Das Fachwissen Metalltechnik
Das Fachwissen Metalltechnik
Das Fachwissen Metalltechnik

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Tiefziehen<br />
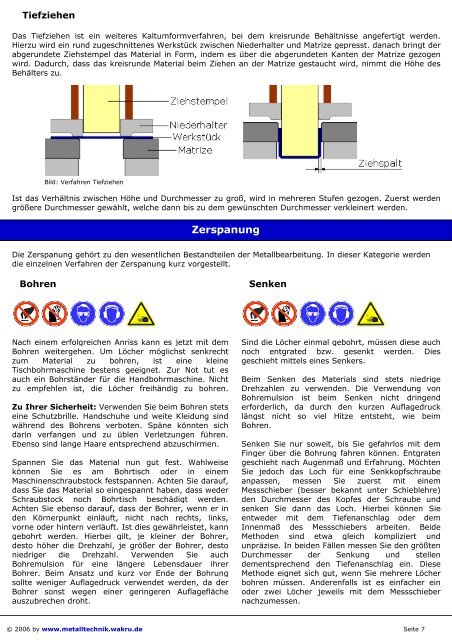
<strong>Das</strong> Tiefziehen ist ein weiteres Kaltumformverfahren, bei dem kreisrunde Behältnisse angefertigt werden.<br />
Hierzu wird ein rund zugeschnittenes Werkstück zwischen Niederhalter und Matrize gepresst. danach bringt der<br />
abgerundete Ziehstempel das Material in Form, indem es über die abgerundeten Kanten der Matrize gezogen<br />
wird. Dadurch, dass das kreisrunde Material beim Ziehen an der Matrize gestaucht wird, nimmt die Höhe des<br />
Behälters zu.<br />
Bild: Verfahren Tiefziehen<br />
Ist das Verhältnis zwischen Höhe und Durchmesser zu groß, wird in mehreren Stufen gezogen. Zuerst werden<br />
größere Durchmesser gewählt, welche dann bis zu dem gewünschten Durchmesser verkleinert werden.<br />
Zerspanung<br />
Die Zerspanung gehört zu den wesentlichen Bestandteilen der Metallbearbeitung. In dieser Kategorie werden<br />
die einzelnen Verfahren der Zerspanung kurz vorgestellt.<br />
Bohren<br />
Nach einem erfolgreichen Anriss kann es jetzt mit dem<br />
Bohren weitergehen. Um Löcher möglichst senkrecht<br />
zum Material zu bohren, ist eine kleine<br />
Tischbohrmaschine bestens geeignet. Zur Not tut es<br />
auch ein Bohrständer für die Handbohrmaschine. Nicht<br />
zu empfehlen ist, die Löcher freihändig zu bohren.<br />
Zu Ihrer Sicherheit: Verwenden Sie beim Bohren stets<br />
eine Schutzbrille. Handschuhe und weite Kleidung sind<br />
während des Bohrens verboten. Späne könnten sich<br />
darin verfangen und zu üblen Verletzungen führen.<br />
Ebenso sind lange Haare entsprechend abzuschirmen.<br />
Spannen Sie das Material nun gut fest. Wahlweise<br />
können Sie es am Bohrtisch oder in einem<br />
Maschinenschraubstock festspannen. Achten Sie darauf,<br />
dass Sie das Material so eingespannt haben, dass weder<br />
Schraubstock noch Bohrtisch beschädigt werden.<br />
Achten Sie ebenso darauf, dass der Bohrer, wenn er in<br />
den Körnerpunkt einläuft, nicht nach rechts, links,<br />
vorne oder hintern verläuft. Ist dies gewährleistet, kann<br />
gebohrt werden. Hierbei gilt, je kleiner der Bohrer,<br />
desto höher die Drehzahl, je größer der Bohrer, desto<br />
niedriger die Drehzahl. Verwenden Sie auch<br />
Bohremulsion für eine längere Lebensdauer ihrer<br />
Bohrer. Beim Ansatz und kurz vor Ende der Bohrung<br />
sollte weniger Auflagedruck verwendet werden, da der<br />
Bohrer sonst wegen einer geringeren Auflagefläche<br />
auszubrechen droht.<br />
Senken<br />
Sind die Löcher einmal gebohrt, müssen diese auch<br />
noch entgrated bzw. gesenkt werden. Dies<br />
geschieht mittels eines Senkers.<br />
Beim Senken des Materials sind stets niedrige<br />
Drehzahlen zu verwenden. Die Verwendung von<br />
Bohremulsion ist beim Senken nicht dringend<br />
erforderlich, da durch den kurzen Auflagedruck<br />
längst nicht so viel Hitze entsteht, wie beim<br />
Bohren.<br />
Senken Sie nur soweit, bis Sie gefahrlos mit dem<br />
Finger über die Bohrung fahren können. Entgraten<br />
geschieht nach Augenmaß und Erfahrung. Möchten<br />
Sie jedoch das Loch für eine Senkkopfschraube<br />
anpassen, messen Sie zuerst mit einem<br />
Messschieber (besser bekannt unter Schieblehre)<br />
den Durchmesser des Kopfes der Schraube und<br />
senken Sie dann das Loch. Hierbei können Sie<br />
entweder mit dem Tiefenanschlag oder dem<br />
Innenmaß des Messschiebers arbeiten. Beide<br />
Methoden sind etwa gleich kompliziert und<br />
unpräzise. In beiden Fällen messen Sie den größten<br />
Durchmesser der Senkung und stellen<br />
dementsprechend den Tiefenanschlag ein. Diese<br />
Methode eignet sich gut, wenn Sie mehrere Löcher<br />
bohren müssen. Anderenfalls ist es einfacher ein<br />
oder zwei Löcher jeweils mit dem Messschieber<br />
nachzumessen.<br />
© 2006 by www.metalltechnik.wakru.de Seite 7