Prozesskontrolle in der Produktion - phi-hannover.de
Prozesskontrolle in der Produktion - phi-hannover.de
Prozesskontrolle in der Produktion - phi-hannover.de

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
war bis jetzt nicht möglich, nur bei e<strong>in</strong>er<br />
Unterbrechung <strong>de</strong>s Beschichtungsprozesses<br />
konnte e<strong>in</strong>e Messung stichprobenartig<br />
erfolgen. Um <strong>de</strong>n Aufwand <strong><strong>de</strong>r</strong><br />
Nachbearbeitung durch Schleifen jedoch<br />
ger<strong>in</strong>g zu halten, s<strong>in</strong>d e<strong>in</strong>e gleichmäßige<br />
Beschichtung und e<strong>in</strong> möglichst ger<strong>in</strong>ges<br />
Übermaß erfor<strong><strong>de</strong>r</strong>lich. Dies ist aufgrund<br />
<strong><strong>de</strong>r</strong> neu entwickelten Schichtdickenmessung<br />
im Prozess jetzt möglich.<br />
Messung Schicht um Schicht<br />
Im Rahmen e<strong>in</strong>es Forschungsprojekts,<br />
geför<strong><strong>de</strong>r</strong>t vom DVS – Deutscher Verband<br />
für Schweißen und verwandte Verfahren<br />
e.V. im Rahmen <strong><strong>de</strong>r</strong> Arbeitsgeme<strong>in</strong>schaft<br />
<strong>in</strong>dustrieller Forschungsvere<strong>in</strong>igungen<br />
„Otto von Guericke“ e.V. (AiF),<br />
wur<strong>de</strong> am Institut für Werkstoffkun<strong>de</strong><br />
(IW) <strong><strong>de</strong>r</strong> Leibniz Universität Hannover<br />
e<strong>in</strong>e Onl<strong>in</strong>e-Schichtdickenmessung auf<br />
Basis <strong><strong>de</strong>r</strong> Wirbelstromtechnik entwickelt<br />
und erprobt. Diese ermöglicht erstmals<br />
die kont<strong>in</strong>uierliche Erfassung <strong><strong>de</strong>r</strong> Dicke<br />
keramischer Schichten auf metallischen<br />
Bauteilen ohne Unterbrechung während<br />
<strong>de</strong>s Beschichtungsprozesses. Ziel ist die<br />
gleichmäßige Belegung <strong>de</strong>s Bauteils auf<br />
<strong><strong>de</strong>r</strong> zu beschichten<strong>de</strong>n Fläche mit <strong><strong>de</strong>r</strong><br />
gefor<strong><strong>de</strong>r</strong>ten Sollschichtdicke <strong>in</strong>nerhalb<br />
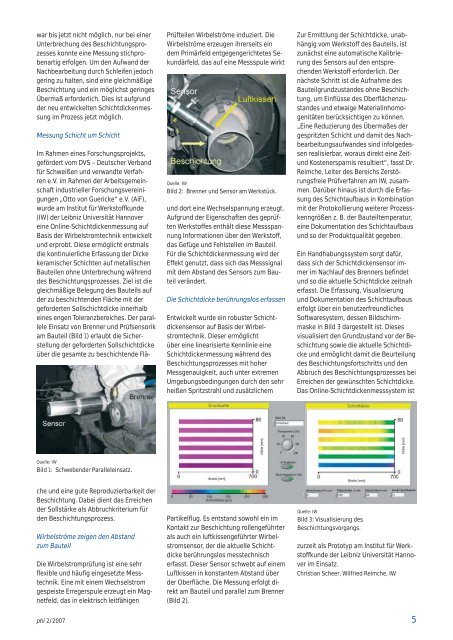
e<strong>in</strong>es engen Toleranzbereiches. Der parallele<br />
E<strong>in</strong>satz von Brenner und Prüfsensorik<br />
am Bauteil (Bild 1) erlaubt die Sicherstellung<br />
<strong><strong>de</strong>r</strong> gefor<strong><strong>de</strong>r</strong>ten Sollschichtdicke<br />
über die gesamte zu beschichten<strong>de</strong> Flä-<br />
Quelle: IW<br />
Bild 1: Schweben<strong><strong>de</strong>r</strong> Parallele<strong>in</strong>satz.<br />
che und e<strong>in</strong>e gute Reproduzierbarkeit <strong><strong>de</strong>r</strong><br />
Beschichtung. Dabei dient das Erreichen<br />
<strong><strong>de</strong>r</strong> Sollstärke als Abbruchkriterium für<br />
<strong>de</strong>n Beschichtungsprozess.<br />
Wirbelströme zeigen <strong>de</strong>n Abstand<br />
zum Bauteil<br />
Die Wirbelstromprüfung ist e<strong>in</strong>e sehr<br />
flexible und häufig e<strong>in</strong>gesetzte Messtechnik.<br />
E<strong>in</strong>e mit e<strong>in</strong>em Wechselstrom<br />
gespeiste Erregerspule erzeugt e<strong>in</strong> Magnetfeld,<br />
das <strong>in</strong> elektrisch leitfähigen<br />
Prüfteilen Wirbelströme <strong>in</strong>duziert. Die<br />
Wirbelströme erzeugen ihrerseits e<strong>in</strong><br />
<strong>de</strong>m Primärfeld entgegengerichtetes Sekundärfeld,<br />
das auf e<strong>in</strong>e Messspule wirkt<br />
Quelle: IW<br />
Bild 2: Brenner und Sensor am Werkstück.<br />
und dort e<strong>in</strong>e Wechselspannung erzeugt.<br />
Aufgrund <strong><strong>de</strong>r</strong> Eigenschaften <strong>de</strong>s geprüften<br />
Werkstoffes enthält diese Messspannung<br />
Informationen über <strong>de</strong>n Werkstoff,<br />
das Gefüge und Fehlstellen im Bauteil.<br />
Für die Schichtdickenmessung wird <strong><strong>de</strong>r</strong><br />
Effekt genutzt, dass sich das Messsignal<br />
mit <strong>de</strong>m Abstand <strong>de</strong>s Sensors zum Bauteil<br />
verän<strong><strong>de</strong>r</strong>t.<br />
Die Schichtdicke berührungslos erfassen<br />
Entwickelt wur<strong>de</strong> e<strong>in</strong> robuster Schichtdickensensor<br />
auf Basis <strong><strong>de</strong>r</strong> Wirbelstromtechnik.<br />
Dieser ermöglicht<br />
über e<strong>in</strong>e l<strong>in</strong>earisierte Kennl<strong>in</strong>ie e<strong>in</strong>e<br />
Schichtdickenmessung während <strong>de</strong>s<br />
Beschichtungsprozesses mit hoher<br />
Messgenauigkeit, auch unter extremen<br />
Umgebungsbed<strong>in</strong>gungen durch <strong>de</strong>n sehr<br />
heißen Spritzstrahl und zusätzlichem<br />
Partikelflug. Es entstand sowohl e<strong>in</strong> im<br />
Kontakt zur Beschichtung rollengeführter<br />
als auch e<strong>in</strong> luftkissengeführter Wirbelstromsensor,<br />
<strong><strong>de</strong>r</strong> die aktuelle Schichtdicke<br />
berührungslos messtechnisch<br />
erfasst. Dieser Sensor schwebt auf e<strong>in</strong>em<br />
Luftkissen <strong>in</strong> konstantem Abstand über<br />
<strong><strong>de</strong>r</strong> Oberfläche. Die Messung erfolgt direkt<br />
am Bauteil und parallel zum Brenner<br />
(Bild 2).<br />
Zur Ermittlung <strong><strong>de</strong>r</strong> Schichtdicke, unabhängig<br />
vom Werkstoff <strong>de</strong>s Bauteils, ist<br />
zunächst e<strong>in</strong>e automatische Kalibrierung<br />
<strong>de</strong>s Sensors auf <strong>de</strong>n entsprechen<strong>de</strong>n<br />
Werkstoff erfor<strong><strong>de</strong>r</strong>lich. Der<br />
nächste Schritt ist die Aufnahme <strong>de</strong>s<br />
Bauteilgrundzustan<strong>de</strong>s ohne Beschichtung,<br />
um E<strong>in</strong>flüsse <strong>de</strong>s Oberflächenzustan<strong>de</strong>s<br />
und etwaige Material<strong>in</strong>homogenitäten<br />
berücksichtigen zu können.<br />
„E<strong>in</strong>e Reduzierung <strong>de</strong>s Übermaßes <strong><strong>de</strong>r</strong><br />
gespritzten Schicht und damit <strong>de</strong>s Nachbearbeitungsaufwan<strong>de</strong>s<br />
s<strong>in</strong>d <strong>in</strong>folge<strong>de</strong>ssen<br />
realisierbar, woraus direkt e<strong>in</strong>e Zeit-<br />
und Kostenersparnis resultiert“, fasst Dr.<br />
Reimche, Leiter <strong>de</strong>s Bereichs Zerstörungsfreie<br />
Prüfverfahren am IW, zusammen.<br />
Darüber h<strong>in</strong>aus ist durch die Erfassung<br />
<strong>de</strong>s Schichtaufbaus <strong>in</strong> Komb<strong>in</strong>ation<br />
mit <strong><strong>de</strong>r</strong> Protokollierung weiterer Prozesskenngrößen<br />
z. B. <strong><strong>de</strong>r</strong> Bauteiltemperatur,<br />
e<strong>in</strong>e Dokumentation <strong>de</strong>s Schichtaufbaus<br />
und so <strong><strong>de</strong>r</strong> Produktqualität gegeben.<br />
E<strong>in</strong> Handhabungssystem sorgt dafür,<br />
dass sich <strong><strong>de</strong>r</strong> Schichtdickensensor immer<br />
im Nachlauf <strong>de</strong>s Brenners bef<strong>in</strong><strong>de</strong>t<br />
und so die aktuelle Schichtdicke zeitnah<br />
erfasst. Die Erfassung, Visualisierung<br />
und Dokumentation <strong>de</strong>s Schichtaufbaus<br />
erfolgt über e<strong>in</strong> benutzerfreundliches<br />
Softwaresystem, <strong>de</strong>ssen Bildschirmmaske<br />
<strong>in</strong> Bild 3 dargestellt ist. Dieses<br />
visualisiert <strong>de</strong>n Grundzustand vor <strong><strong>de</strong>r</strong> Beschichtung<br />
sowie die aktuelle Schichtdicke<br />
und ermöglicht damit die Beurteilung<br />
<strong>de</strong>s Beschichtungsfortschritts und <strong>de</strong>n<br />
Abbruch <strong>de</strong>s Beschichtungsprozesses bei<br />
Erreichen <strong><strong>de</strong>r</strong> gewünschten Schichtdicke.<br />
Das Onl<strong>in</strong>e-Schichtdickenmesssystem ist<br />
Quelle: IW<br />
Bild 3: Visualisierung <strong>de</strong>s<br />
Beschichtungsvorgangs.<br />
zurzeit als Prototyp am Institut für Werkstoffkun<strong>de</strong><br />
<strong><strong>de</strong>r</strong> Leibniz Universität Hannover<br />
im E<strong>in</strong>satz.<br />
Christian Scheer, Wilfried Reimche, IW<br />
<strong>phi</strong> 2/2007 5