Kurzreferate 2011 - Arbeitsgemeinschaft Dentale Technologie
Kurzreferate 2011 - Arbeitsgemeinschaft Dentale Technologie
Kurzreferate 2011 - Arbeitsgemeinschaft Dentale Technologie

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
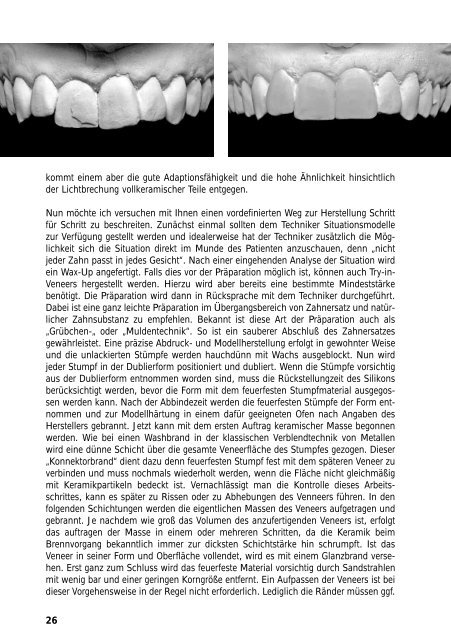
kommt einem aber die gute Adaptionsfähigkeit und die hohe Ähnlichkeit hinsichtlich<br />
der Lichtbrechung vollkeramischer Teile entgegen.<br />
Nun möchte ich versuchen mit Ihnen einen vordefinierten Weg zur Herstellung Schritt<br />
für Schritt zu beschreiten. Zunächst einmal sollten dem Techniker Situationsmodelle<br />
zur Verfügung gestellt werden und idealerweise hat der Techniker zusätzlich die Mög -<br />
lichkeit sich die Situation direkt im Munde des Patienten anzuschauen, denn „nicht<br />
jeder Zahn passt in jedes Gesicht“. Nach einer eingehenden Analyse der Situation wird<br />
ein Wax-Up angefertigt. Falls dies vor der Präparation möglich ist, können auch Try-in-<br />
Veneers hergestellt werden. Hierzu wird aber bereits eine bestimmte Mindeststärke<br />
benötigt. Die Präparation wird dann in Rücksprache mit dem Techniker durchgeführt.<br />
Dabei ist eine ganz leichte Präparation im Übergangsbereich von Zahnersatz und natürlicher<br />
Zahnsubstanz zu empfehlen. Bekannt ist diese Art der Präparation auch als<br />
„Grüb chen-„ oder „Muldentechnik“. So ist ein sauberer Abschluß des Zahnersatzes<br />
gewährleistet. Eine präzise Abdruck- und Modellherstellung erfolgt in gewohnter Weise<br />
und die unlackierten Stümpfe werden hauchdünn mit Wachs ausgeblockt. Nun wird<br />
jeder Stumpf in der Dublierform positioniert und dubliert. Wenn die Stümpfe vorsichtig<br />
aus der Dublierform entnommen worden sind, muss die Rückstellungzeit des Sili kons<br />
berücksichtigt werden, bevor die Form mit dem feuerfesten Stumpfmaterial ausgegossen<br />
werden kann. Nach der Abbindezeit werden die feuerfesten Stümpfe der Form entnommen<br />
und zur Modellhärtung in einem dafür geeigneten Ofen nach Anga ben des<br />
Herstellers gebrannt. Jetzt kann mit dem ersten Auftrag keramischer Masse begonnen<br />
werden. Wie bei einen Washbrand in der klassischen Verblendtechnik von Metallen<br />
wird eine dünne Schicht über die gesamte Veneerfläche des Stumpfes gezogen. Dieser<br />
„Konnektorbrand“ dient dazu denn feuerfesten Stumpf fest mit dem späteren Veneer zu<br />
verbinden und muss nochmals wiederholt werden, wenn die Fläche nicht gleichmäßig<br />
mit Keramikpartikeln bedeckt ist. Vernachlässigt man die Kontrolle dieses Arbeits -<br />
schrittes, kann es später zu Rissen oder zu Abhebungen des Venneers führen. In den<br />
folgenden Schichtungen werden die eigentlichen Massen des Veneers aufgetragen und<br />
gebrannt. Je nachdem wie groß das Volumen des anzufertigenden Veneers ist, erfolgt<br />
das auftragen der Masse in einem oder mehreren Schritten, da die Keramik beim<br />
Brenn vorgang bekanntlich immer zur dicksten Schichtstärke hin schrumpft. Ist das<br />
Veneer in seiner Form und Oberfläche vollendet, wird es mit einem Glanzbrand versehen.<br />
Erst ganz zum Schluss wird das feuerfeste Material vorsichtig durch Sandstrahlen<br />
mit wenig bar und einer geringen Korngröße entfernt. Ein Aufpassen der Veneers ist bei<br />
dieser Vorgehensweise in der Regel nicht erforderlich. Lediglich die Ränder müssen ggf.<br />
26