AUSTROPLAN - Dachbahn - AGRU Kunststofftechnik GmbH
AUSTROPLAN - Dachbahn - AGRU Kunststofftechnik GmbH
AUSTROPLAN - Dachbahn - AGRU Kunststofftechnik GmbH

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Fuer das Verschweissen von Naehten in An- und<br />
Abschlussbereichen (Detailausbildung wie Ecken,<br />
Rohreinbindungen, etc.) wird eine 20mm breite<br />
Duese verwendet.<br />
Der Schweissvorgang mit Heissluftschweissautomaten<br />
ist gemaess den Angaben des Herstellers<br />
durchzufuehren.<br />
Der Schweissvorgang mit Heissluft-Handschweissgeraeten<br />
wird in 3 Arbeitsschritten bewerkstelligt:<br />
<strong>AUSTROPLAN</strong> <strong>Dachbahn</strong> mind. 80mm ueberlappen<br />
(bei mech. Befestigung mind. 120mm)<br />
und heften der Ueberlappung<br />
Verschweissen des hinteren Ueberlappungsbereiches<br />
bis zu einer offenen, 40mm breiten<br />
Ueberdeckung<br />
Dichte Nahtverschweissung mit leicht schraeg<br />
gefuehrter Schweissduese. Die Andrueckrolle<br />
ist parallel zur Schweissduese (Fingerbreite<br />
Abstand) und unter stetem Druck auch ueber<br />
den Schweisswulst zu fuehren.<br />
Technische Information · April 2002<br />
19<br />
Schweissparameter<br />
<strong>AUSTROPLAN</strong> - <strong>Dachbahn</strong><br />
Planungsrichtlinien<br />
Die optimale Schweisstemperatur und Geschwindigkeit<br />
ist witterungs- und temperaturabhaengig.<br />
Generell ist vor Arbeitsbeginn eine Schweissprobe<br />
zu erstellen. Luft- bzw. Materialtemperaturaenderungen,<br />
etwaige Spannungsschwankungen<br />
sowie die Dichtungsbahnstaerke sind stets zu<br />
beachten und beeinflussen die Schweissparameter.<br />
Richtwerte fuer 1,5mm starke <strong>AUSTROPLAN</strong><br />
<strong>Dachbahn</strong> (trocken, bei 20°C)<br />
Schweissvorgang mit Heissluftschweissautomat:<br />
z.B. LEISTER Varimat:<br />
Geschwindigkeit: 2,5m/min, Luftmenge: Maximum,<br />
Temperatureinstellung: 410 °C.<br />
Schweissvorgang mit Heissluft-Handschweissgeraete<br />
z.B. LEISTER Triac PID<br />
Temperatureinstellung: 380 °C.<br />
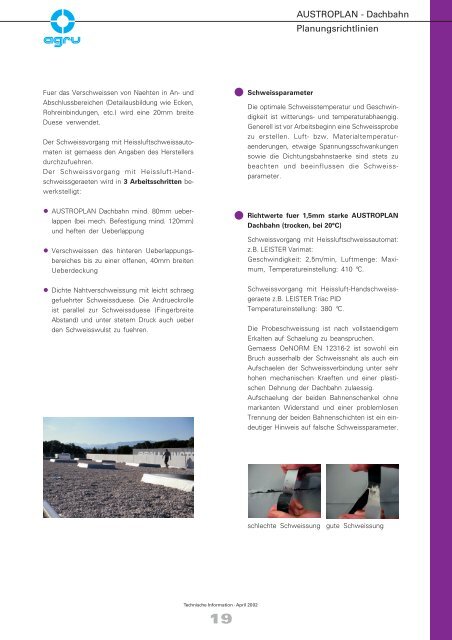
Die Probeschweissung ist nach vollstaendigem<br />
Erkalten auf Schaelung zu beanspruchen.<br />
Gemaess OeNORM EN 12316-2 ist sowohl ein<br />
Bruch ausserhalb der Schweissnaht als auch ein<br />
Aufschaelen der Schweissverbindung unter sehr<br />
hohen mechanischen Kraeften und einer plastischen<br />
Dehnung der <strong>Dachbahn</strong> zulaessig.<br />
Aufschaelung der beiden Bahnenschenkel ohne<br />
markanten Widerstand und einer problemlosen<br />
Trennung der beiden Bahnenschichten ist ein eindeutiger<br />
Hinweis auf falsche Schweissparameter.<br />
schlechte Schweissung gute Schweissung