Schweißzusätze für thermische Kraftwerke - Böhler Welding
Schweißzusätze für thermische Kraftwerke - Böhler Welding
Schweißzusätze für thermische Kraftwerke - Böhler Welding

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
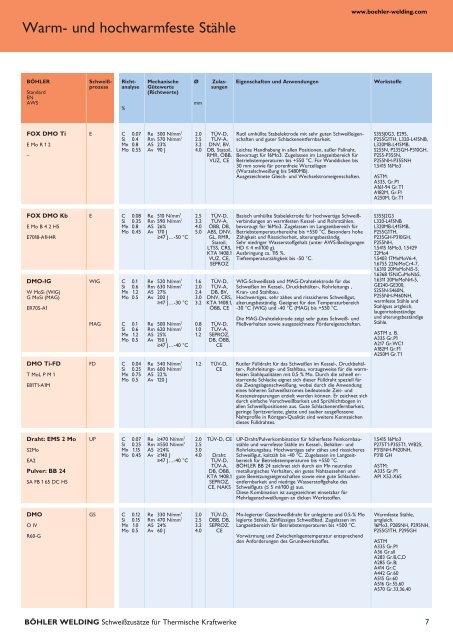
Warm- und hochwarmfeste Stähle<br />
BÖHLER<br />
Standard<br />
EN<br />
AWS<br />
FOX DMO Ti<br />
E Mo R 1 2<br />
–<br />
FOX DMO Kb<br />
E Mo B 4 2 H5<br />
E7018-A1H4R<br />
DMO-IG<br />
W MoSi (WIG)<br />
G MoSi (MAG)<br />
ER70S-A1<br />
DMO Ti-FD<br />
T MoL P M 1<br />
E81T1-A1M<br />
Draht: EMS 2 Mo<br />
S2Mo<br />
EA2<br />
Pulver: BB 24<br />
SA FB 1 65 DC H5<br />
DMO<br />
O IV<br />
R60-G<br />
Schweißprozess<br />
E C 0.07<br />
Si 0.4<br />
Mn 0.8<br />
Mo 0.55<br />
E C 0.08<br />
Si 0.35<br />
Mn 0.8<br />
Mo 0.45<br />
WIG<br />
MAG<br />
Richtanalyse<br />
%<br />
C 0.1<br />
Si 0.6<br />
Mn 1.2<br />
Mo 0.5<br />
C 0.1<br />
Si 0.6<br />
Mn 1.2<br />
Mo 0.5<br />
FD C 0.04<br />
Si 0.25<br />
Mn 0.75<br />
Mo 0.5<br />
UP C 0.07<br />
Si 0.25<br />
Mn 1.15<br />
Mo 0.45<br />
GS C 0.12<br />
Si 0.15<br />
Mn 1.0<br />
Mo 0.5<br />
Mechanische<br />
Gütewerte<br />
(Richtwerte)<br />
Re 500 N/mm 2<br />
Rm 570 N/mm 2<br />
A5 23%<br />
Av 90 J<br />
Re 510 N/mm 2<br />
Rm 590 N/mm 2<br />
A5 26%<br />
Av 170 J<br />
≥47 J…-50 °C<br />
Re 520 N/mm 2<br />
Rm 630 N/mm 2<br />
A5 27%<br />
Av 200 J<br />
≥47 J…-30 °C<br />
Re 500 N/mm 2<br />
Rm 620 N/mm 2<br />
A5 25%<br />
Av 150 J<br />
≥47 J…-40 °C<br />
Re 540 N/mm 2<br />
Rm 600 N/mm 2<br />
A5 22 %<br />
Av 120 J<br />
Re ≥470 N/mm 2<br />
Rm ≥550 N/mm 2<br />
A5 ≥24%<br />
Av ≥140 J<br />
≥47 J…-40 °C<br />
Re 330 N/mm 2<br />
Rm 470 N/mm 2<br />
A5 24%<br />
Av 60 J<br />
BÖHLER WELDING <strong>Schweißzusätze</strong> <strong>für</strong> Thermische <strong>Kraftwerke</strong><br />
Ø<br />
mm<br />
2.0<br />
2.5<br />
3.2<br />
4.0<br />
2.5<br />
3.2<br />
4.0<br />
5.0<br />
1.6<br />
2.0<br />
2.4<br />
3.0<br />
3.2<br />
0.8<br />
1.0<br />
1.2<br />
2.0<br />
2.5<br />
3.0<br />
4.0<br />
2.0<br />
2.5<br />
3.2<br />
4.0<br />
Zulassungen<br />
TÜV-D,<br />
TÜV-A,<br />
DNV, BV,<br />
DB, Statoil,<br />
RMR, ÖBB,<br />
VUZ, CE<br />
TÜV-D,<br />
TÜV-A,<br />
ÖBB, DB,<br />
ABS, DNV,<br />
GL, RMR,<br />
Statoil,<br />
LTSS, CRS,<br />
KTA 1408.1<br />
VUZ, CE,<br />
SEPROZ<br />
TÜV-D,<br />
TÜV-A,<br />
DB, BV,<br />
DNV, CRS,<br />
KTA 1408.1,<br />
ÖBB, CE<br />
TÜV-D,<br />
TÜV-A,<br />
SEPROZ,<br />
DB, ÖBB,<br />
CE<br />
1.2 TÜV-D,<br />
CE<br />
TÜV-D, CE<br />
Draht:<br />
TÜV-D,<br />
TÜV-A,<br />
DB, ÖBB,<br />
KTA 1408.1<br />
SEPROZ,<br />
CE, NAKS<br />
TÜV-D,<br />
ÖBB, DB,<br />
SEPROZ,<br />
CE<br />
Eigenschaften und Anwendungen Werkstoffe<br />
Rutil umhüllte Stabelektrode mit sehr guten Schweißeigenschaften<br />
und guter Schlackenentfernbarkeit.<br />
Leichte Handhabung in allen Positionen, außer Fallnaht.<br />
Bevorzugt <strong>für</strong> 16Mo3. Zugelassen im Langzeitbereich <strong>für</strong><br />
Betriebstemperaturen bis +550 °C. Für Wanddicken bis<br />
30 mm sowie <strong>für</strong> porenfreie Wurzellagen<br />
(Wurzelschweißung bis S480MB).<br />
Ausgezeichnete Gleich- und Wechselstromeigenschaften.<br />
Basisch umhüllte Stabelektrode <strong>für</strong> hochwertige Schweißverbindungen<br />
an warmfesten Kessel- und Rohrstählen,<br />
bevorzugt <strong>für</strong> 16Mo3. Zugelassen im Langzeitbereich <strong>für</strong><br />
Betriebstemperaturbereiche bis +550 °C. Besonders hohe<br />
Zähigkeit und Risssicherheit, alterungsbeständig.<br />
Sehr niedriger Wasserstoffgehalt (unter AWS-Bedingungen<br />
HD ≤ 4 ml/100 g).<br />
Ausbringung ca. 115 %.<br />
Tieftemperaturzähigkeit bis -50 °C.<br />
WIG-Schweißstab und MAG-Drahtelektrode <strong>für</strong> das<br />
Schweißen im Kessel-, Druckbehälter-, Rohrleitungs ,<br />
Kran- und Stahlbau.<br />
Hochwertiges, sehr zähes und risssicheres Schweißgut,<br />
alterungsbeständig. Geeignet <strong>für</strong> den Temperaturbereich<br />
-30 °C (WIG) und -40 °C (MAG) bis +550 °C.<br />
Die MAG-Drahtelektrode zeigt sehr gutes Schweiß- und<br />
Fließverhalten sowie ausgezeichnete Fördereigenschaften.<br />
Rutiler Fülldraht <strong>für</strong> das Schweißen im Kessel-, Druckbehälter-,<br />
Rohrleitungs- und Stahlbau, vorzugsweise <strong>für</strong> die warmfesten<br />
Stahlqualitäten mit 0,5 % Mo. Durch die schnell erstarrende<br />
Schlacke eignet sich dieser Fülldraht speziell <strong>für</strong><br />
die Zwangslagenschweißung, wobei durch die Anwendung<br />
eines höheren Schweißstromes bedeutende Zeit- und<br />
Kosteneinsparungen erzielt werden können. Er zeichnet sich<br />
durch einfache Verschweißbarkeit und Sprühlichtbogen in<br />
allen Schweißpositionen aus. Gute Schlackenentfernbarkeit,<br />
geringe Spritzverluste, glatte und sauber ausgeflossene<br />
Nahtprofile in Röntgen-Qualität sind weitere Kennzeichen<br />
dieses Fülldrahtes.<br />
UP-Draht/Pulverkombination <strong>für</strong> höherfeste Feinkornbaustähle<br />
und warmfeste Stähle im Kessel-, Behälter- und<br />
Rohrleitungsbau. Hochwertiges sehr zähes und risssicheres<br />
Schweißgut, kaltzäh bis -40 °C. Zugelassen im Langzeitbereich<br />
<strong>für</strong> Betriebstemperaturen bis +550 °C.<br />
BÖHLER BB 24 zeichnet sich durch ein Mn neutrales<br />
metallurgisches Verhalten, ein gutes Nahtaussehen und<br />
gute Benetzungseigenschaften sowie eine gute Schlackenentfernbarkeit<br />
und niedrige Wasserstoffgehalte des<br />
Schweißguts (≤ 5 ml/100 g) aus.<br />
Diese Kombination ist ausgezeichnet einsetzbar <strong>für</strong><br />
Mehrlagenschweißungen an dicken Werkstoffen.<br />
Mo-legierter Gasschweißdraht <strong>für</strong> unlegierte und 0.5-% Mo<br />
legierte Stähle. Zähflüssiges Schweißbad. Zugelassen im<br />
Langzeitbereich <strong>für</strong> Betriebstemperaturen bis +500 °C.<br />
Vorwärmung und Zwischenlagentemperatur entsprechend<br />
den Anforderungen des Grundwerkstoffes.<br />
www.boehler-welding.com<br />
S355J0G3, E295,<br />
P255G1TH, L320-L415NB,<br />
L320MB-L415MB,<br />
S255N, P235GH-P310GH,<br />
P255-P355N,<br />
P255NH-P355NH<br />
1.5415 16Mo3<br />
ASTM:<br />
A335, Gr.P1<br />
A161-94 Gr.T1<br />
A182M, Gr.F1<br />
A250M, Gr.T1<br />
S355J2G3<br />
L320-L415NB<br />
L320MB-L415MB,<br />
P255G1TH,<br />
P235GH-P310GH,<br />
P255NH,<br />
1.5415 16Mo3, 1.5429<br />
22Mo4<br />
1.5403 17MnMoV6-4,<br />
1.6755 22NiMoCr4-7,<br />
1.6310 20MnMoNi5-5,<br />
1.6368 15NiCuMoNb5,<br />
1.6311 20MnMoNi4-5,<br />
GE240-GE300,<br />
S255N-S460N,<br />
P255NH-P460NH,<br />
warmfeste Stähle und<br />
Stahlguss artgleich,<br />
laugenrissbeständige<br />
und alterungsbeständige<br />
Stähle.<br />
ASTM z. B.<br />
A335 Gr.P1<br />
A217 Gr.WC1<br />
A182M Gr.F1<br />
A250M Gr.T1<br />
1.5415 16Mo3<br />
P275T1-P355T1, WB25,<br />
P315NH-P420NH,<br />
P310 GH<br />
ASTM:<br />
A335 Gr.P1<br />
API X52-X65<br />
Warmfeste Stähle,<br />
artgleich.<br />
16Mo3, P285NH, P295NH,<br />
P255G1TH, P295GH<br />
ASTM<br />
A335 Gr.P1<br />
A36 Gr.all<br />
A283 Gr.B,C,D<br />
A285 Gr.B;<br />
A414 Gr.C<br />
A442 Gr.60<br />
A515 Gr.60<br />
A516 Gr.55,60<br />
A570 Gr.33,36,40<br />
7