGS-<br />
FEINBEARBEITUNG<br />
SCHNEIDPLATTEN<br />
TECHNISCHE DATEN<br />
INDEX<br />
Technische Daten<br />
Vollhartmetallbohrer — Berechnung der Antriebsleistung — Grauguss<br />
Vorschubkraft (kN)<br />
Vorschubkraft (kN)<br />
Vorschubkraft (kn)<br />
8,0<br />
7,1<br />
6,2<br />
5,3<br />
4,4<br />
3,6<br />
2,7<br />
1,8<br />
0,9<br />
SE255HPC Bohrer<br />
30K PSI Grauguss<br />
(214 mpm)<br />
Leistung (kW)<br />
Anzugsmoment (Nm)<br />
Drehmoment<br />
0,0<br />
0,0<br />
0,00<br />
0,00 3,18 6,35 9,53 12,70 15,88 19,05 22,23 25,40 0,00 3,18 6,35 9,53 12,70 15,88 19,05 22,23 25,40<br />
Bohrdurchmesser (mm)<br />
Bohrdurchmesser (mm)<br />
8,0<br />
7,1<br />
6,2<br />
5,3<br />
4,4<br />
3,6<br />
2,7<br />
1,8<br />
0,9<br />
TF105 Bohrer<br />
30K PSI Grauguss<br />
(101 mpm)<br />
Vorschubkraft & Leistung<br />
0,0<br />
0,0<br />
0,00 3,18 6,35 9,53 12,70 15,88 19,05 22,23 25,40<br />
Bohrdurchmesser (mm)<br />
11,1<br />
8,9<br />
6,7<br />
4,4<br />
2,2<br />
TX411 Bohrer<br />
30K PSI Grauguss<br />
(101 mpm)<br />
Vorschubkraft & Leistung<br />
14,9<br />
13,4<br />
0,508mm/r<br />
11,9<br />
0,381mm/r 10,4<br />
8,9<br />
7,5<br />
0,254mm/r<br />
6,0<br />
4,5<br />
0,127mm/r<br />
3,0<br />
1,5<br />
Vorschubkraft & Leistung<br />
Bohrdurchmesser (mm)<br />
0,127mm/r<br />
0,127mm/r<br />
0,254mm/r<br />
0,254mm/r<br />
8,9<br />
0,508mm/r 7,5<br />
0,381mm/r<br />
6,0<br />
4,5<br />
3,0<br />
1,5<br />
8,9<br />
0,508mm/r<br />
7,5<br />
0,381mm/r 6,0<br />
0,0<br />
0,0<br />
0,00 3,18 6,35 9,53 12,70 15,88 19,05 22,23 25,40<br />
4,5<br />
3,0<br />
1,5<br />
Leistung (kW)<br />
Leistung (kW)<br />
Anzugsmoment (Nm)<br />
Anzugsmoment (Nm)<br />
47,45<br />
40,67<br />
33,90<br />
27,12<br />
20,34<br />
13,56<br />
6,78<br />
54,23<br />
47,45<br />
40,67<br />
33,90<br />
27,12<br />
20,34<br />
13,56<br />
6,78<br />
SE255HPC Bohrer<br />
30K PSI Grauguss<br />
(214 mpm)<br />
TF105 Bohrer<br />
30K PSI Grauguss<br />
(101 mpm)<br />
Drehmoment<br />
0,00<br />
0,00 3,18 6,35 9,53 12,70 15,88 19,05 22,23 25,40<br />
Bohrdurchmesser (mm)<br />
54,23<br />
47,45<br />
40,67<br />
33,90<br />
27,12<br />
20,34<br />
13,56<br />
6,78<br />
TX411 Bohrer<br />
30K PSI Grauguss<br />
(101 mpm)<br />
Drehmoment<br />
0,127mm/r<br />
0,127mm/r<br />
0,127mm/r<br />
0,254mm/r<br />
0,254mm/r<br />
0,254mm/r<br />
0,508mm/r<br />
0,381mm/r<br />
0,508mm/r<br />
0,381mm/r<br />
0,508mm/r<br />
0,381mm/r<br />
0,00<br />
0,00 3,18 6,35 9,53 12,70 15,88 19,05 22,23 25,40<br />
Bohrdurchmesser (mm)<br />
I12<br />
Für Bestellungen wenden Sie sich bitte an Kennametal, Ihren Kennametal-Vertragshändler, oder besuchen Sie unsere Website unter www.kennametal.com.
Vorschubkraft (kN)<br />
Vorschubkraft (kN)<br />
Vorschubkraft & Leistung<br />
0,00<br />
0,0<br />
0,00 3,18 6,35 9,53 12,70 15,88 19,05 22,23 25,40<br />
Bohrdurchmesser (mm)<br />
Vorschubkraft & Leistung<br />
0,00<br />
0,0<br />
0,00 3,18 6,35 9,53 12,70 15,88 19,05 22,23 25,40<br />
Bohrdurchmesser (mm)<br />
Berechnung der Antriebsleistung — Nicht rostender Stahl<br />
Vorschubkraft (kN)<br />
6,2<br />
5,3<br />
4,4<br />
3,6<br />
2,7<br />
1,8<br />
0,9<br />
8,0<br />
7,1<br />
6,2<br />
5,3<br />
4,4<br />
3,6<br />
2,7<br />
1,8<br />
0,9<br />
8,9<br />
8,0<br />
7,1<br />
6,2<br />
5,3<br />
4,4<br />
3,6<br />
2,7<br />
1,8<br />
0,9<br />
SE211HP Bohrer<br />
AISI 4140 Stahl<br />
(183 mpm)<br />
SE225 Bohrer<br />
AISI 4140 Stahl<br />
(107 mpm)<br />
SE211 HP Bohrer<br />
Austenitischer, nicht<br />
rostender Stahl (83 mpm)<br />
Vorschubkraft & Leistung<br />
Bohrdurchmesser (mm)<br />
0,127mm/r<br />
0,127mm/r<br />
0,127mm/r<br />
0,254mm/r<br />
0,254mm/r<br />
0,254mm/r<br />
Technische Daten<br />
Vollhartmetallbohrer — Berechnung der Antriebsleistung — Stahl<br />
10,4<br />
8,9<br />
0,508mm/r<br />
7,5<br />
0,381mm/r<br />
6,0<br />
4,5<br />
3,0<br />
1,5<br />
11,9<br />
0,508mm/r<br />
10,4<br />
0,381mm/r<br />
0,00<br />
0,0<br />
0,00 3,18 6,35 9,53 12,70 15,88 19,05 22,23 25,40<br />
8,9<br />
7,5<br />
6,0<br />
4,5<br />
3,0<br />
1,5<br />
10,4<br />
0,508mm/r<br />
8,9<br />
7,5<br />
0,381mm/r<br />
6,0<br />
4,5<br />
3,0<br />
1,5<br />
Leistung (kW)<br />
Leistung (kW)<br />
Leistung (kW)<br />
Anzugsmoment (Nm)<br />
Anzugsmoment (Nm)<br />
Anzugsmoment (Nm)<br />
81,35<br />
67,79<br />
54,23<br />
40,67<br />
27,12<br />
13,56<br />
SE211HP Bohrer<br />
AISI 4140 Stahl<br />
(183 mpm)<br />
Drehmoment<br />
0,00<br />
0,00 3,18 6,35 9,53 12,70 15,88 19,05 22,23 25,40<br />
Bohrdurchmesser (mm)<br />
81,35<br />
67,79<br />
54,23<br />
40,67<br />
27,12<br />
13,56<br />
SE225 Bohrer<br />
AISI 4140 Stahl<br />
(107 mpm)<br />
Drehmoment<br />
0,00<br />
0,00 3,18 6,35 9,53 12,70 15,88 19,05 22,23 25,40<br />
Bohrdurchmesser (mm)<br />
94,91<br />
81,35<br />
67,79<br />
54,23<br />
40,67<br />
27,12<br />
13,56<br />
SE211 HP Bohrer<br />
Austenitischer, nicht<br />
rostender Stahl (83 mpm)<br />
Drehmoment<br />
0,127mm/r<br />
0,127mm/r<br />
0,127mm/r<br />
0,254mm/r<br />
0,254mm/r<br />
0,254mm/r<br />
0,508mm/r<br />
0,381mm/r<br />
0,508mm/r<br />
0,381mm/r<br />
0,508mm/r<br />
0,381mm/r<br />
0,00<br />
0,00 3,18 6,35 9,53 12,70 15,88 19,05 22,23 25,40<br />
Bohrdurchmesser (mm)<br />
INDEX TECHNISCHE DATEN SCHNEIDPLATTEN BOHRUNGS- SENKWERKZEUGE WENDEPLATTEN- HSS UND HARTMETALL- KOMBINATIONS MODULARE BOHRER VOLLHARTMETALL-<br />
FEINBEARBEITUNG<br />
BOHRER GEWINDEBOHRER WERKZEUGE<br />
BOHRER<br />
Für Bestellungen wenden Sie sich bitte an Kennametal, Ihren Kennametal-Vertragshändler, oder besuchen Sie unsere Website unter www.kennametal.com.<br />
I13