Gleichungen
Gleichungen
Gleichungen

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
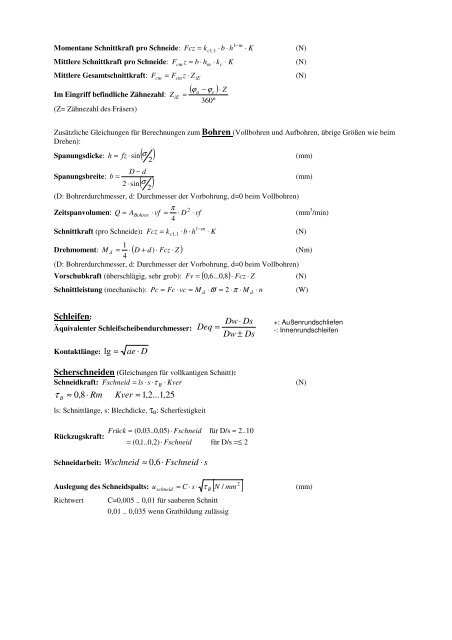
Momentane Schnittkraft pro Schneide: Fcz = kc1 .1 ⋅ b ⋅ h ⋅ K<br />
(N)<br />
Mittlere Schnittkraft pro Schneide:<br />
Mittlere Gesamtschnittkraft:<br />
Im Eingriff befindliche Zähnezahl: Z<br />
(Z= Zähnezahl des Fräsers)<br />
F<br />
cm<br />
F<br />
cm<br />
cm<br />
1−m<br />
z = b ⋅ h ⋅ k ⋅ K<br />
(N)<br />
iE<br />
m<br />
c<br />
= F z ⋅ Z<br />
(N)<br />
iE<br />
=<br />
( ϕ − ϕ )<br />
a<br />
e<br />
360°<br />
⋅ Z<br />
Zusätzliche <strong>Gleichungen</strong> für Berechnungen zum Bohren (Vollbohren und Aufbohren, übrige Größen wie beim<br />
Drehen):<br />
Spanungsdicke: = fz ⋅ sin( σ )<br />
h (mm)<br />
2<br />
D − d<br />
Spanungsbreite: b =<br />
(mm)<br />
2 ⋅ sin( σ )<br />
2<br />
(D: Bohrerdurchmesser, d: Durchmesser der Vorbohrung, d=0 beim Vollbohren)<br />
π 2<br />
Zeitspanvolumen: Q = ABohrer ⋅ vf = ⋅ D ⋅ vf<br />
4<br />
Schnittkraft (pro Schneide):<br />
Drehmoment: = ⋅ ( D + d)<br />
⋅ Fcz ⋅ Z )<br />
1−m<br />
Fcz = kc1 .1 ⋅ b ⋅ h ⋅ K<br />
(N)<br />
(mm 3 /min)<br />
1<br />
M d<br />
(Nm)<br />
4<br />
(D: Bohrerdurchmesser, d: Durchmesser der Vorbohrung, d=0 beim Vollbohren)<br />
Vorschubkraft (überschlägig, sehr grob): Fv = ( ,6...0, 8) ⋅ Fcz ⋅ Z<br />
Schnittleistung (mechanisch):<br />
0 (N)<br />
Pc = Fc ⋅ vc = M ⋅ϖ = 2 ⋅π<br />
⋅ M ⋅ n (W)<br />
d<br />
d<br />
Schleifen:<br />
Äquivalenter Schleifscheibendurchmesser:<br />
Deq =<br />
Dw ⋅ Ds<br />
Dw ± Ds<br />
+: Außenrundschliefen<br />
-: Innenrundschleifen<br />
Kontaktlänge:<br />
lg ≈<br />
ae ⋅ D<br />
Scherschneiden (<strong>Gleichungen</strong> für vollkantigen Schnitt):<br />
Schneidkraft: Fschneid = ls ⋅ s ⋅τ<br />
Kver<br />
(N)<br />
τ<br />
B<br />
B ⋅<br />
≈ 0,8<br />
⋅ Rm Kver ≈ 1,2...1,25<br />
ls: Schnittlänge, s: Blechdicke, τ B : Scherfestigkeit<br />
Rückzugskraft:<br />
Frück = (0,03..0,05) ⋅ Fschneid<br />
= (0,1..0,2) ⋅ Fschneid<br />
für D/s = 2..10<br />
für D/s =≤ 2<br />
Schneidarbeit:<br />
Wschneid<br />
≈ 0 , 6⋅ Fschneid ⋅ s<br />
2<br />
Auslegung des Schneidspalts: u C ⋅ s ⋅ τ [ N / mm ]<br />
Richtwert<br />
schneid<br />
C=0,005 .. 0,01 für sauberen Schnitt<br />
0,01 .. 0,035 wenn Gratbildung zulässig<br />
= (mm)<br />
B