

Praxis des thermischen Spritzens Leseprobe

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Bänder von verschiedenen Herstellern. Eine Empfehlung kann nicht gegeben werden, da die<br />
Eigenschaften ständig wechseln und abhängig von der Strahlmethode sind. Die beste Möglichkeit,<br />
um dies herauszufinden, ist, sich von den Lieferanten bemustern zu lassen.<br />
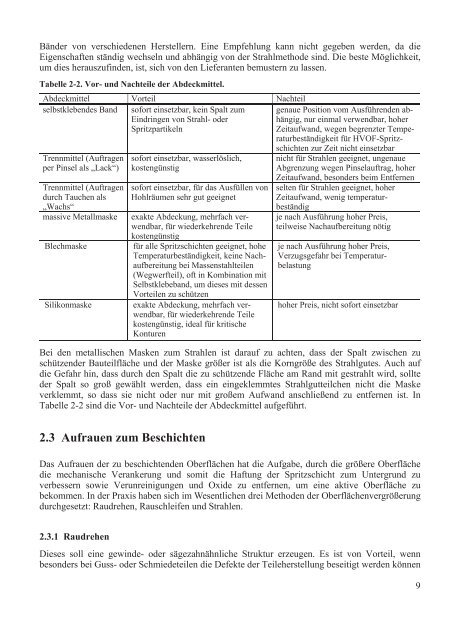
Tabelle 2-2. Vor- und Nachteile der Abdeckmittel.<br />
Trennmittel (Auftragen<br />
per Pinsel als „Lack“)<br />
Trennmittel (Auftragen<br />
durch Tauchen als<br />
„Wachs“<br />
massive Metallmaske<br />
Blechmaske<br />
Silikonmaske<br />
sofort einsetzbar, wasserlöslich,<br />
kostengünstig<br />
sofort einsetzbar, für das Ausfüllen von<br />
Hohlräumen sehr gut geeignet<br />
exakte Abdeckung, mehrfach verwendbar,<br />
für wiederkehrende Teile<br />
kostengünstig<br />
für alle Spritzschichten geeignet, hohe<br />
Temperaturbeständigkeit, keine Nachaufbereitung<br />
bei Massenstahlteilen<br />
(Wegwerfteil), oft in Kombination mit<br />
Selbstklebeband, um dieses mit <strong>des</strong>sen<br />
Vorteilen zu schützen<br />
exakte Abdeckung, mehrfach verwendbar,<br />
für wiederkehrende Teile<br />
kostengünstig, ideal für kritische<br />
Konturen<br />
Abdeckmittel Vorteil Nachteil<br />
selbstkleben<strong>des</strong> Band sofort einsetzbar, kein Spalt zum<br />
Eindringen von Strahl- oder<br />
Spritzpartikeln<br />
genaue Position vom Ausführenden abhängig,<br />
nur einmal verwendbar, hoher<br />
Zeitaufwand, wegen begrenzter Temperaturbeständigkeit<br />
für HVOF-Spritzschichten<br />
zur Zeit nicht einsetzbar<br />
nicht für Strahlen geeignet, ungenaue<br />
Abgrenzung wegen Pinselauftrag, hoher<br />
Zeitaufwand, besonders beim Entfernen<br />
selten für Strahlen geeignet, hoher<br />
Zeitaufwand, wenig temperaturbeständig<br />
je nach Ausführung hoher Preis,<br />
teilweise Nachaufbereitung nötig<br />
je nach Ausführung hoher Preis,<br />
Verzugsgefahr bei Temperaturbelastung<br />
hoher Preis, nicht sofort einsetzbar<br />
Bei den metallischen Masken zum Strahlen ist darauf zu achten, dass der Spalt zwischen zu<br />
schützender Bauteilfläche und der Maske größer ist als die Korngröße <strong>des</strong> Strahlgutes. Auch auf<br />
die Gefahr hin, dass durch den Spalt die zu schützende Fläche am Rand mit gestrahlt wird, sollte<br />
der Spalt so groß gewählt werden, dass ein eingeklemmtes Strahlgutteilchen nicht die Maske<br />
verklemmt, so dass sie nicht oder nur mit großem Aufwand anschließend zu entfernen ist. In<br />
Tabelle 2-2 sind die Vor- und Nachteile der Abdeckmittel aufgeführt.<br />
2.3 Aufrauen zum Beschichten<br />
Das Aufrauen der zu beschichtenden Oberflächen hat die Aufgabe, durch die größere Oberfläche<br />
die mechanische Verankerung und somit die Haftung der Spritzschicht zum Untergrund zu<br />
verbessern sowie Verunreinigungen und Oxide zu entfernen, um eine aktive Oberfläche zu<br />
bekommen. In der <strong>Praxis</strong> haben sich im Wesentlichen drei Methoden der Oberflächenvergrößerung<br />
durchgesetzt: Raudrehen, Rauschleifen und Strahlen.<br />
2.3.1 Raudrehen<br />
Dieses soll eine gewinde- oder sägezahnähnliche Struktur erzeugen. Es ist von Vorteil, wenn<br />
besonders bei Guss- oder Schmiedeteilen die Defekte der Teileherstellung beseitigt werden können<br />
9














