Forum - Technische Mitteilungen - ThyssenKrupp
Forum - Technische Mitteilungen - ThyssenKrupp
Forum - Technische Mitteilungen - ThyssenKrupp

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
forum<br />
<strong>Technische</strong> <strong>Mitteilungen</strong> <strong>ThyssenKrupp</strong> Dezember 2000<br />
TK
02<br />
Impressum<br />
Herausgeber<br />
<strong>ThyssenKrupp</strong> AG<br />
Zentralbereich Technik<br />
August-Thyssen-Straße 1<br />
40211 Düsseldorf<br />
Postfach 10 10 10<br />
40001 Düsseldorf<br />
Telefon 0211/8 24-3 62 91<br />
Telefax 0211/8 24-3 62 85<br />
Erscheinungsweise<br />
„forum – <strong>Technische</strong> <strong>Mitteilungen</strong><br />
<strong>ThyssenKrupp</strong>“ erscheint<br />
ein- bis zweimal jährlich<br />
in deutscher und<br />
englischer Sprache.<br />
Nachdruck nur mit<br />
Genehmigung des<br />
Herausgebers.<br />
Fotomechanische<br />
Vervielfältigung<br />
einzelner Aufsätze<br />
ist erlaubt.<br />
Der Versand des<br />
„forum – <strong>Technische</strong> <strong>Mitteilungen</strong><br />
<strong>ThyssenKrupp</strong>“<br />
erfolgt über eine<br />
Adressdatei, die mit<br />
Hilfe der automatisierten<br />
Datenverarbeitung<br />
geführt wird.<br />
ISSN 1438-5635<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
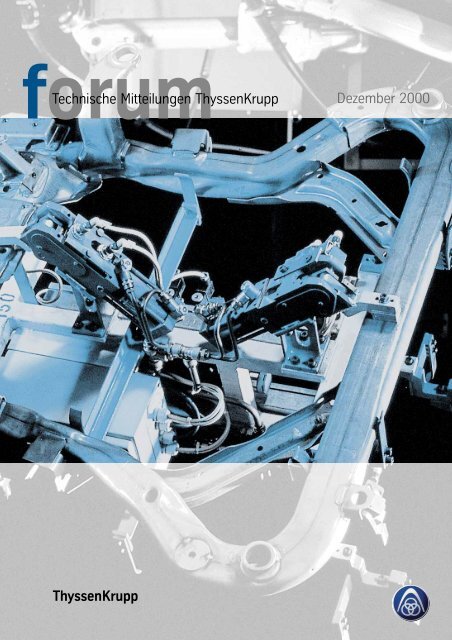
Titelbild<br />
Intelligente Fertigungsverfahren – das<br />
Leitthema der vorliegenden Ausgabe von<br />
„forum – <strong>Technische</strong> <strong>Mitteilungen</strong><br />
<strong>ThyssenKrupp</strong>“ – sind heute in modernen<br />
Produktionen unverzichtbar. Sie sind die<br />
Voraussetzung für Kostenreduzierungen<br />
sowie für die Optimierung der Produkteigenschaften<br />
und der -qualität.<br />
Der im Titelbild gezeigte Hilfsrahmen für<br />
Automobile ist ein Beispiel für den Einsatz<br />
eines intelligenten Produktionsverfahrens,<br />
hier das Innen-Hochdruck-Umformen<br />
(IHU). Durch eine gezielte Querschnittsverteilung<br />
besitzt das IHU-Bauteil bessere<br />
Steifigkeits- und Festigkeitseigenschaften.<br />
Die Möglichkeit zur komplexen Formgebung<br />
führt zu einer optimalen Nutzung des<br />
vorhandenen Bauraums, der Entfall separater<br />
Versteifungsbleche und Schweißflansche<br />
zu einer Gewichtsreduzierung. Die<br />
Integration mehrerer Verfahren wie Umformen,<br />
Fügen und Lochen in einen Arbeitsgang<br />
verkürzt die Stückzeiten und damit<br />
die Produktionskosten.<br />
Dieses Beispiel steht für eine Vielzahl<br />
von Entwicklungen und Anwendungen<br />
intelligenter Fertigungsverfahren in unseren<br />
Konzernunternehmen, von denen<br />
wir Ihnen eine kleine Auswahl in diesem<br />
Heft präsentieren.
03<br />
Vorwort<br />
Prof. Dr.-Ing. Ekkehard Schulz, Vorsitzender des Vorstands der <strong>ThyssenKrupp</strong> AG<br />
Liebe Leserinnen, liebe Leser,<br />
globale Zusammenhänge, innovative Verfahrensprozesse,<br />
Automations- und Rationalisierungseffekte,<br />
Kostenreduktionen und<br />
Qualitätsverbesserungen bestimmen heute<br />
die Fertigungstechnologien im <strong>ThyssenKrupp</strong><br />
Konzern. Dabei verstehen wir Fertigung als<br />
Teil einer Kette, die vom Produktdesign<br />
über die eigentliche Herstellung bis zu<br />
flexibel ausgelegten Logistik- und<br />
Montagekonzepten reicht. In diesem<br />
Themenheft berichten wir über anspruchsvolle<br />
Fertigungstechniken des Konzerns.<br />
Neue Verfahren für die Herstellung endabmessungsnaher<br />
Stähle, wie das Gießwalzen<br />
von Qualitäts-Flachstählen und das Bandgießen<br />
von nichtrostenden Stählen,<br />
revolutionieren bisherige Technologien.<br />
Bei diesen modernen Verfahren wird in nur<br />
wenigen Prozessschritten ein marktgerechtes<br />
Produkt erreicht. Die Materialdurchlaufzeiten<br />
zwischen Stahlwerk und Kaltwalzwerk<br />
werden wesentlich verkürzt, die<br />
Investitions- und Betriebskosten deutlich<br />
verringert.<br />
Die ganzheitliche Betrachtung des Herstellungsprozesses<br />
führte zu einem neuen<br />
Warmschmiedeprozess für Fahrwerkskomponenten<br />
von Erdbewegungsmaschinen,<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
der nicht mehr wettbewerbsfähige Fertigungstechniken<br />
substituiert.<br />
Neue Methoden zur Qualitätssteigerung<br />
von Produkten und Baugruppen sind integraler<br />
Baustein in einer hochmodernen<br />
Fertigung. So wird in der Fertigung von<br />
SMC (Sheet-Molded-Composite)-Bauteilen<br />
für die Automobilindustrie das so genannte<br />
Six-Sigma-Verfahren als eine Methode zur<br />
Effizienzsteigerung erfolgreich eingesetzt.<br />
Die Kombination von Laserstrahlschneiden<br />
und -schweißen erhöht in unserem Schiffbau<br />
die Produktivität in der Paneelvorfertigung.<br />
Modular und flexibel ausgelegte Montagekonzepte<br />
ermöglichen die Herstellung von<br />
Lenksäulen für die Automobilindustrie in<br />
hohen Stückzahlen.<br />
Das sind nur einige Beispiele intelligenter<br />
Fertigungsverfahren aus dem <strong>ThyssenKrupp</strong><br />
Konzern. Sie zeigen Lösungen auf, die<br />
den selbstgestellten Anspruch auf Technologieführerschaft<br />
untermauern und zur<br />
Diskussion anregen.<br />
Ekkehard Schulz<br />
Prof. Dr.-Ing.<br />
Ekkehard Schulz,<br />
Vorsitzender des<br />
Vorstands der<br />
<strong>ThyssenKrupp</strong> AG
04<br />
Inhalt<br />
Dr.-Ing. Claus Hendricks, Vorstand Technik 1,<br />
Dr.-Ing. Wolfgang Rasim, Hauptbereichsleiter<br />
Gießwalzanlage (GWA),<br />
Dipl.-Ing. Horst Janssen, Bereichsleiter<br />
Anlagentechnik GWA,<br />
Dipl.-Ing. Helmut Schnitzer, Bereichsl. Gießen GWA,<br />
Dr.-Ing. Eberhard Sowka, Bereichsleiter<br />
Prozesstechnik/Qualität GWA,<br />
Dipl.-Ing. Pino Tesé, Bereichsleiter Walzen GWA,<br />
Thyssen Krupp Stahl AG, Duisburg<br />
Seite 7<br />
Inbetriebnahme und bisherige<br />
Erfahrungen mit der Gießwalzanlage<br />
der <strong>ThyssenKrupp</strong> Stahl AG<br />
Am 02. April 1999 nahm die Thyssen<br />
Krupp Stahl AG ihre neue Gießwalzanlage<br />
pünktlich in Betrieb. Seitdem wurden bis<br />
Ende August 2000 rd. 1,1 Mio t Warmband<br />
erzeugt. Die Produktion im August<br />
2000 belief sich auf rd. 133.000 t.<br />
Die Unterschiede zu anderen CSP-Anlagen<br />
werden erläutert. Ein Rotorhaspel<br />
mit Kompaktkühlstrecke ist zusätzlich<br />
installiert worden.<br />
Endkapazität und Stand der Hochlaufphase<br />
werden ebenso beschrieben wie<br />
erzeugtes Gütenspektrum und erzielte<br />
Abmessungen.<br />
Es werden die gleichmäßige Temperaturverteilung<br />
der Bramme und des Warmbandes<br />
gezeigt sowie die sehr guten<br />
Toleranzeigenschaften der erzeugten Coils.<br />
Das Banddickenquerprofil bleibt innerhalb<br />
einer Toleranz von +/- 10 µm, die Dickenabweichung<br />
in der Bandmitte ist in der<br />
Hauptbandlänge besser als +/- 0,03 mm,<br />
und in der Breite ist die halbe übliche<br />
Warmband-Toleranz einhaltbar. Den guten<br />
Temperaturverhältnissen entsprechend ist<br />
das Gefüge des Warmbandes über Bandlänge<br />
und -breite ebenfalls sehr gleichmäßig.<br />
Die Oberflächenqualität des CSP-Bandes<br />
liegt auf dem Niveau guten konventionellen<br />
Warmbandes, ohne bereits jetzt die<br />
Spitzenanforderung von Automobil-Außenhautteilen<br />
zu erreichen. Die vorhandenen<br />
Oberflächenfehler sind im wesentlichen<br />
Schalen, insbesondere bei Anfahrbrammen<br />
und unregelmäßigem Gießverlauf.<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Dipl.-Ing. Eike Schmilinsky,<br />
Leiter Umschmelzbetrieb,<br />
Krupp VDM GmbH, Unna<br />
Dipl.-Ing. Harald Scholz,<br />
Entwicklungsingenieur Verfahrens- und Anlagenentwicklung<br />
Vakuum-Metallurgie,<br />
ALD Vacuum Technologies GmbH, Erlensee<br />
Seite 14<br />
Hochreine Nickelbasislegierungen<br />
durch Elektro-Schlacke-<br />
Umschmelzverfahren<br />
Das Elektro-Schlacke-Umschmelzen<br />
(ESU) ermöglicht die Erzeugung dichter,<br />
seigerungsarmer Blöcke von hochreinen<br />
Speziallegierungen, die auf Grund ihrer<br />
glatten und fehlerfreien Oberfläche direkt<br />
durch Warmumformung weiterverarbeitet<br />
werden können.<br />
Am Standort Unna der Krupp VDM<br />
GmbH wird derzeit eine neue Umschmelzanlage<br />
in Betrieb genommen. Eine Besonderheit<br />
dieser Anlage ist ein gasdichter<br />
und evakuierbarer Ofenkessel für Rundformate,<br />
bei dem der gesamte Umschmelzprozess,<br />
der bei konventionellen ESU-Anlagen<br />
unter Luftatmosphäre stattfindet,<br />
unter einer gezielt einstellbaren Schutzgasatmosphäre<br />
abläuft.<br />
Eine ESU-Charge, die je nach Blockgewicht<br />
und -format bis zu 24 Stunden dauern<br />
kann, gliedert sich in Start-, Hauptschmelz-<br />
und Schopfheizphase auf. Die<br />
einzelnen Phasen laufen bei der VDM-<br />
Anlage nach Eingabe des Startdialogs, von<br />
einem Anlagen-Rechner gesteuert, vollautomatisch<br />
ab.<br />
Das Ergebnis des ESU-Prozesses ist ein<br />
Block mit isotropen Eigenschaften, hoher<br />
Dichte und Homogenität, ohne Seigerungen<br />
und Lunker.<br />
Umgeschmolzene Legierungen werden<br />
überall dort eingesetzt, wo ein Höchstmaß<br />
an Beständigkeit gegen korrosive Einwirkung<br />
oder hohe Temperaturen gefordert<br />
wird, wie z.B. bei Gasturbinen, Motorventilen,<br />
im Offshore-Bereich und in der Elektronikindustrie.<br />
Dr.-Ing. Hans-Ulrich Lindenberg, <strong>Technische</strong>r Vorstand,<br />
Dr.-Ing. Manfred Walter, Projektleiter Bandgießen,<br />
Dr.-Ing. Guido Stebner, Leiter Prozessentwicklung,<br />
Dr.-Ing. Ulrich Albrecht-Früh, Projekt Manager Eurostrip,<br />
Krupp Thyssen Nirosta GmbH, Krefeld<br />
Romeo Capotosti, Leiter Gießbetrieb,<br />
Acciai Speciali Terni S.p.A., Terni, Italien<br />
Dr.-Ing. Dieter Senk, Bereichsleiter Forschung und<br />
Entwicklung,<br />
Thyssen Krupp Stahl AG, Duisburg<br />
Seite 20<br />
Bandgießen – Innovation für die<br />
Erzeugung von Flachstahl-<br />
Produkten im neuen Jahrtausend<br />
Die seit Anfang der 80er-Jahre in zahlreichen<br />
F+E-Projekten weltweit verfolgte<br />
Bandgießtechnologie bietet die Möglichkeit,<br />
mit wenigen Verfahrensschritten ein<br />
marktgerechtes Endprodukt zu erzeugen.<br />
Vorteile ergeben sich neben den dadurch<br />
erzielbaren Kosteneinsparungen auch in<br />
umweltrelevanten Bereichen durch Energieeinsparung<br />
und Emissionsreduzierung.<br />
Im EUROSTRIP-Projekt wurden die Aktivitäten<br />
von <strong>ThyssenKrupp</strong> Steel, Usinor<br />
und Voest Alpine mit dem Ziel gebündelt,<br />
im Werk Krefeld von Krupp Thyssen Nirosta<br />
die erste industrielle Bandgießanlage in<br />
Europa zu errichten. Nach nur neunmonatiger<br />
Bauzeit wurde Ende 1999 der<br />
erste Guss auf der Anlage durchgeführt und<br />
in der Folgezeit der Gießprozess stabilisiert<br />
und das Prozessfenster hinsichtlich des<br />
Dickenspektrums und der Produktivität der<br />
Anlage ausgeweitet. Die Pilotanlage bei<br />
Acciai Speciali Terni sowie die an der<br />
RWTH Aachen betriebene Laboranlage<br />
leisteten bei den theoretischen Voruntersuchungen<br />
wie auch in praktischen Tests<br />
wichtige Hilfestellung.<br />
Die bisherigen Versuche haben ergeben,<br />
dass der Reinheitsgrad der Bänder auf<br />
Grund der raschen Erstarrung besser als<br />
bei konventionell erzeugten Bändern ist.<br />
Dies führt zu verbessertem Korrosionsverhalten<br />
des Produktes. Die mechanisch<br />
technologischen Eigenschaften sind mit<br />
denen konventioneller Produkte vergleichbar.<br />
Die sehr positiven Ergebnisse in Krefeld<br />
haben zum Entschluss geführt, den Ausbau<br />
zu einer vollständig industriellen Anlage mit<br />
400.000 t/a RSH-Stahl voranzutreiben.
05<br />
Inhalt<br />
John M. Vergoz,<br />
Vice President Quality & Technology,<br />
The Budd Company, Troy, USA<br />
Seite 28<br />
Intelligenter Fertigungsprozess –<br />
Six-Sigma-Teile aus SMC<br />
Die Eigenschaften von Produkten weisen<br />
herstellungsbedingt Abweichungen vom<br />
Idealwert auf. Durch Steuerung der Herstellprozesse<br />
lassen sich die Produkteigenschaften<br />
so beeinflussen, dass sie innerhalb<br />
vom Kunden vorgegebener Grenzwerte<br />
liegen. Einen wesentlichen Beitrag hierzu<br />
leistet die bei Budd im Werk Carey bei<br />
der Fertigung von SMC-Teilen für die Automobilindustrie<br />
eingesetzte Six-Sigma-<br />
Methode. Der Begriff Six-Sigma stammt<br />
aus der Statistik und steht für ein Prozesssteuerungs-Konzept,<br />
mit dem die Fehlerrate<br />
auf unter 3,4 ppm (parts per million)<br />
reduziert werden kann.<br />
Nach jedem Prozessschritt werden nach<br />
einem festgelegten Probenentnahmeplan<br />
Stichproben aus der Fertigung entnommen<br />
und von geschulten Six-Sigma-Prüfern die<br />
Produkteigenschaften überprüft. Als Fehler<br />
erkannte Abweichungen werden definierten<br />
Fehlerkategorien zugeordnet und<br />
zusammen mit den Fertigungsdaten in<br />
einer Datenbank gespeichert. Die Verfolgung<br />
der einzelnen Fehlercodes macht es<br />
möglich, Trends bei den Daten zu analysieren<br />
und zielgerichtet Maßnahmen zu<br />
ergreifen, bevor beim Kunden Probleme<br />
entstehen.<br />
Regelmäßige Planungsbesprechungen<br />
zur kontinuierlichen Verbesserung, Festlegung<br />
von Aktionsplänen und Vergleich<br />
der erreichten Verbesserungen mit den<br />
Zielsetzungen sind Bestandteil der im Werk<br />
Carey eingesetzten dokumentierten Verfahren<br />
zur kontinuierlichen Qualitätsverbesserung<br />
nach der Qualitätsnorm<br />
ISO 9000.<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Dr.-Ing. Dipl.-Wirt.-Ing. Arndt R. Birkert,<br />
Geschäftsbereichsleiter Hydroforming,<br />
Kurt Lagler, Geschäftsbereichsleiter Vorrichtungs-<br />
und Anlagenbau,<br />
Dipl.-Ing. M.S. in Management<br />
Thomas Meichsner, Geschäftsführer,<br />
Dipl.-Ing. (BA) Hannes Winter, Projektleiter,<br />
Krupp Drauz GmbH, Heilbronn<br />
Seite 34<br />
Moderner Aluminium-Space-<br />
Frame durch intelligentes<br />
Karosseriebaumanagement ®<br />
Das Rohbaukonzept moderner Fahrzeuge<br />
muss neben dem Karosseriekonzept die<br />
fügenden und umformenden Fertigungsverfahren<br />
einbeziehen, um den Anforderungen<br />
an Leichtbau, kurze Entwicklungszeiten<br />
und wirtschaftliche Umsetzbarkeit<br />
Rechnung zu tragen. Die Integration dieser<br />
Disziplinen und Anforderungen erfolgt<br />
dabei durch ein intelligentes und umfassendes<br />
Karosseriebaumanagement im<br />
Sinne eines Simultaneous Engineering.<br />
Ein möglicher Lösungsansatz zur Realisierung<br />
der Zielvorstellungen sind Space-<br />
Frame-Strukturen aus Aluminium unter<br />
Verwendung von Profilen, Blechen und<br />
Druckgussteilen. Sie bilden die Grundlage<br />
neuer Karosseriekonzepte.<br />
Als Fügeverfahren kommen hier vorzugsweise<br />
Laser- und WIG-Schweißen, Nieten,<br />
Durchsetzfügen und Kleben zum Einsatz. Bei<br />
den umformenden Fertigungsverfahren ist<br />
vor allem das Innenhochdruck-Umformen<br />
von Rohren und Profilen zu nennen.<br />
In der Fabrikplanung – eine Kernkompetenz<br />
von Krupp Drauz und ihrer Tochter<br />
Krupp Drauz Ingenieurbetrieb – fließen alle<br />
Teilaspekte und -lösungen zusammen. Hier<br />
entsteht virtuell die gesamte Infrastruktur,<br />
welche unter Einbeziehung der Kundenbelange<br />
und unter Berücksichtigung einer<br />
wirtschaftlichen Umsetzbarkeit zur Darstellung<br />
der Rohbauumfänge erforderlich sind.<br />
Die technologieübergreifende Projektabwicklung<br />
von der Entwicklung bis hin zur<br />
Fertigung gesamter Karosserien einschließlich<br />
aller erforderlichen Betriebsmittel garantieren<br />
den Kunden umfassende und<br />
kostenoptimale Lösungen.<br />
Dipl.-Ing. Roman Bilmayer,<br />
Leiter Fertigungsplanung,<br />
Dipl.-Ing. René Lörenz,<br />
Stellv. Leiter Fertigungsplanung,<br />
Krupp Presta AG, Eschen, Liechtenstein<br />
Seite 41<br />
Hochautomatisierte Fertigung von<br />
Baugruppen von Lenksäulen<br />
Die Krupp Presta AG ist einer der weltweit<br />
führenden Hersteller von Lenksäulen, Lenkwellen<br />
und gebauten Nockenwellen. Die<br />
Komplexität dieser Produkte in Verbindung<br />
mit der marktseitig geforderten Variantenvielfalt<br />
stellt im Hinblick auf eine wirtschaftliche<br />
Produktion hohe Anforderungen an das<br />
Produktdesign und das Fertigungskonzept.<br />
Der Produktkomplexität begegnet Krupp<br />
Presta durch modulare Produktgestaltung.<br />
Die einzelnen Baugruppen werden dadurch<br />
weitgehend kundenunabhängig, was zu<br />
einer Erhöhung der Stückzahl führt und die<br />
Basis für eine hochautomatisierbare Massenfertigung<br />
schafft. Bei den Montageprozessen<br />
werden weitgehend standardisierbare<br />
Verbindungstechnologien eingesetzt.<br />
Standardisierbare Prozesse und modulare<br />
Produktgestaltung waren Voraussetzungen<br />
für die Einführung eines flexiblen und modular<br />
erweiterbaren Montagekonzeptes, dargestellt<br />
am Beispiel der Lenkwellenmontage:<br />
Bei der Beschaffung einer neuen Montagelinie,<br />
kapazitätsmäßig ausgelegt auf das gesamte<br />
Auftragsspektrum, wurde ein hoher<br />
Automatisierungsgrad realisiert, um eine wirtschaftliche<br />
Fertigung zu ermöglichen. Um<br />
die Auslastung bestehender Montageanlagen<br />
und der neu zu beschaffenden Montagelinie<br />
möglichst hoch zu halten, wurde der<br />
Ausbau stufenweise geplant. Im Endausbau<br />
wird der gesamte Montageverbund aus<br />
7 Montageeinheiten bestehen, wobei jede Einheit<br />
sowohl im Verbund als auch einzeln betrieben<br />
werden kann. Die erzielten Effekte<br />
sind u.a.: Personaleinsparung, Montagekostenreduzierung,<br />
kurze Rüst- und Durchlaufzeiten,<br />
kundengerechte Produktion, vereinfachte<br />
Disposition und hohe Flexibilität.
06<br />
Inhalt<br />
Dr.-Ing. Karsten Kroos,<br />
Vorsitzender der Geschäftsführung,<br />
Krupp Automotive Systems GmbH, Bochum<br />
Dr.-Ing. Henry Puhl,<br />
Projektleiter,<br />
ZA Engineering und Investitionen,<br />
Thyssen Krupp Automotive AG, Bochum<br />
Seite 47<br />
Moderne Logistik-Systeme für<br />
komplexe Modul-Lieferungen<br />
Die Internationalisierung der Märkte<br />
und die damit verbundene Globalisierung<br />
der Unternehmen führen zu weltweiten<br />
Produktionsnetzwerken von Fahrzeugherstellern,<br />
Systemlieferanten und Unterlieferanten.<br />
Moderne Logistik-Systeme sind ein<br />
wesentlicher Erfolgsfaktor für die Funktion<br />
dieser Produktionsnetzwerke und eine<br />
erwartete sowie notwendige Dienstleistung<br />
des Systempartners. Die vielschichtigen<br />
Bestandteile des Material- und Informationsflusses<br />
in der Beschaffungs-, Produktions-<br />
und Bereitstellungslogistik sowie die<br />
vielfachen Möglichkeiten ihrer Gestaltung<br />
erfordern heute umfassende Kompetenz<br />
und Erfahrung seitens der Systemlieferanten.<br />
Die frühzeitige Einbindung der<br />
Logistikentwicklung in das Simultaneous<br />
Engineering, der Einsatz neuester Planungsverfahren<br />
sowie die effektive Koordination<br />
aller Partner sind dabei unabdingbare<br />
Voraussetzungen für den optimalen<br />
Entwurf und die schnelle Implementierung<br />
reaktionsschneller, flexibler und kostengünstiger<br />
Logistikprozesse.<br />
Die Krupp Automotive Systems GmbH<br />
(KAS) stellt sich dieser Herausforderung<br />
und kann bereits auf vielfältige Erfahrungen<br />
einer Reihe innovativer und erfolgreicher<br />
Logistik-Systeme zurückgreifen.<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Dr.-Ing. Federico Vallese,<br />
Technical Director,<br />
Dr.-Ing. Andrea Minguzzi,<br />
Technology Manager,<br />
Berco S.p.A., Copparo, Italien<br />
Seite 55<br />
Einsatz von Warmschmiedetechniken<br />
zur Fertigung von Fahrwerkskomponenten<br />
für Erdbewegungsmaschinen<br />
Berco, gegründet 1920, produziert komplette<br />
Laufwerks-Systeme für alle kettengeführten<br />
Erdbewegungsmaschinen und<br />
operiert sowohl im Ersatzteilmarkt mit<br />
einem eigenen Händlernetz als auch im<br />
OEM-Bereich für die bedeutenden Hersteller<br />
der Welt.<br />
Berco hat die Marktführerschaft in diesem<br />
Sektor erreicht, indem sie der Entwicklung<br />
des Weltmarktes gefolgt ist, die<br />
selbst bei den größten Herstellern (Komatsu,<br />
John Deere, Fiat usw.) zum Outsourcing<br />
der Laufwerksteile geführt hat.<br />
Die erfolgreiche Strategie des Unternehmens<br />
liegt in der Fähigkeit, innovative<br />
Produktionstechnologien anzuwenden, um<br />
kontinuierlich die Produktionskosten zu<br />
senken und ständig wachsende Marktanteile<br />
zu erlangen.<br />
Das Maxi-Presse-Projekt ist das<br />
neueste Beispiel von Berco in der Verfolgung<br />
des zuvor genannten Konzeptes. Es<br />
besteht in einer neuen Warmschmiede-<br />
Linie mit einer 325-MN-Presse (eine der<br />
beiden größten Spindelpressen weltweit)<br />
für die Produktion von Kettenrädern und<br />
ersetzt die bisher eingesetzte Stahlgieß-<br />
Technologie.<br />
Die erwarteten Vorteile sind sowohl eine<br />
Verbesserung der Produktqualität als auch<br />
eine signifikante Reduzierung der Produktionskosten<br />
sowie eine Mengensteigerung<br />
auf Grund der verbesserten Wettbewerbsfähigkeit.<br />
Dipl.-Ing. Thomas Minks,<br />
Projektingenieur Laserfertigungslinie,<br />
Blohm+Voss GmbH, Hamburg<br />
Seite 61<br />
Mit dem Laserstrahl den Schiffbau<br />
revolutionieren:<br />
Laserstrahlschweißen und<br />
-schneiden bei Blohm+Voss<br />
Die Genaufertigung als Mittel zur Steigerung<br />
der Produktivität und damit der Wettbewerbsfähigkeit<br />
hat im Stahlschiffbau in<br />
den letzten Jahren erheblich an Bedeutung<br />
gewonnen. Genaufertigung steht für das<br />
Fertigen in sehr engen Toleranzbereichen,<br />
wodurch der Montageaufwand durch Entfall<br />
von Richt- und Anpassarbeiten minimiert,<br />
Nacharbeiten reduziert und Durchlaufzeiten<br />
verkürzt werden können.<br />
Die Blohm+Voss GmbH setzt für die<br />
Genaufertigung als erste Werft weltweit die<br />
Lasertechnologie ein, kombiniert mit einer<br />
komplexen Spanntechnik, die das exakte<br />
Vorpositionieren und Heftschweißen von<br />
Bauteilen überflüssig macht.<br />
Das Laserstrahlschneiden ermöglicht<br />
großformatige Blechzuschnitte mit nahezu<br />
parallelen Schnittkanten und sehr schmalen<br />
Schnittspalten, die – in Verbindung mit<br />
der geeigneten Spanntechnik – das Laserstrahlschweißen<br />
ohne Zusatzwerkstoff<br />
möglich machen.<br />
Das Schweißen mittels Laser führt zu<br />
geringem Wärmeeintrag in das Werkstück<br />
und damit zu geringem Verzug der Bauteile.<br />
Dies ermöglicht die Verwendung von<br />
geringen Blech- und Profildicken und<br />
unterstützt die extreme Leichtbauweise,<br />
welche die von Blohm+Voss gebauten<br />
Schiffstypen erfordern.<br />
Mit der Kombination aus Laserstrahlschneiden<br />
und -schweißen in einer Fertigungslinie<br />
verfügt Blohm+Voss über das<br />
derzeit modernste Fertigungszentrum der<br />
Vormontage, in dem große Flächenbauteile<br />
von bis zu 12 m Länge und 4 m Breite<br />
hergestellt werden können.
07<br />
Dr.-Ing. Claus Hendricks,<br />
Dr.-Ing. Wolfgang Rasim,<br />
Dipl.-Ing. Horst Janssen,<br />
Inbetriebnahme und bisherige Erfahrungen mit der Gießwalzanlage<br />
der Thyssen Krupp Stahl AG<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Dipl.-Ing. Helmut Schnitzer,<br />
Dr.-Ing. Eberhard Sowka,<br />
Dipl.-Ing. Pino Tesè<br />
Layout der Gießwalzanlage (Bild 1)
08<br />
1 Einleitung<br />
Inbetriebnahme und bisherige Erfahrungen mit der Gießwalzanlage der Thyssen Krupp Stahl AG<br />
Am 02. April 1999 konnte die Thyssen<br />
Krupp Stahl AG ihre neue Gießwalzanlage<br />
nur 24 Monate nach Auftragsvergabe<br />
pünktlich in Betrieb nehmen.<br />
Über die Gründe und Konzepte für den<br />
Bau dieser Anlage sowie über den Ablauf<br />
des Bauprojektes ist bereits an anderer<br />
Stelle berichtet worden [1; 2].<br />
Hauptzielsetzung der Investition war die<br />
Nutzung der am Standort Duisburg noch<br />
vorhandenen zusätzlichen Konverterstahl-<br />
Kapazität eines der beiden LD-Blasstahlwerke.<br />
Mit der neuen Anlage und den drei<br />
auf Dauer vorhandenen Warmbandstraßen<br />
in Duisburg und Bochum verfügt die<br />
Thyssen Krupp Stahl AG nun über eine<br />
Jahreskapazität von insgesamt 14,1 Mio<br />
Tonnen Warmbreitband. Der dafür erforderliche<br />
Stahl wird in der Endstufe von den<br />
beiden Werken in Duisburg-Bruckhausen<br />
und -Beeckerwerth sowie anteilig vom<br />
Stahlwerk der Hüttenwerke Krupp Mannesmann<br />
in Duisburg-Huckingen bereitgestellt.<br />
Wie bei wohl allen Investitionsentscheidungen<br />
von Dünnbrammen-Gießwalzanlagen<br />
spielten zu erwartende geringe<br />
Technologiepakete Gießmaschine (Bild 2)<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Betriebskosten durch Minimieren von Energie-<br />
und Personalkosten eine wichtige<br />
Rolle. Die dabei ebenfalls relativ geringen<br />
Investitionskosten durch die Kopplung der<br />
Produktionsstufen Gießen und Walzen<br />
machten es für ein großes integriertes Hüttenwerk<br />
überhaupt erst möglich, eine wirtschaftlich<br />
sinnvolle Investition unter gleichzeitiger<br />
Stilllegung vorhandener Gieß- und<br />
Walzkapazität vorzunehmen.<br />
Die möglichen Produktinnovationen aber<br />
bei gleichzeitig hoher Produktqualität waren<br />
dennoch letztlich die entscheidenden Faktoren<br />
für diesen mutigen Schritt in die<br />
Zukunft.<br />
So ist es mit dieser fortschrittlichen Technologie<br />
möglich, Warmbänder mit kleinsten<br />
Enddicken zu erzeugen.<br />
Durch Ausnutzen der hohen und gleichmäßigen<br />
„Vorband“-Temperaturen lassen<br />
sich mit neuen Walzstrategien ganz neue<br />
Produkte erzeugen.<br />
Die natürlichen Vorteile des Gießwalzprozesses<br />
im Hinblick auf Produkttoleranzen<br />
werden durch die bestmögliche Walztechnologie<br />
und konstante Prozessbedingungen<br />
weiter ausgebaut werden: Es entstehen<br />
Produkte mit bisher nicht darstellbaren<br />
geringen Streuungen in Geometrie und<br />
Eigenschaften.<br />
Im Folgenden werden die wichtigsten<br />
Anlagendaten der Gießwalzanlage vorgestellt<br />
und über die bisherigen Betriebsergebnisse<br />
und den Stand der Anlage nach<br />
nun rund eineinhalb Jahren Produktion<br />
berichtet [3].<br />
2 Anlagenkonzept<br />
Die Gießwalzanlage (Bild 1) ist in das<br />
bestehende Oxygenstahlwerk 1 hineingebaut<br />
worden, wobei zur Ergänzung der<br />
sekundärmetallurgischen Linie ein neuer<br />
400-t-Pfannenofen mit zwei Behandlungspositionen<br />
und Schwenkelektroden errichtet<br />
wurde. Der weitere prinzipielle Aufbau<br />
der Anlage ist aus den bereits mehr als<br />
zehn Jahren existierenden CSP-Anlagen<br />
bekannt: Gießmaschinen mit Trichterkokillen<br />
und Hubpendelscheren, Tunnelöfen,<br />
Zunderwäscher, 7-gerüstige Fertigstraße,<br />
Laminarkühlstrecke und zwei Unterflurhaspel.<br />
Die neue Gießmaschine arbeitet – und<br />
das ist für Dünnbrammengießmaschinen<br />
weltweit erstmalig so – mit zwei parallel<br />
angeordneten Strängen aus einer gemeinsamen<br />
Verteilerrinne. Diese ist für ein<br />
Nenngewicht von 70 t bei einem Überlaufniveau<br />
von 75 t ausgelegt.<br />
Das von SMS entwickelte und mit Unterstützung<br />
von <strong>ThyssenKrupp</strong> in Buschhütten<br />
erstmalig getestete CSP-Prinzip beruht auf<br />
der Dünnbrammenkokille mit trichterförmiger<br />
Aufweitung im Mittenbereich (Bild 2).<br />
Neben der integralen Wärmestromdichte<br />
der vier Kupferplatten der Kokille wird die<br />
partielle Wärmestromdichte der Breitseiten<br />
mit Widerstandsthermoelementen in den<br />
Kühlkanälen der Breitseiten abgegriffen.<br />
Zusammen mit den 60 Thermoelementen
09<br />
Inbetriebnahme und bisherige Erfahrungen mit der Gießwalzanlage der Thyssen Krupp Stahl AG<br />
Gleichmäßige Wärmeabfuhr über die Breite der Kokille (Bild 3)<br />
des Durchbruch-Früherkennungssystems<br />
stellt dieses „Mould Monitoring“ ein wichtiges<br />
Instrument zur Optimierung der Erstarrungsbedingungen<br />
sowie zur Bewertung<br />
geeigneter Gießpulver dar. Die Wärmeabfuhr<br />
als wichtiges Kriterium für das Strangschalenwachstum<br />
und das Anliegeverhalten<br />
des Stranges in der Kokille ist gleichmäßig<br />
über die Breitseiten (Bild 3).<br />
Abweichend von bisherigen CSP-Anlagen<br />
stellt sich auch die Strangführung mit<br />
vier hydraulisch geklemmten Segmenten<br />
dar. Auf einer vertikalen Führungsbahn<br />
werden sie durch Plungerzylinder exakt in<br />
Technologiepakete für das Dünnwalzen (Bild 4)<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
ihrer Passline fixiert; die hydraulische<br />
Klemmung ermöglicht mittels „Liquid Core<br />
Reduction“ eine stufenlose Einstellung der<br />
Gießdicke zwischen 48 und 63 mm<br />
während des Gießens.<br />
Die sich anschließenden Rollenherdöfen<br />
werden mit CO-Gas aus dem Konverterprozess<br />
befeuert, die beweglichen Fährenteile<br />
aus anlagentechnischen Gründen mit Erdgas.<br />
Die Länge von insgesamt 240 m<br />
ermöglicht neben den Grundfunktionen<br />
„Entkoppeln von Gieß- und Walzstufe,<br />
Erwärmen und Ausgleichen“ eine ausreichende<br />
Pufferzeit bei geplanten Zwischen-<br />
walzenwechseln oder Walzunterbrechungen.<br />
Die Arbeitswalzendurchmesser sind im<br />
Hinblick auf die walztechnologischen Randbedingungen<br />
und die Walzenwerkstoffe<br />
optimiert worden. Mit 950 mm Durchmesser<br />
sind in den ersten beiden Walzgerüsten<br />
hohe Verformungen möglich, die Gerüste<br />
drei und vier können mit 750 mm hohe<br />
Walzkräfte übertragen, während die 620 mm<br />
der letzten drei Gerüste durch verringerte<br />
Temperaturverluste das Walzen kleinster<br />
Enddicken ermöglichen. Die installierte Antriebsleistung<br />
der Hauptantriebe beträgt in<br />
Summe 69,5 MW.<br />
Alle Gerüste sind mit hydraulischen<br />
Anstellsystemen ausgestattet. Die Fertigstraße<br />
verfügt über ein Profil-, Kontur- und<br />
Planheitsregelsystem, das in allen Gerüsten<br />
mit CVC-Verschiebesystemen (+/- 100 mm)<br />
in Verbindung mit Arbeitswalzenbiegesystemen<br />
(1100 kN/Zapfen) arbeitet (Bild 4). Die<br />
Massenflussregelung erfolgt durch hochdynamische,<br />
hydraulisch betätigte Schlingenheber,<br />
während ein neues dynamisches<br />
AGC-Dickenregelungssystem das Walzen<br />
dünnster Bänder überhaupt erst ermöglicht.<br />
Laminarkühlstrecke und Haspelanlagen<br />
sind für eine große Bandbreite verschiedenster<br />
Stahlgüten ausgelegt und insbesondere<br />
auch für das Verarbeiten dünner<br />
Warmbänder geeignet.<br />
Hinter dem letzten Walzgerüst ist ein<br />
Online-Oberflächeninspektionsgerät installiert,<br />
um bereits während des laufenden<br />
Produktionsbetriebes die Oberflächenqualität<br />
der Bandober- und -unterseiten auszuwerten.
10<br />
Anlagendaten (Bild 5)<br />
Inbetriebnahme und bisherige Erfahrungen mit der Gießwalzanlage der Thyssen Krupp Stahl AG<br />
3 Abmessungen und Kapazität<br />
Die Abmessungsgrenzen der Anlage<br />
liegen in der Bandbreite zwischen 900 und<br />
1.600 mm. In der Banddicke war die Auslegung<br />
zwischen 0,8 und 6,4 mm gewählt<br />
worden (Bild 5). Eine aktuelle Überprüfung<br />
zeigt aber, dass auch Banddicken bis zu 8 mm<br />
gewalzt werden können, was zur Abdeckung<br />
einer Abmessungslücke im<br />
Portfolio aller Warmbreitbandstraßen von<br />
<strong>ThyssenKrupp</strong> Stahl genutzt werden soll.<br />
Kohlenstoffstähle werden bis 1,3 mm<br />
heruntergewalzt, wobei die Brammendicke<br />
hierbei genauso wie bei dünnstem Feinblech<br />
auf 48 mm herabgesetzt wird.<br />
Die Gesamtkapazität der Anlage, die<br />
durch die Gießleistung, das heißt durch<br />
Gießgeschwindigkeit, Strangdicke, Strangbreite<br />
und die Sequenzlänge bestimmt<br />
wird, liegt bei 2,0 Mio Jahrestonnen.<br />
Seit der Inbetriebnahme der Gießwalzanlage<br />
im April 1999 wurden bis August<br />
2000 rd. 1,1 Mio t Warmband erzeugt. Die<br />
Produktion im August 2000 lag bei<br />
133.000 t. Das Endziel der Hochlaufphase<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
wird eine Produktionsmenge von 167.000<br />
moto bzw. 2 Mio jato sein.<br />
Der Zeitplan der Abmessungsziele konnte<br />
vorzeitig erfüllt werden (Bild 6). So wurde<br />
bereits vier Wochen nach Inbetriebnahme<br />
das erste 2,0-mm-Band gewalzt. Einen Monat<br />
später folgte das erste Band mit 1,3 mm<br />
und schon vier Monate nach Inbetriebnahme<br />
war das erste 1,0-mm-Coil erzeugt.<br />
Das bis heute dünnste gewalzte Warmband<br />
der Anlage ist 0,83 mm dick. Im Kohlen-<br />
Warmbanddicken für DD13 / StW24 (Bild 6)<br />
stoffstahl-Bereich mit 0,3 % C, z.B. für Verpackungsbleche,<br />
konnten bereits 1,5 mm<br />
deutlich unterschritten werden. Es wurden<br />
Elektroblechgüten mit einer Dicke bis hinunter<br />
zu 1,0 mm erzeugt, was einen deutlichen<br />
Kapazitätsgewinn bei dem nachgeschalteten<br />
reversierenden Kaltwalzen<br />
bedeutet.<br />
4 Warmband-Eigenschaften<br />
Die Geometrie des Warmbandes wird<br />
nicht nur vom Dickenquer-Profil des Vormaterials<br />
bestimmt, sondern hängt im<br />
Wesentlichen auch von der gleichmäßigen<br />
Durchwärmung der Vorbramme ab. Hier<br />
zeigen CSP-Anlagen ihren qualitativen<br />
Hauptvorteil (Bild 7). Das linke Teilbild zeigt<br />
dazu das Temperaturquerprofil der Bramme<br />
nach dem Gießen kurz vor dem Rollenherdofen.<br />
Die Temperaturvarianz von +/- 40<br />
Grad ist zwar schon recht gering, sollte<br />
sich aber durch die Verfeinerung der<br />
Sekundärkühlungseinstellung noch verbessern<br />
lassen. Im mittleren Bild ist der Temperaturscan<br />
der Bramme nach dem Verlassen<br />
des Rollenherdofens kurz vor dem
11<br />
Inbetriebnahme und bisherige Erfahrungen mit der Gießwalzanlage der Thyssen Krupp Stahl AG<br />
Temperaturverteilung auf Strang-, Brammen- und Warmbandoberfläche (Bild 7)<br />
Durchlaufen des Zunderwäschers abgebildet.<br />
Die geforderte Streuung von weniger<br />
als 10 Grad über die Brammenbreite wird<br />
hier eingehalten, die genauso hoch geforderte<br />
Toleranz über die Bandlänge ist noch<br />
verbesserungsfähig. Wie im Folgenden<br />
gezeigt, wird das Problem eventueller Temperaturvarianz<br />
über die Bandlänge durch<br />
die gute Dickenregelung der Fertigstraßensysteme<br />
aber nicht relevant. Im rechten<br />
Teilbild zeigt der gleichmäßige Farbverlauf<br />
des Thermokamerabildes, dass eine sehr<br />
gleichmäßige Temperaturverteilung auch<br />
im Fertigband hinter dem letzten Walzgerüst<br />
vorhanden ist.<br />
Daraus ergeben sich die im Bild 8<br />
gezeigten geometrischen Eigenschaften<br />
des Warmbandes: Im oberen Teilbild<br />
erreicht das Profil, das heißt die Mittenüberhöhung<br />
des Bandes gegenüber seinen<br />
Randbereichen, genau die in diesem Beispiel<br />
angestrebten 50 µm. Bei den Zielbombierungen<br />
zwischen 30 und 60 µm<br />
kann daher eine Toleranz von +/- 10 µm<br />
zugesagt werden.<br />
Ein nennenswerter Keil ist, vom Einschwingbereich<br />
abgesehen, nicht zu erkennen.<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Der im mittleren Teilbild aufgeführte Verlauf<br />
der Dicke der Bandmittenmessung<br />
zeigt praktisch keine Abweichung. Einschließlich<br />
des Kopf- und Fußbereiches<br />
können daher Dicken-Toleranzen besser als<br />
+/- 0,10 mm zugesagt werden.<br />
Ähnlich gut ist die Abweichung der Breite<br />
über die Bandlänge: Die angestrebte Überbreite<br />
von + 8 mm wird genau getroffen,<br />
d.h. etwa die halbe übliche Warmband-<br />
Toleranz ist einhaltbar.<br />
Warmbandgeometrie (Bild 8)<br />
Neben den guten geometrischen und<br />
thermischen Eigenschaften der Dünnbramme<br />
werden folgende Prozessgrößen<br />
und Stellglieder für die Einhaltung der o.g.<br />
guten Bandtoleranzen verantwortlich<br />
gemacht:<br />
● präzise Walzkraftvorausberechnung,<br />
basierend auf neuronalen Netzen unter<br />
Berücksichtigung der Stahl-Ist-Analyse<br />
● absolute Banddickenregelung mit Feed<br />
Forward-Steuerung in der Anstichphase<br />
in den ersten Walzgerüsten<br />
● Massenflussregelung und dynamische<br />
Walzspaltregelung durch Einsatz von CVC<br />
und Walzenkühlung in allen Walzgerüsten<br />
● zyklische Nachberechnung der Walzspaltkontur<br />
unter Berücksichtigung der Thermik,<br />
des Walzenverschleißes und der<br />
„Kühlsysteme“<br />
● optimierte Werkstoffwahl sowohl der<br />
Arbeits- als auch der Stützwalzen
12<br />
Inbetriebnahme und bisherige Erfahrungen mit der Gießwalzanlage der Thyssen Krupp Stahl AG<br />
Warmbandgefüge über Bandbreite bei der Güte DD13 1250 mm x 2,50 mm (Bild 9)<br />
Die gleichmäßige Temperatur der Vorbramme<br />
führt auch zu einer sehr gleichmäßigen<br />
Gefügeausbildung, in der das<br />
sonst übliche Randgrobkorn weitgehend<br />
vermieden werden kann (Bild 9). Der hier<br />
vorliegende weiche unlegierte Stahl vom<br />
Typ DD 13 (StW 24) zeigt über die gesamte<br />
Bandbreite ein homogenes ferritisch-perlitisches<br />
Gefüge mit einem Korndurchmesser<br />
von etwa 10 µm. Die mechanisch-technologischen<br />
Eigenschaften des Bandes folgen<br />
dieser Homogenität und zeigen sowohl in<br />
Längs- als auch in Querrichtung eine hohe<br />
Gleichmäßigkeit.<br />
Die in der Gießwalzanlage erzeugten<br />
Warmbänder entsprechen in der Oberflächenbeschaffenheit<br />
dem Niveau von<br />
konventionellem Warmband. In die Leistungsklasse<br />
„Spitzenanforderung Oberfläche<br />
5“ ist die GWA bisher aber noch<br />
nicht vorgedrungen; dies wird eine weitergehende,<br />
kontinuierliche Verbesserung<br />
aller oberflächenrelevanten Bedingungen<br />
insbesondere beim Gießprozess ergeben.<br />
Die noch vorhandenen Oberflächenfehler<br />
sind im wesentlichen Schalen, die insbesondere<br />
auf Anfahrbrammen und bei unregelmäßigem<br />
Gießverlauf entstehen.<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
5 Qualitätspalette<br />
Seit der Inbetriebnahme wurde bereits<br />
eine breite Palette verschiedener Stahlsorten<br />
über die Gießwalzanlage erzeugt<br />
(Bild 10). Als Erstes sind weiche, unlegierte<br />
Stähle bis zum Kohlenstoffgehalt von<br />
0,075 % zu nennen. Der überwiegende Teil<br />
dieser Bänder wurde nach dem Kaltwalzen<br />
in feuerverzinkter Ausführung in die für<br />
diesen Feinblechsektor üblichen Verwendungszwecke<br />
gesteuert. Warmbandkunden<br />
erhielten aus dieser, wie auch aus den im<br />
Folgenden genannten Produktgruppen<br />
bereits sehr frühzeitig Probemengen.<br />
Neben normalen Baustählen S235, S275<br />
und S355 sind auch Niob-mikrolegierte<br />
Sonderbaustähle S340MC und Vergütungs-<br />
Bisher erzeugte Stahlsorten (August 2000) (Bild 10)<br />
stähle 30MnB5 vergossen und gewalzt<br />
worden. Im Bereich der Kohlenstoffstähle<br />
liegen bereits umfangreiche Erfahrungen in<br />
der Produktion zwischen 0,25 und 0,70 % C<br />
vor. Und nicht zuletzt sind eine ganze<br />
Reihe von siliziumlegierten Stahlschmelzen<br />
für nicht kornorientiertes Elektroblech mit<br />
bis zu 2,4 % Silizium erfolgreich gegossen<br />
und gewalzt worden. Zudem wurde mit der<br />
Erzeugung von Dualphasen-Stahl begonnen.<br />
Die Resonanz der Kunden ist auf Grund<br />
der gleichmäßigen Geometrie- und Werkstoffeigenschaften<br />
unseres Warmbandes<br />
so sehr positiv, dass die Gießwalzanlage<br />
bereits jetzt bei einer größeren Zahl von<br />
Kunden als Standardlieferant geführt wird.<br />
6 Anlagen-Weiterentwicklung<br />
Die jüngste Stufe der Weiterentwicklung<br />
der Anlage ist ab September 1999<br />
beschritten worden. Hierbei sind direkt hinter<br />
dem letzten Fertiggerüst eine Kompaktkühlstrecke<br />
und ein Rotorhaspel aufgebaut<br />
worden. Ziel dieser Zusatzinvestition ist es,<br />
die Dünnwalzeigenschaften der gesamten<br />
Anlage zu verstärken.<br />
Solange über die konventionellen Unterflurhaspel<br />
gefahren wird, befindet sich der<br />
Rotorhaspel neben dem Rollgang in Offline-<br />
Position. Nach Wegklappen und Wegschwenken<br />
der entsprechenden Rollgangsgruppen<br />
kann er innerhalb kurzer Zeit online<br />
gefahren werden (Bild 11). Nach dem<br />
Anwickeln des Coils fährt die auf der<br />
Bedienseite angeordnete Anwickeleinheit<br />
aus der Walzlinie heraus, und der Rotor<br />
schwenkt das wickelnde Coil um 180 Grad<br />
in die Gegenposition. Das folgende Band<br />
kann dann an derselben Stelle wie das<br />
erste aufgenommen werden. Die Vorteile<br />
dieses Systems sind:
13<br />
Inbetriebnahme und bisherige Erfahrungen mit der Gießwalzanlage der Thyssen Krupp Stahl AG<br />
Rotor-Haspel online (Bild 11)<br />
● kurzer Abstand der Haspelfunktion hinter<br />
dem letzten Fertiggerüst für beide Haspeldorne.<br />
Bei dünnsten Bändern wird<br />
damit eine zu hohe Wärmeabstrahlung<br />
vermieden.<br />
● Anwickeln in Walzlinie ohne das risikoreiche<br />
Umlenken des Bandes auf Unterflur<br />
● kurzer Weg des freien Bandkopfes bis<br />
zum Haspel und damit Verringerung des<br />
mit dünner werdendem Band exponentiell<br />
steigenden Risikos von Band-Hochgehern<br />
Um auch auf dem Rotorhaspel gewickelte<br />
Coils mit jeder gewünschten Kühlstrategie<br />
behandeln zu können, wurde direkt hinter<br />
dem dem letzten Fertiggerüst folgenden<br />
Messhaus eine Kompaktkühlstrecke auf 7 m<br />
Länge installiert. Im Übrigen werden damit<br />
ganz neue Kühlstrategien im Zusammenwirken<br />
mit der vorhandenen Laminarkühlstrecke<br />
möglich. Bild 12 zeigt das erste<br />
warmgewalzte Coil, das weltweit je in einer<br />
Warmbandstraße auf einem Rotorhaspel<br />
gewickelt wurde.<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Rotor-Haspel in Aktion (Bild 12)<br />
Schrifttum<br />
[1] Lüpke, R.; May, W.; Radusch, G.;<br />
Rasim, W.:<br />
Stahl u. Eisen 120 (2000) Nr. 1,<br />
S. 23–27<br />
[2] Hendricks, C; Rasim, W.; Janssen, H.;<br />
Schnitzer, H.; Sowka, E.; Tesè, P.:<br />
The casting-rolling plant of Thyssen<br />
Krupp Stahl AG.<br />
Proc. Intern. Conf. on New Developments<br />
in Metallurgical Process Technology,<br />
June 13–15, 1999, Düsseldorf.<br />
[3] Hendricks, C; Rasim, W.; Janssen, H.;<br />
Schnitzer, H.; Sowka, E.; Tesè, P.:<br />
Stahl u. Eisen 120 (2000) Nr. 2,<br />
S. 61–68
14<br />
Dipl.-Ing. Eike Schmilinsky,<br />
Dipl.-Ing. Harald Scholz<br />
Hochreine Nickelbasislegierungen durch Elektro-Schlacke-<br />
Umschmelzverfahren<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Elektro-Schlacke-Umschmelzanlage der Krupp VDM GmbH in Unna (Bild 1)
15<br />
1 Einleitung<br />
Hochreine Nickelbasislegierungen durch Elektro-Schlacke-Umschmelzverfahren<br />
Am Standort Unna der Krupp VDM<br />
GmbH läuft derzeit die Inbetriebnahme<br />
einer neuen Umschmelzanlage für Speziallegierungen<br />
(Bild 1).<br />
Ziel des hier durchgeführten Elektro-<br />
Schlacke-Umschmelzens (ESU) ist es, unter<br />
kontrollierten, reproduzierbaren Prozessbedingungen<br />
dichte, seigerungsarme Blöcke<br />
von hoher Reinheit mit einer glatten, fehlerfreien<br />
Blockoberfläche für die direkte Warmumformung<br />
zu erzeugen.<br />
Entgegen der konventionellen Technik<br />
bei geschlossenen, gasdichten Umschmelzanlagen<br />
mit der koaxialen Stromrückführung<br />
über den Schmelztiegel wurde<br />
hier erstmals eine außen liegende Stromrückführung,<br />
wie sie bei konventionellen<br />
(offenen) Elektro-Schlacke-Umschmelzanlagen<br />
zum Einsatz kommt, realisiert.<br />
Der nachfolgende Artikel beschreibt die<br />
Verfahrensgrundlagen, die Anlagenkonfiguration,<br />
den Ablauf einer Umschmelzcharge<br />
und die Einsatzgebiete für Umschmelzlegierungen.<br />
2 Prozessbeschreibung<br />
Im ESU-Ofen wird eine Elektrode in<br />
einem wassergekühlten Kristallisator (Kupfertiegel)<br />
zu einem lunkerfreien Block unter<br />
einer mittels Wechselstrom beheizten<br />
Schlacke umgeschmolzen.<br />
Die umzuschmelzenden Elektroden stammen<br />
aus Primärschmelzen des Block- oder<br />
Stranggusses.<br />
Die Stromzuführung für das Umschmelzen<br />
erfolgt am Elektrodenhalter (Stub) und<br />
die Stromableitung über die Bodenplatte<br />
des Kupfertiegels. In Bild 2 ist eine Prinzipskizze<br />
des ESU-Verfahrens dargestellt.<br />
Sie zeigt, dass die Elektrode Teil eines<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Stromkreises ist.<br />
Aus dem nicht leitenden Schlackengranulat<br />
entsteht beim Übergang vom festen<br />
in den flüssigen Zustand eine leitfähige<br />
Flüssigkeit. Mittels Widerstandserwärmung<br />
kommt es zur Überhitzung auf 1.600 bis<br />
1.800 °C. Die erreichte Schlackentemperatur<br />
liegt dabei oberhalb des Schmelzpunktes<br />
der umzuschmelzenden Legierung.<br />
Von der Spitze der Elektrode lösen sich<br />
ständig Metalltropfen, die im intensiven<br />
Kontakt mit der flüssigen Schlacke von<br />
nichtmetallischen Verunreinigungen gereinigt<br />
werden. Die hohe Schlackentemperatur<br />
verbessert weiterhin die Metall-<br />
Schlacke-Reaktion und führt unter anderem<br />
zu einer gewollten Verminderung des<br />
Schwefelgehaltes. Grobe Einschlüsse verschwinden<br />
beim Durchgang durch die<br />
Schlacke nahezu vollständig, wobei der<br />
Abbau des gebundenen Sauerstoff- bzw.<br />
Oxidgehaltes des Ausgangsmaterials weitestgehend<br />
möglich ist. Die noch vorhandenen<br />
restlichen Einschlüsse sind klein und<br />
nahezu gleichmäßig über den Block verteilt.<br />
Nach dem Passieren der Schlacke bilden<br />
die Metalltropfen auf dem Boden des Kupfertiegels<br />
einen flüssigen Sumpf. Daraus<br />
entsteht der neue Block, der sich zusammen<br />
mit dem Schlackenbad nach oben<br />
bewegt. Ein kleiner Teil der flüssigen<br />
Schlacke gelangt dabei als dünne<br />
Schlackenhaut zwischen den entstehenden<br />
Block und die Wand des Kupfertiegels.<br />
Diese Schlackenhaut ist verantwortlich für<br />
eine gute, saubere Blockoberfläche, die<br />
eine nachfolgende Oberflächenbearbeitung<br />
überflüssig macht. Somit ist das Ausbringen<br />
bei der Weiterverarbeitung durch<br />
Prinzipdarstellung des ESU-Verfahrens (Bild 2)
16 Hochreine Nickelbasislegierungen durch Elektro-Schlacke-Umschmelzverfahren<br />
Oberfläche zweier versandfertiger ESU-Blöcke (Bild 3) Schmelzstationen der ESU-Anlage (Bild 4)<br />
Schmieden und/oder Walzen wesentlich<br />
höher. Bild 3 zeigt die Oberfläche zweier<br />
VDM ESU-Blöcke aus unterschiedlichen<br />
Legierungen.<br />
Während des Umschmelzprozesses wird<br />
die Elektrode entsprechend der legierungsund<br />
formatabhängigen Abschmelzmenge<br />
(gemessen in kg/min) ständig nachgefahren,<br />
um eine gleichbleibende Eintauchtiefe<br />
der Elektrode in der Schlacke zu gewährleisten.<br />
Eine ESU-Charge kann je nach Blockgewicht<br />
und -format bis zu 24 Stunden dauern,<br />
wobei die gesamte Elektrode (bis auf<br />
eine kleine Restscheibe) umschmilzt. Der<br />
Durchmesser des neu entstehenden<br />
Blockes übertrifft den der Elektrode um ca.<br />
80 bis 120 mm.<br />
Eine Umschmelzcharge gliedert sich in<br />
Start-, Hauptschmelz- und Schopfheizphase.<br />
3 Fertigungssicherheit durch<br />
vorgeschmolzene Schlacken<br />
Die Qualität des fertigen ESU-Blockes<br />
hängt neben der Elektrodenqualität und der<br />
Genauigkeit der Anlagensteuerung vor<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
allem von der Qualität der eingesetzten<br />
Schlacke ab.<br />
Gegenüber einer Eigenherstellung von<br />
Schlacke aus zugekauften Komponenten<br />
bzw. dem Einsatz von granulierten oder<br />
gesinterten Schlacken bieten vorgeschmolzene<br />
Schlacken die sicherste Ausgangsbasis.<br />
Sie gewährleisten eine zuverlässige<br />
Zusammensetzung mit guter Homogenität<br />
für eine gleichmäßige und reproduzierbare<br />
Prozessführung im Umschmelzbetrieb.<br />
Krupp VDM produziert daher die ESU-<br />
Schlacken nicht selbst, sondern kauft zertifizierte,<br />
qualitätsgesicherte Schlacken zu.<br />
4 Ausrüstung/Beschreibung des<br />
Prozesses<br />
Die ESU-Anlage der Krupp VDM hat zwei<br />
Schmelzstationen (I und II) mit koaxialer<br />
Stromführung (Bild 4) zur Herstellung von<br />
Blöcken in einem langen stationären Tiegel<br />
unter Schutzgas.<br />
Für jeden Blockdurchmesser ist eine<br />
separate Tiegeleinheit notwendig. Eine<br />
Tiegeleinheit für Rundblöcke besteht aus<br />
Tiegeloberteil (längsnahtgeschweißte<br />
Kupferröhre mit Kühlwassermantel aus<br />
Edelstahl) plus einem Tiegelboden aus<br />
Kupfer, der auf einem Wasserkasten aufgebaut<br />
ist. Mit den derzeit vorhandenen Tiegeln<br />
lassen sich Rundblöcke von 340 bis<br />
1.020 mm Durchmesser und einer Maximallänge<br />
von ca. 2.800 mm erzeugen.<br />
Eine Besonderheit stellt der Brammentiegel<br />
dar. Mit ihm lässt sich ein Rechteckblock<br />
(Bramme) von 460 x 1.400 mm bei<br />
einer Maximallänge von ca. 3.400 mm<br />
erzeugen. Dieser Tiegel besteht aus 4 Kupferplatten<br />
mit längsgebohrten Kühlkanälen.<br />
Die 4 Kühlplatten sind durch einen Edelstahlrahmen<br />
fixiert. Als Elektrode kommt<br />
eine (rechteckige) Stranggussbramme zum<br />
Einsatz. In Bild 5 ist das Kokillenlager zu<br />
sehen, rechts im Bild die Brammenkokille,<br />
daneben zwei Rundkokillen.<br />
Absolutes Novum der neuen ESU-Anlage<br />
ist der für Rundformate gasdichte und<br />
evakuierbare Ofenkessel. Damit kann der<br />
gesamte Prozess, der bei den meisten<br />
ESU-Anlagen unter Luftatmosphäre stattfindet,<br />
unter einer gezielt einzustellenden<br />
Schutzgasatmosphäre (Argon und/oder<br />
Stickstoff) erfolgen. Bild 6 zeigt den Ofenkessel<br />
mit der Elektrodenstange.
17 Hochreine Nickelbasislegierungen durch Elektro-Schlacke-Umschmelzverfahren<br />
Kokillenlager in der ESU-Halle (Bild 5)<br />
Vergleichbare ältere Öfen, die es erlaubten,<br />
im abgeschlossenen gasdichten Ofenraum<br />
Legierungen unter Schlacke umzuschmelzen,<br />
besitzen den Nachteil einer<br />
Stromableitung über den Kristallisator<br />
(„DESU“ Druck-ESU bzw. „PESR“ Protective<br />
Electro Slag Remelting) und nicht, wie<br />
bei der konventionellen ESU-Technik üblich,<br />
über den Tiegelboden und außen liegende<br />
Stromrückführungsrohre.<br />
Koaxiale Stromführung (vergleichbar mit<br />
der Abschirmung eines Fernsehkabels) ist<br />
notwendig, um Wechselwirkungen von<br />
Magnetfeldern (erzeugt durch die Induktion<br />
der Stromleitungen) mit dem noch nicht<br />
erstarrten Teil des ESU-Blockes (flüssiges<br />
Sumpf- und Zweiphasengebiet – siehe<br />
Bild 2) zu vermeiden. Elektromagnetisches<br />
Rühren des Schmelzsumpfes bei Anlagen<br />
ohne koaxiale Stromführung ist eine Hauptursache<br />
für ungleichmäßíge Erstarrungseffekte.<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Weiterhin ist die Anlage mit einer<br />
Gewichtsmesseinrichtung zur kontinuierlichen<br />
Messung des Elektrodengewichtes,<br />
computergesteuerter Prozessführung und<br />
automatischer Elektrodenvorschubregelung<br />
ausgestattet.<br />
4.1 Vorbereitung<br />
Vor dem Beginn einer ESU-Charge<br />
erfolgt außerhalb der Anlage das Verschweißen<br />
der umzuschmelzenden Elektrode<br />
mit dem Elektrodenhalter (Stub). Parallel<br />
dazu laufen die Startvorbereitungen der<br />
Schmelzstation. Auf den Tiegelboden wird<br />
eine Startscheibe (gleicher Durchmesser<br />
und gleiche Legierung wie die Elektrode)<br />
aufgelegt, um den Verschleiß in der Startphase<br />
zu minimieren. Per Hallenkran wird<br />
anschließend das Tiegeloberteil aufgesetzt,<br />
verschraubt und in die ESU-Anlage eingebaut.<br />
Bild 7 bietet einen Blick auf die<br />
Gesamtanlage während des Einsetzens<br />
eines entsprechend präparierten Tiegels in<br />
die Station II.<br />
Diese Vorbereitungsarbeiten einer<br />
Schmelzstation laufen ab, während in der<br />
gegenüberliegenden Station eine Elektrode<br />
umschmilzt.<br />
Nach dem Einbau des Tiegels folgt das<br />
Einsetzen der Elektroden-Stub-Einheit<br />
(siehe Bild 1) und die genaue Ausrichtung.<br />
Im Anschluss daran fährt die Elektrodenstange<br />
auf den pilzförmigen Stubkopf und<br />
übernimmt die Elektroden-Stub-Einheit<br />
mittels einer pneumatisch betriebenen<br />
Klemmvorrichtung.<br />
Vor dem Schmelzenstart erfolgt die<br />
Befüllung des Schlackenbehälters oberhalb<br />
der Anlage mit einem genau definierten<br />
Schlackegranulat.<br />
Die Anlage wird nun verschlossen, evakuiert<br />
und der Innenraum sofort mit<br />
Schutzgas gefüllt.<br />
Nach einer festgelegten Reihenfolge<br />
erfolgt im ESU-Leitstand die Kontrolle der<br />
Anlagenbereitschaft und die Eingabe des<br />
Blick auf das Innere des Ofenkessels (Bild 6)
18<br />
Hochreine Nickelbasislegierungen durch Elektro-Schlacke-Umschmelzverfahren<br />
Einbau einer Rundkokille (Bild 7)<br />
Startdialogs. Im ESU-Rechner laufen nach<br />
dem Einladen des Schmelzrezeptes alle<br />
spezifischen Chargendaten zusammen.<br />
Mit Beendigung des Startdialogs erfolgt<br />
die Stromfreigabe und der Beginn des<br />
automatischen Prozessablaufes.<br />
4.2 Startphase<br />
Nach Zuschaltung des Stromes fährt der<br />
Schmelzer die Elektrode auf Kontakt mit der<br />
Startscheibe, wobei sich die Spitze<br />
erwärmt. Anschließend beginnt die automatische<br />
Schlackenzugabe und der Anlagen-PC<br />
durchfährt das gespeicherte Startphasenprofil.<br />
Nachdem die Schlacke vollständig aufgeschmolzen<br />
ist, geht die unruhige Anfangs-<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
phase des Kaltstarts in das ruhige normale<br />
Verhalten des ESU-Prozesses über.<br />
4.3 Hauptschmelzphase<br />
Am Ende der Startphase schaltet der<br />
Computer automatisch auf elektrodengewichtsabhängige<br />
Schmelzratenregelung<br />
um und folgt dem im Rezept vorgegebenen<br />
Schmelzratensollwertprofil.<br />
Die Umschmelzparameter werden<br />
während des Prozesses laufend angezeigt,<br />
abgespeichert und protokolliert.<br />
Mit Erreichen eines im Rezept hinterlegten<br />
Elektrodengewichts geht der<br />
Umschmelzvorgang in das Schopfheizen<br />
über.<br />
4.4 Schopfheizen<br />
Schopfheizen bedeutet eine automatische<br />
Verringerung der Abschmelzmenge zu<br />
Prozessende beim Erreichen eines formatabhängigen<br />
Elektrodenrestgewichtes.<br />
Dadurch verringert sich die Tiefe des flüssigen<br />
Metallsumpfes und es kommt zur Verfüllung<br />
des sonst durch die Erstarrung im<br />
Blockkopf entstehenden Lunkers. Im<br />
Anschluss an das Umschmelzen wird der<br />
fertige Block in der Anlage nachgekühlt<br />
und gestrippt. Dazu wird die Verschraubung<br />
der Bodenplatte gelöst und die Kokille<br />
per Kran angehoben (Bild 8). Im Vordergrund<br />
sind die Kühlwasserrohre für die<br />
Kokillenkühlung erkennbar. Bild 9 zeigt den<br />
fertigen ESU-Block nach dem Strippen, auf<br />
der Kupferbodenplatte ist die von der Mantelfläche<br />
abgefallene Schlackenhaut zu<br />
sehen.<br />
Im Anschluß an das Umschmelzen<br />
werden die ESU-Blöcke durch Warmumformung<br />
weiterverarbeitet.<br />
5 Vorteile des ESU-Materials<br />
Die bei ESU-Blöcken entstehende Makrostruktur<br />
zeichnet sich durch außerordentlich<br />
hohe Dichte und Homogenität ohne<br />
Strippen des ESU-Blockes (Bild 8) ESU-Block nach dem Abheben der Kokille (Bild 9)
19<br />
Hochreine Nickelbasislegierungen durch Elektro-Schlacke-Umschmelzverfahren<br />
Einsatz von ESU-Legierungen in einer Gasturbine (Bild 10) ESU-Material in der Elektronikindustrie (Bild 12)<br />
Seigerungen und Schwindungshohlräume<br />
(Lunker) aus.<br />
ESU-Material ist isotrop, d.h. die Blöcke<br />
haben gleichmäßige mechanische Eigenschaften<br />
in Längs- und Querrichtung.<br />
Der Reinheitsgrad und die Gefügeausbildung<br />
sind wesentliche Maßstäbe für die<br />
Qualität von Nickelbasislegierungen. Für<br />
das Umschmelzen von kritischen, seigerungsempfindlichen<br />
Nickelbasislegierungen<br />
(z. B. Nicrofer 5219 Nb) kommt es auf die<br />
exakte Einhaltung der Schmelzparameter<br />
(Abschmelzleistung) an. Neben den<br />
genannten Eigenschaftsverbesserungen ist<br />
das Ziel, vor allem eine gleichmäßige Verteilung<br />
der Legierungselemente – insbesondere<br />
von Titan – zu erreichen. Zur Vermeidung<br />
des Titanabbrandes enthalten die<br />
entsprechenden Schlacken TiO2.<br />
6 Einsatzbereiche<br />
In der ESU-Anlage umgeschmolzene<br />
Legierungen ergänzen die Palette an Hochleistungswerkstoffen<br />
von Krupp VDM.<br />
Bauteile aus ESU-Material sind überall<br />
dort gefragt, wo ein Höchstmaß an Beständigkeit<br />
gegen spezifisch korrosive Einwirkung<br />
oder hohe Temperaturen erforderlich<br />
ist.<br />
Ein klassischer Anwendungsbereich für<br />
derartige Superalloys ist die Gasturbine für<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Flugzeuge (Bild 10) bzw. die stationäre<br />
Gasturbine für Kraftwerke. Hierfür kommen<br />
Stangen zum Einsatz, die aus der ESU-<br />
Legierung Nicrofer 5219 Nb (Alloy 718)<br />
erzeugt wurden. Der Heißgasbereich von<br />
Brennkammern besteht aus der hochwarmfesten<br />
ESU-Legierung Nicrofer 5120<br />
CoTi (Alloy C-263) bzw. Nicrofer 6020 hMo<br />
(Alloy 625).<br />
In der Automobilindustrie wird für hochbeanspruchte<br />
Motorenteile ebenfalls ESU-<br />
Material eingesetzt. Die Legierung Nicrofer<br />
7520 Ti (Alloy 80 A) dient z.B. der Ventilherstellung<br />
(Bild 11).<br />
Im Offshore-Bereich verwendete Stangen<br />
für Completion Tools kommen auf Bohrinseln<br />
zum Einsatz. Dies sind Anwendungsfälle<br />
für die ESU-Legierungen Nicrofer<br />
5219 Nb (Alloy 718) und Alloy 925.<br />
Vom Draht über Bänder und Bleche bis<br />
zu Stangen reichen die vielfältigen Produktformen<br />
von ESU-Material für die Elektronikindustrie.<br />
Eine wichtige Legierung für diesen<br />
Bereich stellt Pernifer 2918 (Bild 12)<br />
dar.<br />
Ventile aus der ESU-Legierung Nicrofer 7520 Ti<br />
(Bild 11)<br />
Die Elektro-Schlacke-Umschmelzanlage<br />
von Krupp VDM in Unna bietet somit für die<br />
unterschiedlichsten Einsatzfälle eine maßgeschneiderte<br />
Werkstofflösung in einer<br />
sehr hohen und vor allem reproduzierbaren<br />
Produktqualität für beste metallurgische<br />
Ergebnisse.
20<br />
Dr.-Ing. Hans-Ulrich Lindenberg,<br />
Dr.-Ing. Manfred Walter,<br />
Dr.-Ing. Guido Stebner,<br />
Bandgießen – Innovation für die Erzeugung von<br />
Flachstahl-Produkten im neuen Jahrtausend<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Dr.-Ing. Ulrich Albrecht-Früh,<br />
Romeo Capotosti,<br />
Dr.-Ing. Dieter Senk<br />
Bandgießanlage Krefeld in Betrieb (Bild 1)
21<br />
1 Einleitung<br />
Bandgießen – Innovation für die Erzeugung von Flachstahl-Produkten im neuen Jahrtausend<br />
Die Stahlindustrie hat im abgelaufenen<br />
Jahrhundert eine Reihe umwälzender<br />
Neuerungen erfahren. Verschiedene dieser<br />
Technologien revolutionierten unsere Prozesse<br />
und Produkte und gehen zurück auf<br />
schon sehr früh formulierte Prinzipien oder<br />
Ideen. Ein Flachstahlprodukt möglichst in<br />
einem Arbeitsgang zu erzeugen, war schon<br />
immer ein Wunschtraum der Metallurgen.<br />
H. Bessemer meldete bereits 1866 das<br />
Patent für eine Gießmaschine an, bei der<br />
Stahl zwischen zwei Rollen zu Band gegossen<br />
und dann direkt umgeformt werden<br />
sollte. Dass heute, fast 140 Jahre später,<br />
die Umsetzung dieser Vision in Form des<br />
Zwei-Rollen-Bandgießverfahrens ein aktuelles<br />
Thema ist, lässt erahnen, wie lange<br />
sich solche Entwicklungen mitunter hinziehen<br />
können. Die technischen Rahmenbedingungen,<br />
im konkreten Fall z.B. die Prozessautomatisierung<br />
und Werkstoffentwicklung,<br />
müssen einen Stand erreicht<br />
haben, dass aus einer revolutionären Idee<br />
letztendlich ein industriell verwertbares<br />
Verfahren wird, welches mit den konventionellen<br />
Erzeugungsmethoden unter ökonomischen<br />
Gesichtspunkten in Konkurrenz<br />
treten kann.<br />
2 Vom Forschungsprojekt zum<br />
industriellen Verfahren<br />
Das Bessere ist der Feind des Guten.<br />
Unter dieser Prämisse wurden Anfang der<br />
80er-Jahre zahlreiche Forschungs- und<br />
Entwicklungsprojekte in der ganzen Welt<br />
gestartet, die sich mit dem Bandgießen von<br />
Stahl in den unterschiedlichsten Formen<br />
beschäftigten. Ziel dieser vielen F+E-Projekte<br />
war es, die sich bietenden Potenziale<br />
des endabmessungsnahen Gießens von<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Flächenbedarf (Bild 2)<br />
Stahl zu untersuchen und unter den gegebenen<br />
Rahmenbedingungen zu bewerten.<br />
Abhängig von der strategischen Ausrichtung<br />
des Auftraggebers fiel die Bewertung<br />
der Verfahren unterschiedlich aus im Spannungsfeld<br />
Investitionsaufwand und Kapazität,<br />
Verarbeitungskosten, Qualitäts- und<br />
Abmessungspotenziale, Durchlaufzeiten<br />
und Flexibilität (Bild 2). Für die Erzeuger<br />
von RSH-Flachstahl waren die Ergebnisse<br />
EUROSTRIP ® – Das europäische Bandgießprojekt (Bild 3)<br />
so viel versprechend, dass daraus eine<br />
Reihe von bilateralen Kooperationen von<br />
Stahlerzeugern untereinander oder von<br />
Stahlerzeugern mit Anlagenbauern aber<br />
auch Forschungsinstituten erwuchsen.<br />
Durch die Errichtung von Pilotanlagen im<br />
Rahmen dieser Kooperationen in zum Teil<br />
bestehende Stahlwerke wurde die industrielle<br />
Machbarkeit des Verfahrens nachgewiesen.<br />
Am Übergang zum neuen Jahr-<br />
<strong>ThyssenKrupp</strong> Steel – Usinor – Voest Alpine Industrieanlagenbau
22<br />
Bandgießen – Innovation für die Erzeugung von Flachstahl-Produkten im neuen Jahrtausend<br />
tausend sind die Weichen nun für die industrielle<br />
Nutzung des Zwei-Rollen-Bandgießverfahrens<br />
gestellt.<br />
3 EUROSTRIP ® : TKSteel kooperiert<br />
mit europäischen Partnern<br />
In Europa wurden die bestehenden Aktivitäten<br />
von <strong>ThyssenKrupp</strong> Steel mit denen<br />
von Usinor (Myosotis) und Voest Alpine<br />
Industrieanlagenbau (Terni) im Eurostrip<br />
Projekt mit dem Ziel gebündelt, im Werk<br />
Krefeld der Krupp Thyssen Nirosta die erste<br />
industrielle Bandgießanlage in Europa zu<br />
errichten. Die Krupp Thyssen Stainless, als<br />
Führungsgesellschaft für alle RSH-Aktivitäten<br />
der Thyssen Krupp Steel Gruppe Weltmarktführer<br />
für Rostfrei Flach Produkte mit<br />
einem Jahresumsatz von 8 Mrd DM, vertritt<br />
die Interessen der <strong>ThyssenKrupp</strong> Steel im<br />
Eurostrip Joint Venture (Bild 3). Die Entwicklung<br />
der Bandgießtechnologie auch<br />
von Qualitätsstahl hin zur industriellen Reife<br />
sowie die anschließende Vermarktung von<br />
Anlagen in Zusammenhang mit dem Prozess<br />
Know-how sind Ziel dieser Kooperation<br />
[1].<br />
4 Besondere Potenziale im RSH-<br />
Flachstahl<br />
Insbesondere für die Erzeugung von<br />
RSH-Flachstahl ergeben sich im Vergleich<br />
zur konventionellen Erzeugungskette viel<br />
versprechende Aussichten (Bild 4). Ist die<br />
konventionelle Erzeugungsroute, ausgehend<br />
vom Lichtbogenofen/AOD-Konverter/<br />
Stranggießanlage über Warm- und Kaltwalzwerk<br />
bis hin zum Endprodukt, unterteilt<br />
in viele einzelne, zum Teil diskontinuierlich<br />
verlaufende Prozesse, so bietet sich bei<br />
konsequenter Verfolgung der Bandgießtechnologie<br />
die Möglichkeit, mit wenigen<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Aktuelle und zukünftige RSH-Fertigung (Bild 4)<br />
Verfahrensschritten ein marktgerechtes<br />
Endprodukt zu erzeugen. Am Beispiel des<br />
Werkes Krefeld, welches nicht über eine<br />
Warmwalzlinie verfügt, wird schnell klar,<br />
welche großen Vorteile die Einführung einer<br />
Bandgießanlage haben kann. Das<br />
Schließen der technologischen Lücke<br />
zwischen dem Stahlwerk und den Kaltwalzwerken<br />
führt unter anderem<br />
● zum Entfall der Brammenzurichtung,<br />
● zum Entfall von Brammen- und Coiltransporten<br />
zum bzw. vom Warmbandwerk,<br />
● zum Entfall des Warmwalzens,<br />
Vergleich des Energiebedarfs am Beispiel<br />
KTN Krefeld (Bild 5)<br />
● zur Verkürzung der Materiallaufzeit<br />
zwischen Stahlwerk und Kaltwalzwerk<br />
sowie zur Verkleinerung der Bestände.<br />
5 Energieeinsparung und<br />
Emissionsreduzierung<br />
Aber nicht nur pekuniäre Aspekte können<br />
als entscheidende Argumente für das<br />
Bandgießen ins Feld geführt werden. In<br />
einem Europa, in welchem die Bürger in<br />
zunehmender Weise für den Umweltschutz<br />
sensibilisiert werden, spielen Faktoren wie<br />
Energieverbrauch und Emissionsschutz<br />
eine immer wichtigere Rolle bei der Bewertung<br />
neuer Technologien (Bild 5). So kann<br />
unter den für das Werk Krefeld geltenden<br />
Rahmenbedingungen bei der Erzeugung<br />
von 1 t Stahl eine Energieeinsparung von<br />
2,8 GJ im Vergleich zur konventionellen<br />
Produktionslinie prognostiziert werden. Der<br />
Ausstoß des für den Treibhauseffekt verantwortlich<br />
gemachten Verbrennungsproduktes<br />
CO2 kann um 160 kg/t vermindert<br />
werden, unter der Annahme, dass in<br />
der konventionellen Erzeugungsroute Erdgas<br />
zur Aufheizung der gegossenen Brammen<br />
benutzt wird (Bild 6). Unter gleichen
23<br />
Bandgießen – Innovation für die Erzeugung von Flachstahl-Produkten im neuen Jahrtausend<br />
Vergleich der Emissionen am Beispiel KTN Krefeld (Bild 6)<br />
Rahmenbedingungen verringert sich der<br />
Ausstoß des gleichfalls klimarelevanten<br />
Stickoxids um 270 g/t und von Schwefeldioxid<br />
um 35 g/t. Aus diesem Grund hat<br />
die Europäische Kommission entschieden,<br />
das Projekt als Teil ihres Thermie-Programmes<br />
maßgeblich zu fördern.<br />
6 Stahlwerk Krefeld:<br />
Der optimale Standort<br />
Die Einplanung der Bandgießanlage in<br />
das Stahlwerk Krefeld wurde bereits unter<br />
industriellen Gesichtspunkten vorgenommen.<br />
So wurde die Gießmaschine in den<br />
Stofffluss des Stahlwerkes integriert. Die<br />
Maschine wurde nahe der existierenden<br />
Stranggießanlage errichtet, sodass beide<br />
Gießmaschinen über einen Kran mit flüssigem<br />
Stahl versorgt werden. Dies führt zu<br />
einer guten Ausnutzung logistischer Synergien.<br />
Der Aufbau der Anlage wurde durch<br />
intensive Studien vorbereitet, in welche die<br />
Ergebnisse aus dem Terni- und Myosotis-<br />
Projekt einflossen (Bild 7). Die Gießkapazität<br />
der Anlage beträgt in der jetzigen<br />
Phase 100.000 t/a. Die einzelnen Kompo-<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
nenten der Anlage wie z.B. Pfannendrehturm,<br />
Verteilerwagen, Gießrollen oder<br />
Bandaustragslinie sind bereits für den Ausbau<br />
zur industriellen Anlage ausgelegt. Die<br />
Bandgießanlage als solche besteht sowohl<br />
aus konventionellen Komponenten, die aus<br />
den Bereichen Stranggießen und Stahlwerk<br />
bekannt sind, als auch aus neuen Komponenten,<br />
für die innovative Lösungen gesucht<br />
werden mussten. So sind die Gießrollen<br />
z.B. in einen Schnellwechselrahmen<br />
BGA Krefeld: Der erste Schritt zur industriellen Anlage (Bild 7)<br />
installiert, der kurze Wechselzeiten für die<br />
Kokilleneinheit ermöglicht. Der Schnellwechselrahmen<br />
ist bereits für eine Verbreiterung<br />
der Rollen auf 1.450 mm Breite konzipiert,<br />
die für Anfang 2001 vorgesehen ist.<br />
Typische erzeugte Banddicken liegen z.Zt.<br />
im Bereich zwischen 2,3 und 3,2 mm bei<br />
Gießgeschwindigkeiten von 35 bis 70 m/min.<br />
Ausgehend vom Drehturm, der die Pfanne<br />
aus dem Kran aufnimmt, wird der flüssige<br />
Stahl über die Verteilerrinne in die Gießmaschine<br />
gebracht. Nach der Erstarrung, die<br />
im Gegensatz zum Strangguss in ca. 0,5 s<br />
vollständig zwischen den Gießrollen erfolgt,<br />
wird das Band über Treiber, Schlingengrube<br />
und Rollgang auf einem Drumcoiler aufgewickelt.<br />
Am Ende des Gusses, zurzeit nach<br />
einer 90-t-Pfanne, wird das gegossene<br />
Band zurückgewickelt und auf einem Recoiler<br />
in kleinere Coils aufgeteilt. Für die<br />
Erweiterung der Anlage zur Industrieanlage<br />
ist die Implementierung einer Banderwärmungseinheit,<br />
eines Warmwalzgerüstes<br />
sowie einer Doppelhaspelanlage bereits<br />
z.T. in der Fertigung, sodass in dieser<br />
Phase das Gießen von Sequenzen ermöglicht<br />
wird.
24<br />
Bandgießen – Innovation für die Erzeugung von Flachstahl-Produkten im neuen Jahrtausend<br />
7 Bandgießanlage Krefeld:<br />
Erste Ergebnisse<br />
Nach einer Bauzeit von nur 9 Monaten –<br />
die Grundsteinlegung erfolgte am<br />
25. 02.1999 – wurde der erste Guss auf der<br />
Anlage am 10.12. 1999 durchgeführt<br />
(Bild 1). Bereits bei diesem ersten Probeabguss<br />
konnten 36 t Nirosta 1.4301 in<br />
einer für die Weiterverarbeitung sehr gut<br />
geeigneten Bandqualität erzeugt werden.<br />
Die gegossene Bandbreite betrug 1.130<br />
mm mit einer Banddicke von 3 mm. Drei<br />
Monate später, am 10. 03. 2000, konnte<br />
zum ersten Mal das gesamte Schmelzgewicht<br />
einer Pfanne vergossen werden. In<br />
den folgenden Monaten wurde der Gießprozess<br />
stabilisiert und das Prozessfenster<br />
unter anderem im Hinblick auf das Dickenspektrum<br />
und die Produktivität der Anlage<br />
ausgeweitet.<br />
Die Oberflächeninspektion der erzeugten<br />
Bänder zeigte keine speziellen Fehler. Die<br />
Bandgeometrie in Längsrichtung liegt im<br />
Rahmen der Warmbandtoleranzen und<br />
erfüllt die Anforderungen des Kaltwalzwerkes.<br />
Die Bandkantenqualität ist ausgesprochen<br />
gut.<br />
Die ersten Bänder wurden bereits im<br />
Kaltwalzwerk standardmäßig durchgesetzt.<br />
Nach dem Abwalzen des gegossenen Produktes<br />
an eine Enddicke von 0,8 mm wurden<br />
die Bänder geglüht und unter Standardkriterien<br />
der konventionellen Produktion<br />
bewertet. Die Oberflächeninspektion<br />
zeigte keine bedeutenden Oberflächenfehler<br />
auf. Der Reinheitsgrad der Bänder ist<br />
auf Grund der raschen Erstarrung besser<br />
als bei konventionell erzeugten Bändern.<br />
Dies führt zu verbessertem Korrosionsverhalten<br />
des Produktes. Die mechanisch<br />
technologischen Eigenschaften des Produktes<br />
sind mit denen konventioneller Pro-<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
dukte vergleichbar, wobei die gemessenen<br />
Dehnungen am unteren Ende der Skala<br />
liegen. Die Anpassung der dem Gießprozess<br />
nachfolgenden Prozessstufen im Hinblick<br />
auf die Besonderheiten und charakteristischen<br />
Eigenschaften des direktgegossenen<br />
Materials wird nun nach der Stabilisierung<br />
des Gießprozesses ein wesentlicher<br />
Arbeitsschwerpunkt in den kommenden<br />
Monaten auf dem Weg bis hin zum vermarktungsfähigen<br />
Produkt sein.<br />
8 Pilotanlage Terni: Gießbedingungen<br />
für die industrielle Anlage<br />
Bei der Entwicklung des Bandgießens für<br />
vermarktungsfähige RSH-Produkte leistete<br />
die Pilotanlage in Terni eine wichtige Hilfestellung.<br />
Die Anlage, die von Acciai Speciali<br />
Terni betrieben wird, baut auf theoretischen<br />
Voruntersuchungen und praktischen<br />
Tests z.B. an der Aachener Laboranlage<br />
auf, um über die prinzipielle Vergießbarkeit<br />
einer Stahlsorte hinaus konkrete Betriebs-<br />
parameter der industriellen Anlage in Krefeld<br />
zu erproben. Anlagenteile und Verfahrensmodifikationen<br />
können hier später,<br />
ohne den Produktionsprozess zu unterbrechen,<br />
getestet und optimiert werden.<br />
Vor diesem Hintergrund wurde die Anlage<br />
in Terni Anfang 1999 vollständig modernisiert.<br />
Die Anlage ist derzeit in der Lage,<br />
60 t flüssigen Stahl zu einem Band der<br />
Breite 1.130 mm zu vergießen. Der Gießrahmen<br />
wurde bereits auf eine mögliche<br />
Verbreiterung der Anlage auf 1.350 mm<br />
vorbereitet. Weiterhin verfügt die Anlage<br />
über ein Warmwalzgerüst, welches eine<br />
Inline-Umformung des gegossenen Bandes<br />
mit Umformgraden bis zu 50 % ermöglicht<br />
(Bild 8). Die hohe Flexibilität der Pilotanlage<br />
Terni erlaubt es, verschiedene Stahlgüten<br />
und verschiedene Prozessbedingungen<br />
vergleichsweise einfach zu erproben. Zur<br />
weiteren Untersuchung der Bänder in den<br />
nachfolgenden Prozessschritten liegen<br />
gecoilte Bänder in industriellen Dimensionen<br />
vor, sodass die Weiterverarbeitung in<br />
Pilotanlage Terni: Erste europäische Bandgießanlage mit Inline-Warmwalzen (Bild 8)
25<br />
Bandgießen – Innovation für die Erzeugung von Flachstahl-Produkten im neuen Jahrtausend<br />
den Kaltwalzwerken unter den Standardbedingungen<br />
erfolgen kann. Hierdurch<br />
besteht die Möglichkeit der Optimierung<br />
des Gießprozesses aus den Ergebnissen<br />
am Endprodukt.<br />
Die Anlage erweist sich daher als wertvolles<br />
Werkzeug, sowohl für die Entwicklung<br />
von Prozessparametern z.B. der Inline-<br />
Warmwalzbedingungen für RSH-Stähle, als<br />
auch bei der Parameterentwicklung für das<br />
Bandgießen von Kohlenstoff- und Siliziumstählen<br />
sowie im Hinblick auf neue Einsatzgebiete<br />
der Bandgießtechnologie.<br />
Die Inbetriebnahme der Anlage nach der<br />
Modernisierung verlief sehr erfolgreich,<br />
sodass bereits seit Mitte 2000 eine Vielzahl<br />
kompletter 60-t-Chargen, sowohl aus<br />
autenitischem Edelstahl, als auch niedrig<br />
gekohltem Qualitätsstahl, vergossen und<br />
mit z.T. maximalem Umformgrad inline<br />
gewalzt wurden. Die ersten Ergebnisse zeigen<br />
eine weitere Verbesserung der mechanisch<br />
technologischen Eigenschaften des<br />
direktgegossenen und inline gewalzten<br />
Bandes (Bild 9). So können die Dehnungswerte,<br />
die beim gegossenen Material noch<br />
an der unteren Normgrenze liegen, durch<br />
Inline-Walzen deutlich verbessert werden.<br />
Auch hier wird die Anpassung der dem<br />
Gießprozess nachfolgenden Prozessstufen<br />
ein wesentlicher Arbeitsschwerpunkt in den<br />
kommenden Monaten sein.<br />
9 Laboranlage Aachen:<br />
Basisuntersuchungen<br />
Kleinere Bandgießanlagen im Labormaßstab<br />
sind in der Lage, flexibel und kostengünstig<br />
die zahlreichen Gießparameter der<br />
unterschiedlichen bestehenden Stahlsorten<br />
sowie neuer Legierungen zu ermitteln.<br />
Solche Anlagen erzeugen Probematerial,<br />
an dem sowohl das Gussband charakterisiert<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Bandgießen: Warmbandeigenschaften (Bild 9)<br />
als auch die prinzipielle Weiterverarbeitbarkeit<br />
sowie Endeigenschaften des Kaltbandes<br />
untersucht werden können.<br />
Dies sind auch die wesentlichen Zielsetzungen<br />
der Laborbandgießanlage von<br />
<strong>ThyssenKrupp</strong> Stahl, die seit 1988 gemeinsam<br />
mit dem Institut für Bildsame Formgebung<br />
an der RWTH Aachen betrieben wird.<br />
Neben der Entwicklung von mathematischen<br />
Modellen [2] zur Beschreibung der<br />
Rollenbombierung, der Stahlströmung und<br />
des Bandbildungsprozesses, werden seit<br />
einigen Jahren unterschiedliche Stahlsor-<br />
Bandgießanlage am IBF, RWTH Aachen (Bild 10)<br />
ten zu Band gegossen. Ziel ist die Überprüfung<br />
der Bandgießfähigkeit sowie die<br />
Anpassung von Prozess und Stahlzusammensetzung<br />
im Hinblick auf die Herstellung<br />
von vermarktbarem Band. Die stahlsortenspezifischen<br />
Erscheinungen werden durch<br />
Anpassung der Gießparameter wie Überhitzung,<br />
Gießgeschwindigkeit und Bandformungskraft<br />
berücksichtigt.<br />
Die Laborbandgießanlage in Aachen ist<br />
hinsichtlich der realisierten vollautomatisierten<br />
Prozessschritte mit denen der Pilotbandgießanlage<br />
in Terni vergleichbar, aber
26<br />
Bandgießen – Innovation für die Erzeugung von Flachstahl-Produkten im neuen Jahrtausend<br />
hinsichtlich der Bandbreite (150–300 mm)<br />
und der Schmelzengröße limitiert. Die<br />
Gießmaschine erhält Stahlschmelze aus<br />
einem 180-kg-Schutzgas-Induktionsofen.<br />
Unterhalb der Anlage durchläuft das Band<br />
eine Inertgaszone, Kühlstrecken und ein<br />
Inline-Warmwalzgerüst; das Band wird abschließend<br />
auf einen Haspeldorn gewickelt<br />
(Bild 10). Diese als Bandnachbehandlung<br />
bezeichnete Strecke dient zur Steuerung<br />
der Zunderbildung, zur Einstellung von<br />
Temperaturverläufen und zur Warmumformung.<br />
Abkühlungsgeschwindigkeiten von<br />
über 400 K/s werden realisiert. Innerhalb<br />
einer Einhausung für das Band kann der<br />
Sauerstoffgehalt der Atmosphäre so stark<br />
abgesenkt werden, dass die Zunderschichtdicken<br />
um bis zu 2 /3 im Vergleich zur Abkühlung<br />
an Luft verringert werden. Durch<br />
die Wahl der Gieß- und Nachbehandlungsparameter<br />
werden die mechanisch-technologischen<br />
Eigenschaften des Dünnbandes<br />
bestimmt. Die zu untersuchenden Stahlsorten<br />
orientieren sich an dem Stahlsortenspektrum<br />
der Kohlenstoff-Mangan-Qualitätsstähle<br />
wie Tiefziehgüten, hochkohlenstoffhaltiger<br />
Einsatzstahl und höherfeste mikrolegierte<br />
Güten sowie hochsiliciumhaltige Stähle für<br />
Elektroblech. Auch neuartige Stahlsorten<br />
wie Komplexphasenstähle werden erprobt.<br />
Beim Gießen von Band mit etwa 3 mm<br />
Dicke ergeben sich durch die schnelle<br />
Abkühlung Vorteile, die sich während der<br />
Erstarrung in dem feinen Primärgefüge – oft<br />
mit globulitischer Mittenzone – niederschlagen<br />
[3]. Bei den hohen lokalen Abkühlungsgeschwindigkeiten<br />
von mehreren<br />
100 K/s an der Erstarrungsfront resultieren<br />
geringe Sekundärdendriten-Armabstände<br />
von weniger als 10 µm. Dies wiederum hat<br />
geringe Mikroseigerungen und kurze Diffusionswege<br />
für den Konzentrationsausgleich<br />
zur Folge. Weiterhin ist bei einer durch-<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Gefügeausbildung eines bandgegossenen perlitarmen höherfesten Stahls, ohne und nach Inline-Warmwalzschritt<br />
(Bild 11)<br />
schnittlichen Verweildauer der Schmelze im<br />
Sumpf von ca. 10 s und einer Erstarrungszeit<br />
von weniger als 1 s die Gefahr gering,<br />
größere, qualitätsmindernde Ausscheidungen<br />
zu agglomerieren.<br />
„Inline“ zwischen Gießrollen und Haspel<br />
können die Bandeigenschaften gesteuert<br />
werden: Insbesondere die Temperaturführung<br />
kann wegen der geringen Banddicke<br />
gut zur Steuerung der Gefügeumwandlungen<br />
genutzt werden. Durch einen<br />
Warmwalzstich wird eine eventuell vorhandene<br />
Mittenporosität beseitigt; gleichzeitig<br />
bietet sich dadurch eine Möglichkeit zur<br />
weiteren Kornfeinung an: Die kornfeinende<br />
Wirkung eines Warmwalzstiches bringt die<br />
bereits im Gusszustand feine Gefügeausbildung<br />
auf das Niveau von Warmbändern<br />
aus konventioneller Fertigung (Bild 11). Im<br />
Gussband eines perlitarmen mikrolegierten<br />
Aufbau Gießwalzanlage (Bild 12)<br />
Baustahles liegen Ferritkörner mit Durchmessern<br />
zwischen 6,5 und 10 µm<br />
(GASTM=10,3-11,5) vor, nach einer Inline-<br />
Umformung wurden nur noch 3,6 bis<br />
5,0 µm große Ferritkörner (GASTM=12,3-<br />
13,2) festgestellt [3].<br />
Mit Hilfe der numerischen Simulation<br />
werden anhand von Modellrechnungen die<br />
thermomechanischen Prozesse beim Bandgießen<br />
mit Walzstufe optimiert, wie es im<br />
Falle des Warmwalzens heute üblich ist.<br />
Ziele der Modellierung sind Parameterstudien<br />
zum Einengen des technologischen<br />
Fensters für gezielte Versuche und die<br />
Übertragbarkeit der Ergebnisse des Labormaßstabes<br />
auf Anlagen für die betriebliche<br />
Produktion. Der Modellabgleich erfolgt<br />
durch Dilatometerversuche mit betriebsnahen<br />
Parametern.<br />
Walzgerüst
27<br />
Bandgießen – Innovation für die Erzeugung von Flachstahl-Produkten im neuen Jahrtausend<br />
10 Von der Pre-industrial zur<br />
Industrial Plant<br />
<strong>ThyssenKrupp</strong> Steel befindet sich im<br />
Hinblick auf die Entwicklung des Bandgießverfahrens<br />
in einer ausgesprochen<br />
komfortablen historischen Lage. Die Verfügbarkeit<br />
über eine Labor-, eine Pilot- und<br />
eine vorindustrielle Anlage insbesondere<br />
mit den dort eingearbeiteten und engagierten<br />
Teams ist einmalig. Diese Voraussetzungen<br />
in Verbindung mit den insgesamt<br />
sehr positiven Ergebnissen in Krefeld waren<br />
derart ermutigend, dass die Erweiterung<br />
der vorindustriellen Bandgießanlage in Krefeld<br />
zur vollständig industriellen Anlage<br />
zügig vorangetrieben wird. Aufbauend auf<br />
den bereits beschriebenen industriellen<br />
Komponenten wird die Bandgießanlage<br />
Krefeld mit einem Inline-Warmwalzgerüst<br />
und einer Doppelcoileranlage ausgestattet<br />
(Bild 12). Die Inbetriebnahme des Warmwalzgerüstes<br />
ist im ersten Halbjahr des<br />
Jahres 2001 vorgesehen. Im Zuge des weiteren<br />
Ausbaus wird die Rollenbreite der<br />
Gießanlage auf 1.450 mm verbreitert und<br />
eine Schnellwechseleinheit für die Seitenplatten<br />
installiert. Zudem werden Arbeiten<br />
in der Peripherie der Anlage (z.B. Wasserwirtschaft,<br />
Stromversorgung etc.) durchgeführt<br />
und eine Infrastruktur für die Instandhaltung<br />
geschaffen. Nach Abschluss dieser<br />
Arbeiten wird die Anlage in den kontinuierlichen<br />
Hochfahrbetrieb übergehen, um die<br />
geplante Produktionskapazität von 400.000<br />
t/a RSH–Stahl zu erreichen.<br />
Wir sind zuversichtlich, dass wir damit<br />
ein bedeutsames Kapitel in der Entwicklungsgeschichte<br />
der Metallurgie von Eisen<br />
und Stahl, besonders im Gebiet der hochlegierten<br />
Edelstähle, erfolgreich abschließen<br />
werden.<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Literatur<br />
[1] Albrecht-Früh, U.; Capotosti, R.;<br />
Damasse, J. M.; Hohenbichler, G.:<br />
EUROSTRIP – Future Perspective of<br />
the Strip Casting Process for Flat<br />
Steel Production.<br />
Continuous Casting Conference 2000,<br />
Linz / Austria, Juni 2000<br />
[2] Senk, D.; Litterscheidt, H.; Simon,<br />
R. W.; Kopp, R; Rake, H.:<br />
Modellbildung und Prozesssimulation<br />
zum Bandgießen nach dem Zwei-Rollen-Verfahren.<br />
Stahl und Eisen 115 (1995) Nr. 5,<br />
S. 107–111<br />
[2] Senk. D; Schmitz, W.; Schmitz, H.-P.;<br />
Kopp, R.; Hagemann, F.; Hammer, B.:<br />
Umformen und Kühlen von direktgegossenem<br />
Band.<br />
Stahl und Eisen 120 (2000), Nr. 6,<br />
S. 65–69
28<br />
John M. Vergoz<br />
Intelligenter Fertigungsprozess – Six-Sigma-Teile aus SMC<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Teilansicht des Werkes Carey, Ohio, der Budd Company (Bild 1)
29<br />
1 Einführung<br />
Der intelligente Fertigungsprozess Six-<br />
Sigma wird im Werk Carey, Ohio, der Budd<br />
Company zur Fertigung von Fahrzeugteilen<br />
aus SMC-Kunststoff (Sheet Molded Composite)<br />
für DaimlerChrysler, Ford und<br />
General Motors eingesetzt. Das Werk der<br />
Budd Company in Carey, Ohio, wurde 1970<br />
gegründet und hat derzeit 417 stundenweise<br />
und 65 fest angestellte Beschäftigte. Das<br />
Werk Carey wird im Jahr 2000 15.000 Tonnen<br />
SMC-Kunststoffteile fertigen und soll<br />
2,8 Millionen Teile an Ford, 342.000 Teile<br />
an DaimlerChrysler und 9.000 Teile an<br />
General Motors liefern. Für das Geschäftsjahr<br />
2000 rechnet Carey mit Umsätzen in<br />
Höhe von 70 Mio Dollar. Zu den wichtigsten<br />
Produkten, die in Carey gefertigt werden,<br />
zählen Fahrzeug-Kühlergrillträger und<br />
-Motorhauben mit Oberflächenanforderungen<br />
der Klasse A. Six-Sigma hat maßgeblich<br />
dazu beigetragen, dass die Fehlerrate<br />
von Carey bei Ford, General Motors und<br />
DaimlerChrysler derzeit bei weltweiten Spitzenwerten<br />
von 4 ppm, 0 ppm und 47 ppm<br />
(parts per million) liegt. Diese Six-Sigma-<br />
Methodik zur Verbesserung der Effizienz<br />
und Reduzierung der Fehlerrate kommt im<br />
Werk Carey seit Oktober 1996 zunehmend<br />
zum Einsatz.<br />
2 Six-Sigma<br />
Intelligenter Fertigungsprozess – Six-Sigma-Teile aus SMC<br />
Sigma (σ) ist ein griechischer Buchstabe,<br />
der in der Regel dazu dient, die Standardabweichung<br />
einer Normalverteilung<br />
mathematisch zu beschreiben. Six-Sigma<br />
ist ein Prozesssteuerungskonzept, das nach<br />
Perfektion strebt. Mit der Six-Sigma-<br />
Methodik soll die Produktfehlerrate bei den<br />
Kunden auf unter 3,4 ppm reduziert<br />
werden.<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Effekte einer Mittelwert-Verschiebung der Normalverteilung um 1,5 σ (Bild 2)<br />
Der Qualitätsausschuss der Budd<br />
Company wurde durch einen Besuch bei<br />
Motorola im April 1994 auf die Six-Sigma-<br />
Methodik aufmerksam. Die Erfahrung von<br />
Motorola untermauert die Tatsache, dass<br />
der Hersteller, der die höchste Qualität liefert,<br />
auch der Hersteller mit den geringsten<br />
Kosten ist.<br />
Bei General Electric lief mehrere Jahre<br />
lang ein aktives Six-Sigma-Programm, und<br />
auf der Jahreshauptversammlung 1999<br />
unterstrich der Vorsitzende Jack Welch die<br />
Rolle von Six-Sigma: „Six-Sigma bedeutet,<br />
Prozesse so festzulegen, dass sie nahezu<br />
perfekt sind. . . und sie dann so zu steuern,<br />
dass sie stabil bleiben. Die gemeinsame<br />
Zielsetzung von allen Six-Sigma-Programmen<br />
ist es, Abweichungen zu eliminieren.“<br />
Abweichungen treten bei allen Produkteigenschaften<br />
auf. Abweichungen bei den<br />
Produkteigenschaften gefährden die<br />
Qualität. Doch Abweichungen bei den Produkteigenschaften<br />
lassen sich so steuern,<br />
dass sie innerhalb der vom Kunden vorgegebenen<br />
Grenzwerte liegen, indem die<br />
Produkteigenschaften stichprobenartig<br />
überprüft werden und der Fertigungsprozess<br />
entsprechend gesteuert wird. Letztendlich<br />
sorgt das Six-Sigma-Verfahren für die<br />
Stabilität und Haltbarkeit zukünftiger Produktkonstruktionen,<br />
da beim Auftreten von<br />
Abweichungen in den Teilen, die in dem<br />
aktuellen Produktionsprozess hergestellt<br />
werden, entsprechende Rückmeldungen<br />
erfolgen. Bild 2 zeigt die Verteilungskurve<br />
einer Produkteigenschaft, bei der der Mit-<br />
Ist eine Fehlerrate von 1% akzeptabel? (Bild 3)
30 Intelligenter Fertigungsprozess – Six-Sigma-Teile aus SMC<br />
Fehler-Definitionen (Bild 4)<br />
telwert der Daten um 1,5 σ verschoben ist.<br />
Der Prozessfähigkeitsindex Cpk ist eine<br />
Kennzahl, die beschreibt, inwieweit ein Prozess<br />
den Anforderungen oder spezifizierten<br />
Grenzwerten des Kunden entspricht. Ein<br />
Prozess mit einer Mittelwertverschiebung<br />
von 1,5 σ und Six-Sigma-Fähigkeit hat<br />
einen Cpk-Wert von 1,5 und erzeugt bei dem<br />
„Prozessschritt“ mindestens 99,99966 %<br />
gute Teile bzw. nicht mehr als 3,4 Fehler/<br />
Million.<br />
Viele Prozesse arbeiten auf 3-Sigma-<br />
Niveau bzw. mit etwa 1 % Ausschuss.<br />
Doch wie in Bild 3 dargestellt, ist das<br />
3-Sigma-Niveau für viele Bereiche des<br />
täglichen Lebens nicht akzeptabel. Zum<br />
Glück befördern Fluggesellschaften ihre<br />
Passagiere oberhalb des 7-Sigma-Niveaus,<br />
während das Gepäck nur auf 4-Sigma-<br />
Niveau eingecheckt wird. Bei einem Flug ist<br />
es also 20.000 mal wahrscheinlicher, dass<br />
Sie das Ziel sicher erreichen, als dass Ihr<br />
Gepäck das Ziel sicher erreicht.<br />
Six-Sigma-Fähigkeit wird durch systematisches<br />
Aufzeichnen der Daten von<br />
Bauteilproben in jeder Phase des Fertigungsprozesses<br />
erreicht. Die aufgezeichneten<br />
Daten sind jeweils benannte „Fehler“, die<br />
bis zu einer Größe gesteuert bzw. kontrolliert<br />
werden, die deutlich innerhalb der vom<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Kunden spezifizierten Grenzen liegt. Die bei<br />
der Six-Sigma-Methodik verwendeten Fehlerdefinitionen<br />
sind in Bild 4 dargestellt.<br />
Die Methode der Prozesssteuerung umfasst<br />
die Einstellung der Prozessparameter,<br />
vorbeugende Wartung und Prozessbereinigung.<br />
Ford startet gerade ein sehr attraktives,<br />
Prozessfluss und Kontrollstationen (Bild 5)<br />
verbrauchergesteuertes Six-Sigma-Programm.<br />
3 Six-Sigma und SMC im Werk<br />
Carey<br />
Bild 5 zeigt den Prozessfluss und die<br />
Inspektionen für den SMC-Betrieb im Werk<br />
Carey. Das Bild zeigt links ein typisches<br />
Prozessflussdiagramm für den SMC-Prozess.<br />
Die acht dargestellten Prozessschritte<br />
sind mit roten Pfeilen verbunden und stellen<br />
wichtige wertschöpfende Schritte in<br />
dem Fertigungsprozess dar. Die grünen<br />
Pfeile rechts zeigen auf die Bereiche, in<br />
denen nach jedem Prozessschritt Proben<br />
entnommen werden. Im Fall Carey ermitteln<br />
wir Fehler und zählen diese nach<br />
jedem Prozessschritt.
31<br />
31 Intelligenter Fertigungsprozess – Six-Sigma-Teile aus SMC<br />
Produktprüfung (Bild 6)<br />
Die Fehlerkategorien sind folgende:<br />
● Rohmaterialfehler, beim Pressformen<br />
festgestellt<br />
● Pressformfehler, beim Pressformen festgestellt<br />
● Pressformfehler, beim Verbundvorgang<br />
festgestellt (Austrittsfehler)<br />
● Verbundfehler, beim Verbundvorgang<br />
festgestellt<br />
● Pressformfehler, beim Fertigstellen festgestellt<br />
(Austrittsfehler)<br />
● Verbundfehler, beim Fertigstellen festgestellt<br />
(Austrittsfehler)<br />
● Lackierfehler, beim Fertigstellen festgestellt<br />
Die Produktprüfung (Bild 6) wird in einem<br />
Auditverfahren von geschulten Six-Sigma-<br />
Prüfern durchgeführt. Obwohl der Probenentnahmeplan<br />
je nach Produkt variieren<br />
kann, werden im Allgemeinen für jeden<br />
Prozessschritt und in jeder Schicht mindestens<br />
5 Teile pro Formwerkzeug überprüft.<br />
Wie man sich vorstellen kann, sind<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
die Prüfer bald sehr gut mit den Fehlern<br />
vertraut. Außerdem werden die Daten in<br />
einem Format erfasst, das beschreibt, in<br />
welchem Bereich des Bauteils sich der Fehler<br />
befindet.<br />
Die Datenerfassung (Bild 7) erfolgt mit<br />
einem Telxon-Datenerfassungssystem.<br />
Dies ist ein stiftbasiertes System, bei dem<br />
die Informationen auf einer Flash-Karte<br />
gespeichert und am Ende jeder Schicht in<br />
eine Access-Datenbank übertragen werden.<br />
Es ist wichtig, noch einmal darauf hinzuweisen,<br />
dass der Wert der von den Prüfern<br />
aufgezeichneten „Fehler“ deutlich unter der<br />
vom Kunden spezifizierten zulässigen Grenze<br />
liegt.<br />
Bei der Prüfung werden folgende Daten<br />
aufgezeichnet: Datum und Uhrzeit der Fertigung<br />
des Teils, Position und Größe jedes<br />
Fehlers, das Formwerkzeug sowie die<br />
Spannvorrichtungen zum Entgraten, zum<br />
Bohren und für den Verbundvorgang, die<br />
bei der Fertigung des geprüften Teils<br />
jeweils verwendet werden. Ferner werden<br />
Fehlerkategorien aufgezeichnet, wie z. B.<br />
Schmutz, Blasen, beschädigte Kanten,<br />
Faserrisse usw. Insgesamt können bei der<br />
Herstellung von SMC-Teilen im Werk Carey<br />
95 verschiedene Fehler auftreten. Diese<br />
Fehler entstehen in den Press-, Bohr-,<br />
Verbund- und Lackierphasen des SMC-<br />
Prozesses. Insgesamt sind in den Teilen,<br />
die jährlich in Carey gefertigt werden, 106<br />
Millionen Bohrungsfehler und über 10 Millionen<br />
Meter Kantenfehler möglich. Wir<br />
haben zum Beispiel gelernt, dass eine<br />
korrekte Wartung der Schneideinrichtungen<br />
erforderlich ist, um Haarrisse und Faserrisse<br />
an den Bauteilkanten zu minimieren.<br />
Ebenso ist eine genaue Wartung bei den<br />
Bohrungseinrichtungen notwendig, um Bohrungsfehler<br />
auf ein Minimum zu reduzieren.<br />
Alle Fehler werden kodiert und in einer<br />
Access-Datenbank geführt. Standardfehlerberichte<br />
werden täglich, wöchentlich,<br />
monatlich und vierteljährlich an Vertreter<br />
der Abteilungen Qualität, <strong>Technische</strong> Planung,<br />
Fertigung und Wartung herausgegeben.<br />
Maßnahmen zur Korrektur des Fer-<br />
Datenerfassung (Bild 7)
32<br />
Intelligenter Fertigungsprozess – Six-Sigma-Teile aus SMC<br />
Ermittlung der DPU’s und TDU’s (Bild 8)<br />
• Die Fehler pro Einheit (DPU) werden bei jedem Prozessschritt ermittelt<br />
(Fehler/Anzahl der geprüften Teile)<br />
• Die Gesamtfehlerquote (TDU) wird durch Addieren der DPU´s der einzelnen<br />
Prozessschritte ermittelt<br />
• Die Stellen mit den höchsten DPU´s werden täglich identifiziert und an<br />
Produktion, Technik und Qualitätswesen gemeldet<br />
Material-<br />
DPU<br />
Formen- Verbund- Montage- Lackieren- Fertigstellen-<br />
+<br />
DPU<br />
+<br />
DPU<br />
+<br />
DPU<br />
+<br />
DPU<br />
+<br />
DPU<br />
=<br />
TDU<br />
tigungsprozesses werden eingeleitet, bevor<br />
der Fehler den vom Kunden vorgegebenen<br />
Grenzwert erreicht.<br />
Es werden die DPU-Werte (Defect per<br />
unit) der einzelnen Prozessschritte ermittelt<br />
(Bild 8). Dann werden die DPU-Werte aller<br />
Prozessschritte addiert, um einen TDU-<br />
Wert (Total defects per unit) für jede<br />
Produktlinie zu erhalten. Sobald die DPUund<br />
TDU-Werte ermittelt sind, fließen diese<br />
in den Planungsprozess zur kontinuierlichen<br />
Verbesserung ein.<br />
Planungsbesprechungen zur kontinuierlichen<br />
Verbesserung finden zweimal<br />
wöchentlich mit den Abteilungen <strong>Technische</strong><br />
Planung und Qualität statt. Es werden<br />
Toplisten der DPU-Werte (normalerweise<br />
die oberen 3–5) für die einzelnen Produktlinien<br />
und für das gesamte Werk aufgestellt.<br />
Auf Basis einer Prioritätenliste werden Aktionsteams<br />
und Aktionspläne festgelegt, um<br />
die Probleme mit Hilfe von Problemlösungstechniken<br />
zu lösen. Alle Aktionspläne werden<br />
dokumentiert, und die zu ergreifenden<br />
Maßnahmen werden zusammen mit den<br />
voraussichtlichen, geschätzten Verbesserungen<br />
der DPU/TDU-Werte spezifiziert.<br />
Nach Durchführung der Maßnahmen prüft<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
das Team die Prozessfähigkeit, indem es<br />
die als Ergebnis realisierten TDU-Werte<br />
aufzeichnet und mit der Zielsetzung vergleicht.<br />
Der Prozess ist fortlaufend und Bestandteil<br />
der von Carey eingesetzten dokumentierten<br />
Verfahren zur kontinuierlichen<br />
Verbesserung nach der Qualitätsnorm<br />
ISO 9000.<br />
Ein Beispiel für das Six-Sigma-Verfahren<br />
zur kontinuierlichen Verbesserung ist in<br />
Bild 9 für die Motorhaube des Fahrzeugs<br />
Prüfbereiche der Econoline-Motorhaube (Bild 9)<br />
Econoline mit einer Oberfläche und Kanten<br />
der Klasse A dargestellt. Hier ist die Motorhaube<br />
in 26 Bereiche unterteilt und nach den<br />
Buchstaben des Alphabets gekennzeichnet.<br />
Bild 10 zeigt die Fehler, die in der 45. KW<br />
1999 in den einzelnen Bereichen der Econoline-Motorhaube<br />
festgestellt wurden. Aus<br />
dieser Abbildung ist ersichtlich, dass die<br />
Fehler in den Bereichen Q, D, E, F, G, H, I,<br />
J und K dicht an die Kundenspezifikation<br />
herankommen. Dies deutet auf ein mögliches<br />
zukünftiges Problem bei der Kantenentgratung<br />
hin. Es wurden daraufhin<br />
vorbeugende Wartungsarbeiten an den<br />
Formwerkzeugen durchgeführt, und in der<br />
46. KW 1999 waren die Fehler auf die in<br />
Bild 11 dargestellten Werte reduziert.<br />
Durch Verfolgung der einzelnen Fehlercodes<br />
ist es möglich, Trends bei den Daten<br />
zu analysieren und bestimmte Wartungsarbeiten<br />
zu planen und durchzuführen,<br />
bevor es bei den Kunden zu Problemen<br />
kommt. Die Daten werden analysiert und<br />
in Beziehung gesetzt, um genau vorherzusagen,<br />
welche Werkzeuge wann aufgearbeitet<br />
und ersetzt werden sollten.<br />
Die DPU/TDU-Werte werden intern für
33<br />
Intelligenter Fertigungsprozess – Six-Sigma-Teile aus SMC<br />
Fehler an der Econoline-Motorhaube in der 45. KW 1999 (Bild 10)<br />
Anforderungen im Hinblick auf Werkzeugbestückung,<br />
Prozessänderungen und Mittelbedarf<br />
eingesetzt. Alle Anforderungen<br />
bezüglich zusätzlicher Werkzeuge, Werkzeugaufarbeitung<br />
oder Budgeterhöhungen<br />
(produktbezogen) bedürfen der Angabe der<br />
aktuellen DPU- oder TDU-Werte und der<br />
voraussichtlichen Verbesserungen. Nachdem<br />
die Prozessänderungen erfolgt sind,<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Kundenspezifikation<br />
Kundenspezifikation<br />
Fehler an der Econoline-Motorhaube in der 46. KW 1999 (Bild 11)<br />
werden die realen DPU/TDU-Werte aufgezeichnet,<br />
um zu prüfen, welche Verbesserungen<br />
erzielt wurden.<br />
Die Senkung der DPU- und TDU-Werte<br />
wird auf Ebene der Plastics Division von<br />
Budd verfolgt, um das Kosten-Nutzen-<br />
Verhältnis zu ermitteln.<br />
Der letzte Schritt im Six-Sigma-Ansatz<br />
zur Verbesserung des Verfahrens besteht<br />
darin, die Informationen in den Konstruktionsprozess<br />
einzubeziehen, wo der größte<br />
Effekt zu erzielen ist. In der Plastics Division<br />
umfasst dies DPU/TDU-Ziele für alle neuen<br />
Produktentwicklungsprogramme als<br />
Bestandteil des APQP-Prozesses, Benchmarking<br />
von Prozessen anhand der DPU-<br />
Daten zur Ermittlung der „best practices“<br />
und eine kontinuierliche Verfolgung und<br />
Verbesserung der TDU-Werte für alle Programme.<br />
4 Abschließende Bemerkungen<br />
Ein Beweis für die Effektivität des Six-<br />
Sigma-Programms im SMC-Werk der Budd<br />
Company in Carey, Ohio, sind die weltbesten<br />
ppm-Werte bei verschiedenen Kunden.<br />
Weitere Vorteile des Programms sind:<br />
● die Fähigkeit, die Auswirkung von<br />
Prozessänderungen sofort zu erkennen<br />
und zu messen<br />
● die Fähigkeit, für Wartungsarbeiten Prioritäten<br />
und Ziele festzulegen<br />
● die Fähigkeit, durch Benchmarking (mit<br />
Ist-Daten) Prozesse zu vergleichen, um<br />
die „best practices“ zu ermitteln<br />
● die Fähigkeit, die Fortschritte des kontinuierlichen<br />
Verbesserungsprogramms<br />
nach den QS-Anforderungen zu dokumentieren<br />
Als letzter wichtiger Punkt ist zu beachten,<br />
dass alle Six-Sigma-Prüfungen für die drei<br />
Schichten in Carey von insgesamt vier<br />
stundenweise beschäftigten Kräften durchgeführt<br />
werden. Dies ist nur ein Bruchteil<br />
der Anzahl von Beschäftigten, die vor<br />
Einführung des Six-Sigma-Verfahrens im<br />
Werk Carey zur Aufarbeitung der SMC-Teile<br />
erforderlich waren.
34<br />
Dr.-Ing. Dipl.-Wirt.-Ing. Arndt R. Birkert,<br />
Kurt Lagler,<br />
Dipl.-Ing. M.S. in Management Thomas Meichsner,<br />
Dipl.-Ing. (BA) Hannes Winter<br />
Moderner Aluminium-Space-Frame durch intelligentes<br />
Karosseriebaumanagement ®<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Fertigungszelle für Bodengruppe in Virtual Reality (Bild 1)
35<br />
1 Einleitung<br />
Moderner Aluminium-Space-Frame durch intelligentes Karosseriebaumanagement ®<br />
Aus den bisweilen vielfach zitierten<br />
Anforderungen an moderne Karosserien,<br />
wie insbesondere werkstoff- und konstruktionsoptimierter<br />
Leichtbau, kurze Entwicklungszeiten<br />
und wirtschaftliche Umsetzbarkeit,<br />
lassen sich für den Karosseriebau verschiedene<br />
Lösungsansätze ableiten. Diese<br />
basieren in technologischer wie in wirtschaftlicher<br />
Hinsicht auf dem Fahrzeugbzw.<br />
Karosseriekonzept, dem zunächst die<br />
Herstellverfahren der einzelnen Karosseriekomponenten,<br />
außerdem die Fügeverfahren<br />
zum Verbinden der Einzelkomponenten<br />
und Baugruppen sowie schließlich die<br />
dazugehörende Fabrikplanung zu Grunde<br />
liegen. Hinzu kommen wachsende Anforderungen<br />
des Marktes, die durch einen<br />
zunehmenden Individualismus geprägt<br />
sind. Diese Anforderungen schlagen sich<br />
auf Seiten der Automobil- und Automobilzulieferindustrie<br />
in immer größeren Produktpaletten<br />
bei mitunter abnehmenden<br />
Stückzahlen nieder. Das heißt, dass die<br />
Variantenvielfalt stetig zunimmt, um den<br />
Kundenwünschen gerecht zu werden.<br />
Die Integration sämtlicher oben genannten<br />
Disziplinen und Anforderungen erfolgt<br />
durch ein intelligentes und umfassendes<br />
Karosseriebaumanagement ® im Sinne<br />
eines Simultaneous Engineering, welches<br />
zur Erzielung optimaler Lösungen in einem<br />
kontinuierlichen Entwicklungsprozess alle<br />
fertigungsrelevanten Belange berücksichtigt.<br />
Die Zusammenhänge sind in Bild 2<br />
dargestellt.<br />
Einen möglichen Lösungsansatz zur<br />
Realisierung der diskutierten Ziele stellen<br />
moderne Space-Frame-Strukturen aus<br />
Aluminium unter Verwendung von Strangpressprofilen,<br />
Blechteilen und Aluminium-<br />
Druckgussteilen dar. In diesem Zusammen-<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Simultaneous Engineering im Karosseriebau (Bild 2)<br />
hang bietet die Krupp Drauz GmbH im<br />
Technologieverbund mit ihren Schwestergesellschaften<br />
von <strong>ThyssenKrupp</strong> Automotive<br />
das gesamte Entwicklungs- und Realisierungs-Know-how<br />
aus einer Hand. Im<br />
Folgenden ist das Leistungsspektrum von<br />
TKA unter Verwendung ausgesuchter Beispiele<br />
dargestellt (Bild 3).<br />
Krupp Drauz GmbH<br />
Beispiele für Aluminium-Bauteile (Bild 3)<br />
2 Das Karosseriekonzept<br />
Neue Karosseriekonzepte, die die oben<br />
genannten Anforderungen erfüllen, basieren<br />
vorzugsweise auf modularen Plattformstrategien<br />
auf der Grundlage von Space-<br />
Frame-Strukturen. Das Ergebnis sind Produktfamilien,<br />
wodurch einzelne Modelle<br />
innerhalb einer Familie bei einem segmentartigen<br />
Aufbau aus verschiedenen Baugruppen<br />
durch den Austausch einzelner<br />
Modulen entstehen (Bild 4).<br />
Die gewünschte Modularität und damit<br />
Flexibilität erhält man, indem man bei-<br />
Kloth-Senking Metallgießerei GmbH<br />
Krupp Drauz GmbH Krupp Drauz GmbH
36<br />
Moderner Aluminium-Space-Frame durch intelligentes Karosseriebaumanagement ®<br />
spielsweise auch im Sinne einer wirtschaftlichen<br />
Fertigung die klassische Modulbildung<br />
Vorderwagen/Boden Mitte/Hinterwagen/Seitenwand/Dach<br />
hinter sich lässt und<br />
übergeht zu einer Modulbildung Vorderwagen<br />
unten/Vorderwagen oben/Boden<br />
Mitte/Hinterwagen unten/Hinterwagen<br />
oben/Seitenwand/Dach.<br />
Die Verwendung von Aluminium trägt<br />
dabei zum einen der Forderung nach einem<br />
gewichtsoptimierten Fahrzeugbau Rechnung<br />
und unterstützt zum anderen durch<br />
den möglichen kombinierten Einsatz von<br />
Strangpressprofilen, Gussteilen und Blechteilen<br />
die geforderte Flexibilität im Karosseriebau.<br />
Die Akzeptanz von Aluminium als<br />
Karosseriewerkstoff spiegelt sich in der<br />
zunehmenden Anzahl an Fahrzeugtypen<br />
wider, die entweder ganz oder teilweise aus<br />
Aluminium hergestellt werden. Genannt<br />
seien an dieser Stelle folgende Typen:<br />
Aston Martin Vanquish, Audi A8, Audi<br />
A2, BMW Z8, DaimlerChrysler S-Coupe,<br />
Ferrari 335, Ford P 2000, Jaguar X350,<br />
Lotus Elise, Porsche 928, Range Rover,<br />
und andere. Darüber hinaus wird im<br />
europäischen und überseeischen Ausland<br />
momentan mit Nachdruck an Fahrzeugkonzepten<br />
gearbeitet, die ganz oder teilweise<br />
aus Aluminium hergestellt werden sollen.<br />
Bild 5 zeigt den Aufbau des Audi A2 in<br />
schematischer Darstellung.<br />
Bei der konkreten Umsetzung von Aluminium-Leichtbaugedanken<br />
in die Praxis<br />
haben sich im Wesentlichen die folgenden<br />
Konzepte herauskristallisiert:<br />
● Aluminium-Space-Frame<br />
(z.B. Audi A8 und A2)<br />
Kennzeichnend für diese Bauweise ist<br />
die ehr oder weniger gleichmäßige<br />
Verwendung von Guss-, Strangpressund<br />
Blechteilen.<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Mögliche Fahrzeugvarianten innerhalb einer Modellreihe (Bild 4)<br />
● Selbsttragende Aluminiumkarosserie<br />
(z.B. Ford P 2000)<br />
In Analogie zur selbsttragenden Stahlkarosserie<br />
handelt es sich hierbei um<br />
einen blechintensiven Rohbau auf der<br />
Basis von Aluminiumblech. Guss- und<br />
Strangpresskomponenten kommen nur<br />
sehr begrenzt zum Einsatz.<br />
● Aluminium-Profilmischbauweise<br />
(z.B. BMW Z8, Lotus Elise)<br />
Bei der Profilmischbauweise entsteht<br />
auf der Basis von Strangpressprofilen<br />
eine Rahmen- oder Kastenstruktur, die<br />
mit Außenhautteilen eines beliebigen<br />
Werkstoffs verkleidet wird. Diese Variante<br />
eignet sich auf Grund der geringen Werkzeugkosten<br />
für Strangpressprofile<br />
gegenüber denen für Gussteile insbesondere<br />
für Baureihen in kleinen Stückzahlen.<br />
● Stahl- und Aluminium-Mischbauweise<br />
(z.B. DaimlerChrysler S-Coupe)<br />
Die Stahl- und Aluminium-Mischbauweise<br />
– auch Hybridbauweise genannt –<br />
vereint die Werkstoffe Stahl und Aluminium<br />
einschließlich derer Vorteile in einer<br />
Karosserie.<br />
Im Folgenden wird auf die einzelnen Aktivitäten<br />
und Verfahren zur Realisierung intelligenter<br />
Karosseriekonzepte näher eingegangen.<br />
Die Ausführungen basieren auf<br />
Erfahrungen, die in jüngster Vergangenheit<br />
bei <strong>ThyssenKrupp</strong> Automotive und insbesondere<br />
bei Krupp Drauz gesammelt<br />
wurden.<br />
3 Fabrikplanung (und Vorrichtungs-<br />
und Anlagenbau)<br />
Im Rahmen der Fabrikplanung im weitesten<br />
Sinne entsteht virtuell die gesamte Infrastruktur,<br />
welche zur Umsetzung der Rohbauumfänge<br />
erforderlich ist. In Bild 6 ist<br />
ein Ausschnitt aus dem Layout eines Rohbaus<br />
dargestellt. Hierbei sind sämtliche<br />
Belange des Kunden hinsichtlich Fertigungstiefe,<br />
zur Verfügung stehende Kapazitäten<br />
bezüglich Organisation, Raum, Personal<br />
und vieles mehr zu berücksichtigen.<br />
So beeinflusst beispielsweise die Verfügbarkeit<br />
von Fachpersonal den Automatisierungsgrad<br />
in der Produktion. Bild 7 verdeutlicht<br />
die Vielfältigkeit der Planungsparameter.<br />
Die Problematik liegt darin, dass<br />
die Planungsparameter in der Regel nur<br />
teilweise zu Projektbeginn festgeschrieben
37<br />
Moderner Aluminium-Space-Frame durch intelligentes Karosseriebaumanagement ®<br />
werden. Somit fließen die anfangs nicht<br />
bestimmten Parameter mit zunehmendem<br />
Projektfortschritt in das Pflichtenheft mit<br />
ein.<br />
Die Krupp Drauz Gruppe, bestehend aus<br />
der Krupp Drauz GmbH in Heilbronn sowie<br />
ihrer Tochtergesellschaft Krupp Drauz Ingenieurbetrieb<br />
GmbH in Hohenstein-Ernstthal,<br />
zählt die Fabrikplanung in oben genanntem<br />
Sinne zu ihren Kernkompetenzen. Unter<br />
Zuhilfenahme modernster Techniken, wie<br />
z.B. virtueller Planungsinstrumente (Virtual<br />
Reality, Robotersimulation), entstehen<br />
Fabrikkonzepte, die sämtliche Kriterien hinsichtlich<br />
einer wirtschaftlichen Umsetzbarkeit<br />
berücksichtigen. So wurde bei Krupp<br />
Drauz im Sinne einer hohen Planungssicherheit<br />
eine mehrkanalige Großbild-<br />
Rückprojektionswand installiert.<br />
Der einem flexiblen, segmentartigen<br />
Aluminiumkarosseriebau zugrunde liegende<br />
Systemgedanke bildet hierbei den Leitfaden<br />
für eine praktikable Umsetzung.<br />
Grundsätzlich findet sich der durch den<br />
Automobilbauer vorgegebene Modularitätsgrad<br />
der Karosserie in der Fabrikplanung<br />
von Krupp Drauz wieder.<br />
Audi-Space-Frame am Beispiel Audi A2 (Quelle: Audi AG) (Bild 5)<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
4 Fügende Fertigungsverfahren<br />
Als Fügeverfahren kommen in den Anlagen<br />
von Krupp Drauz unter anderem das<br />
Laserschweißen, das MIG-Schweißen, das<br />
Nieten, das Durchsetzfügen und das Kleben<br />
zum Einsatz.<br />
Das Widerstandspunktschweißen wird<br />
bei Aluminium kaum angewendet, da die<br />
stets vorhandene Oxidschicht in schwankender<br />
Ausprägung die Qualität der<br />
Schweißverbindung mitunter stark beeinträchtigt.<br />
Eine gewünschte Prozesssicherheit<br />
ist somit nicht gegeben.<br />
Das Laserschweißen bietet sich insbesondere<br />
für die Verbindung von Blechteilen<br />
mit anderen Halbzeugen an, da auf Grund<br />
durchgehender Schweißnähte hohe Steifigkeiten<br />
der Fahrzeugstruktur erzielt werden.<br />
Der Forderung nach geringsten Schweißspalten<br />
wird dadurch Rechnung getragen,<br />
dass Blechteile infolge ihrer vergleichsweise<br />
geringen Steifigkeit mittels entsprechender<br />
Spannvorrichtungen spaltfrei auf dem zu<br />
verschweißenden Bauteil angedrückt werden<br />
können.<br />
Das Verschweißen von Strangpressprofilen<br />
oder Gussteilen untereinander mittels<br />
Laser erfolgt nur dann prozesssicher, wenn<br />
die spaltfreie Fixierung zueinander sicher<br />
gewährleistet werden kann. Prinzipiell können<br />
CO2-Laser oder Nd-YAG-Laser verwendet<br />
werden. Der Nd-YAG-Laser wird derzeit<br />
von Krupp Drauz gegenüber dem CO2-<br />
Laser favorisiert. Als Gründe hierfür können<br />
die Zugänglichkeit der Schweißnaht oder<br />
das Energieabsorptionsvermögen beim<br />
Schweißen von Aluminium und die damit<br />
verbundene höhere Effizienz genannt werden.<br />
Darüber hinaus treibt Krupp Drauz<br />
Neuentwicklungen im Bereich des Remote-<br />
Laserschweißens voran.<br />
Das MIG-Schweißen kommt bei der Verbindung<br />
von Gussteilen, Strangpressteilen<br />
und Blechen jeweils untereinander und<br />
halbzeugübergreifend zum Einsatz. Dem<br />
Vorteil einer möglichen Kompensation von<br />
Schweißspalten und damit Toleranzen in<br />
den Einzelteilen gegenüber dem Laserschweißen<br />
steht die hohe Wärmeeinbringung<br />
und der daraus resultierende Bauteilverzug<br />
gegenüber. Zu Gunsten hoher<br />
Schweißgeschwindigkeiten sind aber auch<br />
hier die Schweißspalte möglichst gering zu<br />
halten.<br />
Eine wesentliche Besonderheit, die beim<br />
MIG-Schweißen von Aluminium zu berücksichtigen<br />
ist, ist die hohe Schmelztemperatur<br />
von ca. 2000 °C, die zum Aufschmelzen<br />
der auf Aluminiumoberflächen befindlichen<br />
Oxidschicht erforderlich ist. Durch die hohe<br />
Temperatur, die in etwa das Dreifache der<br />
Schmelztemperatur von Aluminium beträgt,<br />
entsteht ein äußerst dünnflüssiges<br />
Schmelzbad. Damit ist ein Schweißen über<br />
Kopf nicht möglich. Ebenso reduzieren<br />
schräge Nahtverläufe die Prozesssicherheit.<br />
Bei entsprechenden Schweißnahtlagen<br />
sind somit in der Anlagenplanung so
38<br />
Moderner Aluminium-Space-Frame durch intelligentes Karosseriebaumanagement ®<br />
genannte Trommelvorrichtungen vorzusehen,<br />
die eine optimale Schweißnahtlage<br />
ermöglichen. Ferner spielt der hohe Wärmeeintrag<br />
beim MIG-Schweißen in Verbindung<br />
mit der vergleichsweise hohen Wärmeausdehnung<br />
von Aluminium gegenüber<br />
Stahl eine wesentliche Rolle bei der Auslegung<br />
der Schweißvorrichtungen. Erschwerend<br />
kommt die Tatsache hinzu, dass die<br />
Schrumpfung von Aluminium beim Erkalten<br />
größer ist, als dessen Ausdehnung während<br />
des Schweißens. Für die erfolgreiche<br />
Umsetzung eines anspruchsvollen Aluminiumkarosseriebaus<br />
muss diese Problematik<br />
vom Anlagenbauer beherrscht werden.<br />
Das Nieten, und hier insbesondere das<br />
Stanznieten, wird beim Fügen von Aluminium<br />
eingesetzt, weil sich Punktschweißverbindungen<br />
bis heute nicht prozesssicher<br />
darstellen lassen. Der Vorteil des Stanznietens<br />
gegenüber dem Blindnieten liegt vor<br />
allem darin, dass keine Löcher in den zu<br />
fügenden Werkstücken vorgebohrt werden<br />
müssen. Allerdings ist gegenüber dem<br />
Blindnieten eine Zugänglichkeit der Fügestelle<br />
von beiden Seiten erforderlich. Ferner<br />
erweist sich häufig die Baugröße der Nietzange<br />
als nachteilig, die auf Grund der vergleichsweise<br />
hohen Prozesskräfte sehr<br />
massiv ausgeführt sein muss. Hierdurch<br />
wird die Zugänglichkeit der Fügestelle mitunter<br />
deutlich erschwert.<br />
Klebstoffe werden neben ihren Funktionen<br />
als Stützkleber und Bördel- oder Falznahtkleber<br />
z.B. als ergänzende Verbindungsmethode<br />
beim Nieten eingesetzt.<br />
Durch den zusätzlichen Auftrag von Klebstoff<br />
erhöht sich die Haltekraft von Stanznieten<br />
beträchtlich. Kleben als einziges<br />
Fügeverfahren scheidet für den Karosseriebau<br />
infolge der fehlenden Langzeiterfahrung<br />
in verschiedenen Klimazonen bis<br />
heute in der Regel aus.<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Beispiel-Layout einer Fertigungszelle (Bild 6)<br />
Das Durchsetzfügen wird bevorzugt für<br />
nicht dynamisch beanspruchte Teile wie<br />
Türen, Hauben und Deckel verwendet.<br />
Der wirtschaftliche Einsatz aller bei<br />
Aluminiumkarosserien eingesetzten Fügeverfahren<br />
erfordert einen angepassten<br />
Rohbau. Prinzipiell sind außer dem Laserschweißen<br />
alle genannten Fügeverfahren<br />
auch manuell umsetzbar. Dieses ermöglicht<br />
es dem Fabrikplaner, eine hinsichtlich<br />
der Losgröße, der Karosseriekomplexität<br />
und des Automatisierungsgrades optimale<br />
Gesamtanlage zu gestalten.<br />
5 Umformende Fertigungsverfahren<br />
Vor dem Hintergrund von Aluminium-<br />
Space-Frame-Anwendungen sind im<br />
Bereich der umformenden Fertigungsverfahren<br />
vor allem das Innenhochdruck-<br />
Umformen von Rohren und Profilen und die<br />
Herstellung von Blechteilen mittels kombinierten<br />
Tief- und Streckziehens zu nennen.<br />
Das Innenhochdruck-Umformen kommt<br />
hierbei in zwei grundsätzlich unterschiedlichen<br />
Verfahrensvarianten zum Einsatz. An<br />
erster Stelle sei das Innenhochdruck-Kalibrieren<br />
und Innenhochdruck-Lochen von<br />
Strangpressprofilen (SPP) genannt. Auf<br />
Grund der verfahrensbedingt gegebenen<br />
Abweichungen von SPP von der konstruktiven<br />
Sollgeometrie kann die Verwendung<br />
nichtkalibrierter SPP in der Karosseriestruktur<br />
abhängig vom Karosseriekonzept zu<br />
Effekten führen, die sowohl die Fertigung
39<br />
Moderner Aluminium-Space-Frame durch intelligentes Karosseriebaumanagement ®<br />
der Karosserie als auch die Karosserie<br />
selbst negativ beeinflussen. So haben z.B.<br />
Querschnittsabweichungen mitunter<br />
Schweißspalte zur Folge, welche eine<br />
erhebliche Herabsetzung möglicher<br />
Schweißgeschwindigkeiten bedingen können.<br />
Ferner können zu große Toleranzen<br />
bei den Einzelteilen, insbesondere bei Bauteilen<br />
mit einem hohen Integrationsgrad, zu<br />
unkontrollierbaren Abweichungen in der<br />
gesamten Toleranzkette der Karosserie<br />
führen. Maßabweichungen in Anbindungsbereichen<br />
von Beplankungsteilen können<br />
Unruhen im Erscheinungsbild der Pkw-<br />
Außenhaut hervorrufen, die die optische<br />
Qualität des Gesamtfahrzeugs mehr oder<br />
weniger stark beeinträchtigen.<br />
Durch das Innenhochdruck-Kalibrieren<br />
können an SPP Genauigkeiten von ± 0,2 mm<br />
erreicht werden. Bild 8 zeigt als Beispiel den<br />
Schweller, wie er im Audi A2 in der Form<br />
eines Zweikammer-Profils eingesetzt wird.<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Durch die Integration von Lochoperationen<br />
in den Innenhochdruck-Fertigungsprozess<br />
kann die Wirtschaftlichkeit des<br />
Gesamtprozesses verbessert werden, da<br />
die Löcher ansonsten in einem nachfolgenden<br />
Arbeitsschritt mittels mechanischer<br />
Bearbeitung oder Laserbearbeitung eingebracht<br />
werden müssten.<br />
Die Frage, ob ein Innenhochdruck-Kalibrieren<br />
erforderlich ist oder nicht, hängt<br />
von verschiedenen Faktoren, in erster Linie<br />
aber vom gewählten Karosseriekonzept<br />
und dem damit verbundenen Rohbaukonzept<br />
ab. Insbesondere bei gebogenen SPP<br />
kann ein Kalibrieren alleine dadurch erforderlich<br />
werden, dass die Querschnitte der<br />
Werkstücke beim Biegen je nach Komplexität<br />
der Biegegeometrie mehr oder weniger<br />
stark einfallen, was durch Kalibrieren rückgängig<br />
gemacht werden kann.<br />
Die zweite grundsätzliche Verfahrensvariante<br />
stellt das Aufweiten oder auch Auf-<br />
Mögliche Einflußparameter bei der Auslegung einer Karosseriebauanlage (Bild 7)<br />
weitstauchen von Rohren und Profilen dar.<br />
Diese Verfahren werden eingesetzt, wenn<br />
am Werkstück deutliche Querschnittsänderungen<br />
bzw. eine Verdrehung von Querschnitten<br />
über der Werkstücklänge realisiert<br />
werden sollen.<br />
Die Aktivitäten von Krupp Drauz<br />
erstrecken sich im Bereich der Innenhochdruck-Umformung<br />
von der fertigungsgerechten<br />
Auslegung von Einzelkomponenten<br />
und Baugruppen über die Verfahrensentwicklung,<br />
den Werkzeugbau und den Prototypenbau<br />
bis hin zur Serienfertigung<br />
einschließlich aller erforderlichen Nachbearbeitungsschritte.<br />
Im Hinblick auf eine kontinuierliche Weiterentwicklung<br />
der Innenhochdruck-Verfahren<br />
im Besonderen und der Hydroumformung<br />
im Allgemeinen wurde bei Krupp<br />
Drauz in Heilbronn ein Entwicklungszentrum<br />
installiert. Ziel ist dort die ständige<br />
Weiterentwicklung von Verfahren und<br />
Betriebsmitteln. Bezüglich der Umformung<br />
von Aluminiumprofilen und -rohren werden<br />
z.B. die Integration von Endenbearbeitungsprozessen<br />
sowie das Trennen von<br />
einteilig umgeformten Doppelbauteilen im<br />
IHU-Prozess vorangetrieben. Einen weiteren<br />
Entwicklungsschwerpunkt mit dem Ziel<br />
der Verkürzung der Prozesskette und der<br />
Erhöhung der Wirtschaftlichkeit bildet die<br />
Integration von Vorform- und Vorbiegeprozessen<br />
in den IHU-Prozess. Ferner stellt<br />
besonders beim Umformen von Mehrkammerprofilen<br />
die zuverlässige Abdichtung<br />
der Profilenden während des Befüllens und<br />
Umformens einen wichtigen Aspekt dar.<br />
Mit den vielfältigen Erfahrungen im<br />
Bereich der Rohr- und Profilumformung ist<br />
Krupp Drauz in der Lage, alle relevanten<br />
Kriterien im Sinne einer wirtschaftlichen<br />
Herstellbarkeit bereits bei der Bauteilentwicklung<br />
zu berücksichtigen.
40<br />
Moderner Aluminium-Space-Frame durch intelligentes Karosseriebaumanagement ®<br />
Innenhochdruck-kalibriertes Strukturbauteil (Quelle: Audi AG, Krupp Drauz GmbH) (Bild 8)<br />
6 Der Kundennutzen<br />
Durch eine Zusammenführung einer Vielzahl<br />
von Aluminium-Aktivitäten und -Innovationen<br />
im Bereich Karosseriebaumanagement<br />
bietet Krupp Drauz eine technologieübergreifende<br />
Projektabwicklung von<br />
der Entwicklung bis zur Fertigung gesamter<br />
Karosserien unter Einbeziehung sämtlicher<br />
erforderlicher Betriebsmittel und stellt sich<br />
damit den Herausforderungen des Marktes.<br />
Eine enge Zusammenarbeit mit den<br />
Schwesterunternehmen garantiert dem<br />
Kunden umfassende und kostenoptimale<br />
Lösungen bei minimierten Durchlaufzeiten.<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Durch die Entwicklung von Karosseriekomponenten<br />
und Gesamtkarosserien in<br />
ständigem Dialog mit den Verfahrenstechnikern<br />
ist die Berücksichtigung fertigungstechnischer<br />
Belange in allen Entwicklungstufen<br />
gewährleistet. Der größte Nutzen<br />
wird hierbei erreicht, wenn sich die<br />
Projektpartner, wie z.B. Automobilist, Anlagenbauer<br />
und Teilelieferant, zu einem möglichst<br />
frühen Zeitpunkt zusammenfinden.
41<br />
Dipl.-Ing. Roman Bilmayer,<br />
Dipl.-Ing. René Lörenz<br />
Hochautomatisierte Fertigung von Baugruppen für Lenksäulen<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Audi B6-Lenksäule (Bild 1)
42<br />
1 Einleitung<br />
Hochautomatisierte Fertigung von Baugruppen für Lenksäulen<br />
Die Krupp Presta AG mit Sitz in Liechtenstein<br />
ist einer der weltweit führenden Hersteller<br />
von Lenksäulen, Lenkwellen und<br />
gebauten Nockenwellen.<br />
Zu den Kunden von Krupp Presta zählen<br />
namhafte Automobilhersteller am Weltmarkt.<br />
Derzeit produziert Krupp Presta jährlich<br />
ca. 20 Mio Lenkwellen (drehmomentübertragendes<br />
Teil der Lenksäule). Davon werden<br />
ca. 6 Mio in der Krupp Presta zu kompletten<br />
Lenksäulen weiterverbaut. Die<br />
Stückzahlen der einzelnen Produkte bewegen<br />
sich zwischen 20.000 und 1.200.000<br />
pro Jahr.<br />
Die Anforderungen an eine Lenkwelle/<br />
Lenksäule können in 4 grobe Blöcke unterteilt<br />
werden:<br />
● aktiver und passiver Personenschutz<br />
durch Energieabsorbtion im Chrashfall<br />
● Drehmomentübertragung Lenkrad –<br />
Lenkgetriebe (Funktionalität)<br />
● Komfort (Höhen-/Längsverstellung)<br />
● Vermittlung Lenkgefühl (Rollreibung,<br />
Hysterese)<br />
2 Produktespektrum<br />
Plattform- und Gleichteilestrategie sind<br />
derzeit die großen Schlagworte in der<br />
Automobilindustrie. Dies muss auch die<br />
Strategie der Krupp Presta sein. Die Variantenvielfalt<br />
der Produkte seitens des Marktes<br />
stellt sich derzeit bei Lenksäulen wie folgt<br />
dar:<br />
● ca. 50 verschiedene Lenksäulen mit ca.<br />
200 Untervarianten<br />
● ca. 60 bis 80 unterschiedliche Einzelteile<br />
je Lenksäule<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Matrix modularer Produktaufbau (Bild 2)<br />
Dies bedeutet aus montagetechnischer<br />
Sicht:<br />
● ca. 100 bis 200 Montageoperationen je<br />
Lenksäule<br />
● ca. 70 bis 100 Prüfoperationen ( großteils<br />
in Montageoperationen integriert)<br />
Die Vielfalt der unterschiedlichen Designs<br />
spiegelt sich unmittelbar in der Komplexität<br />
der Montagetechnik wider.<br />
Dies bringt folgende Schwierigkeiten mit<br />
sich:<br />
● Kundenspezifische Entwicklungen führen<br />
zu kundenspezifischen Lösungen. Das<br />
Ergebnis ist eine Vielzahl an Designvarianten,<br />
welche auf bestehenden oder<br />
auch neuen Montagemaschinen nur mit<br />
sehr hohem finanziellem Aufwand bzw.<br />
gar nicht realisiert werden können.<br />
● Es entsteht eine hohe Produkte- und Prozessvielfalt,<br />
welche nur schwer in der<br />
Montage händelbar ist.<br />
● Durch die Komponenten- und Prozessvielfalt<br />
entsteht ein hoher Aufwand in der<br />
Entwicklung, was zu unsicheren Prozessen<br />
und langen Entwicklungszeiten führt.<br />
● Der Koordinations- und Abstimmungsaufwand<br />
zwischen Produkt-, Prozessentwicklung,<br />
Qualität und der Produktion<br />
wird enorm (Projektteam, Zulieferanten,<br />
Standorte, etc.).<br />
Die Komplexität der Produkte in Verbindung<br />
mit der Variantenvielfalt stellt daher<br />
hohe Anforderungen an das Produktdesign<br />
und die Fertigungskonzepte, um wirtschaftlich<br />
produzieren zu können.<br />
3 Konzept von Krupp Presta<br />
Krupp Presta begegnet der Variantenvielfalt<br />
und Komplexität durch:<br />
● automationsgerechte modulare Produktgestaltung<br />
● standardisierte Montageprozesse<br />
● modulare und flexible Montagekonzepte
43<br />
Hochautomatisierte Fertigung von Baugruppen für Lenksäulen<br />
3.1 Automationsgerechte<br />
modulare Produktgestaltung<br />
Durch modularen Aufbau der Produkte<br />
wird die Produktkomplexität beherrschbar.<br />
Baugruppen werden funktional und physisch<br />
unabhängig und können für mehrere<br />
Kunden eingesetzt werden. Dies erhöht die<br />
Stückzahlen und schafft die Basis für eine<br />
vollautomatisierbare und damit wirtschaftliche<br />
Massenfertigung (Bild 2).<br />
3.2 Standardisierte Montageprozesse<br />
Die Herstellung von Sicherheitsbauteilen<br />
bei Krupp Presta erfolgt auf Basis weitgehend<br />
standardisierter Verbindungstechnologien<br />
(z.B. Fügeprozesse, Verstemmoperationen,<br />
Taumelnieten, Zwick-/Stauchprozesse<br />
und alternative Technologien).<br />
Die Prozessabsicherung erfolgt über<br />
geregelte Prozesse mit automatischer<br />
Qualitätsüberwachung (kritische Prozesse<br />
werden zu 100 % während des Montagevorganges<br />
überwacht) (Bild 3).<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Darstellung einer Kraft-Wegmessung (Bild 3)<br />
3.3 Analyse und Auswertung der<br />
Betriebs-, Produktions- und<br />
Qualitätsdaten<br />
Über eine standardisierte Rezeptur werden<br />
typenspezifisch Produkt-, Maschinenund<br />
Qualitätsparameter definiert (Bild 4).<br />
Die während der Produktion anfallenden<br />
Daten werden fortlaufend erfasst und sind<br />
die Basis für Prozess- und Designverbesserungen<br />
(Bild 5).<br />
Eine standardisierte Ausschussbehandlung<br />
garantiert, dass bei Über- oder Unterschreitung<br />
der Toleranzgrenzen die Aus-<br />
schussteile automatisch entsorgt werden.<br />
Dadurch wird sichergestellt, dass nur Gut-<br />
Teile in weiteren Montageschritten verbaut<br />
werden.<br />
4 Beispiel einer hochautomatisierten<br />
Montagelinie bei<br />
Krupp Presta<br />
Standardisierte Prozesse sowie modulare<br />
Produktgestaltung waren die Voraussetzung<br />
für ein flexibles und modular erweiterbares<br />
Montagekonzept. Nachfolgend wird<br />
am Beispiel einer Gelenkwellenmontagelinie<br />
die Krupp Presta-Montagephilosophie<br />
erläutert:<br />
4.1 Ausgangssituation<br />
1998/99 wurde eine Montagelinie für die<br />
Fertigung von Lenkwellen und Lenkspindeln<br />
(drehmomentübertragendes Element<br />
der Lenksäule) beschafft. Die Beschaffung<br />
erfolgte aufgrund der Bestellung von 1,2<br />
Mio Lenkwellen eines namhaften Kunden.<br />
Weitere Aufträge unterschiedlichster Kunden<br />
waren bereits im Hause. Das Design<br />
für diese Aufträge war jedoch noch sehr<br />
unklar. Um eine wirtschaftliche Fertigung zu<br />
ermöglichen, wurde die Anlage kapazitäts-<br />
Typen- und Parameterverwaltung in der Rezeptur (Bild 4) Histogramm/Zeitlicher Verlauf der Einzelwerte (Bild 5)
44<br />
Hochautomatisierte Fertigung von Baugruppen für Lenksäulen<br />
Produktaufbau einer Lenkwelle (Bild 6)<br />
mäßig für 4,5 Mio Stück/Jahr ausgelegt.<br />
Damit war die Voraussetzung geschaffen,<br />
das gesamte Auftragsspektrum abzudecken.<br />
Einer hochautomatisierten Anlage<br />
stand damit nichts mehr im Wege. Um die<br />
Auslastung bestehender Montageanlagen<br />
wie auch der neu zu beschaffenden Montagelinie<br />
möglichst hoch zu halten, wurde der<br />
Ausbau stufenweise geplant. Im Endausbau<br />
besteht der gesamte Montageverbund<br />
aus 7 Montageeinheiten, jede Einheit kann<br />
sowohl im Verbund als auch einzeln betrieben<br />
werden.<br />
Anforderungen an das Maschinenkonzept<br />
waren:<br />
● Abdeckung des Produktespektrums<br />
(Auslegung auf max. Bauraum des<br />
Produktespektrums)<br />
● kurze Rüstzeiten<br />
● Integrationsmöglichkeit von zusätzlichen<br />
Modulen (Modulbauweise)<br />
● Wiederverwendbarkeit der Montagemodule<br />
● stufenweiser Ausbau bis hin zu einer<br />
Vollautomation<br />
● jede Montageeinheit muss einzeln<br />
betrieben werden können<br />
● durchgängiges Konzept für Maschinen-,<br />
Betriebs- und Qualitätsdatenerfassung<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
4.2 Ausbaustufe 1:<br />
Schiebewellenmontage<br />
Funktionen der Schiebewelle sind:<br />
● Montageeinbauhilfe beim Kunden ins<br />
Fahrzeug<br />
● Zusammenfahren der Lenkwelle im<br />
Crashfall<br />
In der ersten Stufe wurde die Schiebewellenmontage<br />
realisiert (Bilder 7 bis 9).<br />
Diese besteht aus 36 Einzelmontagemodulen<br />
und 5 Messmodulen. Um der hohen<br />
Taktzeitanforderung zu genügen, wurde ein<br />
starr verketteter Lineartransfer (Taktkette)<br />
gewählt, aufgebaut aus Einzelmodulen.<br />
Die Taktzeit der Kette beträgt 0,5 sec, die<br />
Gesamttaktzeit der Maschine 3,5 sec. je<br />
Ausbaustufe 1: Schiebewellenmontage mit manueller Teileeingabe (Bild 7)<br />
Teil. Bis dahin bestehende Lösungen<br />
haben eine Taktzeit, die um den Faktor 2,5<br />
mal höher ist. Durch Vereinheitlichung der<br />
Werkstückgreifbereiche konnten die normalerweise<br />
produktspezifischen Werkstückaufnahmen<br />
entfallen, dies führte zu massiven<br />
Rüstzeitreduktionen. Dadurch wurde es<br />
möglich, ein großes Typenspektrum auf der<br />
Anlage zu realisieren, derzeit ca. 15 verschiedene<br />
Produkte. Auf eine Vollautomatisierung<br />
der Zuführtechnik wurde zu diesem<br />
Zeitpunkt aufgrund des Mengengerüstes<br />
noch verzichtet.<br />
4.3 Ausbaustufe 2:<br />
Erweiterung Zuführtechnik,<br />
Taumelnieten und Kreuzgelenkmontage<br />
1<br />
Zuführtechnik<br />
Derzeit werden ca. 50–60 diverse Gabelkomponenten<br />
verbaut, ebensoviele Wellen<br />
und Rohre in unterschiedlichen Dimensionen.<br />
In dieser Stufe wurde die vollautomatische<br />
Zuführung der Komponenten<br />
realisiert (Bild 10).<br />
Fügen Gabel/Welle mit anschließendem<br />
Taumelnieten<br />
Aufgrund der Mengenerhöhungen sowie<br />
dem Anlauf neuer Produkte wurde zusätzli-
45<br />
Hochautomatisierte Fertigung von Baugruppen für Lenksäulen<br />
Teilansicht der Schiebewellenanlage (Bild 8) Blick in ein Funktionsmodul (Bild 9)<br />
che Taumelnietkapazität benötigt und realisiert.<br />
Damit ist es möglich, die bis dahin<br />
auf einer Vormontagemaschine gefertigte<br />
Taumelnietverbindung online zu fertigen.<br />
Kreuzgelenkmontage 1<br />
Die Kreuzgelenkmontage, Verbindung<br />
von weiteren 9 Komponenten, wurde in<br />
dieser Ausbaustufe aufgrund der Mengenkapazität<br />
realisiert.<br />
4.4 Ausbaustufe 3:<br />
Erweiterung um Kreuzgelenkmontage<br />
2<br />
Die dritte Ausbaustufe ist derzeit in der<br />
Realisierung. Es ist ein identischer Nachbau<br />
des Moduls 1 und wird im Mai 2001 in<br />
den Anlagenverbund integriert werden<br />
(Bild 11). Ab diesem Zeitpunkt werden alle<br />
Lenkwellen online gefertigt werden.<br />
4.5 Erzielte Effekte<br />
Die flexible hochautomatisierte Gelenkwellenmontage<br />
führt bei Krupp Presta zu<br />
folgenden Verbesserungen:<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
● Personaleinsparung im Vergleich zu alten<br />
Konzepten ca. 14 Mitarbeiter/Schicht<br />
● Montagekostenreduzierung um ca. 30<br />
bis 40 Prozent<br />
● höhere Personalqualifizierung der<br />
Mitarbeiter durch erhöhte technische<br />
Anforderung<br />
● kürzere Durchlaufzeiten durch Online-<br />
Fertigung der Baugruppe Lenkwelle<br />
● hohe Flexibilität (15 verschiedene Lenkwellen<br />
und Spindeln)<br />
● kundengerechte Produktion durch<br />
Online-Fertigung<br />
● kurze Rüstzeiten der Montageanlagen<br />
● kürzere Qualitätsregelkreise (Vormontagestufen<br />
wurden eliminiert, durchgängiges<br />
Betriebs-/Maschinen- und<br />
Qualitätsdatenerfassungskonzept<br />
realisiert)<br />
● Reduktion der Umlaufbestände<br />
● Vereinfachung der Auftragsdurchsteuerung<br />
(Disposition)<br />
Ausbaustufe 2: Erweiterung des Produktionsverbundes um zwei weitere Anlagen mit automatisierter<br />
Teileeingabe (Bild 10)
46<br />
5 Fazit<br />
Hochautomatisierte Fertigung von Baugruppen für Lenksäulen<br />
Ausbaustufe 3: Erweiterung des Produktionsverbundes um eine weitere Kreuzgelenkmontage mit<br />
automatisierter Teileeingabe (Endausbau) (Bild 11)<br />
Eine hochautomatisierte und flexible<br />
Montage beginnt mit der modularen Produktgestaltung<br />
(Design). Dadurch wird die<br />
Produktkomplexität beherrschbar. Die Baugruppen<br />
werden weitgehend kundenunabhängig.<br />
In Verbindung mit standardisierten<br />
Montageprozessen wird es möglich, durch<br />
modular und flexibel ausgelegte Montagekonzepte<br />
Baugruppen in hohen Stückzahlen<br />
zu erzeugen. Dies rechtfertigt einen<br />
hohen Automatisierungsgrad und führt<br />
zu einer wirtschaftlichen Fertigung der<br />
Produkte.<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000
47<br />
Dr.-Ing. Karsten Kroos,<br />
Dr.-Ing. Henry Puhl<br />
Moderne Logistik-Systeme für komplexe Modul-Lieferungen<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Elemente moderner Logistik-Systeme (Bild 1)
48<br />
Moderne Logistik-Systeme für komplexe Modul-Lieferungen<br />
1 Ausgangssituation<br />
Die gesamte Automobilindustrie, angefangen<br />
bei den Fahrzeugherstellern über<br />
die Systemlieferanten bis hin zu den Teileund<br />
Werkstofflieferanten, arbeitet permanent<br />
an Innovationen, die nachhaltige Veränderungen<br />
bei Produkten und Prozessen<br />
nach sich ziehen. Um die Innovationen in<br />
kurzer Zeit und mit höchster Qualität in<br />
erfolgreiche Produkte umsetzen zu können,<br />
gewinnen Systemlieferanten zunehmend an<br />
Bedeutung, die sich als strategische Partner<br />
der Fahrzeughersteller in die Entwicklung<br />
und Produktion komplexer Systeme<br />
einbringen und die dafür erforderlichen<br />
Ressourcen und Kompetenzen aufbauen.<br />
Vor dem Hintergrund dieser Entwicklung<br />
hat auch <strong>ThyssenKrupp</strong> Automotive (TKA)<br />
sein Leistungsspektrum kontinuierlich weiterentwickelt,<br />
um sich den neuen Anforderungen<br />
zu stellen. Neben der Produktion<br />
von Komponenten in den vier Business<br />
Units Body, Chassis, Powertrain und<br />
Systems/Suspensions sind heute die<br />
angrenzenden Bereiche der Wertschöpfungskette<br />
integriert. Vor allem die Konzeption<br />
und Entwicklung von Systemlösungen<br />
bis zur Serienreife sowie die Montage und<br />
Logistik bis zum Einbaupunkt beim Fahrzeughersteller<br />
bilden als Dienstleistungen<br />
neue Tätigkeitsschwerpunkte.<br />
Die Internationalisierung der Märkte hat<br />
dazu geführt, dass neben Europa und den<br />
USA heute die Länder Süd- und Mittelamerikas<br />
sowie Asiens als Zukunftsmärkte<br />
betrachtet werden, deren Fahrzeugbedarfe<br />
hohe Wachstumsraten erwarten lassen. Die<br />
Folge dieser Erkenntnis ist eine zunehmende<br />
Globalisierung der Fahrzeughersteller,<br />
die weltweit Produktionswerke errichten,<br />
um vor allem die lokalen Märkte direkt zu<br />
bedienen und von den häufig deutlich<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
geringeren Produktionskosten zu profitieren.<br />
Im Zuge dieser Entwicklung folgen die<br />
Systempartner ihren Kunden, um diese auf<br />
den globalen Märkten beliefern zu können.<br />
Als Ergebnis der Globalisierung entstehen<br />
für Modulbelieferungen der Fahrzeughersteller<br />
weltweite Entwicklungs- und Produktionsnetzwerke,<br />
deren Koordination und<br />
inhaltliche Umsetzung höchste Anforderungen<br />
an die Kompetenz und das Leistungsvermögen<br />
der beteiligten Unternehmen<br />
stellt (Bild 1). Ein wesentlicher Bestandteil<br />
dieser komplexen Netzwerke sind moderne<br />
Logistik-Systeme.<br />
2 Systemintegration und Logistikdienstleistung<br />
durch Krupp Automotive<br />
Systems<br />
Die Krupp Automotive Systems GmbH<br />
(KAS) mit Sitz in Bochum wurde vor ca.<br />
5 Jahren gegründet, um den Übergang von<br />
der Komponente zum System durch eine<br />
Reihe moderner Dienstleistungen im Sinne<br />
einer kompetenten Systemintegration zu<br />
gestalten.<br />
Standorte von Krupp Automotive Systems (KAS) (Bild 2)<br />
Als Ergebnis erfolgreich abgeschlossener<br />
Planungs- bzw. Entwicklungsprojekte<br />
betreibt KAS heute eine Reihe internationaler<br />
Produktionsstandorte (Bild 2). In Europa<br />
werden komplett montierte Vorder- und<br />
Hinterachsen für das Porsche Werk in<br />
Zuffenhausen, Corner Module für den<br />
Landrover Freelander in Coventry (GB) oder<br />
das Antriebsmodul für den Smart in Hambach<br />
geliefert. In Werdohl entsteht ein Produktionszentrum<br />
für Nutzfahrzeugsysteme,<br />
in dem die Bearbeitung und Montage beispielsweise<br />
für Fahrerhauslagerungen<br />
für Volvo und Iveco erfolgt. In Südamerika<br />
werden unterschiedliche Achsmodule für<br />
VW, GM und Ford an Standorten in Sao<br />
Paulo, Curitiba und Iberite gebaut.<br />
Die Komponenten kommen aus TKA<br />
Unternehmen genauso wie von externen<br />
Zulieferbetrieben, die einzelne Bauteile<br />
oder Untermodule bereitstellen. Für Achssysteme<br />
werden beispielsweise Federbeinmodule<br />
von Bilstein, Stabilisatoren von<br />
Krupp Hoesch Federn oder Konsolen von<br />
Kloth Senking geliefert, während Hilfsrahmen<br />
oder Bremsscheiben auch von externen<br />
Anbietern bezogen werden. KAS ist
49<br />
Moderne Logistik-Systeme für komplexe Modul-Lieferungen<br />
Drei Segmente von Logistik-Systemen (Bild 3)<br />
neben der Endbearbeitung und abschließenden<br />
Montage der verschiedenen<br />
Bauteile auch für die Planung, Umsetzung<br />
und den Betrieb des Logistik-Systems des<br />
kompletten Produktionsnetzwerkes verantwortlich.<br />
3 Bedeutung und Aufbau von<br />
Logistik-Systemen<br />
An Logistik-Systeme werden auf Grund<br />
ihrer Bedeutung für die Funktion des<br />
gesamten Produktionsnetzwerkes höchste<br />
Anforderungen gestellt. In erster Linie müssen<br />
sie reaktionsschnell und flexibel gestaltet<br />
sein, um die nahezu permanenten Veränderungen<br />
nachvollziehen und Störungen<br />
ausgleichen zu können. Zudem ist eine<br />
hohe Logistikqualität zu gewährleisten.<br />
Darunter wird zum einen hohe Termintreue<br />
bei kurzen Lieferzeiten verstanden. Zum<br />
anderen bedeutet Logistikqualität die vereinbarungsgemäße<br />
Lieferung der Bauteile,<br />
was neben der einwandfreien Produktqualität<br />
nach Lagerung, Handling und Transport<br />
auch die Vollständigkeit und Richtigkeit<br />
der Lieferinformationen wie Auftrags-,<br />
Produkt- oder Herstelleridentifikation<br />
einschließt.<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Logistik-Systeme müssen trotz der<br />
hohen Anforderungen hinsichtlich Reaktionsschnelligkeit,<br />
Flexibilität und Qualität<br />
möglichst ressourcenschonend betrieben<br />
werden, um nicht die Vorteile der kundennahen<br />
Bearbeitung und Montage zu kompensieren.<br />
Um die Kosten gering zu halten,<br />
arbeiten die KAS-Logistik-Systeme mit<br />
einer schlanken Mitarbeiterstruktur, die<br />
eine möglichst präventive und robuste Auslegung<br />
der logistischen Prozesse sowie<br />
Beispiel für die Planung von Haupttransportströmen (Bild 4)<br />
eine umfassende und generelle Kompetenz<br />
der Mitarbeiter voraussetzt.<br />
Vor dem Hintergrund dieser Anforderungen<br />
gewinnt eine möglichst frühzeitige und<br />
entwicklungsbegleitende Planung der Logistik-Systeme<br />
an Bedeutung. Aus der Sicht<br />
von KAS untergliedern sich Logistik-Systeme<br />
in die drei Segmente der Beschaffungs-,<br />
Produktions- und Bereitstellungslogistik<br />
(Bild 3). Die Beschaffungslogistik beschäftigt<br />
sich mit der Anlieferung von Einzelteilen<br />
und Komponenten bis zu dem KAS Montagewerk.<br />
Die Produktionslogistik koordiniert<br />
und versorgt die internen Bearbeitungsund<br />
Montageprozesse im KAS Werk. Die<br />
Bereitstellungslogistik umfasst alle Tätigkeiten<br />
nach der Montage bei KAS bis zum Einbau<br />
am Fertigungsband des Fahrzeugherstellers.<br />
Im Mittelpunkt dieser drei Logistiksegmente<br />
stehen der Material- und der<br />
Informationsfluss.
50<br />
4 Materialfluss<br />
Moderne Logistik-Systeme für komplexe Modul-Lieferungen<br />
4.1 Transportwege und Transportmittel<br />
Die Gestaltung der externen Materialflüsse<br />
bildet die Grundlage für die Verkettung<br />
der verschiedenen Partner im Produktionsnetzwerk<br />
(Bild 4). Im Rahmen der Beschaffungslogistik<br />
geht es hier um die Auswahl<br />
der Routen sowie der geeigneten Transportmittel.<br />
Die höchste Flexibilität und Wirtschaftlichkeit<br />
im Rahmen der Beschaffungslogistik<br />
weist der Lkw-Transport auf.<br />
Genauso werden aber auch Schienen- und<br />
Wasserwege genutzt, die insbesondere für<br />
Lieferungen nach Übersee geeignet sind.<br />
Wichtig ist die Ausarbeitung alternativer<br />
Transportstrategien. Für den Fall einer<br />
unerwarteten Störung kann mit ihrer Hilfe<br />
auf eine andere Route oder ein anderes<br />
Transportmittel ausgewichen werden, um<br />
ein Abreißen der Lieferkette zu vermeiden.<br />
Neben Luftfrachten werden dabei alternative<br />
Speditionen oder kleine und flexiblere<br />
Kurierdienste eingesetzt. Ebenso wichtig ist<br />
die Nutzung von Synergien. Dazu werden<br />
die Transportströme von gesamt TKA ständig<br />
analysiert und möglichst effektiv<br />
gebündelt, um Skaleneffekte zu realisieren<br />
und Kosten zu senken.<br />
Der Materialtransport zwischen den KAS-<br />
Montagewerken und den Kundenstandorten<br />
muss in den meisten Fällen sehr viel<br />
kurzfristiger und just-in-sequence abgewickelt<br />
werden. Für die Bereitstellungslogistik<br />
wird daher häufig ein Shuttle-Service<br />
eingesetzt, der schneller reagieren kann,<br />
eine hohe terminliche Präzision realisiert<br />
und gegen Störungen robuster ist. Das Beispiel<br />
für eine „Shuttle-Bereitstellung“ findet<br />
sich bei der Montage der Corner Module<br />
des Freelander von KAS UK in Coventry an<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Prinzipdarstellung logistischer Planungspunkte (Bild 5)<br />
Landrover und bei der Achsmontage für<br />
das Porsche Werk in Zuffenhausen. Für den<br />
Fall, dass KAS sein Montagewerk unmittelbar<br />
auf dem Gelände des Kunden errichtet<br />
hat, findet häufig ein direkter Anschluss an<br />
das Transportnetz des Kunden statt. Ein<br />
solches „on-side-Konzept“ ist beispielsweise<br />
bei der MCC-Fertigung in Hambach<br />
umgesetzt.<br />
Die Produktionslogistik definiert die internen<br />
Transportströme innerhalb eines KAS-<br />
Montagewerkes. Da die internen Transporte<br />
zwischen den verschiedenen Lagern sowie<br />
den Bearbeitungs- und Montagestationen<br />
mit einer sehr hohen Frequenz erfolgen,<br />
steht hier die materialflussgerechte Optimierung<br />
des Hallenlayouts im Vordergrund.<br />
Ziel muss ein möglichst übersichtlicher und<br />
ressourcenschonender Aufbau sein. Neben<br />
konventionellen Transportmitteln wie<br />
Gabelstaplern, Hubwagen oder Kranen<br />
können dabei auch automatische Flurförderzeuge<br />
eingesetzt werden, die jedoch<br />
erst bei größeren Stückzahlen wirtschaftlich<br />
sind. Ebenfalls können Transportsysteme<br />
über Kopf oder unter dem Boden geführt<br />
werden, um Raum und Übersichtlichkeit zu<br />
gewinnen.<br />
4.2 Lagersysteme und Wareneingang/Warenausgang<br />
Knotenpunkte zwischen den Transportwegen<br />
im Produktionsnetzwerk bilden die<br />
Wareneingänge und -ausgänge sowie die<br />
verschiedenen Lagersysteme der beteiligten<br />
Werke (Bild 5). Lagersysteme beinhalten<br />
neben den zentralen Lagerpunkten<br />
auch die meist dezentralen Bereitstellungsflächen<br />
unmittelbar an den Bearbeitungsund<br />
Montagestationen. Lager können<br />
grundsätzlich als Regal- oder Blocklager<br />
ausgeführt werden. Im Vordergrund muss<br />
die Gewährleistung des Prinzips „First-In-<br />
First-Out“ (FiFo) stehen, um das Material<br />
oder die Halbzeuge mit der längsten Liegezeit<br />
in die aktuelle Produktion einzuschleusen<br />
und eine unnötige „Produktalterung“<br />
im Lager zu vermeiden. Besonders bewährt<br />
haben sich dabei Durchlaufregalsysteme,
51<br />
Moderne Logistik-Systeme für komplexe Modul-Lieferungen<br />
deren Gänge von der einen Seite beschickt<br />
und von der anderen Seite entnommen<br />
werden. Neben der Minimierung von Transportwegen<br />
und Flächenbedarfen steht insbesondere<br />
bei den Bereitstellungsflächen<br />
ein auf die Arbeitsfolge der anschließenden<br />
Produktion abgestimmtes Layout im Mittelpunkt.<br />
Die Schnittstelle zwischen Bereitstellungs-<br />
und Einbaupunkt muss dabei so<br />
ausgelegt sein, dass Verwechslungsmöglichkeiten<br />
ausgeschlossen, ein einfaches<br />
Handling sichergestellt sowie die Entnahme-<br />
und Transportzeiten möglichst gering<br />
gehalten werden.<br />
Für die Abwicklung des Wareneingangs<br />
und -ausgangs sind die Auslegung der Verladepunkte<br />
sowie deren Organisation von<br />
besonderer Bedeutung. Die Kapazitäten<br />
der Laderampen sind auf die Produktionsund<br />
Liefermengen abzustimmen. Ihr Layout<br />
muss einen flüssigen Anlieferverkehr<br />
garantieren, der gegenseitige Störungen<br />
zwischen den verschiedenen Anlieferunternehmen<br />
ausschließt. Hohe Anforderungen<br />
stellt die Koordination der Anliefer- und<br />
Verladezeitpunkte. Infolge des hohen Zulieferanteils<br />
und der damit verbundenen Liefermengen<br />
an die KAS-Montagewerke<br />
müssen die Zeitpunkte der Anlieferung<br />
genau abgestimmt werden, um unnötige<br />
Wartezeiten und daraus eventuell resultierende<br />
Engpässe bei der Versorgung zu vermeiden.<br />
Nur durch genau festgelegte Zeitfenster<br />
für jede Lieferung kann mit einem<br />
wirtschaftlich optimalen Personaleinsatz<br />
seitens KAS gearbeitet werden.<br />
Die Anforderung einer In-Sequenz-Belieferung<br />
der Kunden macht für den Warenausgang<br />
die Einrichtung von Sequenzierungsflächen<br />
notwendig. Für den Fall, dass<br />
die Sequenzierung erst beim Kommissionieren<br />
der Kundenlieferung erfolgt, werden<br />
die bereits komplett montierten Systeme aus<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
den nach Varianten sortierten Transportbehältern<br />
gemäß der abgerufenen Sequenz<br />
neu sortiert (Bild 6). Da nur noch die<br />
Sequenzierung fertiger Systeme erfolgt,<br />
können sehr kurze Vorlaufzeiten beim Abruf<br />
realisiert werden. Allerdings sollte die Variantenzahl<br />
gering sein, da sonst zu viele<br />
Komplettsysteme auf Lager vorgehalten<br />
werden müssen, die eine unnötig hohe<br />
Kapitalbindung verursachen. Dieses Prinzip<br />
wird beispielsweise bei der Bereitstellung<br />
des Luftfedersystems von KAS UK an<br />
Jaguar in Coventry Anwendung finden.<br />
Eine Alternative ist die Montage in Sequenz<br />
bei KAS. Nach Vorgabe der Bereitstellungs-<br />
Sequenz durch den Kunden werden beispielsweise<br />
auf speziellen Kommissionierwagen<br />
alle Bauteile eines individuell spezifizierten<br />
Systems zusammengestellt und<br />
der Montage bei KAS in der geforderten<br />
Sequenz zugeführt. Nach der Montage werden<br />
die verschiedenen Systeme direkt in<br />
Sequenz verladen und dem Kunden unmittelbar<br />
bereitgestellt. Dieses Prinzip wurde<br />
zum Beispiel bei der Bereitstellung der Vorder-<br />
und Hinterachssysteme von KAS<br />
Zuffenhausen an Porsche umgesetzt. Die<br />
Vorgänge bei der Sequenzierung erfordern<br />
Beispiele für das Layout einer Sequenzierungsfläche (Bild 6)<br />
höchste Präzision und Sicherheit, um z.B.<br />
Verwechslungen zu vermeiden. Ebenfalls<br />
muss eine hohe Prozessgeschwindigkeit<br />
realisiert werden, da die kundenseitigen<br />
Vorlaufzeiten in der Regel sehr gering sind.<br />
4.3 Ladungsträger und<br />
Verpackungseinheiten<br />
Die Ladungsträger müssen sicherstellen,<br />
dass Bauteile, Komponenten und Systeme<br />
weder beim Transport, noch beim Handling<br />
oder der Lagerung in ihrer Qualität beeinträchtigt<br />
werden. Darüber hinaus müssen<br />
die Packungsdichten möglichst hoch<br />
gewählt werden, um die Transport- und<br />
Lagerkapazitäten optimal auszunutzen. Um<br />
die Kosten möglichst gering zu halten, ist<br />
KAS bemüht, Standard-Ladungsträger zu<br />
verwenden. Dazu zählen beispielsweise<br />
Kleinladungsträger (KLT) nach VDA Norm,<br />
Paletten oder Gitterboxen nach Euro-Norm.<br />
Diese Ladungsträger sind in großer Anzahl<br />
im Umlauf und dadurch günstig in Anschaffung<br />
sowie Wartung. Die Lagersysteme<br />
und Transportmittel sind ebenfalls<br />
auf die Standardmaße dieser Ladungsträger<br />
abgestimmt. Neben günstigen Baukos-
52<br />
Moderne Logistik-Systeme für komplexe Modul-Lieferungen<br />
Beispiele für Sonderladungsträger und Handhabungstechnik (Bild 7)<br />
ten bei der Lagereinrichtung ist damit<br />
auch die Kompatibilität der Lagersysteme<br />
unterschiedlicher Partner im Produktionsnetzwerk<br />
sichergestellt. Die Standardisierung<br />
hilft zudem, unnötige Leerguttransporte<br />
zu vermeiden, da die Ladungsträger<br />
nach dem Verbrauch nicht an den Lieferanten<br />
zurückgeführt werden müssen, sondern<br />
meist bereits beim Abnehmer oder in<br />
einem benachbarten Standort erneut beladen<br />
werden können.<br />
Um einen sicheren Transport zu gewährleisten<br />
müssen neben den Ladungsträgern<br />
auch Verpackungshilfsmittel wie Trenngitter<br />
aus Karton oder Spezialaufnahmen in Form<br />
von Tiefziehtrays vorgesehen werden. Die<br />
sehr individuelle Entwicklung solcher Verpackungshilfsmittel<br />
erfolgt in enger Anstimmung<br />
mit der Produktion von KAS und der<br />
Kunden, um Qualitätsanforderungen abzustimmen<br />
und die Positionierung der Teile<br />
so vorzusehen, dass eine ablaufoptimale<br />
Entnahme und Verarbeitung im Montageoder<br />
Bearbeitungsprozess gewährleistet<br />
ist.<br />
Bei der Bereitstellung kompletter Systeme<br />
kann häufig nicht auf allgemein defi-<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
nierte Standards zurückgegriffen werden.<br />
Die Systemabmaße liegen außerhalb dieser<br />
Standards und erfordern besondere Aufnahmen<br />
auf Grund der konstruktiven Komplexität<br />
der Bauteile. Die sichere Positionie-<br />
Herausforderung geschlossene Informationskreisläufe (Bild 8)<br />
rung ist zudem maßgeblich, um die Montageabläufe<br />
und Zuführungsvorrichtungen<br />
beim Fahrzeughersteller optimal zu unterstützen.<br />
Auch die Auslegung der Füllstückzahlen<br />
vor dem Hintergrund der Taktzeiten,<br />
dem vorgegebenen Vorlauf bei den Abrufen<br />
sowie den verfügbaren Bereitstellungsflächen<br />
stellt besondere Anforderungen an<br />
das Design dieser Sonderladungsträger<br />
(SLT) (Bild 7). Besteht ein System aus<br />
mehreren unterschiedlichen Modulen, die<br />
gemeinsam bereitgestellt werden sollen,<br />
werden Bereitstellungs-Kits entwickelt, auf<br />
denen die verschiedenen Module eines<br />
Systems so angeordnet werden, dass sie<br />
optimal in die Montagereihenfolge am<br />
Band des Fahrzeugherstellers eingeschleust<br />
werden können.
53<br />
Moderne Logistik-Systeme für komplexe Modul-Lieferungen<br />
5 Informationsfluss<br />
5.1 Steuerung und Überwachung<br />
Hauptziel der Logistik-Systeme ist es,<br />
das richtige Produkt zur richtigen Zeit am<br />
richtigen Ort zu haben. Die Schlagworte<br />
„just in time“ (JIT) und „just in sequence“<br />
(JIS) stehen für diese Forderung. Um<br />
die beschriebenen Materialflüsse zeitgerecht<br />
zu koordinieren, bedarf es eines sorgfältig<br />
detaillierten Informationsflusses, der<br />
die entscheidenden Impulse für die Entnahme,<br />
das Kommissionieren, Sequenzieren,<br />
die Bereitstellung oder den Transport<br />
auslöst. Dabei werden eine Vielzahl unterschiedlicher<br />
Informationen empfangen,<br />
analysiert, verarbeitet und weitergeleitet.<br />
Erfolgsbestimmend ist die Ausbildung<br />
geschlossener Informationskreisläufe<br />
(Bild 8). Ausgangspunkt des Informationsflusses<br />
ist in der Regel der Kundenabruf an<br />
das KAS-Montagewerk. In einer Informationskaskade<br />
werden daraus im Rahmen der<br />
Disposition KAS-interne Montage- oder<br />
Sequenzierungsaufträge bzw. externe<br />
Beschaffungsaufträge generiert. Dieses<br />
Vorgehen setzt sich stufenweise über Lieferanten<br />
und Unterlieferanten durch das<br />
gesamte Produktionsnetzwerk fort (Top-<br />
Down). Die generierten Aufträge werden in<br />
entsprechende Dokumente umgesetzt, die<br />
an die Warenein- oder -ausgänge sowie<br />
Transportsysteme oder Montagestationen<br />
weitergeleitet werden, wo sie die definierten<br />
Bearbeitungsimpulse auslösen. Der<br />
Abschluss der verschiedenen Operationen<br />
wird durch entsprechende Rückmeldungen<br />
bestätigt, wodurch nachfolgende Prozesse<br />
wie das Sequenzieren oder die Bereitstellung<br />
angestoßen werden (Bottom-Up). Am<br />
Ende der Informationskette steht die Meldung<br />
des Verbaus beim Kunden, der den<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Datenaustausch nach VDA-Standard (Bild 9)<br />
Kreislauf zum anfänglichen Abruf positiv<br />
schließt.<br />
Nur wenn die Informationskreisläufe aus<br />
Abrufen, Aufträgen und Rückmeldungen<br />
geschlossen sind, können die Forderungen<br />
nach Flexibilität, Reaktionsschnelligkeit und<br />
Zuverlässigkeit erfüllt werden. Auf der<br />
einen Seite kann so jeder planmäßige<br />
Abruf genauso wie jede unplanmäßige<br />
Störung ohne Zeit- und Inhaltsverlust an<br />
die betroffenen Punkte im Produktionsnetz<br />
weitergeleitet werden, um die vorgesehenen<br />
Materialflüsse und Bearbeitungsschritte<br />
oder bei Bedarf die alternativen Notfallstrategien<br />
einzuleiten. Auf der anderen<br />
Seite ist die Rückverfolgbarkeit durch alle<br />
Arbeitsstufen des Produktionsnetzwerkes<br />
für den Fall eines Fehlers sichergestellt,<br />
dessen Ursache zu ermitteln ist. In diesem<br />
Zusammenhang ist die Dokumentation und<br />
Archivierung der Informationen wichtige<br />
Schlüsselgröße.<br />
Neben der Steuerung der logistischen<br />
Impulse ist der Informationsfluss auch<br />
Grundlage für eine stetige Überwachung<br />
und Optimierung des gesamten Logistik-<br />
Systems. Rückmeldedaten geben beispielsweise<br />
Aufschluss über tatsächliche<br />
Transportzeiten, aufgetretene Störungen<br />
oder die Engpässe im Logistik-System.<br />
Reichweiten der Lagerbestände, Wiederbeschaffungszeiten<br />
der Unterlieferanten oder<br />
Bereitstellungsfrequenzen können auf<br />
Basis dieser Erkenntnisse vor dem Hintergrund<br />
aktueller Entwicklungen kurzfristig<br />
angepasst werden. Voraussetzung dafür ist<br />
der Aufbau eines logistischen Kennzahlensystems,<br />
das neben der Überwachung und<br />
Optimierung auch zur Bewertung von Logistikleistungen<br />
der Partner im Produktionsnetzwerk<br />
eingesetzt wird.<br />
5.2 Datenverarbeitung und<br />
IV-Systeme<br />
Die Verarbeitung der großen Datenmengen<br />
sowie das Schließen der Informationskreisläufe<br />
erfordert eine zuverlässige Eingabe,<br />
Verarbeitung und Übertragung der<br />
Daten. Die Dateneingabe stellt dabei eine<br />
der größten potenziellen Fehlerquellen dar.<br />
Manuelle Mehrfacheingabe an Schnittstel-
54<br />
Moderne Logistik-Systeme für komplexe Modul-Lieferungen<br />
len sollten durch direkte Verbindung der IV-<br />
Systeme (Informationsverarbeitung) möglichst<br />
weit reduziert werden. Ebenfalls<br />
gewährleistet die Erfassung und Eingabe<br />
von Produkt- oder Auftragsinformationen<br />
über ein Barcode-System eine deutlich<br />
höhere Sicherheit als die manuelle Eingabe.<br />
Insbesondere bei häufig unterbrochenen<br />
Transportketten sowie bei komplexen<br />
Kommissionier- oder Sequenzierungsarbeiten<br />
sollte eine lückenlose Kontrolle der<br />
Richtigkeit und Vollständigkeit mittels Barcode-System<br />
erfolgen. Voraussetzung für<br />
ein solches System ist die eindeutige Kennzeichnung<br />
von Bauteilen, Systemen und<br />
Ladungsträgern.<br />
Um eine verlustfreie Datenübertragung<br />
sicherzustellen sollte der Datenaustausch<br />
via EDI (Electronic Data Interchange) auf<br />
bestehenden Standards, beispielsweise<br />
denen des VDA, aufgebaut werden (Bild 9).<br />
Auf Grund der weiten Verbreitung dieser<br />
Standards können die Daten meist ohne<br />
größeren Anpassungsaufwand auch durch<br />
unterschiedlichste IV-Systeme der Partner<br />
verarbeitet werden. Bei Bedarf können die<br />
Logistikplanung als Bestandteil des Simultaneous Engineering (Bild 10)<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Standards um kunden- oder sequenzspezifische<br />
Sonderprotokolle ergänzt<br />
werden.<br />
Die Datenverarbeitung durch geeignete<br />
Anwendungssoftware (MRP, ERP, PPS-<br />
Systeme) übernimmt die weiter oben<br />
beschriebenen Steuerungs- und Überwachungsfunktionen<br />
und bildet damit die<br />
Grundlage für die Produktivität des gesamten<br />
Logistik-Systems. Für viele KAS-Werke<br />
ist ein zentrales IV-System in dem Rechenzentrum<br />
der TKIS (<strong>ThyssenKrupp</strong> Information<br />
Services) in Dortmund angesiedelt.<br />
Neben dem EDI-Server besteht hier Zugriff<br />
auf das SAP R3-System, das mit seinen<br />
Modulen (MM, SD, FI, PP, . . .) alle erforderlichen<br />
Funktionen abdeckt. Zur Kostenreduzierung<br />
werden insbesondere bei kleineren<br />
Montagewerken oder reinen Sequenzierungslagern<br />
auch weniger umfassende<br />
Softwareprodukte eingesetzt, die für den<br />
jeweiligen Anwendungszwecke optimal<br />
angepasst sind. Die Auswahl der geeigneten<br />
Software bildet heute einen weiteren<br />
Schlüsselfaktor für die Gesamteffizienz der<br />
Logistik-Systeme.<br />
6 Planung von Logistiksystemen<br />
Die Entwicklung leistungsfähiger Logistik-Systeme<br />
ist neben dem Engineering<br />
sowie der Fertigung und Montage eine<br />
maßgebliche Erfolgsgröße im komplexen<br />
Systemgeschäft. Um die vielfältigen und<br />
hohen Anforderungen in den vielen Bestandteilen<br />
des Logistiksystems umsetzen<br />
zu können, müssen diese bereits in frühen<br />
Phasen der Produktenwicklung konzipiert<br />
und kontinuierlich weiterentwickelt werden.<br />
Bereits bei der Angebotsabgabe werden<br />
heute detaillierte Darstellungen von Material-<br />
und Informationsfluss gefordert, um die<br />
Machbarkeit einer Systembelieferung<br />
bewerten zu können.<br />
Bei KAS ist daher die Planung und Optimierung<br />
der Logistikleistungen fester<br />
Bestandteil des Simultaneous Engineering<br />
(Bild 10). Der Einsatz eigens entwickelter<br />
Methoden und Werkzeuge zur Planung und<br />
Simulation schaffen die Grundlage für eine<br />
frühe Abstimmung mit Kunden und beteiligten<br />
Partnern. Dazu zählen beispielsweise<br />
die Anforderungsdefinition mittels eines<br />
Logistic-Function-Deployment (LFD), die<br />
Erstellung eines Logistik-Lastenheft, die<br />
Durchführung einer Logistik-FMEA, das<br />
Logistic-Design-For-Assembly (LDA), die<br />
Simulation von Lagerbestandsentwicklungen<br />
oder spezielle Kalkulationsverfahren<br />
zur Kostenbestimmung. In einem iterativen<br />
Verbesserungsprozess werden mit Hilfe<br />
dieser Werkzeuge zu Beginn verschiedene<br />
Alternativen ausgearbeitet und gemeinsam<br />
mit den Kunden bewertet, um dann stufenweise<br />
mit dem Fortschritt der Entwicklungsarbeiten<br />
auch die Logistikabläufe immer<br />
weiter zu detaillieren und zu determinieren.
55<br />
Dr.-Ing. Federico Vallese,<br />
Dr.-Ing. Andrea Minguzzi<br />
Einsatz von Warmschmiedetechniken zur Fertigung von Fahrwerkskomponenten<br />
für Erdbewegungsmaschinen<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Schmieden des Kettenrades (Bild 1)
56<br />
1 Einführung<br />
Einsatz von Warmschmiedetechniken zur Fertigung von Fahrwerkskomponenten<br />
für Erdbewegungsmaschinen<br />
Bei Raupenmaschinen dient der Begriff<br />
Fahrwerk (Bild 2) zur Beschreibung der<br />
Gruppe von Komponenten, die die Bewegung<br />
der Maschine ermöglichen.<br />
Die wichtigsten Teile sind:<br />
● die Kette, bestehend aus Kettengliedern,<br />
Gelenkbolzen, Laufbuchsen und Bodenplatten<br />
● obere und untere Laufrolle<br />
● das Vorderrad einschließlich Spannvorrichtung<br />
● das Kettenrad, über das die Kraft vom<br />
Übersetzungsgetriebe auf die Kette übertragen<br />
wird.<br />
Diese Komponenten, die prinzipiell aus<br />
warmgeschmiedeten Stahlteilen und einigen<br />
Gusseisenteilen bestehen, werden vor<br />
dem Zusammenbau spanenden Bearbeitungen<br />
und Wärmebehandlungen unterzogen.<br />
Zusätzlich zu ihrer konstruktiven<br />
Belastbarkeit müssen sie hinsichtlich der<br />
während des Betriebs der Maschine übertragenen<br />
Spannungen äußerst haltbar und<br />
verschleißfest sein.<br />
Das Fahrwerk ist insofern mit den Rädern<br />
eines Autos vergleichbar, als diese nach<br />
einer bestimmten Zeit, abhängig von den<br />
Betriebsbedingungen, der Bodenreibung<br />
und vielen anderen Faktoren, ausgewechselt<br />
werden müssen.<br />
Die technologische Innovation im Zusammenhang<br />
mit der Entwicklung dieses Produkttyps<br />
betrifft die metallurgischen Aspekte<br />
neuer, verschleißbeständigerer Werkstoffe<br />
und die Spezifikation leistungsfähigerer<br />
Wärmebehandlungen, die auf eine längere<br />
Lebensdauer des Fahrwerks abzielen.<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Aufbau und Komponenten eines Ketten-Fahrwerks (Bild 2)<br />
Leitrad<br />
Kette mit Bodenplatten<br />
Spannvorrichtung<br />
Neben der Produktinnovation ist einer<br />
der wichtigsten Aspekte bei der Forschung<br />
und Investition die Entwicklung neuer Fertigungsverfahren,<br />
Anwendungstechnologien,<br />
Fertigungssysteme und Automatisierungstechniken.<br />
Fahrwerkskomponenten werden mit<br />
geringer Wertschöpfung hergestellt: Sie<br />
sind in hohem Maß der Konkurrenz von<br />
Herstellern aus Ländern mit geringen<br />
Personalkosten ausgesetzt.<br />
Der strategische Faktor liegt daher in der<br />
folgenden Vorgehensweise:<br />
Entwicklung der Produktion von Berco (Bild 3)<br />
Laufrollen<br />
Kettenrad<br />
● Als Marktführer immer größere Marktanteile<br />
gewinnen, um effizientere<br />
Produktionssysteme für größere<br />
Produktionsmengen zu rechtfertigen;<br />
● Investieren in innovative und automatisierte<br />
Fertigungsverfahren, um gegenüber<br />
Produkten aus ärmeren Ländern<br />
wettbewerbsfähig zu bleiben;<br />
● Erweitern der Geschäftstätigkeit in der<br />
Branche durch höhere Wettbewerbsfähigkeit.<br />
Damit Berco, mit einem Produktionsziel<br />
von 200.000 Tonnen/Jahr<br />
(Bild 3), was im Jahr 2000 einem Drittel
57<br />
Einsatz von Warmschmiedetechniken zur Fertigung von Fahrwerkskomponenten<br />
für Erdbewegungsmaschinen<br />
der weltweiten Produktion von Fahrwerken<br />
entspricht, ihre technologische Bilanz<br />
halten kann, hat sich das Unternehmen<br />
zu einer bedeutenden Investition,<br />
nämlich zur Installation einer neuen<br />
Schmiedepresslinie im Werk Copparo,<br />
entschieden. Diese Linie zeichnet sich<br />
durch die Schmiedepresse von Müller<br />
Weingarten PZS 1200, „Maxi Presse“<br />
genannt, mit einer Nennleistung von<br />
144.000 kN aus. Es gibt nur eine weitere<br />
Presse dieser Größenordnung weltweit.<br />
2 Derzeitige Kettenrad-<br />
Technologie<br />
Kettenräder werden derzeit aus Stahlguss<br />
hergestellt.<br />
Die Phasen sind:<br />
● Gießen und Entgraten<br />
● Wärmebehandlung<br />
● Spanende Bearbeitung<br />
● Schlussbehandlung und Verpackung<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Die ersten beiden Schritte werden von<br />
externen Lieferanten ausgeführt. Beim<br />
Gießen des Kettenrads (Bild 4) werden die<br />
Sandformkästen mit Hilfe einer Modellgießplatte<br />
geformt, die je nach Produktionsvolumen<br />
aus Holz oder Aluminium bestehen<br />
kann. Für bestimmte Details ist ein Kern<br />
erforderlich, um das Mittelloch zu erzeugen.<br />
Um qualitativ hochwertige Gussteile zu<br />
erhalten, die vollständig gefüllt sind und<br />
keine Lunker aufweisen, müssen Speiser<br />
vorgesehen werden, die mit dem Gussteil<br />
verbunden sind. Aus diesem Grund ist das<br />
Gussstück doppelt so schwer wie das fertige<br />
Teil. Nachdem die Teile gegossen sind,<br />
werden sie entformt, von den Speisern<br />
befreit, entgratet und sandgestrahlt.<br />
Nach dem Entgraten werden sie einer<br />
Wärmebehandlung durch Normalglühen<br />
unterzogen.<br />
Die bei Berco durchgeführten Verfahrensschritte<br />
umfassen das Oberflächenhärten<br />
des gezahnten Bereichs, die spanende<br />
Bearbeitung sowie das Lackieren und Verpacken.<br />
Bei der spanenden Bearbeitung<br />
mancher Teile treten häufig Fehler, wie z.B.<br />
Gaseinschlüsse, zu Tage, die durch<br />
Schweißen und eine weitere spanende<br />
Bearbeitung beseitigt werden müssen<br />
(Bild 5).<br />
All dies ist mit erheblichen organisatorischen<br />
Problemen bei der Fertigung und<br />
Prüfung verbunden und verursacht zusätzliche<br />
Kosten.<br />
3 Neue Schmiedetechnik<br />
Mit der neuen Schmiedepresslinie sind<br />
die Produktionsphasen bis zum fertigen<br />
Produkt:<br />
● Schmiedepressen<br />
● Wärmebehandlung<br />
Stahlgießerei (Bild 4) Reparaturschweißen eines Kettenrades (Bild 5)<br />
● Spanende Bearbeitung<br />
● Schlussbehandlung und Verpackung<br />
Gegenüber dem derzeitigen Verfahren<br />
werden die Wärmebehandlung und die<br />
anschließende spanende Bearbeitung bei<br />
geänderter Anordnung rationalisiert. Aus<br />
diesem Grund soll hier in erster Linie auf<br />
das Schmiedeverfahren eingegangen<br />
werden.
58<br />
Einsatz von Warmschmiedetechniken zur Fertigung von Fahrwerkskomponenten<br />
für Erdbewegungsmaschinen<br />
3.1 Verfahrensablauf<br />
Ausgangsmaterial sind aus Eisenschrott<br />
hergestellte Stranggussbrammen.<br />
Diese werden mit einer Kreissäge kalt zu<br />
Rohlingen abgelängt, die mit einem 350-kg-<br />
Roboter palettiert werden.<br />
Ein identischer 350-kg-Roboter entlädt<br />
die Paletten und ein Manipulator belädt<br />
einen Drehherdofen (Durchmesser 12 m).<br />
Hier werden die Rohlinge auf 1.250 °C<br />
erwärmt.<br />
Ein weiterer Manipulator entnimmt die<br />
aufgeheizten Rohlinge dem Drehherdofen<br />
und führt diese einer hydraulischen 2.000-t-<br />
Schmiedepresse zu, in der die Teile vorgeformt<br />
werden.<br />
Ein Shuttle befördert die vorgeformten<br />
Teile anschließend zu einem Manipulator,<br />
der die Maxi-Presse, in der die Teile endgeformt<br />
werden, be- und entlädt.<br />
Von der Maxi-Presse aus gelangen die<br />
Teile mittels eines Manipulators in eine<br />
Stanzpresse. Hier wird der Pressgrat entfernt,<br />
der etwa 15% des Gewichts des<br />
gepressten Teils ausmacht.<br />
Der Manipulator entnimmt die entgrateten<br />
Teile aus der Abgratpresse und legt sie<br />
zum Abkühlen auf einen Förderer ab.<br />
Sobald die Teile abgekühlt sind, werden<br />
sie einer Wärmebehandlung durch Normalglühen<br />
unterzogen.<br />
3.2 Verfahrensvorteile<br />
Die Vorteile dieses neuen Verfahrens<br />
können wie folgt zusammengefasst<br />
werden:<br />
● Energieeinsparungen<br />
Die Energieeinsparungen resultieren<br />
hauptsächlich aus dem geringeren Vormaterialeinsatz<br />
für die Herstellung eines<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Teils. Während beim Gießen etwa 200%<br />
des Gewichts des fertigen Gussteils<br />
benötigt werden, genügen bei den zu<br />
pressenden Rohlingen etwa 115%.<br />
● Logistik<br />
Die Unterbringung der gesamten Kettenrad-Fertigungslinie<br />
in einem einzigen<br />
Bereich innerhalb des Werks hat zu<br />
bemerkenswerten logistischen Vorteilen<br />
geführt. Hinzu kommt, dass ein Nachschweißen<br />
der Teile, die nach der spanenden<br />
Bearbeitung Fehler auf Grund<br />
von Gaseinschlüssen aufweisen, entfällt.<br />
Die Verbesserung der Logistik hat auch<br />
zu verbesserten Vorlaufzeiten geführt, die<br />
auf die kürzeren Transportzeiten zurückzuführen<br />
sind.<br />
● Kosteneinsparungen<br />
Die oben beschriebenen Vorteile führen<br />
letztendlich zu Kostensenkungen (Bild 6).<br />
● Umweltbelastung<br />
Die Tatsache, dass in Gießereien Putzund<br />
Entgratungsarbeiten durchgeführt<br />
werden müssen, bedeutet eine starke<br />
Umweltbelastung für die Gießereien. Um<br />
eine einwandfreie Funktion des gegossenen<br />
Kettenrades zu gewährleisten, muss<br />
jeder Zahn einzeln entgratet werden, ein<br />
Vorgang, der mit einer hohen Lärm- und<br />
Staubentwicklung verbunden ist und<br />
daher eine besondere Belastung für das<br />
Personal darstellt. Beim Einsatz der<br />
Schmiedepresstechnik entfallen die Putzarbeiten<br />
gänzlich und der Aufwand<br />
zusätzlicher Entgratarbeiten ist minimiert.<br />
● Schließung von Gießereien<br />
Die geringe Produktqualität und der mit<br />
dem Entgraten und Umschmelzen verbundene<br />
hohe Arbeitsaufwand sowie die<br />
starke Umweltbelastung beim Einsatz der<br />
Gießtechnik hat zur Schließung einer zunehmenden<br />
Anzahl von Stahlgießereien<br />
Vergleich der Kostenstruktur für ein gegossenes und ein geschmiedetes Kettenrad (Bild 6)
59<br />
Einsatz von Warmschmiedetechniken zur Fertigung von Fahrwerkskomponenten<br />
für Erdbewegungsmaschinen<br />
geführt. Durch diesen stetigen Rückgang<br />
sind der Wettbewerb und die Wettbewerbsfähigkeit<br />
dieses Verfahrens in<br />
Ländern mit hohen Personalkosten<br />
gesunken.<br />
4 Die Maxi-Presse<br />
Die Hauptmerkmale der Spindelpresse<br />
PZS 1200 von Müller Weingarten (Bild 7)<br />
sind:<br />
Spindeldurchmesser 1.200 mm<br />
Nennpresskraft 144.000 kN<br />
Setzschlagkraft 325.000 kN<br />
Gesamthöhe der Maschine<br />
Gesamtgewicht der<br />
15,8 m<br />
Maschine 1.700 Tonnen<br />
Für die Installation der neuen Kettenrad-<br />
Fertigungslinie musste im Werk ein neues<br />
Gebäude errichtet werden, in dem alle<br />
Fertigungsschritte erfolgen, vom Schneiden<br />
der Rohlinge bis hin zur Verpackung.<br />
Bei der Installation wurden zahlreiche<br />
Ressourcen eingesetzt, um die Fundamentarbeiten<br />
für die Maxi-Presse und die<br />
Berechnung der seismischen Masse und<br />
des relativen Dämpfungssystems durchzuführen.<br />
Diese Berechnung war wegen des<br />
großen Drehmoments (ca. 51.000.000 Nm),<br />
das die Spindelpresse auf das Fundament<br />
überträgt, besonders schwierig. Die Maxi-<br />
Presse ist fest mit einer seismischen Masse<br />
verbunden, die ihr eine erhöhte Stabilität<br />
verleiht. Die seismische Masse ist wiederum<br />
in elastischen und viskoelastischen Vorrichtungen<br />
aufgehängt, die erforderlich<br />
sind, um die Übertragung der Presskraft<br />
auf das Fundament abzupuffern.<br />
Im Folgenden einige Daten zur Veranschaulichung<br />
der Größenordnung des<br />
Projekts:<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Seismische Masse<br />
Gewicht der seismischen Masse 1.900 t<br />
Beton 750 m3 Stahlarmierung 400 t<br />
Fundament<br />
Betonbedarf für das Fundament 4.800 m3 Stahlarmierung 600 t<br />
Der Transport der Presse war ebenfalls<br />
eine äußerst komplizierte Angelegenheit.<br />
Er erfolgte auf dem Wasserweg (Meer und<br />
Fluss) bis kurz vor Copparo und das letzte<br />
Stück auf dem Landweg. Für den Landtransport<br />
wurden spezielle Fahrzeuge eingesetzt,<br />
die in der Lage waren, Teile mit<br />
Einzelgewichten von bis zu 300 t zu transportieren.<br />
Die Maxi-Presse (Bild 7)<br />
5 Computergestütztes Schmieden<br />
Beim Pressvorgang ist eine Untersuchung<br />
der Materialflüsse von grundlegender<br />
Bedeutung, um eine optimale „Trennung“<br />
zwischen den vorformenden und<br />
formenden Arbeitsschritten zu erreichen,<br />
um ein Presswerkzeug mit hoher Lebensdauer<br />
zu erhalten und um eine vollständige<br />
Füllung mit geringst möglichen Ausschussmengen<br />
sicherzustellen. Zu diesem Zweck<br />
wurden spezielle Computerprogramme eingesetzt,<br />
wie z.B. Forge 2 und Forge 3. Um<br />
realistische Ergebnisse zu erzielen, ist es<br />
notwendig, die Materialeigenschaften und<br />
tribologischen Bedingungen während der<br />
Pressphase zu bestimmen. Es wurden zahlreiche<br />
Simulationen durchgeführt, um die
60<br />
Einsatz von Warmschmiedetechniken zur Fertigung von Fahrwerkskomponenten<br />
für Erdbewegungsmaschinen<br />
Simulation des Umformvorganges zu Beginn des Prozesses (Bild 8) Simulation des Umformvorganges am Ende des Prozesses (Bild 9)<br />
Daten anhand der bislang in der Praxis<br />
realisierten Ergebnisse zu überprüfen.<br />
Die Bilder 8 und 9 zeigen die Simulation zu<br />
Beginn (Bild 8) und am Ende (Bild 9) des<br />
Umformvorganges.<br />
Diese Untersuchung einschließlich Prüfungen<br />
und Simulationen ist unerlässlich,<br />
um die Rüstzeiten und Kosten der definitiven<br />
Ausrüstung zu senken, die angesichts<br />
deren Größe und Anzahl sonst sehr hoch<br />
wären.<br />
Neue Produktreihe „Berco Mining Product“ (Bild 10)<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
6 Ausblick<br />
Die Verfügbarkeit eines Systems mit<br />
erhöhter Kapazität hat es Berco ermöglicht,<br />
den Bergbaumarkt für sich zu erschließen.<br />
Um diesen Markt optimal zu nutzen, hat<br />
Berco vor kurzem eine neue Produktreihe<br />
mit der Bezeichnung BMP (Berco Mine Product)<br />
für Bergbau-Bagger bis 300 Tonnen<br />
auf den Markt gebracht (Bild 10).<br />
7 Abschließende Bemerkungen<br />
Der Einsatz der Maxi-Presse dient dem<br />
Ziel, ein nicht mehr wettbewerbsfähiges<br />
Verfahren durch ein Verfahren zu ersetzen,<br />
das auf neuen Technologien basiert.<br />
Die hohe Automatisierung ermöglicht es<br />
Berco, ihre Wettbewerbsfähigkeit gegenüber<br />
Herstellern mit geringen Personalkosten<br />
auf dem Markt zu erhöhen. Eine positive<br />
wirtschaftliche Rendite sowie die oben<br />
beschriebenen Vorteile waren entscheidende<br />
Punkte, die das Management dazu<br />
bewogen haben, sich dieser schwierigen<br />
technologischen Herausforderung<br />
zu stellen.
61<br />
Dipl.-Ing. Thomas Minks<br />
Mit dem Laserstrahl den Schiffbau revolutionieren:<br />
Laserstrahlschweißen und -schneiden bei Blohm+Voss<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Produktpalette der Blohm+Voss GmbH (Bild 1)
62<br />
Mit dem Laserstrahl den Schiffbau revolutionieren: Laserstrahlschweißen und -schneiden bei Blohm+Voss<br />
1 Ziele und Vorteile<br />
Der Wettbewerb um die Erhaltung der<br />
Marktanteile auf dem Weltmarkt zwingt die<br />
europäischen Werften zu Strukturveränderungen<br />
mit dem Ziel, die Produktivität zu<br />
erhöhen. Dies gilt auch für die Werft<br />
Blohm+Voss GmbH in Hamburg, die sich<br />
einen guten Namen durch die Herstellung<br />
von Hochtechnologie-Schiffen wie Fregatten,<br />
Korvetten, schnellen Kreuzfahrtschiffen<br />
und Mega-Yachten erarbeitet hat (Bild 1).<br />
Die Basis zur Erreichung einer ausreichenden<br />
Steigerung der Produktivität ist u. a.<br />
die Fähigkeit, neue Fertigungstechnologien<br />
und verbesserte Messtechniken einzuführen<br />
und anzuwenden. In diesem Zusammenhang<br />
hat der Begriff der Genaufertigung<br />
im Stahlschiffbau in den letzten Jahren<br />
erheblich an Bedeutung gewonnen.<br />
Genaufertigung steht für das Fertigen in<br />
sehr engen Toleranzbereichen, welches<br />
den Montageaufwand durch den Wegfall<br />
von Richt- und Anpassarbeiten minimiert.<br />
Die Genaufertigung zeichnet sich besonders<br />
dadurch aus, dass die Nacharbeiten<br />
reduziert und die Durchlaufzeiten an kritischen<br />
Punkten minimiert werden und somit<br />
die Produktivität erhöht wird. Bei der heute<br />
üblichen Sektionsbauweise von Schiffen<br />
werden mächtige Moduleinheiten (Volumenbauteile,<br />
bestehend aus Wänden,<br />
Decks u. Schotten) in großen Hallen komplett<br />
vorgefertigt (Bild 2).<br />
Die zulässigen Abweichungen der<br />
Anschlusspunkte sind auf wenige Millimeter<br />
begrenzt. Vorwiegend die Endmontage<br />
der Sektionen zu Großsektionen und zum<br />
fertigen Schiff verursacht auf Grund von<br />
Maßungenauigkeiten in Form und Lage<br />
einen erheblichen Nacharbeitsaufwand.<br />
Hinzu kommt, dass die Qualität der Bauteile<br />
durch Richt- und Brennschneidarbeiten vor<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Ort verschlechtert werden. Eine einwandfreie<br />
Schweißnahtvorbereitung ist<br />
durch Zwangslagen, räumliche Enge und<br />
Zeitdruck nur schwierig zu erreichen. Der<br />
Aufwand der Anpassarbeiten wird in verschiedenen<br />
Quellen mit 15 bis 25 % des<br />
Gesamtaufwandes beziffert. Neben den<br />
verschiedenen Ansätzen aus dem Bereich<br />
der Genaufertigung im Schiffbau setzt<br />
Blohm+Voss auf die lasergestützte Fertigung<br />
passgenauer orthogonal ausgesteifter<br />
Blechfelder. Mit einer im Stahlschiffbau<br />
bisher nicht gekannten Präzision werden<br />
das Laserstrahlschneiden und das Laserstrahlschweißen<br />
praktiziert. Ziel ist der Ausstoß<br />
akkurater Bauteilefamilien, die gleichzeitig<br />
als Messmittel dienen können. Aus<br />
diesen Gründen ist die Einführung der<br />
Lasertechnologie ein großer Schritt in der<br />
Entwicklung und Qualität der Genaufertigung<br />
des Stahlschiffbaus.<br />
Folgende Technologien und Methoden<br />
wurden in der Vorfertigung eingeführt:<br />
Großsektionen (Bild 2)<br />
● Die Kombination aus Laserstrahlschneiden<br />
und Laserstrahlschweißen in einer<br />
Fertigungslinie, kombiniert mit einer<br />
komplexen Spanntechnik, die exaktes<br />
Vorpositionieren und Heftschweißungen<br />
von Bauteilen überflüssig macht.<br />
● Die Automatisierung der präzisen Fertigung<br />
von Schiffbaupaneelen mit erheblich<br />
geringeren thermischen Deformationen<br />
als bei herkömmlichen Fügeverfahren.<br />
● Die Neuausbildung der Stahlschiffsinnenstrukturen<br />
aus modularen, standardisierten,<br />
akkuraten Stahlbaugruppen,<br />
den so genannten Teilefamilien.<br />
Als erste Werft weltweit setzt Blohm+Voss<br />
mit umfassender Konsequenz auf innovative<br />
Fertigungstechnologien und betritt damit<br />
Neuland. Dies ist deshalb außerordentlich<br />
bemerkenswert, weil mehrere Jahrzehnte
63<br />
Mit dem Laserstrahl den Schiffbau revolutionieren: Laserstrahlschweißen und -schneiden bei Blohm+Voss<br />
schweißtechnischer Erfahrung nicht 1:1 auf<br />
das Laserstrahlschweißen übertragbar<br />
sind. Hervorragend ausgebildete Ingenieure<br />
sind gleichwohl überzeugt, den Schiffbau<br />
mit Augenmaß und Selbstbewusstsein zu<br />
revolutionieren.<br />
2 Voraussetzungen für den Einsatz<br />
der Lasertechnologie im<br />
Stahlschiffbau<br />
Die Schiffstypen des Blohm+Voss Portfolios<br />
(Fregatten, Korvetten, Mega-Yachten<br />
und schnelle Kreuzfahrtschiffe) haben<br />
gemeinsam, dass sie einen hohen Grad als<br />
Payload (Nutzgewicht) und eine hohe<br />
Dienstgeschwindigkeiten aufweisen. Diese<br />
Anforderungen bedingen für den Schiffskörper<br />
eine extreme Leichtbauweise.<br />
Um dem gewichtskritischen Anspruch<br />
der Produktpalette Rechnung zu tragen,<br />
hält der Trend zur Leichtbauweise auch im<br />
Stahlschiffbau an. Anders als herkömmliche<br />
Handelsschiffe, wie beispielsweise Containerschiffe,<br />
Massengutfrachter usw.,<br />
zeichnen sich die genannten Schiffstypen<br />
durch konstruktive Gemeinsamkeiten der<br />
Innenstruktur des Stahlschiffskörpers aus.<br />
Der Raum im Innern des Schiffs bleibt dem<br />
Gebrauch verschiedenster Aufgaben vorbehalten.<br />
Exemplarisch sind z.B. luxuriöse<br />
Kabinenbereiche oder die komplexe Elektronik<br />
im Maschinenkontrollraum einer<br />
Yacht oder eines Kreuzfahrtschiffes sowie<br />
die an Bord einer Fregatte zu einem Waffensystem-Schiff<br />
integrierten Waffen-, Sensor-<br />
und Elektronikanlagen. Die Pluralität<br />
der Raumnutzung im Schiffsinnern erfordert<br />
die vielfache Teilung in Längs- und<br />
Querrichtung.<br />
Hinter der Hülle (Außenhaut) finden sich<br />
demnach zahlreiche Decks, längslaufende<br />
Wände und querteilende Elemente, wie<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Laserstrahlschweißen eines T-Stoßes (Bild 3)<br />
Schotte und Querwände, die zu einem<br />
Tragwerk verbunden sind. Das ermöglicht<br />
im Vergleich zu z.B. Containerschiffen die<br />
Verwendung von sehr geringen Blech- und<br />
Profildicken. Versteifte Blechfelder mit einer<br />
Materialstärke von 4 mm sind keine Seltenheit.<br />
Konventionelle Schweißtechnik, im<br />
Besonderen bei großformatigen Dünnblechelementen,<br />
verursacht durch die eingebrachte<br />
Wärme enorme Verwerfungen und<br />
Spannungen in den Bauteilen. Diese thermischen<br />
Deformationen erschweren die<br />
Verbindung der zahlreichen räumlich verteilten<br />
Anschlusspunkte in der Vor- und<br />
Endmontage. Erst durch nochmalige,<br />
nachträglich gezielt eingebrachte Wärme<br />
(Flammrichten) werden Schweißkonstruktionen<br />
wieder in ihre Sollform überführt.<br />
Selbst mit hervorragend ausgebildetem<br />
Schweißpersonal verbleibt ein erheblicher<br />
Richtaufwand von mehreren tausend Stunden<br />
pro Schiff.<br />
Die zahlreichen Flächenbauteile in den<br />
Schiffen der Hamburger Werft liegen somit<br />
in einem Bereich, der, bedingt durch ihre<br />
geringen Blech- und Profildicken, besonders<br />
empfindlich auf thermische Einflüsse<br />
reagiert.<br />
Die Lasertechnologie mit ihrer geringen<br />
Wärmeeinflusszone setzt auf Grund minimaler<br />
thermischer Belastung neue Maßstäbe<br />
in der schiffbaulichen Fertigungstechnologie.<br />
240 km Laserschweißnaht pro Schiff<br />
geben einen Ausblick, welches Einsparungspotenzial<br />
die Einführung der Hochtechnologie<br />
bedeutet.<br />
Bei der Betrachtung fertigungsspezifischer<br />
Faktoren der Produkte gibt es demnach<br />
einen hohen Deckungsgrad zwischen<br />
konstruktiver Verwandtschaft, den Anforderungen<br />
an die Fertigungstechnik (Genaufertigung)<br />
und den Eigenschaften der Lasertechnologie.
64<br />
Mit dem Laserstrahl den Schiffbau revolutionieren: Laserstrahlschweißen und -schneiden bei Blohm+Voss<br />
Bei Handelsschiffen hingegen wünscht<br />
sich die Reederei ihr Transportgut „umgeben<br />
von möglichst wenig Schiff“. Große,<br />
zum Teil nach oben offene Laderäume sind<br />
die Folge. Blechdicken im Bereich von<br />
20 mm sind notwendig, um den Anforderungen<br />
der Längsfestigkeit des Schiffes zu<br />
genügen. Die Grenzen des industriell einsetzbaren<br />
Laserstrahlschweißens von<br />
Schiffbaustählen liegen indes zurzeit bei 10<br />
bis 12 mm.<br />
3 Eigenschaften der Lasertechnologie<br />
Wesentliche Merkmale und Vorteile beim<br />
Einsatz der Lasertechnologie zum<br />
Schweißen und Schneiden sind:<br />
Prozess<br />
● hohe Leistungsdichte<br />
● kleiner Strahldurchmesser<br />
● hohe Schweißgeschwindigkeiten<br />
● hohe Schneidgeschwindigkeiten<br />
● berührungsloses Werkzeug<br />
● Schweißen unter Atmosphäre möglich<br />
● Schweißen ohne Zusatzwerkstoff möglich<br />
Werkstück<br />
● geringe Wärmeeinflusszone<br />
● minimale thermische Belastung<br />
● geringer Verzug<br />
● Schweißen fertig bearbeiteter Bauteile<br />
möglich<br />
● unterschiedliche Werkstoffe schweißbar<br />
● wirtschaftlich einsetzbar bei Blechstärken<br />
bis 12 mm<br />
● oxidfreie Kanten mit hochgenauer<br />
Schnittkantengeometrie<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Anlage<br />
● kurze Taktzeiten<br />
● Anlagenverfügbarkeit > 90 %<br />
● gut automatisierbar<br />
4 Verfahrensvarianten<br />
Generell werden für das Laserstrahlschweißen<br />
und das Laserstrahlschneiden<br />
zwei unterschiedliche Verfahrensprinzipien<br />
eingesetzt.<br />
4.1 CO 2-Laserstrahlschweißen<br />
Der Laserstrahl wird von der Laserstrahlquelle<br />
über Spiegel (Strahlweg) zum Werkstück<br />
geführt. Der letzte Spiegel in der<br />
Schweißoptik fokussiert den Rohstrahl, der<br />
dann auf die Metalloberfläche auftrifft<br />
(Bild 3). Nach Erreichen der Verdampfungstemperatur<br />
bildet sich im Werkstück eine<br />
Laserstrahl-Schmelzschneiden (Bild 4)<br />
Dampfkapillare. Der nach oben abströmende<br />
Metalldampf erlaubt ein tieferes Eindringen<br />
des Laserstrahles und damit ein Verdampfen<br />
weiteren Materials. Es entsteht<br />
der so genannte Tiefschweißeffekt. Das<br />
Schließen der Kapillare, welche von<br />
schmelzflüssigem Material umgeben ist,<br />
wird durch den Dampfdruck verhindert. Der<br />
wesentliche Teil der Schmelze umströmt<br />
die durch die Fügezone bewegte Kapillare<br />
und bildet beim Erstarren die Schweißnaht.<br />
4.2 CO 2-Laserstrahl-Schmelzschneiden<br />
Die Fokussieroptik bündelt den aus dem<br />
Resonator (Teil der Laserstrahlquelle) austretenden<br />
und über Spiegelsysteme geführten<br />
Laserstrahl je nach Brennweite auf<br />
einen Fokusdurchmesser von etwa 0,1 bis<br />
0,3 mm. Durch Absorption auf der Metalloberfläche<br />
erwärmt sich der Werkstoff auf
65<br />
Mit dem Laserstrahl den Schiffbau revolutionieren: Laserstrahlschweißen und -schneiden bei Blohm+Voss<br />
Schmelztemperatur und verdampft zum Teil<br />
spontan (Bild 4). Das schmelzflüssige<br />
Material wird mit Hilfe des Schneidgasstrahles<br />
(bestehend aus Stickstoff, wenn<br />
Reaktionen des Werkstoffes mit Sauerstoff<br />
unerwünscht sind) aus der Schnittfuge<br />
getrieben. Im Vergleich zu anderen thermischen<br />
Schneidverfahren wird eine sehr<br />
schmale Schnittspaltweite (< 0,3 mm)<br />
erzielt.<br />
Entsprechend der geringen Schnittspalte<br />
ist auch die in das Material eingebrachte<br />
Wärmemenge gering.<br />
Die Schnittflächen eines Schnittspaltes<br />
verlaufen beim Laserstrahlschneiden – im<br />
Gegensatz zu allen anderen thermischen<br />
Schneidverfahren – nahezu parallel.<br />
5 Anlagenkonzept der<br />
Blohm+Voss GmbH<br />
Die für die Laserbearbeitung im Stahlschiffbau<br />
erforderlichen Leistungen sind<br />
zurzeit nur bei CO2-Lasern (Gaslaser) verfügbar.<br />
Für optimale Ergebnisse beim<br />
Schneiden und Schweißen bilden zwei CO2- Laserstrahlquellen mit jeweils 12 kW den<br />
Kern des Laserbearbeitungszentrums.<br />
Unterschiedliche Applikationen werden<br />
durch den Einsatz speziell entwickelter<br />
Bearbeitungsoptiken ermöglicht.<br />
Im Einzelnen sind das:<br />
● Oberflächenbearbeitung von beschichteten<br />
Platten. Dabei brennt ein 20 mm<br />
breiter Linienfokus im Bereich von Aufsetzspuren<br />
der Versteifungselemente –<br />
wie der Profile oder Stegelemente – über<br />
das Blech hinweg (v =15 m/min) und<br />
entfernt die Grundierung. Ferner markiert<br />
der Laser mit stark reduzierter Leistung<br />
Aufsetzlinien und -zeichen.<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Ausgesteiftes Deckselement (Bild 5)<br />
● Hochdruck-Laserstrahlschmelz-<br />
schneiden (oxidfrei) bei allen Blechzuschnitten.<br />
● Laserstrahlschweißen von I-Nähten als<br />
T-Stoß und als Stumpfstoß.<br />
Die Schiffbauhalle 3 des Unternehmens<br />
Blohm+Voss erstrahlt seit Mitte des Jahres<br />
2000 in neuem Glanz. Auf einer 150 m langen<br />
und 30 m breiten Fläche ist das zurzeit<br />
im Schiffbau modernste Fertigungszentrum<br />
der Vormontage entstanden. Es unterstreicht<br />
den Willen des Unternehmens und<br />
der Belegschaft, die technologische<br />
Führung der Produkte nicht nur zu verteidigen,<br />
sondern als starker Global Player der<br />
Konkurrenz immer einen Schritt voraus zu<br />
sein.<br />
Der Aufbau der Laseranlage umfasst<br />
eine Verbindung aus fliegender Optik (Portal)<br />
und beweglichem Werkstückträger<br />
(Palette). Die Laserstrahlquellen stehen<br />
ortsfest. Der Rohstrahl wird über Spiegelsysteme<br />
zu Manipulatoren gelenkt und an<br />
deren Schnittstellen mit speziellen Optiken<br />
auf das Bauteil fokussiert. Vorausgerüstete<br />
Schneid- und Schweißpaletten durchfahren<br />
auf einem eigens hierfür entwickelten<br />
Transportsystem die Laserzelle. Allein die<br />
Werkstückträger haben ein Gewicht von<br />
16 t und tragen Bauteile von nochmals<br />
10 t. Die Lasermaterialbearbeitung erfordert<br />
Fügespalte von maximal 0,3 mm. Bei<br />
Bauteilen mit Laserstrahlschnittkanten ist<br />
dies problemfrei einzuhalten. Die Aufsetzkanten<br />
der Versteifungselemente (Profile)<br />
werden innerhalb der zusätzlich in Halle 3<br />
neu installierten Profillinie gefräst, danach<br />
beschriftet und schließlich mit einem<br />
Plasmaschneidroboter auf Länge konfektioniert.
66<br />
Mit dem Laserstrahl den Schiffbau revolutionieren: Laserstrahlschweißen und -schneiden bei Blohm+Voss<br />
Neben der Lasertechnologie wurde bei<br />
der Auslegung der Gesamtanlage besonderes<br />
Augenmerk auf Handling, Ergonomie<br />
und intelligente Transportwege gelegt.<br />
Die gebrochene Fertigung basiert auf<br />
einer intensiven Simulationsstudie, die<br />
gemeinsam mit dem Fraunhofer Institut in<br />
Rostock (IPA) erarbeitet wurde. Sie bildet<br />
die Basis der optimalen Steuerung einzelner<br />
Fertigungslose.<br />
Die großen Flächenbauteile wie Decks,<br />
Schotte und Wandelemente können bis zu<br />
einer Maximalgröße von 12 m Länge und<br />
4 m Breite auf der Laseranlage hergestellt<br />
werden. Längs und quer ausgesteifte<br />
Deckselemente sind für die neue Laserbearbeitung<br />
die größte Herausforderung<br />
(Bild 5). Zuerst werden zwei Bleche auf einer<br />
Schneidpalette besäumt (Rundumschnitt).<br />
In diesem Arbeitsschritt werden zudem die<br />
Beschichtung der Aufsetzflächen entfernt<br />
und Montagezeichen markiert. Die vorbereiteten<br />
Platten liegen im nächsten Schritt<br />
auf einer Schweißpalette und wachsen<br />
durch eine Laserschweißnaht in Längsrichtung<br />
(12 m) zu einem Plattenfeld zusammen.<br />
Aus dem fertigen Plattenplan entsteht<br />
durch Schweißen der längsversteifenden<br />
Profile ein Schiffbaupaneel. Zuletzt werden<br />
die lasergefertigten Querrahmen aufgesetzt<br />
und komplettieren das Deckselement. Für<br />
das I-Nahtschweißen (t = 3 bis 7 mm) und<br />
Aufsetzen von Profilen und Stegelementen<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
(t = 5 bis 12 mm) werden Schweißnahtlängen<br />
bis zu 12 m beherrscht.<br />
Der Schweißvorgang beim T-Stoß<br />
geschieht zeitgleich mit zwei Optiken im<br />
Simultanschweißprozess. Dabei ist ein<br />
Vollanschluss zwischen Platte und Stegelement<br />
angestrebt, welcher eine zerstörungsfreie<br />
Ultraschallprüfung der Verbindung<br />
ermöglicht.<br />
Der Vergleich der Schweißnahtgeometrien<br />
zwischen einer konventionellen Kehlnaht<br />
(Bild 6a) und dem laserstrahlgeschweißten<br />
T-Stoß (Bild 6b) verdeutlicht den unterschiedlichen<br />
Wärmeeintrag in das Grundmaterial<br />
und die damit verbundenen Einflüsse<br />
auf die Bauteilgeometrie.<br />
Die neuen Fertigungsbedingungen stellen<br />
auch für die Konstruktionsabteilungen<br />
eine Herausforderung dar. Die optimale<br />
Auslastung der Anlage erfordert eine Standardisierung<br />
aller ebenen, ausgesteiften<br />
Stahlbauelemente unter Berücksichtigung<br />
eines vorgegebenen Rastersystems. Dieser<br />
erste Schritt zu einer modularen Bauweise<br />
im Gruppen- und Sektionsbau erfordert<br />
neue Denkansätze in der Auslegung, der<br />
Detailkonstruktion und der numerischen<br />
Ausarbeitung aller Bauteile. Unter Berücksichtigung<br />
der Tatsache, dass keine Serienschiffe<br />
hergestellt werden bzw. kein<br />
Schiff dem anderen gleicht, ist leicht vorstellbar,<br />
welche Aufgabe man bei<br />
Blohm+Voss angenommen und gelöst hat.<br />
Konventionelle Kehlnaht (Bild 6a) Lasergeschweißter T-Stoß (Bild 6b)
TK<br />
forum – <strong>Technische</strong> <strong>Mitteilungen</strong> <strong>ThyssenKrupp</strong><br />
Inhalt Band 2 / 2000<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Heft/Seite<br />
Albrecht-Früh, U. Bandgießen – Innovation für die Erzeugung von Flachstahl-Produkten<br />
im neuen Jahrtausend 2/20<br />
Algenstaedt, C. „TS Online“ – die Plattform für den elektronischen Geschäftsverkehr<br />
von Thyssen Schulte 1/44<br />
Bilmayer, R. Hochautomatisierte Fertigung von Baugruppen von Lenksäulen 2/41<br />
Birkert, A. Moderner Aluminium-Space-Frame durch intelligentes Karosseriebaumanagement ® 2/34<br />
Brunnschweiler, D. TubPAS – die elektromechanische Lenkhilfe von Krupp Presta 1/27<br />
Buderath, P. Online-Dokumenten-Management-System für Abnahmeprüfzeugnisse<br />
von <strong>ThyssenKrupp</strong> Stahlunion 1/50<br />
Capotosti, R. siehe Albrecht-Früh, U.<br />
Engl, B. Pkw-Seitenaufprallträger aus Mehrphasenstählen 1/9<br />
Esdohr, J. siehe Engl, B.<br />
Espenhahn, H. Aluchrom 7Al YHf – Neuer Katalysatorträger-Werkstoff von Krupp VDM 1/16<br />
Feindt, J.-A. siehe Engl, B.<br />
Frederick, L. Öko-Schiffsbelader von Krupp Canada 1/60<br />
Harbig, P. Blechradträger aus NIROSTA ® H400 1/13<br />
Heller, Th. siehe Engl, B.<br />
Hendricks, C. Inbetriebnahme und bisherige Erfahrungen mit der Gießwalzanlage<br />
der Thyssen Krupp Stahl AG 2/7<br />
Janssen, H. siehe Hendricks, C.<br />
Köhler, K. siehe Engl, B.<br />
Krautschick, J. siehe Harbig, P.<br />
Kroos, K. Moderne Logistik-Systeme für komplexe Modul-Lieferungen 2/47<br />
Lagler, K. siehe Birkert, A.<br />
Lieberwirth, H. Innovative Lösungen für den Abraumtransport in einem Kupfer- und Goldtagebau 1/56<br />
Lindenberg, H.-U. siehe Albrecht-Früh, U.<br />
Lörenz, R. siehe Bilmayer, R.<br />
Meichsner, Th. siehe Birkert, A.<br />
Minguzzi, A. Einsatz von Warmschmiedetechniken zur Fertigung von Fahrwerkskomponenten<br />
für Erdbewegungsmaschinen 2/55<br />
Minks, Th. Mit dem Laserstrahl den Schiffbau revolutionieren: Laserstrahlschweißen und –schneiden<br />
bei Blohm+Voss 2/61
forum – <strong>Technische</strong> <strong>Mitteilungen</strong> <strong>ThyssenKrupp</strong>, Inhalt Band 2 / 2000 – Fortsetzung<br />
forum<br />
<strong>ThyssenKrupp</strong> 2/2000<br />
Heft/Seite<br />
Palm, L. Innovative Technologien zur Entlackung und Farbbeschichtung von Schiffen im Dock 1/69<br />
Platz, N. siehe Palm, L.<br />
Puhl, H. siehe Kroos, K.<br />
Rasim, W. siehe Hendricks, C.<br />
Rusch, K. Ladekästen aus Verbundwerkstoffen für neue SUV- und Pickup-Modelle 1/20<br />
Sailer, M. Stahl-Leichtbau-Verbundlenkerachse von Thyssen Umformtechnik + Guss 1/32<br />
Schmidt, K. Innovative Luftfeder-Dämpfermodule für die S-Klasse von DaimlerChrysler 1/34<br />
Schmilinsky, E. Hochreine Nickelbasislegierungen durch Elektro-Schlacke-Umschmelzverfahren 2/14<br />
Schnitzer, H. siehe Hendricks, C.<br />
Scholz, H. siehe Schmilinsky, E.<br />
Senk, D. siehe Albrecht-Früh, U.<br />
Sowka, E. siehe Hendricks, C.<br />
Stebner, G. siehe Albrecht-Früh, U.<br />
Stein, W. Die Smartstep-Stufe – Innovation im Fahrtreppenbau 1/40<br />
Stich, G. siehe Engl. B.<br />
Tesé, P. siehe Hendricks, C.<br />
Thielert, H. Automatisierung und Optimierung von Gasreinigungsanlagen mit GasControl ® 1/63<br />
Vallese, F. siehe Minguzzi, A.<br />
Vergoz, J. Intelligenter Fertigungsprozess – Six-Sigma-Teile aus SMC 2/28<br />
Walter, M. siehe Albrecht-Früh, U.<br />
Willnauer, H. siehe Stein, W.<br />
Winter, H. siehe Birkert, A.