Plasma Application Note - Benezan Electronics
Plasma Application Note - Benezan Electronics
Plasma Application Note - Benezan Electronics

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>Benezan</strong> <strong>Electronics</strong><br />
Hard- und Softwareentwicklung<br />
BEAMICON Anwendungshinweis<br />
<strong>Plasma</strong>schneiden mit Höhenregler<br />
BEAMICON<br />
Anwendungshinweise<br />
<strong>Plasma</strong>schneiden mit Höhenregler<br />
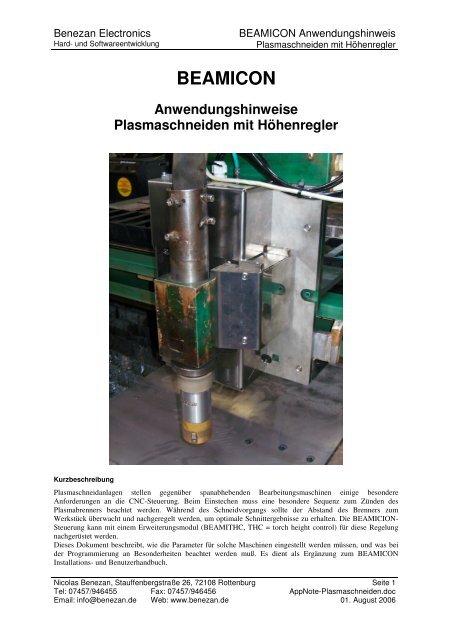
Kurzbeschreibung<br />
<strong>Plasma</strong>schneidanlagen stellen gegenüber spanabhebenden Bearbeitungsmaschinen einige besondere<br />
Anforderungen an die CNC-Steuerung. Beim Einstechen muss eine besondere Sequenz zum Zünden des<br />
<strong>Plasma</strong>brenners beachtet werden. Während des Schneidvorgangs sollte der Abstand des Brenners zum<br />
Werkstück überwacht und nachgeregelt werden, um optimale Schnittergebnisse zu erhalten. Die BEAMICION-<br />
Steuerung kann mit einem Erweiterungsmodul (BEAMITHC, THC = torch height control) für diese Regelung<br />
nachgerüstet werden.<br />
Dieses Dokument beschreibt, wie die Parameter für solche Maschinen eingestellt werden müssen, und was bei<br />
der Programmierung an Besonderheiten beachtet werden muß. Es dient als Ergänzung zum BEAMICON<br />
Installations- und Benutzerhandbuch.<br />
Nicolas <strong>Benezan</strong>, Stauffenbergstraße 26, 72108 Rottenburg<br />
Tel: 07457/946455 Fax: 07457/946456<br />
Email: info@benezan.de Web: www.benezan.de<br />
Seite 1<br />
App<strong>Note</strong>-<strong>Plasma</strong>schneiden.doc<br />
01. August 2006
<strong>Benezan</strong> <strong>Electronics</strong><br />
Hard- und Softwareentwicklung<br />
BEAMICON Anwendungshinweis<br />
<strong>Plasma</strong>schneiden mit Höhenregler<br />
1 Grundlagen<br />
Bei <strong>Plasma</strong>schneidmaschinen wird ein elektrischer Lichtbogen kombiniert mit einer Gasdüse verwendet, um das<br />
Material zu schmelzen und abzutragen. Ähnlich einem Schweisstrafo regelt die Stromquelle den Strom des<br />
Lichtbogens auf einen einstellbaren, konstanten Wert. Dazu wird die Spannung an der Elektrode variiert. Je<br />
grösser der Abstand zum Werkstück desto höher muss die Spannung sein, damit der gewünschte Strom erreicht<br />
wird.<br />
Um ein gleichmässiges und qualitativ hochwertiges Schnittergebnis zu erzielen, sollte der Abstand der<br />
Brennerdüse zum Werkstück während dem Schneidvorgang konstant gehalten werden, auch wenn das<br />
Werkstück oder der Maschinentisch Durchbiegungen aufweist. Dies wird erreicht, indem der Höhenregler (THC<br />
= torch height control) die Lichtbogenspannung überwacht. Steigt sie an, kann daraus geschlossen werden, dass<br />
der Abstand zu gross wird, und die Z-Achse wird nach unten bewegt, bis der eingestellte Sollwert wieder<br />
erreicht wird. Umgekehrt wird bei zu kleiner Spannung die Z-Achse nach oben gefahren.<br />
1.1 Systemvoraussetzungen<br />
Die Stromquelle muss ein Signal liefern, das proportional zur Elektrodenspannung („tip voltage“) ist. Eventuell<br />
muss die Spannung mit einem Widerstandsteiler so heruntergeteilt werden, dass sie im Bereich 0..10V liegt.<br />
Kleinere Werte sind auch in Ordnung. Bei einem Teilverhältnis von 1:50 entspricht z.B. 200V<br />
Elektrodenspannung 4V am Eingang des Reglers.<br />
Darüber hinaus sollte die Stromquelle über ein 24V-Signal („torch switch“) an- und ausgeschaltet werden<br />
können und ein Bereit-Signal liefern („arc good“), das aktiv wird, nachdem der Lichtbogen ordnungsgemäss<br />
gezündet hat. Manche Stromquellen benötigen noch zusätzliche Signale, etwa zum Auswählen verschiedener<br />
Gasarten. Das BEAMITHC-Modul besitzt 8 gigitale 24V-Ein/Ausgäge, was für die meisten Anwendungen<br />
ausreicht. Bei Bedarf kann die Anzahl der Ein-und Ausgänge mit zusätzlichen Module fast beliebig erweitert<br />
werden.<br />
Obwohl nicht unbedingt erforderlich, wird empfohlen, den Brenner auf einem zusätzlichen, beweglichen<br />
Schliten auf der Z-Achse zu montieren. Dies ermöglicht über einen zusätzlichen Schalter, die Materialhöhe zu<br />
Beginn des Schneidvorgangs automatisch auszumessen. Ausserdem schützt es den Brenner vor Beschädigung,<br />
falls er durch übermässige Durchbiegung des Werkstücks oder Bedienungsfehler auf das Material aufläuft.<br />
1.2 Einschränkungen<br />
Der Höhenregler ist derzeit nur für 2D-Anwendungen ausgelegt, d.h. der Brenner steht senkrecht und wird in<br />
XY-Richtung bewegt, während die Z-Achse automatisch geregelt wird. 5-achsige Anwendungen, wobei der<br />
Brenner zusätzlich geschwenkt wird und einem 3-dimensionalen Werkstück folgt, sind nur mit einem externen<br />
Regler möglich, weil dabei je nach Brennerstellung die Achse des Höhenreglers nicht mehr parallel zur Z-Achse<br />
stehen würde. In diesem Fall wäre eine sechste Achse für die Abstandsregelung nötig.<br />
Nicolas <strong>Benezan</strong>, Stauffenbergstraße 26, 72108 Rottenburg<br />
Tel: 07457/946455 Fax: 07457/946456<br />
Email: info@benezan.de Web: www.benezan.de<br />
Seite 2<br />
App<strong>Note</strong>-<strong>Plasma</strong>schneiden.doc<br />
01. August 2006
<strong>Benezan</strong> <strong>Electronics</strong><br />
Hard- und Softwareentwicklung<br />
BEAMICON Anwendungshinweis<br />
<strong>Plasma</strong>schneiden mit Höhenregler<br />
2 Installation<br />
Es wird vorausgesetzt, daß das BEAMICON Installationshandbuch bereits bekannt ist und die<br />
Positionierantriebe der Achsen X, Y und Z bereits in Betrieb genommen wurden. Die Installation des Brenners<br />
und der Stromquelle muss entsprechend der Anleitung des Anlagenherstellers durchgeführt werden.<br />
2.1 Elektrischer Anschluss des Höhenreglers<br />
Stecker- und Klemmenbelegung<br />
Klemmenreihe 1 →<br />
← Leuchtdioden (LEDs)<br />
Klemmenreihe 2 →<br />
Feldbus Eingang →<br />
← Feldbus<br />
Ausgang<br />
↑ Feldbus Status-LEDs<br />
Klemme Nr. (von links nach Anschluß Funktion<br />
rechts)<br />
Reihe 1 1..4 (nicht belegt)<br />
5 Hilfsversorgung Masse 0V<br />
6 Hilfsversorgung +5V Ausgang (max.<br />
100mA)<br />
7 Analogeingang 0..+10V für<br />
Elektrodenspannung<br />
8 Analogeingang Masse 0V<br />
9 Digitalein-/ausgang Nr 1<br />
10 Digitalein-/ausgang Nr 2<br />
11 Digitalein-/ausgang Nr 3<br />
12 Digitalein-/ausgang Nr 4<br />
13 Digitalein-/ausgang Nr 5<br />
14 Digitalein-/ausgang Nr 6<br />
15 Digitalein-/ausgang Nr 7<br />
16 Digitalein-/ausgang Nr 8<br />
Reihe 2 1 Versorgung +9..36V Eingang<br />
2 Versorgung Masse 0V<br />
Nicolas <strong>Benezan</strong>, Stauffenbergstraße 26, 72108 Rottenburg<br />
Tel: 07457/946455 Fax: 07457/946456<br />
Email: info@benezan.de Web: www.benezan.de<br />
Seite 3<br />
App<strong>Note</strong>-<strong>Plasma</strong>schneiden.doc<br />
01. August 2006
<strong>Benezan</strong> <strong>Electronics</strong><br />
Hard- und Softwareentwicklung<br />
BEAMICON Anwendungshinweis<br />
<strong>Plasma</strong>schneiden mit Höhenregler<br />
2.2 Parametereinstellungen<br />
Parameter Einheit / Beschreibung<br />
Typ<br />
thcGain mm/Vs Verstärkungsfaktor des Höhenreglers<br />
thcDivider - Teilfaktor für Spannungsteiler<br />
arcGoodInput - Eingang Nr. für „Lichtbogen ok“-Signal<br />
Spannungsteiler<br />
Mit „thcDivider“ wird der Teilfaktor der Spannungsmessung eingestellt. Ein Faktor von 50 bedeutet z.B., dass<br />
100V Elektrodenspannung einer Eingangsspannung von 2V am Reglereingang entsprechen.<br />
Regelverstärkung<br />
Der Parameter „thcGain“ legt die Verstärkung des Reglers fest. Der Regler ist als reiner P-Regler<br />
(Geschwindigkeit proportional zur Regelabweichung) ausgeführt. Eine Verstärkung von 5 bedeutet z.B., dass die<br />
Z-Achse mit einer Geschwindigkeit von 5mm/s je Volt Abweichung am Reglereingang bewegt wird. Um die<br />
Gesamtverstärkung zu berechnen, muss zusätzlich der Teilfaktor berücksichtigt werden. Bei thcGain=5 und<br />
thcDivider=50 ist die Stellgeschwindigkeit z.B. 0,1mm/s je Volt Abweichung der Elektrodenspannung<br />
(entspricht 0,02V Spannungsdifferenz am Eingang).<br />
Geschwindigkeit und Beschleunigung werden selbstverständlich auf zulässige Werte für die Z-Achse<br />
begrenzt (Parameter maxVelocity und maxAcceler), auch wenn der Regler übersteuert wird. Der P-Regler mit<br />
Geschwindigkeit als Stellgrösse ergibt eine exponentiell abfallende Rampe und somit sanftes Anfahren der<br />
Zielposition. Zusammen mit dem integrierenden Verhalten der Motorposition ergibt sich ein I-Regelverhalten<br />
bezogen auf die Z-Achsenposition.<br />
Lichtbogenüberwachung<br />
Mit dem Parameter „arcGoodInput“ wird angegeben, welches der Eingang für das „Lichtbogen ok“-Signal ist.<br />
Die Maschine sollte im Falle des Verlöschens des Lichtbogens anhalten. Es ist jedoch nicht ratsam, das Ok-<br />
Signal mit dem Notaus-Schaltkreis zu koppeln, denn Eilgänge werden ja mit abgeschaltetem Lichtbogen<br />
gefahren, und dürfen bei fehlendem „arcGood“ nicht gestoppt werden. „ArcGood“ wird deshalb nur bei G1, G2<br />
und G3 Befehlen und aktivem Höhenregler (zwischen M46 und M47-Befehlen) berücksichtigt. Bei G0,<br />
inaktiven Höhenregler oder manueller Fahrt bleibt der Eigang unberücksichtigt.<br />
Ohne Überwachung des arcGood-Signals würde der Höhenregler im Falle eines verloschenen Lichtbogens die<br />
volle Leerlaufspannung messen und versuchen, den Brenner immer tiefer zu stellen, um die zu hohe Spannung<br />
auszugleichen.<br />
Nicolas <strong>Benezan</strong>, Stauffenbergstraße 26, 72108 Rottenburg<br />
Tel: 07457/946455 Fax: 07457/946456<br />
Email: info@benezan.de Web: www.benezan.de<br />
Seite 4<br />
App<strong>Note</strong>-<strong>Plasma</strong>schneiden.doc<br />
01. August 2006
<strong>Benezan</strong> <strong>Electronics</strong><br />
Hard- und Softwareentwicklung<br />
BEAMICON Anwendungshinweis<br />
<strong>Plasma</strong>schneiden mit Höhenregler<br />
3 Programmierung<br />
3.1 Materialhöhenmessung<br />
Die meisten <strong>Plasma</strong>schneidmaschinen haben zusätzlich zur<br />
eigentlichen Z-Achse einen kleinen Schlitten, auf dem der<br />
Brenner vertikal beweglich angebracht ist. Dieser Schlitten<br />
wird normalerweise durch eine Feder oder das Eigengewicht<br />
in der untersten Stellung gehalten. Vor dem ersten Zünden des<br />
Brenners fährt die Z-Achse zuerst solange nach unten, bis die<br />
Brennerdüse auf dem Material aufsitzt. Wird die Z-Achse<br />
noch weiter nach unten bewegt, bleibt der Schlitten mit dem<br />
Brenner stehen, die Feder wird gespannt und schliesslich der<br />
Schalter betätigt. Wenn der Totweg des Schalters (Weg vom<br />
aufsetzen der Düse bis zum Schliessen des Schalters) bekannt<br />
ist, kann die genaue Höhe der Materialoberfläche und damit<br />
die gewünschte Nullpunktlage der Z-Achse ermittelt werden.<br />
Zur Höhenmessung kann das untenstehende Macro<br />
verwendet werden. Es wird davon ausgegangen, dass der<br />
Brenner bereits über der Einstechstelle positioniert wurd.<br />
G0 Z-120 (schnell bis knapp über Material)<br />
G1 Z-150 F500 UNTIL M100=1 (langsam)<br />
G1 Z=Z+10 F100 UNTIL M100=0<br />
G92 Z-5 (Totweg, Feder eingetaucht)<br />
G0 Z+10 (Abstand zum Einstechen)<br />
Koordinaten (Z), Geschwindigkeit (F) und Nummer des<br />
Schalters (M100) müssen an die Maschine angepasst werden.<br />
Totweg und Abstand können natürlich auch über Parameter<br />
(z.B. P0 und P1) an das Macro übergeben und damit variabel<br />
gemacht werden.<br />
Y-Achse<br />
Z-Achse<br />
Schalter<br />
Material<br />
Feder<br />
Schlitten<br />
Brenner<br />
3.2 Zünd- und Einstechsequenz<br />
Bei einer reinen <strong>Plasma</strong>schneidanlage wird der Brenner üblicherweise mit M3 ein- und mit M5 ausgeschaltet. Ist<br />
zusätzlich eine Werkzeugspindel vorhanden, etwa zum Vorbohren der Einstichlöcher, kann auch M8 und M9<br />
verwendet werden. Wegen der Brandgefahr (bei Öl) oder Kurzschlüssen (bei Wasser) kann beim<br />
<strong>Plasma</strong>schneiden normalerweise nicht mit Kühlmittel gearbeitet werden.<br />
Die Befehle M3/M5 oder M8/M9 können redefiniert, d.h. durch Macros ersetzt werden. Dadurch muss die<br />
Zündsequenz nicht im CNC-Programm wiederholt werden, sondern es genügt eine einzelne Zeile:<br />
M3 P1=10 P2=1.5 P3=5 V120<br />
könnte z.B. bedeuten, der Brenner soll auf einer Höhe von 10mm (pierce height) gezündet werden, 1.5s gewartet<br />
werden (pierce delay), auf eine Schnitthöhe (cut height) von 5mm gefahren und dann bei einer Spannung von<br />
120V mit dem Höhenregler gehalten werden. Das entsprechende Macro (M3.txt) könnte so aussehen:<br />
%<br />
G0 Z=P1<br />
M101=1 (Brenner an)<br />
G4 H1 UNTIL M102=1 (warte bis ArcGood)<br />
G4 H=P2 (pierce delay)<br />
G1 Z=P3 F1000 (auf Schnitthöhe, F=plunge rate)<br />
M46 (Höhenregler ein, V=Sollspannung)<br />
M99<br />
Alternativ zum senkrechten Fahren auf Schnitthöhe kann auch eine schräge Rampe gefahren werden. Dazu kann<br />
einfach die Zeile mit G1 Z=P3 weggelassen werden. Der Höhenregler fährt die Z-Achse dann beim<br />
nachfolgenden Fahren mit X und Y selbstständig auf die mit V eingestellte Höhe.<br />
Nicolas <strong>Benezan</strong>, Stauffenbergstraße 26, 72108 Rottenburg<br />
Tel: 07457/946455 Fax: 07457/946456<br />
Email: info@benezan.de Web: www.benezan.de<br />
Seite 5<br />
App<strong>Note</strong>-<strong>Plasma</strong>schneiden.doc<br />
01. August 2006
<strong>Benezan</strong> <strong>Electronics</strong><br />
Hard- und Softwareentwicklung<br />
BEAMICON Anwendungshinweis<br />
<strong>Plasma</strong>schneiden mit Höhenregler<br />
3.3 Abschaltsequenz<br />
Zum Schonen der Düse regeln die meisten Stromquellen den Strom zuerst etwas zurück, bevor der Brenner ganz<br />
ausgeschaltet wird. Eventuell wird die Düse auch mit Druckluft noch nachgekühlt. Es ist deshalb ratsam, nicht<br />
sofort nach dem Abschalten weiterzufahren, sondern eine kleine Verzögerung einzubauen. Das Abschaltmacro<br />
(M5.txt) könnte etwa so aussehen:<br />
%<br />
M47 (Höhenregler aus)<br />
M101=0 (Brenner aus)<br />
G4 H=P4 (end delay)<br />
M99<br />
Natürlich können in den Macros für das Einstechen und Abschalten auch noch beliebige andere Ausgänge<br />
geschaltet werden, um etwa die Stromstärke und Gasart auszuwählen, oder die Zündung und Gasventile<br />
programmgesteuert zu betätigen, wenn dies die Stromquelle nicht selbstständig ausführt.<br />
3.4 Fehlerbehandlung<br />
Im Gegensatz zur spanabhebenden Bearbeitung, wo die Spindel während des ganzen Bearbeitungsvorgangs<br />
weiterlaufen kann, muss beim <strong>Plasma</strong>schneiden der Brenner sofort abgeschaltet werden, wenn X- und Y-Achse<br />
angehalten werden. Bei stillstehender X/Y-Achsen würde bei angeschaltetem Brenner ein immer größeres<br />
Brandloch entstehen und der Lichtbogen schliesslich abreissen.<br />
Auch der umgekehrte Fall, das Weiterfahren bei verloschenem Lichtbogen und eingeschaltetem Höhenregler<br />
muss vermieden werden. Sonst versucht der Höhenregler, den Brenner immer tiefer zu fahren, weil er am<br />
Eingang für die Elektrodenspannung die maximale Leerlaufspannung sieht. Zu hohe Spannung bedeutet<br />
normalerweise einen zu hohen Elektrodenabstand.<br />
Deshalb wird zum einen das Lichtbogen-Ok (arc good) Signal überwacht solange der Höhenregler<br />
eingeschaltet ist, und mit G1, G2 oder G3 gefahren wird. Bei G0-Fahrten oder ausgeschaltetem Höhenregler<br />
wird das arc-good-Signal ignoriert. Bei jedem außerplanmäßigen Halt (Start/Stop-Taste oder inaktives arc-good)<br />
wird automatisch das M5-Macro ausgeführt, vor dem Weiterfahren das M3-Macro.<br />
Nicolas <strong>Benezan</strong>, Stauffenbergstraße 26, 72108 Rottenburg<br />
Tel: 07457/946455 Fax: 07457/946456<br />
Email: info@benezan.de Web: www.benezan.de<br />
Seite 6<br />
App<strong>Note</strong>-<strong>Plasma</strong>schneiden.doc<br />
01. August 2006