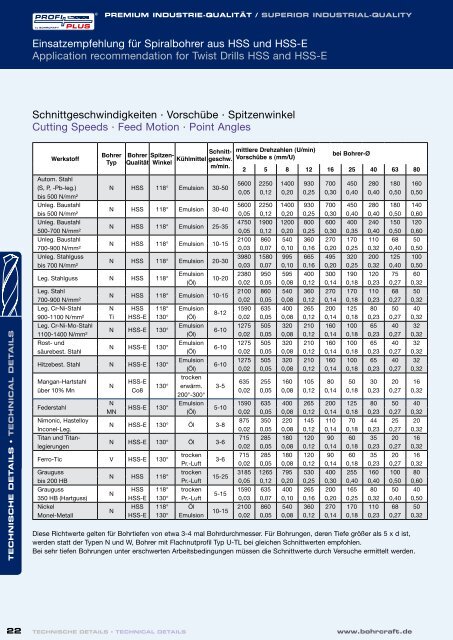
PROFI by BOHRCRAFT PLUS PREMIUM INDUSTRIE-QUALITÄT / SUPERIOR INDUSTRIAL-QUALITY Einsatzempfehlung für Spiralbohrer aus HSS und HSS-E Application recommendation for Twist Drills HSS and HSS-E Schnittgeschwindigkeiten · Vorschübe · Spitzenwinkel Cutting Speeds · Feed Motion · Point Angles TECHNISCHE DETAILS • TECHNICAL DETAILS Werkstoff Autom. Stahl (S, P, -Pb-leg.) bis 500 N/mm² Unleg. Baustahl bis 500 N/mm² Unleg. Baustahl 500-700 N/mm² Unleg. Baustahl 700-900 N/mm² Unleg. Stahlguss bis 700 N/mm² Bohrer Typ Leg. Stahlguss N HSS 118° Schnitt- Bohrer Spitzen- Kühlmittel geschw. Qualität Winkel m/min. N HSS 118° Emulsion 30-50 N HSS 118° Emulsion 30-40 N HSS 118° Emulsion 25-35 N HSS 118° Emulsion 10-15 N HSS 118° Emulsion 20-30 Emulsion (Öl) 10-20 mittlere Drehzahlen (U/min) Vorschübe s (mm/U) bei Bohrer-Ø 2 5 8 12 16 25 40 63 80 5600 0,05 5600 0,05 4750 0,05 2250 0,12 2250 0,12 1900 0,12 1400 0,20 1400 0,20 1200 0,20 930 0,25 930 0,25 800 0,25 700 0,30 700 0,30 600 0,30 450 0,40 450 0,40 400 0,35 280 0,40 280 0,40 240 0,40 180 0,50 180 0,50 150 0,50 160 0,50 140 0,60 120 0,60 2100 860 540 360 270 170 110 68 50 0,03 0,07 0,10 0,16 0,20 0,25 0,32 0,40 0,50 3980 1580 995 665 495 320 200 125 100 0,03 0,07 0,10 0,16 0,20 0,25 0,32 0,40 0,50 2380 950 595 400 300 190 120 75 60 0,02 0,05 0,08 0,12 0,14 0,18 0,23 0,27 0,32 2100 860 540 360 270 170 110 68 50 0,02 0,05 0,08 0,12 0,14 0,18 0,23 0,27 0,32 1590 635 400 265 200 125 80 50 40 Leg. Stahl N HSS 118° Emulsion 10-15 700-900 N/mm² Leg. Cr-Ni-Stahl N HSS 118° Emulsion 8-12 900-1100 N/mm² Ti HSS-E 130° (Öl) 0,02 0,05 0,08 0,12 0,14 0,18 0,23 0,27 0,32 Leg. Cr-Ni-Mo-Stahl Emulsion 1275 505 320 210 160 100 65 40 32 N HSS-E 130° 6-10 1100-1400 N/mm² (Öl) 0,02 0,05 0,08 0,12 0,14 0,18 0,23 0,27 0,32 Rost- und Emulsion 1275 505 320 210 160 100 65 40 32 N HSS-E 130° 6-10 säurebest. Stahl (Öl) 0,02 0,05 0,08 0,12 0,14 0,18 0,23 0,27 0,32 Emulsion 1275 505 320 210 160 100 65 40 32 Hitzebest. Stahl N HSS-E 130° 6-10 (Öl) 0,02 0,05 0,08 0,12 0,14 0,18 0,23 0,27 0,32 Mangan-Hartstahl über 10% Mn Federstahl Nimonic, Hastelloy Inconel-Leg. Titan und Titanlegierungen N HSS-E Co8 130° trocken erwärm. 200°-300° Emulsion 3-5 635 0,02 255 0,05 N 1590 635 400 265 200 125 80 50 40 HSS-E 130° 5-10 MN (Öl) 0,02 0,05 0,08 0,12 0,14 0,18 0,23 0,27 0,32 N HSS-E 130° Öl 3-8 Ferro-Tic V HSS-E 130° Grauguss bis 200 HB Grauguss 350 HB (Hartguss) Nickel Monel-Metall 875 0,02 350 0,05 N HSS-E 130° Öl 3-6 715 285 180 120 90 60 35 20 16 0,02 0,05 0,08 0,12 0,14 0,18 0,23 0,27 0,32 trocken 715 285 180 120 90 60 35 20 16 3-6 Pr.-Luft 0,02 0,05 0,08 0,12 0,14 0,18 0,23 0,27 0,32 N HSS 118° trocken 3185 1265 795 530 400 255 160 100 80 15-25 Pr.-Luft 0,05 0,12 0,20 0,25 0,30 0,40 0,40 0,50 0,60 N N HSS HSS-E 118° 130° trocken Pr.-Luft 5-15 1590 0,03 635 0,07 160 0,08 220 0,08 400 0,10 105 0,12 145 0,12 265 0,16 80 0,14 110 0,14 200 0,20 50 0,18 70 0,18 165 0,25 30 0,23 44 0,23 80 0,32 20 0,27 25 0,27 50 0,40 16 0,32 20 0,32 40 0,50 HSS 118° Öl 2100 860 540 360 270 170 110 68 50 10-15 HSS-E 130° Emulsion 0,02 0,05 0,08 0,12 0,14 0,18 0,23 0,27 0,32 Diese Richtwerte gelten für Bohrtiefen von etwa 3-4 mal Bohrdurchmesser. Für Bohrungen, deren Tiefe größer als 5 x d ist, werden statt der Typen N und W, Bohrer mit Flachnutprofil Typ U-TL bei gleichen Schnittwerten empfohlen. Bei sehr tiefen Bohrungen unter erschwerten Arbeitsbedingungen müssen die Schnittwerte durch Versuche ermittelt werden. 22 TECHNISCHE DETAILS • TECHNICAL DETAILS www.bohrcraft.de
PREMIUM INDUSTRIE-QUALITÄT / SUPERIOR INDUSTRIAL-QUALITY PROFI by BOHRCRAFT PLUS Einsatzempfehlung für Spiralbohrer aus HSS und HSS-E Application recommendation for Twist Drills HSS and HSS-E Schnittgeschwindigkeiten · Vorschübe · Spitzenwinkel Cutting Speeds · Feed Motion · Point Angles Werkstoff Messing, spröde Ms 58 Bohrer Typ Schnitt- Bohrer Spitzen- Kühlmittel geschw. Qualität Winkel m/min. H HSS 118° trocken Öl Emulsion H HSS 118° Emulsion 60-100 12740 0,08 mittlere Drehzahlen (U/min) Vorschübe s (mm/U) bei Bohrer-Ø 2 5 8 12 16 25 40 63 80 Messing, zäh 7560 3020 2000 1260 950 600 380 240 200 35-60 Ms 60, Ms 63 (N) (118°) Öl 0,05 0,15 0,20 0,25 0,35 0,40 0,50 0,60 0,70 Rotguss, Bronze Emulsion 4745 1900 1195 795 595 380 240 150 120 N HSS 118° 20-40 (weich) Öl 0,05 0,08 0,14 0,20 0,25 0,30 0,40 0,50 0,60 Alu-Bronze Emulsion 3980 1585 995 665 495 320 200 125 100 N HSS 118° 15-35 (halbhart, hart) Öl 0,05 0,08 0,14 0,20 0,25 0,30 0,40 0,50 0,60 Emulsion 6000 2400 1500 995 750 480 300 190 150 Neusilber N HSS 118° 25-50 Öl 0,05 0,08 0,14 0,20 0,25 0,30 0,40 0,50 0,60 W 130° Emulsion 7960 3170 1990 1325 995 635 400 250 200 Hüttenkupfer HSS 35-65 (N) (118°) Öl 0,05 0,14 0,18 0,22 0,30 0,40 0,45 0,50 0,60 Emulsion 4400 1750 1100 730 550 350 220 140 110 Elektrolyt-Kupfer N HSS 118° 20-35 Öl 0,05 0,14 0,18 0,22 0,30 0,40 0,45 0,50 0,60 11140 4435 2785 1855 1395 890 555 350 280 Aluminium W HSS 130° Emulsion 40-100 0,05 0,14 0,18 0,22 0,30 0,40 0,45 0,50 0,60 Alu-Leg. 7600 3030 1900 1260 950 600 380 240 190 W HSS 130° Emulsion 30-65 langspanend 0,05 0,14 0,18 0,22 0,30 0,40 0,45 0,50 0,60 Alu-Leg. N 118° 7200 2900 1800 1200 900 580 360 230 180 HSS Emulsion 30-60 kurzspanend (W) (130°) 0,05 0,14 0,18 0,22 0,30 0,40 0,45 0,50 0,60 Alu-Si-Leg. W 130° 6365 2535 1590 1060 795 510 320 200 160 HSS Emulsion 30-50 Silumin (N) (118°) 0,05 0,08 0,14 0,20 0,25 0,30 0,40 0,50 0,60 Magnesium-Leg. Elektron H HSS 118° trocken kein Wasser 60-100 12740 0,08 Zink N 118° 6800 2700 1700 1130 850 540 340 215 170 HSS Emulsion 35-50 Zink-Leg. (W) (130°) 0,05 0,14 0,18 0,20 0,25 0,30 0,40 0,50 0,60 Kunststoffe hart trocken 2380 950 595 400 300 190 120 750 60 HK HSS 80° 10-20 (Duroplaste) Pr.-Luft 0,05 0,14 0,18 0,20 0,25 0,30 0,40 0,50 0,60 Kunststoffe weich Wasser 4745 1900 1195 795 595 380 240 150 120 W HSS 130° 20-40 (Thermoplaste) Pr.-Luft 0,05 0,14 0,18 0,20 0,25 0,30 0,40 0,50 0,60 3185 1265 795 530 400 255 160 100 80 Plexiglas HK HSS 80° Wasser 15-25 0,05 0,14 0,18 0,20 0,25 0,30 0,40 0,50 0,60 Schichtpressstoffe Papier, Gewebe, Holz W länge H quer z. Schicht HSS 130° 80° Hartgummi HK HSS 80° Schiefer, Marmor, Graphit HK HSS 80° trocken Pr.-Luft 15-25 3185 0,05 5100 0,18 5100 0,18 1265 0,14 3200 0,25 3200 0,25 795 0,18 2100 0,30 2100 0,30 530 0,20 1600 0,35 1600 0,35 400 0,25 1020 0,40 1020 0,40 255 0,30 640 0,50 640 0,50 160 0,40 400 0,60 400 0,60 100 0,50 320 0,70 320 0,70 80 0,60 trocken 3980 1585 995 665 495 320 200 125 100 15-35 Pr.-Luft 0,08 0,18 0,25 0,30 0,35 0,40 0,50 0,60 0,70 trocken 3-6 Hand Hand Hand Hand Hand Hand Hand Hand Hand Pr.-Luft Diese Richtwerte gelten für Bohrtiefen von etwa 3-4 mal Bohrdurchmesser. Für Bohrungen, deren Tiefe größer als 5 x d ist, werden statt der Typen N und W, Bohrer mit Flachnutprofil Typ U-TL bei gleichen Schnittwerten empfohlen. Bei sehr tiefen Bohrungen unter erschwerten Arbeitsbedingungen müssen die Schnittwerte durch Versuche ermittelt werden. TECHNISCHE DETAILS • TECHNICAL DETAILS www.bohrcraft.de TECHNISCHE DETAILS • TECHNICAL DETAILS 23
- Seite 1 und 2: PROFI by BOHRCRAFT PLUS PREMIUM IND
- Seite 3 und 4: BOHRCRAFT Qualitätsübersicht BOHR
- Seite 5 und 6: Stein- und Betonbohrer Masonry · C
- Seite 7 und 8: y BOHRCRAFT by BOHRCRAFT by BOHRCRA
- Seite 9 und 10: y BOHRCRAFT by BOHRCRAFT by BOHRCRA
- Seite 11 und 12: y BOHRCRAFT by BOHRCRAFT by BOHRCRA
- Seite 13 und 14: SENKER · BLECHSCHÄLBOHRER · STUF
- Seite 15 und 16: DIAMANTWERKZEUGE DIAMOND TOOLS Typ
- Seite 17 und 18: LOCHSÄGEN HOLE SAWS Lochsägen / H
- Seite 19 und 20: SONDERWERKZEUGE SPECIAL TOOLS Sonde
- Seite 21 und 22: PREMIUM INDUSTRIE-QUALITÄT / SUPER
- Seite 23: PREMIUM INDUSTRIE-QUALITÄT / SUPER
- Seite 27 und 28: PREMIUM INDUSTRIE-QUALITÄT / SUPER
- Seite 29 und 30: PREMIUM INDUSTRIE-QUALITÄT / SUPER
- Seite 31 und 32: PREMIUM INDUSTRIE-QUALITÄT / SUPER
- Seite 33 und 34: PREMIUM INDUSTRIE-QUALITÄT / SUPER
- Seite 35 und 36: PREMIUM INDUSTRIE-QUALITÄT / SUPER
- Seite 37 und 38: PREMIUM INDUSTRIE-QUALITÄT / SUPER
- Seite 39 und 40: PREMIUM INDUSTRIE-QUALITÄT / SUPER
- Seite 41 und 42: PREMIUM INDUSTRIE-QUALITÄT / SUPER
- Seite 43 und 44: PREMIUM INDUSTRIE-QUALITÄT / SUPER
- Seite 45 und 46: PREMIUM INDUSTRIE-QUALITÄT / SUPER
- Seite 47 und 48: PREMIUM INDUSTRIE-QUALITÄT / SUPER
- Seite 49 und 50: PREMIUM INDUSTRIE-QUALITÄT / SUPER
- Seite 51 und 52: PREMIUM INDUSTRIE-QUALITÄT / SUPER
- Seite 53 und 54: PREMIUM INDUSTRIE-QUALITÄT / SUPER
- Seite 55 und 56: PREMIUM INDUSTRIE-QUALITÄT / SUPER
- Seite 57 und 58: PREMIUM INDUSTRIE-QUALITÄT / SUPER
- Seite 59 und 60: PREMIUM INDUSTRIE-QUALITÄT / SUPER
- Seite 61 und 62: PREMIUM INDUSTRIE-QUALITÄT / SUPER
- Seite 63 und 64: PREMIUM INDUSTRIE-QUALITÄT / SUPER
- Seite 65 und 66: PREMIUM INDUSTRIE-QUALITÄT / SUPER
- Seite 67 und 68: PREMIUM INDUSTRIE-QUALITÄT / SUPER
- Seite 69 und 70: PREMIUM INDUSTRIE-QUALITÄT / SUPER
- Seite 71 und 72: PREMIUM INDUSTRIE-QUALITÄT / SUPER
- Seite 73 und 74: SPIRALBOHRER TWIST DRILLS Spiralboh
- Seite 75 und 76:
Spiralbohrer DIN 338 HSS rollgewalz
- Seite 77 und 78:
Spiralbohrer DIN 338 HSS rollgewalz
- Seite 79 und 80:
Spiralbohrer DIN 338 HSS-G geschlif
- Seite 81 und 82:
Spiralbohrer DIN 338 HSS-G geschlif
- Seite 83 und 84:
Spiralbohrer DIN 338 HSS-G geschlif
- Seite 85 und 86:
Spiralbohrer-Bits ¼" Schaft HSS-G
- Seite 87 und 88:
Spiralbohrer DIN 338 HSS-TiN titann
- Seite 89 und 90:
Spiralbohrer DIN 338 HSS-E (Co 5) k
- Seite 91 und 92:
Mehrfasenstufenbohrer 90° HSS-G DI
- Seite 93 und 94:
TURBOCRAFT® Spiralbohrer DIN 338 H
- Seite 95 und 96:
Spiralbohrer DIN 1897 HSS-E (Co 5)
- Seite 97 und 98:
Spiralbohrer DIN 340 HSS rollgewalz
- Seite 99 und 100:
Spiralbohrer DIN 1869 HSS-G Typ N g
- Seite 101 und 102:
Spiralbohrer DIN 345 HSS Taper Shan
- Seite 103 und 104:
Kegeldorne DIN 238 Drill Chuck Arbo
- Seite 105 und 106:
y BOHRCRAFT by BOHRCRAFT by BOHRCRA
- Seite 107 und 108:
Handgewindebohrer DIN 352 HSS-G •
- Seite 109 und 110:
PREMIUM INDUSTRIE-QUALITÄT / SUPER
- Seite 111 und 112:
Handgewindebohrer DIN 2181 HSS-G
- Seite 113 und 114:
Handgewindebohrer ähnl. DIN 352 HS
- Seite 115 und 116:
Handgewindebohrer ähnl. DIN 2181 H
- Seite 117 und 118:
PREMIUM INDUSTRIE-QUALITÄT / SUPER
- Seite 119 und 120:
Schneideisen DIN EN 22568 HSS-G •
- Seite 121 und 122:
Schneideisen DIN EN 22568 HSS-G •
- Seite 123 und 124:
Schneideisen DIN EN 22568 HSS-G •
- Seite 125 und 126:
Einschnittgewindebohrer DIN 352 HSS
- Seite 127 und 128:
Maschinengewindebohrer DIN 371 / 37
- Seite 129 und 130:
Maschinengewindebohrer DIN 371 / 37
- Seite 131 und 132:
PREMIUM INDUSTRIE-QUALITÄT / SUPER
- Seite 133 und 134:
Maschinengewindebohrer DIN 5156 HSS
- Seite 135 und 136:
Kombi-Gewindebohrer-Bits ¼" Schaft
- Seite 137 und 138:
Schneideisenhalter DIN 225 Die Stoc
- Seite 139 und 140:
Gewindebohrer Verlängerungen DIN 3
- Seite 141 und 142:
SENKER · BLECHSCHÄLBOHRER · STUF
- Seite 143 und 144:
Kegelsenker DIN 335 Form C 90° HSS
- Seite 145 und 146:
Kegelsenker-Bits 90° HSS ¼" Schaf
- Seite 147 und 148:
Kegelsenker DIN 334 Form C 60° HSS
- Seite 149 und 150:
Flachsenker DIN 373 HSS mit festem
- Seite 151 und 152:
Blechschälbohrer HSS-E (Co 5) koba
- Seite 153 und 154:
Stufenbohrer HSS mit Spiralnut Step
- Seite 155 und 156:
Anwendungstabelle für Stufenbohrer
- Seite 157 und 158:
Anwendungsempfehlung für Blechsch
- Seite 159 und 160:
HARTMETALL FRÄSSTIFTE CARBIDE ROTA
- Seite 161 und 162:
Hartmetall Frässtifte Form D Kugel
- Seite 163 und 164:
Sortimente Hartmetall Frässtifte A
- Seite 165 und 166:
STEIN- UND BETONBOHRER MASONRY · C
- Seite 167 und 168:
Schlagbohrer HM Percussion Drill Bi
- Seite 169 und 170:
Granitbohrer HM DIN 8039 / ISO 5468
- Seite 171 und 172:
Glasbohrer HM Glass Drill Bits TCT
- Seite 173 und 174:
Qualitätsübersicht Hammerbohrer S
- Seite 175 und 176:
Hammerbohrer SDS-plus QX-4, mit Vol
- Seite 177 und 178:
Hammerbohrer SDS-plus X-TREME4, mit
- Seite 179 und 180:
Hammerbohrer SDS-plus CLASSIC, mit
- Seite 181 und 182:
Hammerbohrer SDS-plus Hammer Drill
- Seite 183 und 184:
Bohrkronen / Dosensenker, HM Hollow
- Seite 185 und 186:
Meißel SDS-max Chisels SDS-max Cod
- Seite 187 und 188:
DIAMANTWERKZEUGE DIAMOND-TOOLS Diam
- Seite 189 und 190:
Fliesenbohrer mit 6-kant Schaft (SW
- Seite 191 und 192:
Fliesenbohrer mit M14 Gewinde für
- Seite 193 und 194:
Anwendungsübersicht für Table of
- Seite 195 und 196:
-Trennscheiben BASIC Cutting Discs
- Seite 197 und 198:
NOTIZEN NOTES www.bohrcraft.de 195
- Seite 199 und 200:
HOLZBOHRER WOOD DRILL BITS Typ Type
- Seite 201 und 202:
Holzspiralbohrer HSS-G geschliffen,
- Seite 203 und 204:
Aufstecksenker WS Shell Drill Count
- Seite 205 und 206:
Kunstbohrer, Hartmetall Cylinder Bo
- Seite 207 und 208:
Schalungsbohrer SDS-plus Schaft Fra
- Seite 209 und 210:
AKKU Holzbohrer SPEED4, mit 4-fach
- Seite 211 und 212:
Schlangenbohrer Form LEWIS Auger Bi
- Seite 213 und 214:
LOCHSÄGEN HOLE SAWS Typ Type Bezei
- Seite 215 und 216:
Anwendungsempfehlung für Bi-Metall
- Seite 217 und 218:
Bi-Metall Lochsägen HSS Bi-Metal H
- Seite 219 und 220:
MULTI-CUT Mehrzweck-Lochsägen HM M
- Seite 221 und 222:
Hartmetall Lochsägen Flachschnitt
- Seite 223 und 224:
STICH- / SÄBEL- / DRUCKLUFT- UND H
- Seite 225 und 226:
STICH- / SÄBEL- / DRUCKLUFT- UND H
- Seite 227 und 228:
Anwendungsübersicht Table of appli
- Seite 229 und 230:
Stichsägeblätter für Holz und Ku
- Seite 231 und 232:
Stichsägeblätter für Metall Jigs
- Seite 233 und 234:
Stichsägeblätter-Sortimente Jigsa
- Seite 235 und 236:
Säbelsägeblätter für Metall Rec
- Seite 237 und 238:
Säbelsägeblätter für diverse Ma
- Seite 239 und 240:
SCHRAUBER-BITS UND ZUBEHÖR SCREWDR
- Seite 241 und 242:
Schrauber-Bits ¼" Screwdriver-Bits
- Seite 243 und 244:
Schrauber-Bits ¼" Screwdriver-Bits
- Seite 245 und 246:
Schrauber-Bits ¼" Screwdriver-Bits
- Seite 247 und 248:
Schrauber-Bits ¼" Screwdriver-Bits
- Seite 249 und 250:
Winkel-Vorsätze L-Shaped Drivers C
- Seite 251 und 252:
Eindrehwerkzeug für Stockschrauben
- Seite 253 und 254:
Schrauber-Bits " Screwdriver-Bits "
- Seite 255 und 256:
Schrauber-Bits 10 mm Sechskant Scre
- Seite 257 und 258:
Schraubenausdreher CV Screw Extract
- Seite 259 und 260:
ABS-Boxen, leer ABS-Boxes, empty KR
- Seite 261 und 262:
Verkaufsschränke für Spiralbohrer
- Seite 263 und 264:
Produktinformationen zu BOHRCRAFT S
- Seite 265 und 266:
y BOHRCRAFT PREMIUM INDUSTRIE-QUALI
- Seite 267 und 268:
ALLGEMEINE GESCHÄFTSBEDINGUNGEN GE