Verfahren zur Herstellung einer Druckform für den Tiefdruck ...
Verfahren zur Herstellung einer Druckform für den Tiefdruck ...
Verfahren zur Herstellung einer Druckform für den Tiefdruck ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
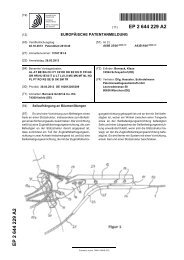
(19)Europäisches PatentamtEuropean Patent OfficeOffice européen des brevets*EP001410923A1*(11) EP 1 410 923 A1(12) EUROPÄISCHE PATENTANMELDUNG(43) Veröffentlichungstag:21.04.2004 Patentblatt 2004/17(51) Int Cl. 7 : B41N 1/06, B41N 1/10,B41N 1/20, B41C 1/05(21) Anmel<strong>den</strong>ummer: 03017492.4(22) Anmeldetag: 02.08.2003(84) Benannte Vertragsstaaten:AT BE BG CH CY CZ DE DK EE ES FI FR GB GRHU IE IT LI LU MC NL PT RO SE SI SK TRBenannte Erstreckungsstaaten:AL LT LV MK(30) Priorität: 17.10.2002 DE 1024860227.05.2003 DE 10324327(72) Erfinder: Beisswenger, Siegfried, Dr.24211 Preetz (DE)(74) Vertreter: Niedmers, OlePatentanwälteNiedmers Jaeger Köster Vander-Smissen-Strasse 322767 Hamburg (DE)(71) Anmelder: Hell Gravure Systems GmbH24148 Kiel (DE)(54) <strong>Verfahren</strong> <strong>zur</strong> <strong>Herstellung</strong> <strong>einer</strong> <strong>Druckform</strong> <strong>für</strong> <strong>den</strong> <strong>Tiefdruck</strong>(57) Die Erfindung betrifft ein <strong>Verfahren</strong> <strong>zur</strong> <strong>Herstellung</strong><strong>einer</strong> <strong>Druckform</strong> <strong>für</strong> <strong>den</strong> <strong>Tiefdruck</strong>, insbesondereRotationstiefdruck, wobei mittels <strong>einer</strong> LaserstrahlgravurNäpfchen in <strong>einer</strong> Gravieroberfläche erzeugt wer<strong>den</strong>.Das <strong>Verfahren</strong> wird dadurch weitergebildet, daßvor der Laserstrahlgravur eine Chromschicht als Gravieroberflächeauf die <strong>Druckform</strong> aufgebracht wird.Darüber hinaus betrifft die Erfindung eine <strong>Druckform</strong><strong>für</strong> <strong>den</strong> <strong>Tiefdruck</strong>, insbesondere Rotationstiefdruck,wobei mittels <strong>einer</strong> Laserstrahlgravur Näpfchenin <strong>einer</strong> Gravieroberfläche erzeugbar sind, sowie dieVerwendung <strong>einer</strong> <strong>Druckform</strong>.EP 1 410 923 A1Printed by Jouve, 75001 PARIS (FR)
1 EP 1 410 923 A12Beschreibung[0001] Die Erfindung betrifft ein <strong>Verfahren</strong> <strong>zur</strong> <strong>Herstellung</strong><strong>einer</strong> <strong>Druckform</strong> <strong>für</strong> <strong>den</strong> <strong>Tiefdruck</strong>, insbesondereRotationstiefdruck, wobei mittels <strong>einer</strong> LaserstrahlgravurNäpfchen in <strong>einer</strong> Gravieroberfläche erzeugt wer<strong>den</strong>,sowie eine <strong>Druckform</strong> <strong>für</strong> <strong>den</strong> <strong>Tiefdruck</strong>, insbesondereRotationstiefdruck, mit <strong>einer</strong> Gravieroberfläche <strong>zur</strong>Lasergravur von Näpfchen.[0002] Darüber hinaus betrifft die Erfindung eine Verwendung<strong>einer</strong> <strong>Druckform</strong> <strong>für</strong> <strong>den</strong> <strong>Tiefdruck</strong>, insbesondereRotationstiefdruck, wobei mittels <strong>einer</strong> LaserstrahlgravurNäpfchen in <strong>einer</strong> Gravieroberfläche erzeugbarsind.[0003] <strong>Druckform</strong>en <strong>für</strong> <strong>den</strong> <strong>Tiefdruck</strong>, auch Druckzylinderöder Gravierzylinder genannt, wer<strong>den</strong> vorwiegendin Graviervorrichtungen mittels eines Aufzeichnungsorgansin Form eines Gravierorgans oder mittelseines Elektronenstrahls oder Laserstrahls hergestellt.[0004] Eine zu reproduzierende Vorlage wird mit einemAbtastorgan punkt- und zeilenweise abgetastet,um ein Bildsignal zu gewinnen, welches die Tonwerteder abgetasteten Vorlage repräsentiert. Das Bildsignalwird nach <strong>den</strong> Erfordernissen der Reproduktion, beispielsweisenach <strong>einer</strong> vorgegebenen Gradationskurve,korrigiert und einem Rastersignal <strong>zur</strong> Erzeugungdes Druckrasters überlagert. Das durch die Überlagerungvon Bildsignal und Rastersignal gebildete Aufzeichnungssignalsteuert das Aufzeichnungsorgan,welches sich in axialer Richtung an dem Druckzylinderentlang bewegt und eine Folge von im Druckraster angeordnetenVertiefungen oder Ausnehmungen, Näpfchengenannt, in die Mantelfläche des Druckzylinderseingraviert. Das abtasten der Vorlage, das dem voraufgeführtenPrinzip folgt, erfolgt heutzutage in der Regelnur noch mit elektronischer Abtastung der Vorlage. Diedurch die Abtastung gelieferten Bilddaten wer<strong>den</strong> aufeinen Rechner gegeben, in dem eine programmgestützteVerarbeitung und Bearbeitung erfolgt. Der Rechnerliefert dann die Bildsignale, aufgrund derer die Näpfchenentweder mechanisch und/oder mittels Lasergravurin der Mantelfläche des Druckzylinders ausgebildetwur<strong>den</strong>. Die Tiefen bzw. Volumina der gravierten Näpfchenbestimmen die zu drucken<strong>den</strong> Tonwerte zwischen"Schwarz" und "Weiß", in der drucktechnischen Terminologieauch mit "Tiefe" und "Licht" bezeichnet.[0005] Für <strong>den</strong> Druckprozeß wird der gravierte Druckzylinderdann in eine <strong>Tiefdruck</strong>-Rotationsmaschine eingespannt.[0006] Vor dem Druckvorgang nimmt jedes Näpfcheneine von seinem Volumen abhängige Menge an Druckfarbeauf, die dem zu drucken<strong>den</strong> Tonwert entspricht.Beim Druckvorgang erfolgt dann die Farbübernahmeaus <strong>den</strong> Näpfchen auf das Druckmaterial.[0007] Ein in der Praxis gebräuchlicher <strong>Tiefdruck</strong>zylinderbesteht im allgemeinen aus einem Stahlkern, derzusätzlich mit <strong>einer</strong> Grundkupferschicht versehen seinkann. Auf <strong>den</strong> Stahlkern bzw. die Grundkupferschicht510152025303540455055wird eine weitere Kupferschicht aufgalvanisiert, in welchedie Näpfchen eingraviert wer<strong>den</strong>. Kupfer weist aufgrunds<strong>einer</strong> physikalischen und chemischen Eigenschaftengute Graviereigenschaften sowie gute Farbannahmeund Farbabgabeeigenschaften auf, welche dieErzeugung hochwertiger Drucke unterstützen. Die Dikkeder galvanisch aufgebrachten Kupfer-Gravieroberflächebeträgt ca. 100 µm. Außerdem wird die zu gravierendeKupferschicht poliert, so daß die Oberflächemit <strong>einer</strong> definierten Mikrorauhigkeit versehen ist. Anschließendwird mittels eines Diamantstichels auf elektromechanischeWeise die zu druckende Informationaus Bild und Schrift in die Kupferoberfläche in Form einesfeinen Näpfchen-Rasters eingebracht.[0008] Nachteilig bei Verwendung von Kupfer als Graviermaterialist jedoch, daß es eine relativ geringe Härteaufweist. Dadurch tritt beim Druckprozess in der <strong>Tiefdruck</strong>-Rotationsmaschinein Folge der mechanischenBeanspruchung der Kupferschicht durch <strong>den</strong> Rakel mitzunehmender Betriebsdauer Verschleiß auf, der dieDruckqualität mindert sowie die Standzeit des Druckzylindersund somit die Auflagenstärke begrenzt. Um dieVerschleißfestigkeit der gravierten Kupferschicht zuverbessern und damit die Standzeit des Druckzylinderszu erhöhen, ist es in der Praxis üblich, vor dem Andruckdie gravierte Kupferschicht zu entfetten und anschließendmit <strong>einer</strong> verschleißfesten Schicht aus einem gegenüberKupfer härteren Metall, beispielsweise ausChrom, durch Aufgalvanisieren zu versehen. Bevor diefertige <strong>Druckform</strong> in die Druckmaschine eingelegt wird,wird die Chromoberfläche poliert.[0009] Nach dem Druck wird die Chromschicht sowiedie darunterliegende die Gravur enthaltende Kupferschichtvon der <strong>Druckform</strong> chemisch oder mechanischentfernt. Dadurch steht der Druckzylinder <strong>für</strong> einen neuenZyklus <strong>zur</strong> <strong>Herstellung</strong> <strong>einer</strong> weiteren <strong>Druckform</strong> <strong>zur</strong>Verfügung.[0010] Darüber hinaus wur<strong>den</strong> beim <strong>Tiefdruck</strong> in derVergangenheit <strong>Druckform</strong>en mittels Ätzung hergestellt,was zu guten Resultaten geführt hat. Hierbei wurde derDruckzylinder mit <strong>einer</strong> Maskenschicht bedeckt, wobeianschließend eine photographische Belichtung derMaske über Filmvorlagen und das Auswaschen derMaske und die Ätzung der Kupferoberfläche mit Eisenchloriderfolgte. Nachteilig waren die geringe Prozeßsicherheitund die nicht ausreichend gute Darstellung vonHalbtönen <strong>für</strong> Bilder. Das Ätzverfahren wurde ferner abgewandelt,indem die Maskenschicht mit einem Laserstrahlbelichtet wurde. Dieses modifizierte <strong>Verfahren</strong>war nicht nur aufwendig und teuer, sondern hatte auchdie Nachteile des Ätzverfahrens, daß die Halbtöne <strong>für</strong>Bilder schlecht dargestellt wer<strong>den</strong> konnten.[0011] Weiterhin ist bekannt, <strong>zur</strong> Erzeugung derNäpfchen auf einem Druckzylinder das in der Materialbearbeitungangewendete Elektronenstrahlgravurverfahreneinzusetzen, das wegen der hohen Energie desElekronenstrahls und der enormen Präzision bezüglichder Strahlablenkung und Strahlgeometrie sehr gute Re-2
3 EP 1 410 923 A14sultate gezeigt hatte. Die Näpfchen wer<strong>den</strong> hierbei indie Kupferschicht mit einem Elektronenstrahl hoher Leistungsdichtemit hoher Geschwindigkeit geschossen.Wegen des großen Aufwandes und der hohen Investitionskosten<strong>für</strong> eine Elektronenstrahl-Graviermaschinewurde die Elektronenstrahlgravur in der Praxis bishernicht <strong>für</strong> die Gravur von Kupferzylindern <strong>für</strong> <strong>den</strong> <strong>Tiefdruck</strong>eingesetzt, sondern nur in der Stahlindustrie <strong>zur</strong>Oberflächengravur von sogenannten Texturwalzen <strong>für</strong>die Blechherstellung, mit <strong>den</strong>en Texturen in die Blechegewalzt wer<strong>den</strong>.[0012] Ferner wurde versucht, Laser <strong>für</strong> die <strong>Tiefdruck</strong>gravureinzusetzen, um die Druckzylinder mit <strong>einer</strong>äußeren Kupferschicht mittels eines Lasers zu gravieren.Da Kupfer aber <strong>für</strong> Laserstrahlung ein sehr guterReflektor ist, sind sehr große Leistungen und insbesonderesehr hohe Leistungsdichten der zu verwen<strong>den</strong><strong>den</strong>Laser erforderlich, um das Kupfer aufzuschmelzen. Umdieses Problem zu lösen, wurde vorgeschlagen, dieKupferschicht, die die Gravur enthält, durch eine Zinkschichtzu ersetzen. Die Näpfchen wer<strong>den</strong> hierbei miteinem Laserstrahl in eine Zinkschicht geschossen. DieLaserstrahlgravur von Zink erfordert insgesamt wenigerStrahlleistung als bei Kupfer. Ein wesentlicher Nachteildieser <strong>Verfahren</strong> besteht darin, daß Zink deutlich weicherals Kupfer ist und als Oberflächenmaterial <strong>für</strong>Druckzylinder nicht geeignet ist. Ein Druckzylinder mit<strong>einer</strong> Gravieroberfläche aus Zink erreicht daher nichtannähernd eine so lange Standzeit im Druck, wie einDruckzylinder mit <strong>einer</strong> Oberfläche aus Kupfer. <strong>Druckform</strong>enmit Zinkoberflächen sind deshalb <strong>für</strong> hohe Auflagennicht geeignet.[0013] Um die Standzeit eines Druckzylinders mit <strong>einer</strong>Zinkoberfläche zu erhöhen, wurde vorgeschlagen,die Zinkoberfläche nach der Gravur zu verchromen. Allerdingswird in der Fachwelt angenommen, daß damitnicht die Standzeiten realisiert wer<strong>den</strong>, die bei normalenKupferzylindern erreicht wer<strong>den</strong>. Des weiteren bestehtdas Problem, daß Chrom auf Zink nicht so gut haftet wieauf Kupfer, so daß die Kombination <strong>einer</strong> Zink- mit <strong>einer</strong>Chromgalvanik sehr kompliziert ist. Daher ist es nötig,weitere <strong>Verfahren</strong>sschritte einzuführen. Neben derschwierigen Handhabung von Zink stellt die Entsorgunginsbesondere in der Kombination mit Chrom ein weiteresProblem dar.[0014] Ausgehend von diesem Stand der Technik istes Aufgabe der vorliegen<strong>den</strong> Erfindung, ein <strong>Verfahren</strong><strong>zur</strong> <strong>Herstellung</strong> <strong>einer</strong> <strong>Druckform</strong> sowie eine <strong>Druckform</strong>bereitzustellen, so daß dauerhaft gute Druckergebnisseim <strong>Tiefdruck</strong> erzielt wer<strong>den</strong>, wobei die <strong>Druckform</strong> einfachherzustellen sein soll und der Aufwand hier<strong>für</strong> möglichstgering gehalten wer<strong>den</strong> soll und die <strong>Druckform</strong> <strong>für</strong>die Gravur mittels Laserstrahl geeignet sein soll.[0015] Gelöst wird die Aufgabe der Erfindung gemäßdem <strong>Verfahren</strong> dadurch, daß vor der Laserstrahlgravureine Chromschicht als Gravieroberfläche auf die <strong>Druckform</strong>aufgebracht wird.[0016] Der Vorteil der erfindungsgemäßen Lösung510152025303540455055besteht im wesentlichen darin, daß anstelle der bisherigenGravieroberfläche aus Kupfer eine Gravieroberflächeaus Chrom oder <strong>einer</strong> Chromlegierung verwendetwird. Es hat sich überraschenderweise herausgestellt,daß bei <strong>einer</strong> Laserstrahlgravur <strong>einer</strong> ChromschichtNäpfchen mit <strong>einer</strong> höheren Effizienz als bei <strong>einer</strong>Kupferschicht erzeugt wer<strong>den</strong>, obwohl die thermodynamischenDaten von Chrom im Vergleich zu Kupferdies überhaupt nicht erwarten ließen. Bei der Laserstrahlgravurerfolgt die Entstehung der Näpfchen durcheinen schmelzflüssigartigen Abtrag. Für die Näpfchenerzeugungmuß das entsprechende Metallvolumendurch <strong>den</strong> Laserstrahl auf die Schmelztemperatur erhitztwer<strong>den</strong> und die Wärmemenge zum Phasenübergangin die Schmelze aufgebracht wer<strong>den</strong>, um anschließenddie Schmelze aus dem entstehen<strong>den</strong> Näpfchen inder Gravieroberfläche auszutreiben. Der Schmelzpunktvon Kupfer beträgt ca. 1083°C. Der Schmelzpunkt vonChrom liegt bei 1890°C. Aus <strong>den</strong> thermodynamischenDaten <strong>für</strong> Kupfer und Chrom ergibt sich, daß zumSchmelzen von 1 cm 3 Metall bei Kupfer eine Energievon 5,515 kJ und bei Chrom eine Energie von 8,698 kJaufzubringen ist. Die höhere Effizienz bei Chrom ergibtsich aufgrund der höheren Absorption bei Laserstrahlenin Abhängigkeit der verwendeten Laserstrahlung. Insgesamtwird durch die erfindungsgemäße Lösung der<strong>Herstellung</strong>sprozeß <strong>für</strong> <strong>Tiefdruck</strong>zylinder erheblich verbessertund vereinfacht, da mit der erfindungsgemäßen<strong>Druckform</strong> eine hohe Standzeit im Druck auf Grund derharten Eigenschaften von Chrom erreicht wird. Eineweitere Verstärkung der Chromschicht wie z.B. bei Kupferist daher nicht nötig; so daß weitere Behandlungsprozesseder Gravieroberfläche nach der Gravur derNäpfchen entfallen. Nach Fertigstellung der Gravur mittelsLaserstrahlen kann somit die <strong>Druckform</strong> sofort undunmittelbar in die Druckmaschine eingesetzt wer<strong>den</strong>,und zwar nach einem ggf. vorgeschalteten Entgratungsvorgang.Prinzipiell kann die Entgratung schon bei derLasergravur erfolgen. Somit wird insgesamt die Produktionszeit<strong>für</strong> die Erstellung <strong>einer</strong> <strong>Druckform</strong> bzw. einesDruckzylinders erheblich verkürzt.[0017] Gemäß <strong>einer</strong> vorteilhaften Weiterbildung derErfindung wird die Chromschicht galvanisch aufgebracht.Die Aufgalvanisierung erfolgt in der Regel aufeinen zylindrischen Stahlkern, dessen Mantelfläche zusätzlichmit <strong>einer</strong> Grundkupferschicht versehen seinkann. Durch Galvanisation wird auf <strong>den</strong> Stahlkern bzw.auf die Grundkupferschicht eine Schicht aus Chromoder <strong>einer</strong> Chromlegierung mit <strong>einer</strong> vorbestimmtenDicke z.B. von ca. 25 µm aufgetragen. Eine bekannteChromlegierung ist die Chrom-Vanadium-Legierung.[0018] Dazu ist vorteilhaft vorgesehen, daß dieChromschicht mit <strong>einer</strong> vorbestimmten Rauhigkeit, insbesondereMikrorauhigkeit, versehen wird. Durch dieseOberflächenbehandlung wer<strong>den</strong> geringe Oberflächenfehlerbeseitigt.[0019] Bevorzugterweise wird die Rauhigkeit mittelsPolieren und/oder Schleifen erzeugt.3
5 EP 1 410 923 A16[0020] Gemäß <strong>einer</strong> vorteilhaften Ausgestaltung des<strong>Verfahren</strong>s wird nach der Gravur die <strong>Druckform</strong> in eineDruckmaschine, insbesondere Rotationsdruckmaschineeingelegt, um Druckmaterial zu bedrucken. Um die<strong>Druckform</strong> nach dem Druck wieder verwen<strong>den</strong> zu können,wird nach dem Druck die Chromschicht von der<strong>Druckform</strong> wenigstens teilweise entfernt, so daß die<strong>Druckform</strong>, insbesondere der Druckzylinder, <strong>für</strong> einenneuen <strong>Herstellung</strong>szyklus der <strong>Druckform</strong> mehrfach <strong>zur</strong>Verfügung steht. Die Entfernung der Chromschicht kanninsbesondere auf chemische bzw. mechanische Weiseerfolgen.[0021] Die Aufgabe wird ferner gelöst durch eine<strong>Druckform</strong> <strong>für</strong> <strong>den</strong> <strong>Tiefdruck</strong>, insbesondere Rotationstiefdruck,mit <strong>einer</strong> Gravieroberfläche <strong>zur</strong> Laserstahlgravurvon Näpfchen, die erhältlich ist durch Ausführungmindestens eines <strong>Verfahren</strong>schrittes des voranstehendbeschriebenen <strong>Verfahren</strong>s. Die Vorteile, die durch dieerfindungsgemäße <strong>Druckform</strong> erreicht wer<strong>den</strong>, entsprechenim wesentlichen <strong>den</strong> Vorteilen, die oben imZusammenhang mit der erfindungsgemäßen <strong>Verfahren</strong>slösunggenannt wor<strong>den</strong> sind.[0022] Des weiteren wird die Aufgabe gelöst, durchdie Verwendung <strong>einer</strong> <strong>Druckform</strong> <strong>für</strong> <strong>den</strong> <strong>Tiefdruck</strong>, insbesondereRotationstiefdruck, wobei mittels <strong>einer</strong> LaserstrahlgravurNäpfchen in <strong>einer</strong> Gravieroberfläche erzeugbarsind, die dadurch weit gebildet ist, daß eineChromschicht als Gravieroberfläche ausgebildet ist.[0023] Insbesondere wird die Chromschicht galvanischauf die <strong>Druckform</strong> aufgebracht.[0024] Außerdem ist vorgesehen, daß die Chromschichtmit <strong>einer</strong> vorbestimmten Rauhigkeit, insbesondereMikrorauhigkeit, versehen wird. Insbesondere wirddie Rauhigkeit mittels Polieren und/oder Schleifen erzeugt.[0025] Gemäß <strong>einer</strong> vorteilhaften Weiterbildung wirdvorgeschlagen, daß nach der Gravur die <strong>Druckform</strong> ineine Druckmaschine, insbesondere Rotationsdruckmaschine,eingelegt wird.[0026] Weiterhin wird bevorzugterweise nach demDruck die Chromschicht von der <strong>Druckform</strong> wenigstensteilweise entfernt. Die Vorteile der erfindungsgemäßenVerwendung der <strong>Druckform</strong> ergeben sich aus <strong>den</strong> voranstehendgenannten Vorteilen.Patentansprüche1. <strong>Verfahren</strong> <strong>zur</strong> <strong>Herstellung</strong> <strong>einer</strong> <strong>Druckform</strong> <strong>für</strong> <strong>den</strong><strong>Tiefdruck</strong>, insbesondere <strong>für</strong> <strong>den</strong> Rotationstiefdruck,wobei mittels <strong>einer</strong> Laserstrahlgravur Näpfchen in<strong>einer</strong> Gravieroberfläche erzeugt wer<strong>den</strong>, dadurchgekennzeichnet, daß vor der Laserstrahlgravur eineChromschicht als Gravieroberfläche auf die<strong>Druckform</strong> aufgebracht wird.5101520253035404550552. <strong>Verfahren</strong> nach Anspruch 1, dadurch gekennzeichnet,daß die Chromschicht galvanisch aufgebrachtwird.3. <strong>Verfahren</strong> nach Anspruch 1 oder 2, dadurch gekennzeichnet,daß die Chromschicht mit <strong>einer</strong> vorbestimmtenRauhigkeit, insbesondere Mikrorauhigkeit,versehen wird.4. <strong>Verfahren</strong> nach Anspruch 3, dadurch gekennzeichnet,daß die Rauhigkeit mittels Polieren oderSchleifen erzeugt wird.5. <strong>Verfahren</strong> nach einem oder mehreren der Ansprüche1 bis 4, dadurch gekennzeichnet, daß nachder Laserstrahlgravur die <strong>Druckform</strong> in eine Druckmaschine,insbesondere Rotationsdruckmaschine,eingelegt wird.6. <strong>Verfahren</strong> nach einem oder mehreren der Ansprüche1 bis 5, dadurch gekennzeichnet, daß nachdem Druck mittels der <strong>Druckform</strong> die Chromschichtvon der <strong>Druckform</strong> entfernt wird.7. <strong>Verfahren</strong> nach einem oder mehreren der Ansprüche1 bis 6, dadurch gekennzeichnet, daß mit <strong>einer</strong>Mehrzahl von Laserstrahlen gleichzeitig und/oder hintereinander der Graviervorgang ausgeführtwird.8. <strong>Druckform</strong> <strong>für</strong> <strong>den</strong> <strong>Tiefdruck</strong>; insbesondere Rotationstiefdruck,mit <strong>einer</strong> Gravieroberfläche <strong>zur</strong> Laserstrahlgravurvon Näpfchen, erhältlich durch Ausführungdes <strong>Verfahren</strong>s nach einem oder mehreren derAnsprüche 1 bis 6.9. Verwendung <strong>einer</strong> <strong>Druckform</strong> <strong>für</strong> <strong>den</strong> <strong>Tiefdruck</strong>, insbesondereRotationstiefdruck, wobei mittels <strong>einer</strong>Laserstrahlgravur Näpfchen in <strong>einer</strong> Gravieroberflächeerzeugt wer<strong>den</strong>, daurch gekennzeichnet,daß eine Chromschicht als Gravieroberfläche ausgebildetist.10. Verwendung <strong>einer</strong> <strong>Druckform</strong> nach Anspruch 9, dadurchgekennzeichnet, daß die Chromschicht galvanischauf die Druckschicht aufgebracht wird.11. Verwendung <strong>einer</strong> <strong>Druckform</strong> nach Anspruch 9oder 10, dadurch gekennzeichnet, daß dieChromschicht mit <strong>einer</strong> vorbestimmten Rauhigkeit,insbesondere Mikrorauhigkeit, versehen wird.12. Verwendung nach Anspruch 11, dadurch gekennzeichnet,daß die Rauhigkeit mittels Polieren und/oder Schleifen erzeugt wird.13. Verwendung <strong>einer</strong> <strong>Druckform</strong> nach einem odermehreren der Ansprüche 9 bis 12, dadurch gekennzeichnet,daß nach der Gravur die <strong>Druckform</strong>in eine Druckmaschine, insbesondere Rotations-4
druckmaschine, eingelegt wird.7 EP 1 410 923 A1814. Verwendung <strong>einer</strong> <strong>Druckform</strong> nach einem odermehreren der Ansprüche 9 bis 13, dadurch gekennzeichnet,daß nach dem Druck mittels der<strong>Druckform</strong> die Chromschicht von der <strong>Druckform</strong>wenigstens teilweise entfernt wird.5101520253035404550555
EP 1 410 923 A16
EP 1 410 923 A17