Schweißzusätze für thermische Kraftwerke - Böhler Welding
Schweißzusätze für thermische Kraftwerke - Böhler Welding
Schweißzusätze für thermische Kraftwerke - Böhler Welding

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
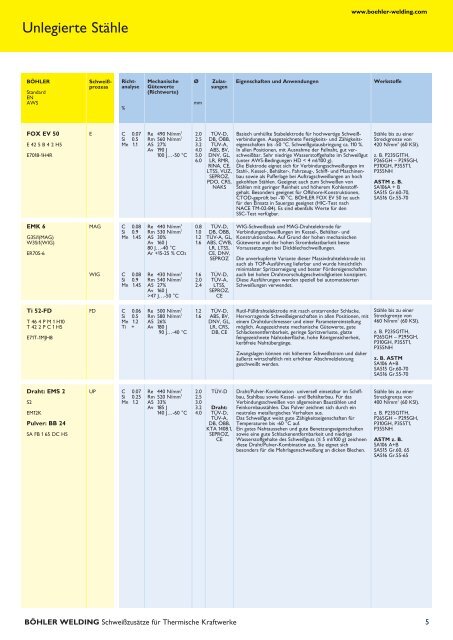
Unlegierte Stähle<br />
BÖHLER<br />
Standard<br />
EN<br />
AWS<br />
FOX EV 50<br />
E 42 5 B 4 2 H5<br />
E7018-1H4R<br />
EMK 6<br />
G3Si1(MAG)<br />
W3Si1(WIG)<br />
ER70S-6<br />
Ti 52-FD<br />
T 46 4 P M 1 H10<br />
T 42 2 P C 1 H5<br />
E71T-1MJH8<br />
Draht: EMS 2<br />
S2<br />
EM12K<br />
Pulver: BB 24<br />
SA FB 1 65 DC H5<br />
Schweißprozess<br />
E C 0.07<br />
Si 0.5<br />
Mn 1.1<br />
MAG<br />
WIG<br />
Richtanalyse<br />
%<br />
C 0.08<br />
Si 0.9<br />
Mn 1.45<br />
C 0.08<br />
Si 0.9<br />
Mn 1.45<br />
FD C 0.06<br />
Si 0.5<br />
Mn 1.2<br />
Ti +<br />
UP C 0.07<br />
Si 0.25<br />
Mn 1.2<br />
Mechanische<br />
Gütewerte<br />
(Richtwerte)<br />
Re 490 N/mm 2<br />
Rm 560 N/mm 2<br />
A5 27%<br />
Av 190 J<br />
100 J…-50 °C<br />
Re 440 N/mm 2<br />
Rm 530 N/mm 2<br />
A5 30%<br />
Av 160 J<br />
80 J…-40 °C<br />
Ar +15-25 % CO2<br />
Re 430 N/mm 2<br />
Rm 540 N/mm 2<br />
A5 27%<br />
Av 160 J<br />
>47 J…-50 °C<br />
Re 500 N/mm 2<br />
Rm 580 N/mm 2<br />
A5 26%<br />
Av 180 J<br />
90 J…-40 °C<br />
Re 440 N/mm 2<br />
Rm 520 N/mm 2<br />
A5 33%<br />
Av 185 J<br />
140 J…-60 °C<br />
BÖHLER WELDING <strong>Schweißzusätze</strong> <strong>für</strong> Thermische <strong>Kraftwerke</strong><br />
Ø<br />
mm<br />
2.0<br />
2.5<br />
3.2<br />
4.0<br />
5.0<br />
6.0<br />
0.8<br />
1.0<br />
1.2<br />
1.6<br />
1.6<br />
2.0<br />
2.4<br />
1.2<br />
1.6<br />
2.0<br />
2.5<br />
3.0<br />
3.2<br />
4.0<br />
Zulassungen<br />
TÜV-D,<br />
DB, ÖBB,<br />
TÜV-A,<br />
ABS, BV,<br />
DNV, GL,<br />
LR, RMR,<br />
RINA, CE,<br />
LTSS, VUZ,<br />
SEPROZ,<br />
PDO, CRS,<br />
NAKS<br />
TÜV-D,<br />
DB, ÖBB,<br />
TÜV-A, GL,<br />
ABS, CWB,<br />
LR, LTSS,<br />
CE, DNV,<br />
SEPROZ<br />
TÜV-D,<br />
TÜV-A,<br />
LTSS,<br />
SEPROZ,<br />
CE<br />
TÜV-D,<br />
ABS, BV,<br />
DNV, GL,<br />
LR, CRS,<br />
DB, CE<br />
TÜV-D<br />
Draht:<br />
TÜV-D,<br />
TÜV-A,<br />
DB, ÖBB,<br />
KTA 1408.1,<br />
SEPROZ,<br />
CE<br />
Basisch umhüllte Stabelektrode <strong>für</strong> hochwertige Schweißverbindungen.<br />
Ausgezeichnete Festigkeits- und Zähigkeitseigenschaften<br />
bis -50 °C. Schweißgutausbringung ca. 110 %.<br />
In allen Positionen, mit Ausnahme der Fallnaht, gut verschweißbar.<br />
Sehr niedrige Wasserstoffgehalte im Schweißgut<br />
(unter AWS-Bedingungen HD < 4 ml/100 g).<br />
Die Elektrode eignet sich <strong>für</strong> Verbindungsschweißungen im<br />
Stahl-, Kessel-, Behälter-, Fahrzeug-, Schiff- und Maschinenbau<br />
sowie als Pufferlage bei Auftragschweißungen an hoch<br />
gekohlten Stählen. Geeignet auch zum Schweißen von<br />
Stählen mit geringer Reinheit und höherem Kohlenstoffgehalt.<br />
Besonders geeignet <strong>für</strong> Offshore-Konstruktionen,<br />
CTOD-geprüft bei -10 °C. BÖHLER FOX EV 50 ist auch<br />
<strong>für</strong> den Einsatz in Sauergas geeignet (HIC-Test nach<br />
NACE TM-02-84). Es sind ebenfalls Werte <strong>für</strong> den<br />
SSC-Test verfügbar.<br />
WIG-Schweißstab und MAG-Drahtelektrode <strong>für</strong><br />
Verbindungsschweißungen im Kessel-, Behälter- und<br />
Konstruktionsbau. Auf Grund der hohen mechanischen<br />
Gütewerte und der hohen Strombelastbarkeit beste<br />
Voraussetzungen bei Dickblechschweißungen.<br />
Die unverkupferte Variante dieser Massivdrahtelektrode ist<br />
auch als TOP-Ausführung lieferbar und wurde hinsichtlich<br />
minimalster Spritzerneigung und bester Fördereigenschaften<br />
auch bei hohen Drahtvorschubgeschwindigkeiten konzipiert.<br />
Diese Ausführungen werden speziell bei automatisierten<br />
Schweißungen verwendet.<br />
Rutil-Fülldrahtelektrode mit rasch erstarrender Schlacke.<br />
Hervorragende Schweißeigenschaften in allen Positionen, mit<br />
einem Drahtdurchmesser und einer Parametereinstellung<br />
möglich. Ausgezeichnete mechanische Gütewerte, gute<br />
Schlackenentfernbarkeit, geringe Spritzverluste, glatte<br />
feingezeichnete Nahtoberfläche, hohe Röntgensicherheit,<br />
kerbfreie Nahtübergänge.<br />
Zwangslagen können mit höherem Schweißstrom und daher<br />
äußerst wirtschaftlich mit erhöhter Abschmelzleistung<br />
geschweißt werden.<br />
Draht/Pulver-Kombination universell einsetzbar im Schiffbau,<br />
Stahlbau sowie Kessel- und Behälterbau. Für das<br />
Verbindungsschweißen von allgemeinen Baustählen und<br />
Feinkornbaustählen. Das Pulver zeichnet sich durch ein<br />
neutrales metallurgisches Verhalten aus.<br />
Das Schweißgut weist gute Zähigkeitseigenschaften <strong>für</strong><br />
Temperaturen bis -60 °C auf.<br />
Ein gutes Nahtaussehen und gute Benetzungseigenschaften<br />
sowie eine gute Schlackenentfernbarkeit und niedrige<br />
Wasserstoffgehalte des Schweißguts (≤ 5 ml/100 g) zeichnen<br />
diese Draht/Pulver-Kombination aus. Sie eignet sich<br />
besonders <strong>für</strong> die Mehrlagenschweißung an dicken Blechen.<br />
www.boehler-welding.com<br />
Eigenschaften und Anwendungen Werkstoffe<br />
Stähle bis zu einer<br />
Streckgrenze von<br />
420 N/mm 2 (60 KSI).<br />
z. B. P235G1TH,<br />
P265GH – P295GH,<br />
P310GH, P355T1,<br />
P355NH<br />
ASTM z. B.<br />
SA106A + B<br />
SA515 Gr.60-70,<br />
SA516 Gr.55-70<br />
Stähle bis zu einer<br />
Streckgrenze von<br />
460 N/mm 2 (60 KSI).<br />
z. B. P235G1TH,<br />
P265GH – P295GH,<br />
P310GH, P355T1,<br />
P355NH<br />
z. B. ASTM<br />
SA106 A+B<br />
SA515 Gr.60-70<br />
SA516 Gr.55-70<br />
Stähle bis zu einer<br />
Streckgrenze von<br />
400 N/mm 2 (60 KSI).<br />
z. B. P235G1TH,<br />
P265GH – P295GH,<br />
P310GH, P355T1,<br />
P355NH<br />
ASTM z. B.<br />
SA106 A+B<br />
SA515 Gr.60, 65<br />
SA516 Gr.55-65<br />
5