"Faszination Blech": Stanzen, Nibbeln, Umformen (Kapitel 5)
"Faszination Blech": Stanzen, Nibbeln, Umformen (Kapitel 5)
"Faszination Blech": Stanzen, Nibbeln, Umformen (Kapitel 5)

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
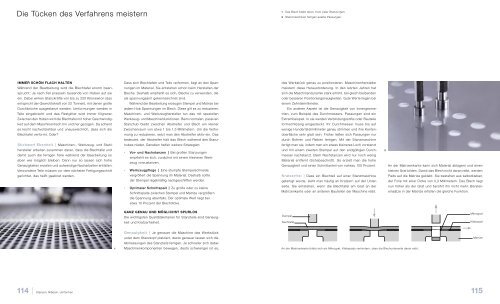
Die Tücken des Verfahrens meistern<br />
IMMER SCHÖN FLACH HALTEN<br />
Während der Bearbeitung wird die Blechtafel enorm bean-<br />
sprucht: Je nach Teil prasseln tausende von Hüben auf sie<br />
ein. Dabei wirken Stanzkräfte von bis zu 220 Kilonewton (das<br />
entspricht der Gewichtskraft von 22 Tonnen), mit denen große<br />
Durchbrüche ausgestanzt werden. Umformungen werden in<br />
Teile eingebracht und das Restgitter wird immer filigraner.<br />
Zwischen den Hüben wird die Blechtafel mit hoher Geschwindigkeit<br />
auf dem Maschinentisch hin und her gezogen. Da scheint<br />
es leicht nachvollziehbar und unausweichlich, dass sich die<br />
Blechtafel verformt. Oder?<br />
Stichwort Ebenheit | Maschinen-, Werkzeug- und Stahlhersteller<br />
arbeiten zusammen daran, dass die Blechtafel und<br />
damit auch die fertigen Teile während der Bearbeitung so<br />
eben wie möglich bleiben. Denn nur so lassen sich hohe<br />
Genauigkeiten erzielen und aufwendige Nacharbeiten entfallen.<br />
Verwundene Teile müssen vor dem nächsten Fertigungsschritt<br />
gerichtet, das heißt geebnet werden.<br />
1<br />
Dass sich Blechtafeln und Teile verformen, liegt an den Spannungen<br />
im Material. Sie entstehen schon beim Herstellen der<br />
Bleche. Deshalb empfiehlt es sich, Bleche zu verwenden, die<br />
als spannungsarm gekennzeichnet sind.<br />
Während der Bearbeitung erzeugen Stempel und Matrize bei<br />
jedem Hub Spannungen im Blech. Diese gilt es zu reduzieren.<br />
Maschinen- und Werkzeughersteller tun das mit speziellen<br />
Werkzeug- und Maschinenfunktionen. Beim normalen, passiven<br />
Stanzhub bleibt zwischen Abstreifer und Blech ein kleiner<br />
Zwischenraum von etwa 1 bis 1,5 Millimetern. Um die Verformung<br />
zu reduzieren, setzt man den Abstreifer aktiv ein. Das<br />
bedeutet, der Abstreifer hält das Blech während des Stanzhubes<br />
nieder. Daneben helfen weitere Strategien:<br />
• Vor- und Nachstanzen | Bei großen Stanzungen<br />
empfiehlt es sich, zunächst mit einem kleineren Werkzeug<br />
vorzustanzen.<br />
• Werkzeugpflege | Eine stumpfe Stempelschneide<br />
vergrößert die Spannung im Material. Deshalb sollte<br />
der Stempel regelmäßig nachgeschliffen werden.<br />
• Optimaler Schnittspalt | Zu große oder zu kleine<br />
Schnittspalte zwischen Stempel und Matrize vergrößern<br />
die Spannung ebenfalls. Der optimale Wert liegt bei<br />
etwa 10 Prozent der Blechdicke.<br />
GANZ GENAU UND MÖGLICHST SPURLOS<br />
Die wichtigsten Qualitätskriterien für Stanzteile sind Genauigkeit<br />
und Kratzerfreiheit.<br />
Genauigkeit | Je genauer die Maschine das Werkstück<br />
unter dem Stanzkopf platziert, desto genauer lassen sich die<br />
Abmessungen des Stanzteils fertigen. Je schneller sich dabei<br />
Maschinenkomponenten bewegen, desto schwieriger ist es,<br />
1 Das Blech bleibt eben, trotz vieler Stanzungen.<br />
2 Stanzmaschinen fertigen exakte Passungen.<br />
das Werkstück genau zu positionieren. Maschinenhersteller<br />
meistern diese Herausforderung. In den letzten Jahren hat<br />
sich die Maschinendynamik stark erhöht, bei gleich bleibenden<br />
oder besseren Positioniergenauigkeiten. Gute Werte liegen bei<br />
einem Zehntelmillimeter.<br />
Ein anderer Aspekt ist die Genauigkeit von Innengeometrien,<br />
zum Beispiel des Durchmessers. Passungen sind ein<br />
Extrembeispiel. In sie werden Verbindungsstifte oder Bauteile<br />
formschlüssig eingesteckt. Ihr Durchmesser muss bis auf<br />
wenige Hundertstelmillimeter genau stimmen und ihre Kantenoberfläche<br />
sehr glatt sein. Früher ließen sich Passungen nur<br />
durch Bohren und Reiben fertigen. Mit der Stanzmaschine<br />
fertigt man sie, indem man ein etwas kleineres Loch vorstanzt<br />
und mit einem zweiten Stempel auf den endgültigen Durchmesser<br />
nachstanzt. Beim Nachstanzen wird nur noch wenig<br />
Material entfernt (Schabeschnitt). So erzielt man die hohe<br />
Genauigkeit und einen Schnittanteil von nahezu 100 Prozent.<br />
Kratzerfrei | Dass ein Blechteil auf einer Stanzmaschine<br />
gefertigt wurde, sieht man häufig an Kratzern auf der Unterseite.<br />
Sie entstehen, wenn die Blechtafel am Grat an der<br />
Matrizenkante oder an anderen Bauteilen der Maschine reibt.<br />
An der Matrizenkante bildet sich ein Mikrograt. Klebepads verhindern, dass die Blechunterseite daran reibt.<br />
2<br />
An der Matrizenkante kann sich Material ablagern und einen<br />
kleinen Grat bilden. Damit das Blech nicht daran reibt, werden<br />
Pads auf die Matrize geklebt. Sie bestehen aus selbstklebender<br />
Folie mit einer Dicke von 0,3 Millimetern. Das Blech liegt<br />
nun höher als der Grat und berührt ihn nicht mehr. Bürsteneinsätze<br />
in der Matrize erfüllen die gleiche Funktion.<br />
114 | <strong>Stanzen</strong>, <strong>Nibbeln</strong>, <strong>Umformen</strong> 115
1 Bürstentische verhindern Laufspuren auf der Blechunterseite.<br />
Während der Bearbeitung wird das Blech auf dem Maschinen-<br />
tisch bewegt. In empfindlichen Materialien können die Metall-<br />
kugeln der Kugelrolltische deutliche Laufspuren erzeugen.<br />
Bürstentische schaffen Abhilfe. Auf den Kunststoffbürsten<br />
gleitet die Blechtafel leichter. Allerdings verschleißen die<br />
Kunststoffbürsten und müssen regelmäßig gereinigt werden,<br />
weil sich Öl und Späne festsetzen können.<br />
Manchmal kommt es vor, dass ein Stanzbutzen nicht nach<br />
unten durch die Matrize fällt, sondern nach oben gezogen<br />
wird und schräg darin hängen bleibt. Er ragt dann über die<br />
Matrize hinaus und kann das Blech verkratzen. Um dies zu<br />
verhindern, gibt es zwei Wege. Der eine: die Stanzbutzen-<br />
absaugung, die den Butzen nach unten wegsaugt. Der zweite:<br />
Butzenrückhaltematrizen, die kleine Nuten in den Schnitt-<br />
flächen enthalten. Beim <strong>Stanzen</strong> fließt etwas Material in die<br />
Nuten. Bleibt der Stanzbutzen am Stempel hängen, klemmt<br />
er in den Nuten fest und wird nicht mit nach oben gezogen.<br />
1<br />
Gratfrei | Der Grat ist ein typisches Merkmal beim <strong>Stanzen</strong><br />
und <strong>Nibbeln</strong>. An der unteren Kante der Stanzung bleibt etwas<br />
Material stehen und bildet einen fühlbaren Rand, den so<br />
genannten Grat. Er kann unterschiedlich groß ausgebildet<br />
sein und ist meist so scharf, dass Verletzungsgefahr besteht.<br />
Außerdem stört er beim Verbinden zweier Kanten oder beim<br />
Lackieren. Deshalb werden Stanzteile häufig entgratet, bevor<br />
sie weiterverarbeitet werden.<br />
Wer den Grat reduzieren will, kann den Schnittspalt zwi-<br />
schen Stempel und Matrize verkleinern. Dies ist allerdings<br />
verbunden mit höheren Stanzkräften und einer kürzeren<br />
Standzeit der Werkzeuge.<br />
Maschinen- und Werkzeughersteller arbeiten an Lösungen,<br />
die möglichst gratfreie Teile versprechen. Eine Lösung besteht<br />
darin, den Grat mit speziellen Werkzeugen umzuformen. Eine<br />
andere Möglichkeit sind Entgrateinrichtungen in der Maschine.<br />
Sie erzeugen allerdings Späne.<br />
Butzenrückhaltematrize: Nuten verhindern, dass der Stanzbutzen am<br />
Stempel haften bleibt und mit nach oben gezogen wird.<br />
GEHT’S AUCH ETWAS LEISER?<br />
Zur Geräuschkulisse in der Fertigungshalle trägt die Stanz-<br />
maschine einen wesentlichen Anteil bei. Um die Bediener zu<br />
entlasten und die Stanzmaschine leiser zu machen, gibt es<br />
zwei Möglichkeiten. Entweder man durchstanzt das Material<br />
langsamer mit der Softpunch-Funktion oder man verwendet<br />
so genannte Whispertools (zu Deutsch: Flüsterwerkzeuge).<br />
Sanft stanzen – Softpunch | Wenn der Stempel das<br />
Werkstück mit voller Geschwindigkeit durchstanzt, bricht das<br />
Metall mit einem lauten Knall. Abhängig vom Material lässt<br />
sich die Lautstärke um bis zu 80 Prozent reduzieren, wenn<br />
der Stempel langsamer durch das Blech bricht. Deshalb wird<br />
die Geschwindigkeit während des Stanzhubes geregelt. Sensoren<br />
im Stanzkopf erkennen am Öldruck, wann der Stempel<br />
die Blechoberfläche berührt. Ab da fährt er mit reduzierter<br />
Geschwindigkeit weiter, bis er das Blech durchtrennt hat.<br />
���������<br />
���������<br />
Normaler Stanzhub mit voller Geschwindigkeit (links) und sanfter<br />
Stanzhub mit geregelter Geschwindigkeit (rechts)<br />
���������<br />
���������<br />
Dezibel versus Höreindruck Whispertools und geringere Durchstanzgeschwindigkeiten<br />
reduzieren den Geräuschpegel von Stanzmaschinen<br />
erheblich, zum Beispiel von 90 auf 80 Dezibel (A). Das klingt zunächst<br />
nicht sehr beeindruckend. Die Messskala ist jedoch logarithmisch eingeteilt<br />
– wie die von Erdbebenstärken. Für den Höreindruck eines Menschen<br />
bedeuten deshalb 10 Dezibel weniger eine Verringerung der Lautstärke<br />
um circa 50 Prozent.<br />
Flüsternde Werkzeuge | Whispertools haben eine angeschrägte<br />
Fläche, im Gegensatz zu anderen Stempeln, die<br />
gerade Flächen haben. Die angeschrägten Stempelflächen<br />
vermindern das Stanzgeräusch um bis zu 50 Prozent durch<br />
den so genannten ziehenden Schnitt: Der Stanzbutzen wird<br />
von einer Seite her kontinuierlich herausgetrennt. Stempel<br />
mit gerader Fläche treffen hingegen flächig auf das Blech<br />
und trennen ihn von allen Seiten gleichzeitig heraus.<br />
Ein weiterer Vorteil: Whispertools benötigen weniger Schneidkraft<br />
bei gleichen Stempelabmessungen. Das macht sie auch<br />
für die Bearbeitung dicker, hochfester und zäher Werkstoffe<br />
attraktiv. Andererseits erhöht die schräge Stempelfläche die<br />
Hublänge. Dadurch verlängert sich der Arbeitsprozess geringfügig.<br />
Außerdem ist die Nachschleiflänge etwas kürzer als<br />
bei Stempeln mit gerader Fläche. Der Stempel kann deshalb<br />
nicht so oft nachgeschliffen werden.<br />
Dank der angeschrägten Flächen stanzen Whispertools deutlich leiser.<br />
116 | <strong>Stanzen</strong>, <strong>Nibbeln</strong>, <strong>Umformen</strong> 117
<strong>Stanzen</strong> oder Laser? Oder beides?<br />
VERFAHREN IM WETTSTREIT<br />
Welches Verfahren eignet sich besser für die Flachbearbeitung?<br />
Laserschneiden oder <strong>Stanzen</strong>? Diese Frage wird oft gestellt,<br />
lässt sich aber selten eindeutig beantworten.<br />
Klar ist die Antwort nur dann, wenn sich das Blechteil,<br />
das gefertigt werden soll, nur auf der einen Maschine ferti-<br />
gen lässt. Bei Teilen, die Umformungen wie Gewinde oder<br />
Durchzüge enthalten, fällt die Wahl auf die Stanzmaschine.<br />
Bei filigranen und komplexen Konturen und Blechdicken über<br />
8 Millimeter kommt nur die Laserschneidmaschine in Frage.<br />
In allen anderen Fällen müssen mehrere Faktoren berücksichtigt<br />
und gegeneinander abgewogen werden:<br />
• Material und Materialdicke<br />
• Verfügbarkeit von Maschine und Werkzeugen<br />
• Qualität der Schnittkanten<br />
• Termin, Kosten, Losgröße<br />
• Automatisierung<br />
• Bearbeitungszeit<br />
Laserschneiden | Der Laserstrahl ist ein flexibles Werkzeug,<br />
das vor keiner noch so komplexen Kontur Halt macht.<br />
Auch hochfeste Werkstoffe, die sich nicht mehr stanzen lassen,<br />
weil sie die Werkzeuge zu stark beanspruchen, trennt der<br />
Laser problemlos. Lasergeschnittene Kanten zeichnen sich<br />
durch ihre hohe Qualität und ihre geringe Rautiefe aus.<br />
Besondere Bedeutung hat der Laser bei der Bearbeitung<br />
von Stählen: Baustahlbleche mit Dicken von über 30 Millimetern<br />
und Edelstahlbleche bis zu einer Dicke von 25 Millimetern<br />
schneidet der Laser anstandslos. Aber auch stark reflektierende<br />
Metalle wie Kupfer oder Messing und Metalle mit hoher Wärmeleitfähigkeit<br />
wie Aluminium können in mittleren Blechdicken<br />
bearbeitet werden. Buntmetalle werden meist mit Festkörperlasern<br />
geschnitten. Ein weiteres Unterscheidungskriterium ist<br />
die Automatisierbarkeit. An der Stanzmaschine können die<br />
gefertigten Teile einfacher entladen und sortiert werden als<br />
an der Laserschneidmaschine. Denn beim Laserschneiden<br />
beträgt der Schnittspalt zwischen Teil und Restgitter nur<br />
einige Zehntelmillimeter. In höheren Blechdicken können sich<br />
daher Teile verhaken.<br />
1<br />
2<br />
1 Typische Laserteile mit komplexen und filigranen Konturen<br />
2 Typisches Stanzteil mit Umformungen<br />
Werkstoffe und Dicken<br />
<strong>Stanzen</strong>, <strong>Nibbeln</strong>, <strong>Umformen</strong> Laserschneiden<br />
Baustahl bis circa 8 Millimeter bis circa 30 Millimeter (abhängig von der Laserleistung)<br />
Edelstahl bis circa 8 Millimeter bis circa 25 Millimeter (abhängig von der Laserleistung)<br />
Aluminium bis circa 8 Millimeter bis circa 15 Millimeter (abhängig von der Laserleistung)<br />
Kunststoffe bedingt, falls nicht zu spröde oder zu labil im Prinzip ja, wegen der Entstehung toxischer Gase<br />
allerdings problematisch<br />
Kanten<br />
Einzugradius vorhanden, abhängig vom Werkzeug und vom Material keiner<br />
Rautiefe gering gering; kleiner 100 Mikrometer<br />
Winkligkeit ergibt sich aus dem Schnitt- und Bruchanteil,<br />
ist abhängig von der Schnittspaltbreite<br />
annähernd senkrecht; kleiner 0,1 Millimeter bei einer<br />
Materialdicke von 10 Millimetern<br />
Wärmebeeinflussung keine ja, Einhärttiefe: 0,1 bis 0,2 Millimeter; Oxidschicht<br />
beim Schneiden mit Sauerstoff<br />
Gratbildung vorhanden, abhängig von Werkzeug, Material und<br />
Schmiermittel<br />
in der Regel kein Grat<br />
Nacharbeiten in der Regel nicht notwendig, vom Einsatz des Teils abhängig in der Regel nicht notwendig<br />
Lackierbarkeit problemlos Nach dem Schneiden mit Sauerstoff muss die Oxidschicht<br />
an der Kante mechanisch entfernt werden.<br />
Konturen und Formen<br />
minimale Stegbreite etwa Materialdicke etwa die 0,5- bis 1-fache Materialdicke<br />
kleinste Kontur etwa Materialdicke etwa die 0,4- bis 1-fache Materialdicke<br />
Breite der Trennfuge mindestens Materialdicke, abhängig von der Werkzeugbreite,<br />
typisch 3 bis 5 Millimeter<br />
Materialverzug Verzug möglich bei hohem Zerstanzungsgrad gering<br />
etwa 0,2 bis 0,3 Millimeter<br />
Umformungen möglich nicht möglich<br />
Kennzeichnen ja, durch Prägen und Signieren; lackierfest ja, durch thermisches Abtragen oder Anlassen;<br />
nicht lackierfest<br />
Auf einen Blick: <strong>Stanzen</strong> und Laserschneiden im Vergleich<br />
134 | <strong>Stanzen</strong>, <strong>Nibbeln</strong>, <strong>Umformen</strong> 135
1 Das Verfahren bestimmt die Konstruktion: viele Löcher (links)<br />
beim <strong>Stanzen</strong> oder freie Konturen (rechts) beim Laserschneiden.<br />
2 Links der Laserschneidkopf, rechts der Stanzkopf:<br />
eine Kombimaschine in Aktion<br />
<strong>Stanzen</strong>, <strong>Nibbeln</strong>, <strong>Umformen</strong> | Die Stanzmaschine ist ein<br />
Multitalent, das mehrere Fertigungsverfahren bündelt. Die<br />
komplette Bearbeitung mit Umformungen, Gewindeformen<br />
oder Abkantungen lässt sich nur auf der Stanzmaschine reali-<br />
sieren. Mit ihr lassen sich Blechtafeln aus Bau- oder Edelstahl,<br />
Aluminium, Kupfer oder Messing bis zu einer Dicke von etwa<br />
8 Millimetern bearbeiten.<br />
Vor sehr spröden oder harten Materialien hingegen kapituliert<br />
die Stanzmaschine. Bei filigranen und komplexen Konturen<br />
steigen die Zahl der benötigten Werkzeuge und die Bearbei-<br />
tungszeit. Dafür hat die Stanzmaschine als automatisierte<br />
Bearbeitungszelle die Nase vorn. Durch die Teileklappe, den<br />
durchgängigen Maschinentisch und die größeren Freiräume<br />
zwischen den Teilen lassen sich die fertigen Teile besser ent-<br />
nehmen und sortieren.<br />
Konsequenzen für die Konstruktion | Egal ob <strong>Stanzen</strong><br />
oder Laserschneiden – wenn der Konstrukteur mit der Arbeit<br />
beginnt, sollte das Fertigungsverfahren schon feststehen.<br />
Nur so kann er die Gestaltung des Teils optimieren.<br />
Ein Beispiel: Ein Sieb soll fertigungsgerecht konstruiert<br />
werden. Als funktionale Anforderungen sind der Durchmesser<br />
und die Durchflussmenge gegeben. Für die Fertigung an der<br />
Stanzmaschine wird der Konstrukteur viele gleiche Löcher<br />
verwenden, damit kein Werkzeugwechsel nötig ist. Die Zahl<br />
der Löcher spielt dabei fast keine Rolle.<br />
Soll das Sieb dagegen an der Laserschneidmaschine ge-<br />
fertigt werden, wird der Konstrukteur versuchen, mit wenigen<br />
Durchbrüchen auszukommen. Denn für jeden Durchbruch ist<br />
ein Einstechvorgang notwendig. Dafür kann er die Durchbrüche<br />
unterschiedlich gestalten. Die Bearbeitungszeit an der Laser-<br />
schneidanlage hängt von der Länge der Schnittkontur aller<br />
Formen und von der Zahl der Einstechvorgänge ab.<br />
NIMM ZWEI: LASER UND STANZEN KOMBINIERT<br />
Laserschneiden oder <strong>Stanzen</strong>? Beide Verfahren haben ihre Stär-<br />
ken, die das andere Verfahren jeweils nicht aufweisen kann.<br />
Warum also nicht beide in einer Maschine integrieren? Aus<br />
dieser Überlegung entstand die Stanz-Laser-Maschine, die<br />
häufig auch als Kombimaschine bezeichnet wird. Mit ihr lassen<br />
sich beliebig komplexe Konturen mit dem Laser schneiden<br />
und im gleichen Teil Umformungen, Gewinde, Abkantungen<br />
und Ähnliches einbringen.<br />
Die Maschine | Die Stanz-Laser-Maschine ist nach dem glei-<br />
chen Prinzip aufgebaut wie die Stanzmaschine. Der C- oder<br />
O-Rahmen ist jedoch so verbreitert, dass zwei Bearbeitungs-<br />
stationen darin Platz finden: die Stanzbearbeitungsstation<br />
und die Laserbearbeitungsstation.<br />
Die Werkzeuge für die Stanzbearbeitung werden in ein<br />
Linearmagazin gerüstet. Der Laser und die Strahlführung<br />
sind in die Maschine integriert. Im Maschinentisch befinden<br />
sich Teileklappen wie bei der reinen Stanzmaschine. An der<br />
Stanz-Laser-Maschine sind es zwei: je eine pro Arbeitsstation.<br />
Denn fertige Teile können sowohl mit dem Laserstrahl als<br />
auch mit einem Stanzhub aus der Tafel getrennt werden und<br />
müssen dann ausgeschleust werden.<br />
1<br />
Laserstation | An der Laserstation steht ein Laserstrahl als<br />
Werkzeug zur Verfügung. Im Gegensatz zu anderen Laser-<br />
flachbettmaschinen wird hier nicht der Laserstrahl bewegt,<br />
sondern die Blechtafel. Direkt unter der Laserstation befindet<br />
sich eine Öffnung. Durch sie kann die Absaugeinheit Schla-<br />
ckereste und Schneidrauch absaugen. Ein Bürstenfeld, der<br />
so genannte Laserniederhalter, umgibt das untere Ende der<br />
Schneidoptik und den Laserstrahl. Er erfüllt zwei Aufgaben.<br />
Zum einen sorgt er dafür, dass das Blech während der Be-<br />
arbeitung eben liegen bleibt und nicht flattert. Zum anderen<br />
fängt er Schlackespritzer auf und schirmt die reflektierte oder<br />
gestreute Laserstrahlung ab wie eine kleine Schutzkabine.<br />
In Aktion | In der Fertigung zeigen sich die Stärken der Kombi-<br />
maschine. Komplexe Innen- und Außenkonturen schneidet<br />
der Laser. Er ist sogar in der Lage, über Umformungen hinweg-<br />
zuschneiden, da der Abstandssensor für einen gleich bleiben-<br />
den Abstand zwischen Schneidkopf und Werkstück sorgt. Der<br />
Laserschneidkopf folgt der Kontur und weicht nach oben aus,<br />
wenn er über eine Erhöhung fährt. Die Stanzbearbeitungs-<br />
station tritt immer dann in Aktion, wenn Standardkonturen<br />
schnell bearbeitet werden sollen. Dazu gehören beispielsweise<br />
stanzbare runde Löcher. Außerdem erledigt sie alle Umfor-<br />
mungen, Gewinde, Abkantungen und Ähnliches. Was in<br />
welcher Reihenfolge und auf welche Weise bearbeitet wird,<br />
lässt sich mit Hilfe des Programmiersystems festlegen. Das<br />
Programmiersystem berechnet die optimale Bearbeitung auf<br />
Basis der Bearbeitungsstrategien, Technologiewerte und Regeln,<br />
die der Programmierer ausgewählt hat.<br />
Pro und Contra | Was die Stanz-Laser-Maschine attraktiv<br />
macht, bringt gleichzeitig auch Herausforderungen mit sich.<br />
Um beide Technologien voll ausschöpfen zu können, braucht<br />
2<br />
es die passende Bearbeitungsreihenfolge und optimale Para-<br />
meter. Die Leistungsfähigkeit des Programmiersystems spielt<br />
dabei eine entscheidende Rolle.<br />
Einige Blechfertiger führen an, dass die Kombimaschine im<br />
Prinzip nie optimal ausgelastet ist, weil immer eine Arbeits-<br />
station vorübergehend stillsteht, und daher zu teuer sei. Außer-<br />
dem sind die Maschinenstundensätze von Kombimaschinen<br />
höher als die von reinen Stanz- oder reinen Lasermaschinen.<br />
Die Kombimaschine ist jedoch immer dann günstiger,<br />
wenn Teile an ihr komplett bearbeitet werden können, die<br />
sonst in zwei Arbeitsgängen gefertigt werden müssten. Wenn<br />
Teile an zwei Maschinen bearbeitet werden, müssen sie trans-<br />
portiert, zwischengelagert und wieder neu positioniert werden.<br />
Das alles verursacht Kosten, die allerdings nur selten in die<br />
Wirtschaftlichkeitsbetrachtung mit einbezogen werden.<br />
Für die Kombimaschine spricht auch die Teilequalität. Da<br />
alle Bearbeitungsschritte in einer Aufspannung ausgeführt<br />
werden, ist die Genauigkeit höher, als wenn die Teile an zwei<br />
Maschinen bearbeitet werden.<br />
136 | <strong>Stanzen</strong>, <strong>Nibbeln</strong>, <strong>Umformen</strong> 137