Rapid Shaping Prozess zur Herstellung von CFK-Bauteilen
Rapid Shaping Prozess zur Herstellung von CFK-Bauteilen
Rapid Shaping Prozess zur Herstellung von CFK-Bauteilen

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
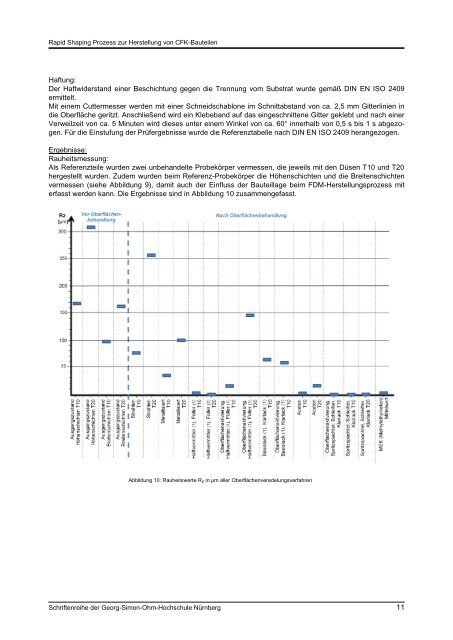
<strong>Rapid</strong> <strong>Shaping</strong> <strong>Prozess</strong> <strong>zur</strong> <strong>Herstellung</strong> <strong>von</strong> <strong>CFK</strong>-<strong>Bauteilen</strong>Haftung:Der Haftwiderstand einer Beschichtung gegen die Trennung vom Substrat wurde gemäß DIN EN ISO 2409ermittelt.Mit einem Cuttermesser werden mit einer Schneidschablone im Schnittabstand <strong>von</strong> ca. 2,5 mm Gitterlinien indie Oberfläche geritzt. Anschließend wird ein Klebeband auf das eingeschnittene Gitter geklebt und nach einerVerweilzeit <strong>von</strong> ca. 5 Minuten wird dieses unter einem Winkel <strong>von</strong> ca. 60° innerhalb <strong>von</strong> 0,5 s bis 1 s abgezogen.Für die Einstufung der Prüfergebnisse wurde die Referenztabelle nach DIN EN ISO 2409 herangezogen.Ergebnisse:Rauheitsmessung:Als Referenzteile wurden zwei unbehandelte Probekörper vermessen, die jeweils mit den Düsen T10 und T20hergestellt wurden. Zudem wurden beim Referenz-Probekörper die Höhenschichten und die Breitenschichtenvermessen (siehe Abbildung 9), damit auch der Einfluss der Bauteillage beim FDM-<strong>Herstellung</strong>sprozess miterfasst werden kann. Die Ergebnisse sind in Abbildung 10 zusammengefasst.Abbildung 10: Rauheitswerte R Z in µm aller OberflächenveredelungsverfahrenSchriftenreihe der Georg-Simon-Ohm-Hochschule Nürnberg 11