Materialbearbeitung mit kurzen und ultrakurzen Laserpulsen
Materialbearbeitung mit kurzen und ultrakurzen Laserpulsen
Materialbearbeitung mit kurzen und ultrakurzen Laserpulsen

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
U. Löschner, J. Schille, L. Schneider, S. Mauersberger,<br />
R. Ebert, H. Exner<br />
<strong>Materialbearbeitung</strong> <strong>mit</strong> <strong>kurzen</strong> <strong>und</strong><br />
ultra<strong>kurzen</strong> <strong>Laserpulsen</strong><br />
Im Rahmen der vom BMBF geförderten<br />
Innoprofile – Initiative hat die<br />
involvierte Forschergruppe eine<br />
leistungsfähige Laseranlage für Mikrobearbeitungsverfahren<br />
aufgebaut, zu<br />
deren Kennwerten <strong>und</strong> Möglichkeiten<br />
bereits im Lasermagazin Nr.5/6 2007<br />
berichtet wurde. Kernstück der Anlage<br />
bilden ein Kurzpuls-Nd:YVO4-Laser (Pulsdauer 6 ns,<br />
Fa. Edgewave) sowie ein hochrepetierender Ultrakurzpulslaser<br />
(IMPULSE, Fa. Clark MXR) hoher<br />
Pulsenergie (8µJ) <strong>mit</strong> einer Pulsdauer von 250 fs<br />
(sech²) <strong>und</strong> einer Wellenlänge von 1030 nm. Im<br />
Folgenden wird ein Überblick zu Bearbeitungsergebnissen<br />
in Glas <strong>und</strong> Metall gegeben.<br />
Bearbeitung von Glas <strong>mit</strong> ns- <strong>und</strong> fs-<strong>Laserpulsen</strong><br />
Die meisten Gläser sind für Laserstrahlung im nahen<br />
Infrarot transparent, sodass ein linearer Einphotonen-Absorptionsprozess<br />
nicht stattfinden kann.<br />
Wird das Material <strong>mit</strong> hohen Intensitäten<br />
(>10 9 W/cm²) bestrahlt, steigt die Wahrscheinlichkeit<br />
der nichtlinearen Mehrphotonenabsorption, die für<br />
die Einkopplung der Strahlungsenergie in das sonst<br />
für die Wellenlänge transparente Material notwendig<br />
ist. Mit den beschriebenen Laserquellen können<br />
diese hohen Intensitätswerte erreicht <strong>und</strong> so durch<br />
gezielte Erzeugung von laserinduzierten Mikrodefekten<br />
3D-Körper aus Glas ausgeschnitten werden.<br />
Zu Beginn wurden geeignete Laserparameterbereiche<br />
er<strong>mit</strong>telt, die eine gesteuerte Mikrodefekterzeugung<br />
im Glas ermöglichen. Fokussierte Laserstrahlung<br />
<strong>mit</strong> 6 ns <strong>kurzen</strong> Pulsen erzeugt in BK9-Glas<br />
(etabliertes Glas für die Laserinnengravur) Mikrodefekte.<br />
Diese Mikrodefekte bestehen aus Mikrorissen,<br />
die von einem Zentrum aus, das den Ort des<br />
Laserstrahlfokus darstellt, sternförmig in lateraler<br />
Richtung verlaufen. In Richtung des einfallenden<br />
Laserstrahls (axial) sind die Defekte kanalartig ausgebildet.<br />
Die lateralen als auch die axialen Ausdehnungen<br />
der Mikrodefekte hängen wesentlich von<br />
150 µm<br />
150 µm<br />
Abb.1: a) Mikrodefekt-Array <strong>mit</strong> 150 μm Pulsdistanz<br />
(Pulsenergie 0,2 mJ, Pulsdauer 6 ns), b) Materialzerstörung<br />
<strong>mit</strong> fs-Pulsen (Pulsenergie 7,4 μJ, Pulsdauer<br />
1,5 ps, laterale Pulsdistanz 0,7 μm)<br />
der applizierten Pulsenergie <strong>und</strong> der Größe des<br />
Laserfokusspots ab. Höhere Pulsenergien verursachen<br />
größere Ausdehnungen, kleinere Laserfoki<br />
führen bei gleicher Pulsenergie zu deutlich geringeren<br />
Defektabmessungen. Bei Fokussierung <strong>mit</strong> 56<br />
mm Objektivbrennweite <strong>und</strong> einer Pulsenergie von<br />
1,2 mJ betragen die laterale Defektausdehnung<br />
etwa 150 µm <strong>und</strong> die axiale 300 µm. Wurde hingegen<br />
<strong>mit</strong> einer asphärische Linse <strong>mit</strong> 15 mm Brennweite<br />
fokussiert, ließ sich die Defektabmessung<br />
lateral auf 70 µm <strong>und</strong> axial auf 100 µm optimieren,<br />
s. Abb.1a. Die beschriebene Form sowie die Abmessungen<br />
der Defekte konnten auch in kommerziellen<br />
Gläsern wie BK7, B270 <strong>und</strong> Lithosil (alle<br />
Schott AG) reproduziert werden.<br />
Mit den gewonnenen Erkenntnissen wurden geeignete<br />
Bestrahlungsstrategien entwickelt, um 3D-<br />
Körper aus dem Glas herauszuschneiden. Dazu<br />
müssen die einzelnen Mikrodefekte so arrangiert<br />
werden, dass das Bauteil von einer Hülle eingeschlossen<br />
ist. Außerdem sind zum späteren<br />
Herauslösen des Teils zusätzlich Freischnitte eingefügt<br />
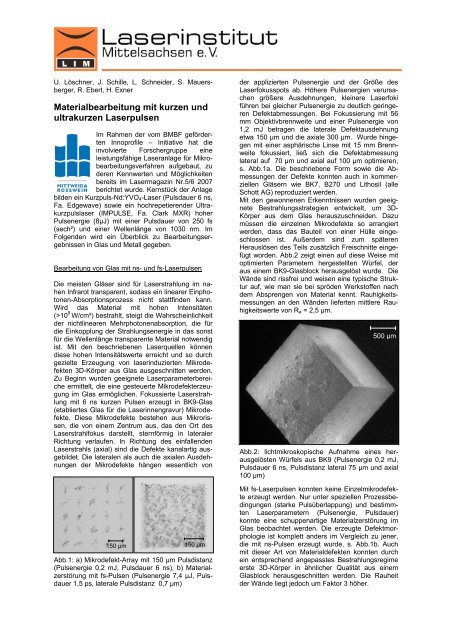
worden. Abb.2 zeigt einen auf diese Weise <strong>mit</strong><br />
optimierten Parametern hergestellten Würfel, der<br />
aus einem BK9-Glasblock herausgelöst wurde. Die<br />
Wände sind rissfrei <strong>und</strong> weisen eine typische Struktur<br />
auf, wie man sie bei spröden Werkstoffen nach<br />
dem Absprengen von Material kennt. Rauhigkeitsmessungen<br />
an den Wänden lieferten <strong>mit</strong>tlere Rauhigkeitswerte<br />
von Ra = 2,5 µm.<br />
500 µm<br />
Abb.2: lichtmikroskopische Aufnahme eines herausgelösten<br />
Würfels aus BK9 (Pulsenergie 0,2 mJ,<br />
Pulsdauer 6 ns, Pulsdistanz lateral 75 µm <strong>und</strong> axial<br />
100 µm)<br />
Mit fs-<strong>Laserpulsen</strong> konnten keine Einzelmikrodefekte<br />
erzeugt werden. Nur unter speziellen Prozessbedingungen<br />
(starke Pulsüberlappung) <strong>und</strong> bestimmten<br />
Laserparametern (Pulsenergie, Pulsdauer)<br />
konnte eine schuppenartige Materialzerstörung im<br />
Glas beobachtet werden. Die erzeugte Defektmorphologie<br />
ist komplett anders im Vergleich zu jener,<br />
die <strong>mit</strong> ns-Pulsen erzeugt wurde, s. Abb.1b. Auch<br />
<strong>mit</strong> dieser Art von Materialdefekten konnten durch<br />
ein entsprechend angepasstes Bestrahlungsregime<br />
erste 3D-Körper in ähnlicher Qualität aus einem<br />
Glasblock herausgeschnitten werden. Die Rauheit<br />
der Wände liegt jedoch um Faktor 3 höher.
Lasermikrostrukturierung von Edelstahl<br />
Im Vergleich zum Laserabtragen <strong>mit</strong> konventionellen<br />
fs-Laserstrahlquellen beeinflussen bei Einsatz<br />
hochrepetierender Lasertechnologie neuartige Mechanismen,<br />
wie z.B. Wärmeakkumulationseffekte<br />
oder die Abschirmung des nachfolgenden Laserpulses<br />
den Bearbeitungsprozess.<br />
Durch die schnelle Abfolge der einzelnen Laserpulse<br />
bei der Bearbeitung <strong>mit</strong> höherer Pulswiederholfrequenz<br />
erfolgt pro Zeit ein höherer Energieeintrag<br />
ins Material bei annähernd unveränderter Wärmeableitung.<br />
Die Folge ist ein Ansteigen der <strong>mit</strong>tleren<br />
Temperatur des Werkstückes im Wirkbereich des<br />
Laserstrahls, das wiederum eine verbesserte Einkopplung<br />
der Laserstrahlung ins Material sowie ein<br />
Absinken der Ablationsschwelle bewirkt <strong>und</strong> da<strong>mit</strong><br />
höhere Abtragraten erwarten lässt.<br />
Ab einer Pulswiederholfrequenz von ca. 500kHz<br />
kommt es aufgr<strong>und</strong> des sehr <strong>kurzen</strong> zeitlichen Pulsabstandes<br />
zur Abschirmung des folgenden Pulses,<br />
die sich nachteilig auf den Abtragprozess auswirkt.<br />
Der nach wenigen Mikrosek<strong>und</strong>en folgende Laserpuls<br />
wechselwirkt <strong>mit</strong> dem durch den vorhergehenden<br />
Puls erzeugten, noch vorhandenen, Plasma<br />
bzw. Materialdampf oder den aus der Bearbeitungszone<br />
abströmenden Partikeln.<br />
Die Auswirkungen von Wärmeakkumulation bzw.<br />
Pulsabschirmung auf den Abtragprozess verdeutlicht<br />
Abbildung 3 anhand der bei Bearbeitung eines<br />
Edelstahls (X5CrNi18-10) erhaltenen Strukturtiefen.<br />
Abtragtiefe [µm]<br />
100<br />
75<br />
50<br />
25<br />
0<br />
Abtragtiefe in Abhängigkeit von Pulsabstand <strong>und</strong><br />
Pulswiederholfrequenz bei konst. Streckenenergie<br />
200kHz<br />
500kHz<br />
1000kHz<br />
7,5 3,8 1,9<br />
Pulsabstand [µm]<br />
Qs=1,1J/m<br />
Abb.3: Abtragtiefen im Edelstahl, erzielt <strong>mit</strong> unterschiedlichen<br />
Pulswiederholfrequenzen <strong>und</strong> Pulsabständen<br />
bei konst. Steckenenergie (250 Scans)<br />
Die bei der Bearbeitung <strong>mit</strong> 500 kHz gegenüber<br />
200 kHz (lateraler Pulsabstand: 7,5 µm) geringere<br />
Abtragtiefe begründet sich durch die für hohe Frequenzen<br />
bereits beschriebene Abschirmung des<br />
nachfolgenden Laserpulses, die einen geringeren<br />
Energieeintrag ins Material zur Folge hat. Eine höhere<br />
Bearbeitungsfrequenz (1000 kHz) bewirkt<br />
dagegen wiederum ein Ansteigen der Abtragtiefe,<br />
was sich durch die Überkompensation der Abschirmungsverluste<br />
infolge von Wärmeakkumulationseffekten<br />
erklärt.<br />
Weiterhin wird das Bearbeitungsergebnis vom gewählten<br />
lateralen Pulsabstand beeinflusst, wie Abbildung<br />
3 <strong>mit</strong> einem deutlichen Ansteigen der Abtragtiefe<br />
bei abnehmendem Pulsabstand zeigt.<br />
Beaufschlagt man das Werkstück <strong>mit</strong> einer konstan-<br />
ten Streckenenergie Qs, so wirkt bei kleinerem Pulsabstand<br />
eine höhere Anzahl von <strong>Laserpulsen</strong> <strong>mit</strong><br />
einer geringeren Pulsenergie auf die Werkstückoberfläche.<br />
Die so eingebrachte Laserenergie<br />
kann im Material effizienter umgesetzt werden, was<br />
zu einem erhöhten Abtrag führt. Auch wirkt sich das<br />
Bestrahlen <strong>mit</strong> einer geringeren Pulsenergie vorteilhaft<br />
auf den Abtragprozess aus, da die entsprechend<br />
kleiner ausgeprägte Materialdampfwolke den<br />
folgenden Puls weniger abschirmt.<br />
Die Bearbeitung <strong>mit</strong> hoher Pulswiederholfrequenz<br />
ermöglicht zudem auch <strong>mit</strong> geringem lateralem<br />
Pulsabstand hohe Bearbeitungsgeschwindigkeiten,<br />
was zusätzlich zur bereits diskutierten effizienten<br />
Umsetzung der eingestrahlten Laserenergie hohe<br />
Abtragraten erzielen lässt. Ein flächiges Abtragen<br />
von Edelstahl ist beispielsweise <strong>mit</strong> 1,8mm³/min bei<br />
einer Pulswiederholfrequenz von 5 MHz möglich.<br />
Da<strong>mit</strong> können zukünftig bei Einsatz der hochrepetierender<br />
fs-Lasertechnologie auch für industrielle<br />
Anwendungen interessante Prozesszeiten bei sehr<br />
guter Bearbeitungsqualität (Abb.4) erreicht werden.<br />
50µm<br />
Abb.4: Grabenstruktur in Edelstahl <strong>mit</strong>: 100 Scans,<br />
4 µJ Pulsenergie, 1 MHz Pulsfrequenz, 3750 mm/s<br />
Scangeschwindigkeit<br />
Bei einem zu hoch gewählten Energieeintrag entstehen<br />
allerdings an der Abtragoberfläche periodische<br />
Mikrostrukturen (LIPSS), die sich nachteilig auf<br />
die Bearbeitungsqualität auswirken.<br />
Unser besonderer Dank gilt dem BMBF für die Förderung<br />
der Technologieentwicklung (03IP506) <strong>und</strong><br />
allen kooperierenden Firmen für die sehr gute Zusammenarbeit.<br />
Kontakt<br />
R. Ebert<br />
Hochschule Mittweida (FH)<br />
Technikumplatz 17<br />
09648 Mittweida, Deutschland<br />
Tel.: 03727 581401 / Fax: 03727 581496<br />
E-Mail: ebert@htwm.de
![High-speed laser ablation cutting of metal [8603-36]](https://img.yumpu.com/24787163/1/184x260/high-speed-laser-ablation-cutting-of-metal-8603-36.jpg?quality=85)