Siempelkamp Bulletin 2004
Siempelkamp Bulletin 2004
Siempelkamp Bulletin 2004

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
AUSGABE 01/<strong>2004</strong><br />
DURATEX BRAZIL: PANELS UNTER PALMEN SPS: 4.500 TONNEN PRESSKRAFT IM KLEINEN<br />
FINGER SIEMPELKAMP-GIESSEREI: GRÖSSTE ERZMÜHLE DER WELT AUSGERÜSTET<br />
DAREGLOBAL CHINA: INTERVIEW MIT CHAIRMAN CHEN XINGKANG SPG: AIRBUS<br />
A380–SICHERHEIT REIST MIT UND VIELES MEHR<br />
bulletin<br />
D AS SIEMPELKAMP-MAGAZIN<br />
M E N S C H E N<br />
M Ä R K T E M A S C H I N E N
_04<br />
_10<br />
_12<br />
_14<br />
_16<br />
_20<br />
_22<br />
_24<br />
_26<br />
_28<br />
_30<br />
_33<br />
_37<br />
_39<br />
<strong>Siempelkamp</strong> Maschinen- und Anlagenbau<br />
DURATEX BRAZIL – PANELS UNTER PALMEN<br />
Interview mit Mario Colombelli<br />
DIE RICHTIGE MENGE „KRITISCHE MASSE“<br />
<strong>Siempelkamp</strong> Pressen-Systeme<br />
4.500 TONNEN PRESSKRAFT IM KLEINEN FINGER<br />
JANUAR <strong>2004</strong>: SIEMPELKAMP-GIESSEREI GRÖSSTE ERZMÜHLE DER WELT<br />
AUSGERÜSTET<br />
<strong>Siempelkamp</strong> Maschinen- und Anlagenbau:<br />
DAREGLOBAL: DAS NEUE KRAFTPAKET DER CHINESISCHEN HOLZWERKSTOFF-INDUSTRIE<br />
Interview mit Chen Xingkang, Chairman & President der DareGlobal Corp.:<br />
„Wenn der Markt uns sagt, das Produkt ist gut, gib uns mehr,<br />
dann machen wir das – und zwar professionell (...)“<br />
<strong>Siempelkamp</strong> Prüf- und Gutachter-Gesellschaft:<br />
AIRBUS A380 – SICHERHEIT REIST MIT<br />
BÜTTNER Trocknungs- und Umwelttechnik:<br />
GRÖSSE IST KEINE FRAGE: TROCKNER-MONTAGE GIBTS JETZT AUF DER BAUSTELLE...<br />
<strong>Siempelkamp</strong> Nukleartechnik:<br />
ZAUBERER ZURÜCKGESTUTZT – RÜCKBAU DES REAKTORS „MERLIN“<br />
<strong>Siempelkamp</strong> Maschinen- und Anlagenbau:<br />
GRÖSSTE DAMPF-INJEKTIONSPRESSE DER WELT IN BETRIEB GENOMMEN<br />
<strong>Siempelkamp</strong> Nukleartechnik / Wenutec<br />
ARBEITEN UNTER HOCHDRUCK Als einziger Hersteller weltweit liefert Wenutec „Multiple Stud Tensioner“<br />
für Reaktoren westlicher und russischer Bauart. Das sind Schraubenspann-Maschinen, die gleichzeitig<br />
alle Schrauben eines Reaktordruckbehälters mit vorgegebener Kraft ver- beziehungsweise entspannen<br />
<strong>Siempelkamp</strong> Handlingsysteme & ATR Industrie-Elektronik:<br />
HIGH-END-TECHNIK FÜR DIE HERSTELLUNG VON SANDWICH-PANELS<br />
Ferrocontrol Steuerungssysteme<br />
DURCHBLICK BEI DER INDUSTRIELLEN FENSTERPRODUKTION<br />
IMPRESSUM<br />
B U L L E T I N 2 0 0 4 INHALTSVERZEICHNIS<br />
B U L L E T I N 2 0 0 4 EDITORIAL 0 2 | 0 3<br />
TECHNIK,DIE BEGEISTERT<br />
Ich freue mich sehr, Ihnen heute das <strong>Bulletin</strong> <strong>2004</strong> der <strong>Siempelkamp</strong>-Gruppe überreichen zu dürfen.<br />
Seit 1981 erscheint dieses Magazin jährlich und berichtet über technische Highlights und Neues aus unserem Unternehmensverbund.<br />
Damit ist es ein fester Bestandteil der Unternehmens-Kommunikation.<br />
Als neuer Sprecher der Geschäftsführung der <strong>Siempelkamp</strong> Holding möchte ich Sie ganz herzlich begrüßen und mit einem neu<br />
gestalteten Magazin diese Tradition fortsetzen. Wir – die Führungskräfte und Mitarbeiter der <strong>Siempelkamp</strong>-Gruppe – möchten Sie<br />
begeistern für die herausragenden technischen Lösungen und Dienstleistungen, die wir für sie – unsere Kunden – entwickeln und produzieren.<br />
Bei Duratex in Brasilien übergab unser Geschäftsbereich Maschinen- und Anlagenbau ein komplettes Werk zur Herstellung von superhoch-verdichteten<br />
Faserplatten seiner Bestimmung. Mit 90 m/min. Vorschub werden dort dünne Platten z.B. für Möbelrückwände<br />
gefertigt. In China haben wir für die Dare Wood die schnellste kontinuierliche Anlage Asiens zur Herstellung von Mitteldichten<br />
Faserplatten (MDF) in Betrieb genommen. Lesen Sie, wie die Dare-Gruppe sich strategisch positioniert, um an dem boomenden Markt<br />
für Innenausbauprodukte und Möbel zu partizipieren. Bleiben wir noch in China: Die <strong>Siempelkamp</strong> Pressen-Systeme hat dort eine<br />
45 MN Freiformschmiedepresse installiert, die bei der Baosteel in Shanghai Blöcke bis zu 35 t Gewicht, mit bis zu 95 Hüben pro Minute,<br />
schmiedet – außergewöhnlich schnell in dieser „Gewichtsklasse“.<br />
Ein schönes Beispiel, wie Mechanik und Elektronik zu einem mechatronischen System verschmelzen zeigt das Gemeinschaftswerk von<br />
<strong>Siempelkamp</strong> Handling Systeme und ATR Industrieautomation. Dem Kunden Decapanel wurde in Perpignan eine hochmoderne<br />
Doppelbandanlage übergeben, die über ein Leittechnikkonzept mit Anbindung der Auftragsplanung und Materialfluss-Verfolgung die<br />
Produktion optimiert.<br />
Lesen Sie, wie unsere <strong>Siempelkamp</strong> Prüf- und Gutachter-Gesellschaft in Dresden mit ausgefeilter Messtechnik hilft, den neuen Airbus<br />
A380 sicher zu machen, oder wie unsere ferrocontrol mit modernster Maschinensteuerung vom Typ MAG 2 die Fensterproduktion rationalisiert.<br />
Auch in der Atacama Wüste in Chile sind unsere Ingenieure tätig: Dort wurde die größte Erzmühle der Welt gebaut. Tagesdurchsatz<br />
62.000 t Erzgestein. Die <strong>Siempelkamp</strong> Gießerei lieferte hierfür die Mühlenböden und die Zapfen. Es gibt weltweit nur sehr wenige<br />
Gießereien, die solche Großteile herstellen können. Noch ein letztes Beispiel: Folgen Sie der Wenutec nach Korea und Russland, wo sie<br />
mit einem einzigartigen Produkt – einer Schraubenspann-Maschine – das Betreiben von Atomkraftwerken einfacher und sicherer macht.<br />
Ich hoffe, Sie sind neugierig geworden auf die Themen, Geschichten und die Menschen, die in diesem Heft zu Wort kommen.<br />
Wir zeigen Ihnen Hochtechnologie, zum Nutzen unserer Kunden. Kurz: Technik, die begeistert!<br />
In diesem Sinne wünsche ich Ihnen eine spannende Lektüre.<br />
Ihr Dr. Hans W. Fechner<br />
Dr. Hans W. Fechner<br />
Sprecher der Geschäftsführung<br />
<strong>Siempelkamp</strong> Holding
Die Trockner-Einrichtung im Werk Agudos/Brasilien lugt<br />
zwischen Palmen und Sträuchern hervor<br />
S I E M P E L K A M P MASCHINEN- UND ANLAGENBAU S I E M P E L K A M P MASCHINEN- UND ANLAGENBAU 0 4 | 0 5<br />
PANELS UNTER PALMEN<br />
WENN ES IN EUROPA SO RICHTIG WINTER IST, BESUCHT MAN AM BESTEN HOLZWERKSTOFF-HERSTELLER AUF DER<br />
SÜDLICHEN HALBKUGEL, DENN DORT IST DANN SOMMER. IM JANUAR BESUCHTEN WIR DIE FIRMA DURATEX IN<br />
BRASILIEN, EINEN KUNDEN DER SIEMPELKAMP MASCHINEN- UND ANLAGENBAU<br />
VON RALF GRIESCHE<br />
BRASILIEN<br />
Brasília<br />
Agudos<br />
Jundiaí<br />
Botucatu<br />
~<br />
Itapetininga Sao Paulo<br />
Nach einem kurzen Stopp in der quirligen<br />
Metropole Sao Paulo, wo sich auch die<br />
Zentrale von Duratex befindet, geht die<br />
Fahrt nach Agudos, zu Brasiliens ältester<br />
kontinuierlichen Anlage. Dort stellt der<br />
Konzern mit dem prägnanten Nashorn-Logo<br />
seit 1997 MDF her.<br />
<strong>Siempelkamp</strong> lieferte damals vom Holzplatz<br />
bis zur Verpackungslinie alles aus<br />
einer Hand. Duratex, zu diesem Zeitpunkt<br />
größter Produzent von im Nassverfahren<br />
hergestellten Hartfaserplatten, erwarb sein<br />
Know-how in über 45 Jahren erfolgreicher<br />
Produktion und Vermarktung. Mit diesem<br />
erfahrenen, ausgefuchsten Team das erste<br />
große MDF-Werk in Brasilien zu errichten,<br />
war auch für die <strong>Siempelkamp</strong>-Leute eine<br />
tolle Herausforderung.<br />
Die eingesetzte ContiRoll ® -Presse, mit einer<br />
Breite von 2,8 und einer Länge von 26,9m,<br />
EIN PAAR INFORMATIONEN: BRASILIEN<br />
Fläche: 8,5Mio.km2 , 175Mio. Einwohner (jeweils Weltrang 5), Hauptstadt: Brasilia mit 2Mio. Einwohnern.<br />
Amtssprache: Portugiesisch, BSP/Kopf: USD3.100<br />
Holzwerkstoffe: Produktion von Spanplatten: 2,0Mio.m3 , MDF: 1,2Mio.m3 ,<br />
Hartfaserplatten: 550.000m3 , Schnittholz: 28,0Mio.m3 . Über 60% der gesamten Holzprodukte<br />
Lateinamerikas werden von Brasilien produziert (Quelle: Risi 2003)<br />
war auf eine Kapazität von 185.000m 3 MDF-<br />
Platten ausgelegt. Heute kitzeln die Betreiber<br />
jedes Jahr mehr als 230.000m 3 erstklassige<br />
MDF-Platten in den Dicken zwischen<br />
drei und 38mm aus der Anlage heraus: Ein<br />
gutes Zeichen für die Qualität des Anlagenbauers<br />
und des Betreibers sowieso!<br />
Als Rohmaterial wird tropischer Pinus aus<br />
eigenen Plantagen genutzt. Bestimmt sind<br />
die fertigen Platten für die nahe Möbelindustrie.<br />
Eingesetzt werden sie als Fronten<br />
und Rückwände, finden unter anderem aber<br />
auch in der Türenindustrie Abnehmer. Ein<br />
großer Teil der Platten wird direkt im Werk<br />
weiterverarbeitet und als Dekorplatten oder<br />
Laminatfußboden verkauft. In 2003 wurden<br />
fast 6Mio.m 2 Platten beschichtet, von einer<br />
<strong>Siempelkamp</strong>-Kurztaktpresse, die 1978 geliefert<br />
wurde.<br />
Von Agudos geht die Fahrt weiter in das<br />
zwei Stunden entfernte Itapetininga, einem<br />
1984 von Duratex übernommenen Standort.<br />
1999 wurde <strong>Siempelkamp</strong> beauftragt, dort<br />
eine neue Spanplattenanlage, als Ersatz für<br />
die alten Etagenpressen zu errichten. In<br />
enger Zusammenarbeit mit dem Kunden<br />
führte Dr.E.Schnitzler die Planung und das<br />
Engineering durch.<br />
Manch Vorhandenes konnte in das Layout<br />
integriert werden, neues Herzstück wurde<br />
eine ContiRoll ® -Presse 7‘ x 35,4m, die auf<br />
1200m 3 Platten pro Tag ausgelegt ist. Da<br />
nur die beste Qualität das Nashorn als<br />
Markenzeichen verdient, wurden, der Duratex-Philosophie<br />
folgend, zwei neue mechanischen<br />
Streuköpfe von <strong>Siempelkamp</strong> in die<br />
Anlage eingebaut. Damit verfügt die Streuung<br />
über zwei zusätzliche Streuköpfe (von<br />
insgesamt sechs) für Feinstdeckschichten,
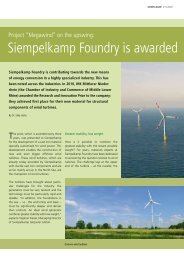
Das Herzstück der Botucatu-Anlage: Die über 50m lange ContiRoll ® -Presse zur Herstellung von SDF-Platten.<br />
Abbildung gegenüber: Das vollautomatische Hochregallager für Roh- und Fertigplatten, ebenfalls in Botucatu<br />
S I E M P E L K A M P MASCHINEN- UND ANLAGENBAU S I E M P E L K A M P MASCHINEN- UND ANLAGENBAU 0 6 | 0 7<br />
die den Platten eine Haptik von MDF geben.<br />
Mit diesen superfeinen Oberflächen erschließen<br />
ich ganz neue Anwendungen für<br />
Spanplatten.<br />
Neben der neuen Anlage gehören zum<br />
Standort zwei Kurztaktpressenlinien mit<br />
einer Kapazität von 19,2Mio.m 2 pro Jahr,<br />
eine Leimherstellung sowie ein Imprägnierkanal<br />
für Dekorpapier.<br />
Nach der Besichtigung zweier Werke geht<br />
ein langer Tag zu Ende.<br />
Am nächsten Tag steht das Werk von Botucatu<br />
auf dem Programm, wiederum etwa<br />
zwei Stunden entfernt von Itapetininga.<br />
Dieses Werk stellt seit 1973 Nassfaserplatten<br />
her und verfügt über drei Linien mit einer<br />
Gesamtkapazität von 216.000t pro Jahr.<br />
Da das Nassfaser-Verfahren aus gesetzlichen<br />
und selbst auferlegten Umweltgründen<br />
teuer ist, entschloss sich das Unternehmen,<br />
ein zweites MDF-Werk zu errichten. Eine<br />
Investition in die Zukunft, um die<br />
Anforderungen des Markts jederzeit flexibel<br />
bedienen zu können. Nach den guten<br />
Erfahrungen mit Agudos und Itapetininga<br />
erhielt <strong>Siempelkamp</strong> wieder den Zuschlag<br />
für die Erstellung einer kompletten Anlage.<br />
Erbaut wurde in Botucatu eine technisch<br />
herausragende Anlage, diesmal zur Herstellung<br />
einer superverdichteten MDF-Platte,<br />
dem Super-Density-Fiberboard, kurz SDF.<br />
Die SDF gipfelt in einer Deckschicht mit<br />
über 1.000kg/m 3 Dichte, die das Produkt<br />
mit überragenden physikalischen Eigenschaften<br />
ausstattet und den Einsatz in verschiedenen<br />
Nischenmärkten ermöglicht.<br />
Um solche Produkte herzustellen, muss eine<br />
Presse besonders hohe Drücke aufnehmen.<br />
Speziell für diesen Einsatzbereich wurde die<br />
ContiRoll ® -Presse von <strong>Siempelkamp</strong> speziell<br />
konstruiert.<br />
Die Verfahrenstechnik wurde von Duratex<br />
entwickelt und sieht den ausschließlichen<br />
Einsatz von Eukalyptusholz aus den eigenen<br />
Plantagen vor.<br />
Planung und Engineering lagen in Händen<br />
der <strong>Siempelkamp</strong>-Tochter Sicoplan. Damit<br />
war <strong>Siempelkamp</strong> Generalunternehmer von<br />
der Planung über die Lieferung bis zur<br />
Errichtung. Ebenfalls dabei: die <strong>Siempelkamp</strong>-<br />
Unternehmen IMAL und Büttner, zuständig<br />
für die Beleimungsanlage und die Trocknerinstallation.<br />
Die Kühl- und Abstapeleinrichtung<br />
sowie die Endfertigung mit den Lagersystemen<br />
baute <strong>Siempelkamp</strong> Handling Systeme.
Blick von der Doppeldiagonalsäge zum Kühlsternwender – Das neue Werk in Botucatu ist auf die<br />
Produktion von Super Density Fiberboard (SDF) ausgerichtet<br />
S I E M P E L K A M P MASCHINEN- UND ANLAGENBAU S I E M P E L K A M P MASCHINEN- UND ANLAGENBAU 0 8 | 0 9<br />
Besonders auffällig ist hierbei ein vollautomatisches<br />
Hochregallager für Fertigplatten-<br />
Stapel, das auf engstem Raum riesige Mengen<br />
Platten aufnehmen kann. Last but not<br />
least übernahm ATR die komplette Automatisierung<br />
und Visualisierung der Anlage.<br />
Aus Krefeld wurde die Form- und Pressenstraße<br />
angeliefert, deren Herzstück eine 8‘ x<br />
50,1m lange ContiRoll ® -Presse ist. Neben<br />
weiteren technischen Innovationen liegt<br />
hier ein besonderes Highlight, da die Presse<br />
der neusten Generation mit ihrem flexiblen<br />
EIN PAAR INFORMATIONEN: DURATEX<br />
Einlaufmaul in der Lage ist, sofort sehr hohen<br />
Druck aufzubauen.<br />
In Verbindung mit dem kundeneigenen<br />
Verfahren ergibt sich daraus eine bis dahin<br />
nicht erreichte Plattenqualität bei einem<br />
Minimum an Leimzugabe.<br />
Einzigartig an der Anlage ist die Möglichkeit,<br />
dünne HDF-Platten mit hoher Geschwindigkeit<br />
bei sehr hohen Drücken, wirtschaftlich<br />
herzustellen. Möglich wird das – bei<br />
einer Jahresleistung von 300.000m 3 –<br />
durch die unübertroffene Geschwindigkeit<br />
von 1.500mm/s bei einer Plattenstärke von<br />
2,5mm. Die Reise nach Brasilien zeigte wieder<br />
einmal beeindruckend, was möglich ist,<br />
wenn ausgereifte Technik, erstklassiges<br />
Engineering und die richtigen Partner ein<br />
gemeinsames Ziel verfolgen.<br />
1951 Gründung und Börsengang der Duratex S.A. in Sao Paulo; Baubeginn des ersten Werks<br />
1954 Erste Nassfaserplattenanlage in Jundiai, Sao Paulo, mit einer Mehretagenpresse von <strong>Siempelkamp</strong>, die noch heute in Betrieb ist<br />
1957 Erste Exporte in die USA<br />
1961 Bau der zweiten Produktionslinie und damit Verdoppelung der Kapazität auf 15,4Mio.m3 pro Jahr<br />
1962 Eine Lackieranlage für Faserplatten wird in Betrieb genommen<br />
1968 Die dritte Produktionslinie in Jundiai geht in Betrieb<br />
1970 Gründung von Duratex North America Inc.<br />
1971 Eigene Eukalyptus-Aufforstungen zur Rohmaterialgewinnung<br />
1973 Inbetriebnahme eines Nassfaserplattenwerks in Botucatu, Sao Paulo; Kauf von Holzplantagen in Bahia<br />
1978 Einweihung der zweiten Produktionslinie in Botucatu<br />
1982 Die dritte Linie in Botucatu beginnt mit der Produktion von Nassfaserplatten<br />
1984 Übernahme mehrerer Spanplattenanlagen; Kauf großer Forstreserven<br />
1989 Gründung der Niederlassung in Deutschland, der Firma Grotex<br />
1990 Export von Nassfaserplatten erreicht die 2Mio.-Tonnen-Marke<br />
1995 Grotex wird nach ISO 9002 zertifiziert; Forste erhalten das Zertifikat „Green Label“<br />
1997 Brasiliens erste MDF-Anlage geht in Betrieb – eine Komplettlieferung von <strong>Siempelkamp</strong> mit einer kontinuierlichen Presse<br />
1998 Inbetriebnahme der von <strong>Siempelkamp</strong> gelieferten Kurztaktvergütungsanlage in Agudos, Sao Paulo<br />
1999 Kauf einer <strong>Siempelkamp</strong>-Spanplattenanlage als Ersatz alter Anlagen in Itapetininga; weitere Zukäufe von Forsten<br />
2002 Kauf einer Anlage zur Herstellung von besonders dichten Faserplatten, so genannten SDF, bei der die ContiRoll ® -Presse zum<br />
Einsatz kommt. Vom Holzplatz bis zur Verpackung ist die Anlage eine Komplettlieferung von <strong>Siempelkamp</strong>, Standort Botucatu
S I E M P E L K A M P MASCHINEN- UND ANLAGENBAU S I E M P E L K A M P MASCHINEN- UND ANLAGENBAU 1 0 | 1 1<br />
Das Start-up-Team der Anlage von Botucatu<br />
EINZIGARTIG AN DER ANLAGE IST DIE MÖGLICHKEIT,<br />
DÜNNE HDF-PLATTEN MIT HOHER GESCHWINDIGKEIT BEI<br />
SEHR HOHEN DRÜCKEN, WIRTSCHAFTLICH HERZUSTELLEN.<br />
MÖGLICH WIRD DAS–BEI EINER JAHRESLEISTUNG VON<br />
300.000m 3 – DURCH DIE UNÜBERTROFFENE GESCHWINDIG-<br />
KEIT VON 1.500mm/s BEI EINER PLATTENSTÄRKE VON 2,5mm<br />
DIE RICHTIGE MENGE „KRITISCHE MASSE“<br />
BULLETIN SPRACH MIT MARIO COLOMBELLI, DURATEX S.A. BRAZIL<br />
Nach unserer Ankunft in Botucatu trafen wir Mario Colombelli den<br />
Industrial Director der Holzsparte von Duratex und erfuhren in einem<br />
Gespräch etwas über die Duratex Philosophie.<br />
Seit über 50 Jahren betreibt Duratex das Geschäft der Produktion und<br />
Vermarktung von Plattenwerkstoffen. Heute wird der Markt mit einem<br />
Mix aus verschiedenen Halbfertig- und Fertigprodukten bedient.<br />
Mario Colombelli legt Wert auf die Feststellung, dass Duratex Madeira<br />
sehr genau den Markt beobachtet, um dann mit hohem technischen<br />
Einsatz, das qualitativ beste Produkt anbieten zu können.<br />
Es werden auf 6 Linien Nassfaserplatten produziert, die zum Teil über<br />
eigene Lackierstraßen laufen.<br />
Im Werk Agudos werden MDF/HDF-, in Botucatu SDF/HDF-Platten<br />
und in Itapetininga Spanplatten erzeugt, die als Halbfertigfabrikate<br />
der Möbelindustrie angeboten oder weiter veredelt werden, z.B. zu<br />
Dekorplatten (LPM). Diese Produkte werden dann auch zu<br />
Endprodukten wie Laminatboden oder Decken- und Wandpaneelen<br />
weiterverarbeitet. Dazu kommen Kapazitäten für die Harzerzeugung<br />
sowie der Filmimprägnierung. Damit ist Duratex auf allen<br />
Wertschöpfungsstufen aktiv.<br />
Produktionstechnisch ist das Unternehmen ein absoluter Spitzenreiter.<br />
70.000 ha eigener Forst, bestehend aus tropischem Pinus und<br />
Eukalyptus, stehen zur Verfügung. Es wird genau definiertes, homogenes<br />
Rohholz produziert, der Ausgangspunkt für eine qualitativ hochwertige<br />
Platte. Die Plantagen befinden sich jeweils in der Nähe der<br />
Produktionsstätten. Damit ist Frischholz billig und praktisch unbegrenzt<br />
vorhanden. Große Erfahrung in der Verfahrenstechnik und der Einsatz<br />
modernster Maschinentechnik unterstützen die hervorragende Marktstellung<br />
von Duratex. So wurden in 2003 mehr als 900.000m3 Platten<br />
abgesetzt (2,8% über Vorjahr), wovon 26% exportiert werden, ca.<br />
60% nach Nordamerika, 20% nach Europa. Brasilien ist ein riesiges<br />
Land mit großer Bevölkerung und einer funktionierenden holzverarbeitenden<br />
Industrie. Trotzdem ist auch der weltwirtschaftliche Abschwung<br />
nicht spurlos an der brasilianischen Holzindustrie vorübergegangen.<br />
Da wegen sinkender Einkommen und hoher Kreditkosten die Nachfrage<br />
nach Möbeln und Innenausbau-Leistungen zurückging, gleichzeitig<br />
aber durch Kapazitäts-Aufbau und verstärkten Import mehr Platten<br />
auf den Markt drängen, sind die Preise gesunken. Damit versucht das<br />
Überangebot in die Exportmärkte zu gehen. Trotz der Abwertung des<br />
Real ist dort aber nur der wettbewerbsfähig, der zu niedrigen Kosten<br />
produzieren kann (billige Rohstoffe, moderater Einsatz von Harzen,<br />
moderne Produktionsmittel) und den Zugang zu den Exportmärkten<br />
aufgebaut hat. Das trifft in allen Punkten für Duratex zu, bestätigt<br />
Mario Colombelli. Seit 2001 hat sich durch verschiedene<br />
Anstrengungen der Export fast verdoppelt.<br />
Zum Ende des Gesprächs wollten wir natürlich wissen, was Mario<br />
Colombelli veranlasste, drei Anlagen mit <strong>Siempelkamp</strong> zu bauen.<br />
„<strong>Siempelkamp</strong> hat ein komplettes Angebot an Maschinen und<br />
Dienstleistungen und ist ein zuverlässiger Partner“, ist sein klares<br />
Statement. Außerdem legt Duratex bei der Größe dieser Aufträge Wert<br />
auf Erfahrung und eine gewisse „kritische Masse“ eines Unternehmens.<br />
Also Partner auf gleicher Augenhöhe.<br />
Mario Colombelli ist gelernter Agronomie-Ingenieur und seit 32 Jahren bei Duratex. Seit 1980 ist er zuständig für die Technik<br />
und die Forschung und Entwicklung in der Abteilung Holzwerkstoffe der Duratex-Gruppe
4.500 TONNEN PRESSKRAFT IM KLEINEN FINGER<br />
JANUAR <strong>2004</strong>: SIEMPELKAMP ÜBERGIBT DIE GRÖSSTE 2-STÄNDER FREIFORMSCHMIEDEPRESSE<br />
CHINAS AN SHANGHAI BAOSTEEL INTERNATIONAL<br />
VON SIEGFRIED BUECHER<br />
Die Presse aus dem Hause SPS ist in der<br />
Lage, große Gussblöcke bis zu einem Stückgewicht<br />
von 35t zu schmieden. Dazu werden<br />
die Blöcke von einem Manipulator – einer<br />
überdimensionalen Zange – ergriffen und<br />
in den Arbeitsraum der Presse befördert. Sie<br />
ist als Pushdown Presse konstruiert und<br />
bringt es auf 45MN Presskraft, das ist das<br />
Gewicht von 45.000 Kleinwagen. Erzeugt<br />
wird diese enorme Presskraft von 10<br />
Hochdruckpumpen, die mit 315bar Öldruck<br />
arbeiten. Dazu sind 50.000l Hydraulik-Öl<br />
notwendig, die in einem Tank außerhalb<br />
der Presse bereitgestellt werden.<br />
<strong>Siempelkamp</strong> Pressensysteme hat große<br />
Erfahrung bei der Konstruktion, dem Engineering<br />
und der Montage solcher Freiformschmiedepressen.<br />
Ein über 15 Jahre bewährtes<br />
Konstruktionsprinzip, bei der die Arbeitszylinder<br />
keine Führungs- sondern nur<br />
Arbeitsaufgaben haben, stellt eine sehr hohe<br />
Lebensdauer von Zylindern, Buchsen und<br />
Dichtungen sicher. Dazu kommt die hohe<br />
Zuverlässigkeit der Ankerkonstruktion mit<br />
S I E M P E L K A M P PRESSENSYSTEME S I E M P E L K A M P PRESSENSYSTEME<br />
mehreren kleinen durchgeschmiedeten Zugankern.<br />
Damit hat dieser Pressentyp eine<br />
nachgewiesene Verfügbarkeit von ca. 98%.<br />
Im Zusammenspiel mit einer außergewöhnlich<br />
hohen Hubgeschwindigkeit von bis<br />
zu 95 Hüben pro Minute mit einer Schmiedegenauigkeit<br />
von +/- 1mm, ergibt sich eine<br />
Präzisionsmaschine, die allen Anforderungen<br />
gewachsen ist.<br />
Dabei ist die Maschine komfortabel in der<br />
Anwendung: Sie wird von einem Mann gesteuert,<br />
der dank des Schmiedeprogramms<br />
v.l.n.r.: Der Manipulator ergreift das Werkstück<br />
und verbringt es zur Presse, wo es geschmiedet<br />
wird. Der ganze Prozess wird von einem<br />
Mitarbeiter gesteuert<br />
„Forge Master“, bei dem die unterschiedlichen<br />
Schmiedeprogramme (Wunschblöcke)<br />
in einer Datenbank hinterlegt sind, mehr<br />
Programmierer als Schmied ist. Die Anlage,<br />
bei der sich 4.500t mit dem kleinen Finger<br />
bewegen lassen ist schon ein „Game Boy“<br />
für Erwachsene.<br />
Die integrierte Steuerung koordiniert optimal<br />
das Zusammenwirken von Presse und<br />
Manipulator, um mächtige, weißglühende<br />
Werkstücke zu bearbeiten – wobei das Eisen<br />
zuerst mehr geknetet wird, um die innere<br />
Struktur zu erhalten. Zum Ende des Schmiedevorgangs<br />
werden die Werkstücke „geschlichtet“,<br />
d.h. mit schnellen Schlägen in ihre<br />
Endform gebracht. Hier erweist sich die<br />
Schnelligkeit der Presse als absolut entscheidend,<br />
denn jetzt wird sie zu einem „Hammer“<br />
in der Hand des Schmieds.<br />
Werkzeugwechsel, je nach Aufgabenprofil,<br />
sind während des Schmiedens rasch auszuführen.<br />
Das gesamte System ist äußerst<br />
robust und bei der leicht zugänglichen<br />
Zylinderkonstruktion sind Wartungsarbeiten<br />
1 2 | 1 3<br />
an den Dichtungen problemlos. Nach kurzer<br />
Erprobungszeit arbeitet die Presse heute im<br />
3-Schicht-Betrieb zur vollen Zufriedenheit<br />
des Kunden – und das hat das Montageteam<br />
sogar schriftlich bekommen!
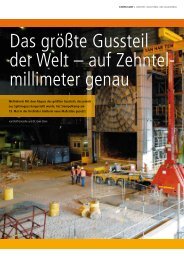
Mechanische Bearbeitung eines Mühlenbodens<br />
Von Susanne Lauda<br />
4.300 Meter über dem Meeresspiegel liegt<br />
eine der trockensten Regionen der Welt, mit<br />
zugleich den reichsten Kupfervorkommen:<br />
die Atacama Wüste in Chile. Diese unwirtliche<br />
Gegend ist die Heimat des Collahuasi<br />
Kupferbergwerks. Es wurde 1999 in Betrieb<br />
genommen und gehört einem internationalen<br />
Konsortium.<br />
Hier entsteht die größte Semiautogen-Mühle<br />
der Welt. Metso Minerals in York/Pennsylvania<br />
erhielt 2002 den Auftrag für zwei<br />
Kugelmühlen und eine SAG-Mühle zur<br />
Erweiterung der bestehenden Anlagen. Die<br />
Zielsetzung war der gigantische Tagesdurchsatz<br />
von 62.000t Erz. Um das zu realisieren,<br />
konstruierte Metso eine Mühle mit<br />
einem Nenndurchmesser von 12m und 21 MW<br />
installierter Leistung.<br />
Die <strong>Siempelkamp</strong> Gießerei erhielt den Zuschlag<br />
zur Herstellung der Mühlenböden<br />
und Zapfen. Die Mühlenböden setzen sich<br />
jeweils aus vier 90°-Segmenten mit einem<br />
Einzelgewicht von 48t zusammen, das Rohgussgewicht<br />
der entsprechenden Zapfen lag<br />
bei rund 64t. Teile dieser Größenordung<br />
stellen immer eine Herausforderung für die<br />
S I E M P E L K A M P GUSSTECHNIK<br />
SIEMPELKAMP-GIESSEREI GRÖSSTE ERZMÜHLE DER WELT<br />
AUSGERÜSTET<br />
S I E M P E L K A M P GUSSTECHNIK 1 4 | 1 5<br />
Gießerei-Ingenieure dar, besonders aber dann,<br />
wenn die Spezifikationen so streng wie im<br />
Bergbau sind. Basierend auf den Erfahrungen<br />
von Metso und <strong>Siempelkamp</strong> mit ähnlichen<br />
Projekten, und durch eine Computersimulation<br />
verifiziert, wurden zunächst<br />
sämtliche Gießparameter festgelegt, dann die<br />
notwendigen Modelle erstellt und schließlich<br />
das Einformen und Gießen begonnen.<br />
Sämtliche Teile wurden von Vertretern des<br />
Kunden und des Generalunternehmers<br />
genau kontrolliert, bevor sie zum mechanischen<br />
Bearbeiter versandt wurden. Selbst<br />
für einen sehr erfahrenen Bearbeiter sind<br />
Teile mit einem Durchmesser von mehr als<br />
Die Montage der SAG-Mühle vor Ort<br />
12m kein Tagesgeschäft und manchmal<br />
sahen sich die Ingenieure vor Probleme<br />
gestellt, wie sie bei kleineren Teilen nie vorkommen<br />
würden. Aber in enger Zusammenarbeit<br />
mit allen Beteiligten konnten die<br />
Hindernisse überwunden werden, und im<br />
August 2003 waren alle Teile abgenommen<br />
und bereit, ihre lange Reise von Europa nach<br />
Chile anzutreten. Dicht an der bolivianischen<br />
Grenze sind derzeit mehr als 3.000 Arbeiter<br />
damit beschäftigt, die entsprechenden Vorbereitungen<br />
zu treffen, damit die Erweiterung<br />
wie geplant Mitte <strong>2004</strong> ihren Betrieb aufnehmen<br />
kann.<br />
Mühlenboden mit Zapfen
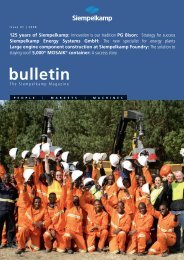
Die 1. produzierte Platte ist immer Anlass für eine Betriebsfeier – die mal größer, mal kleiner ausfällt. Bei DareGlobal eher größer.<br />
Der Text lautet: „Zur Feier des erfolgreichen Betriebsstarts der importierten 200.000m3 /Jahr HDF-Produktionsanlage in Dare Wood“<br />
DAREGLOBAL DAS NEUE KRAFTPAKET DER CHINESISCHEN<br />
HOLZWERKSTOFF-INDUSTRIE<br />
VON RALF GRIESCHE<br />
In der boomenden MDF-Industrie Chinas<br />
sticht eine Gesellschaft sowohl im Hinblick<br />
auf Geschwindigkeit und Höhe der Investitionen<br />
als auch auf Diversifikation und<br />
Marktstrategien deutlich hervor. Nach einem<br />
äußerst erfolgreichen Werdegang in der<br />
Aluminium und Verpackungsindustrie, der<br />
DARE zum Mitglied des exklusiven TOP400<br />
Clubs chinesischer Unternehmen werden ließ,<br />
hat sich DARE erst 2002 im Holzwerkstoffbereich<br />
angesiedelt. Seitdem hat sich DARE<br />
mit enormer Geschwindigkeit dem Ziel verschrieben,<br />
zum größten Holzwerkstoffher-<br />
steller Chinas aufzusteigen. Die erste von<br />
vier modernen MDF-Anlagen ist bereits in<br />
Betrieb; jede dieser Anlagen ist für die<br />
Herstellung dünner MDF-Platten von 2mm<br />
sowie MDF in Möbelqualität bis zu 40mm<br />
geeignet. Die Anlagen sind identisch und<br />
enthalten: je eine ContiRoll ® (38m Länge x<br />
8,5ft Breite) und eine komplette SHS-Endfertigung<br />
bestehend aus Plattenhandlingund<br />
Lagersystem sowie einer Schleif- und<br />
Aufteilanlage. Tatsächlich legen die Anlagen<br />
einen neuen Geschwindigkeitsrekord<br />
in China fest – 1.200mm/s bei 3mm Dicke.<br />
S I E M P E L K A M P MASCHINEN- UND ANLAGENBAU S I E M P E L K A M P MASCHINEN- UND ANLAGENBAU 1 6 | 1 7<br />
Im Februar 2002 stieg DARE in Verhandlungen<br />
mit <strong>Siempelkamp</strong> für eine erste<br />
MDF-Anlage ein, die in Danyang, Jiangsu<br />
Provinz nahe den Metropolen Shanghai<br />
und Nanjing gebaut werden sollte.<br />
Bald wurde klar, dass dieses Projekt in<br />
einem äußerst knappen Zeitrahmen realisiert<br />
werden musste. Der Terminplan –<br />
14 Monate bis zum 1. Plattetermin – ist in<br />
China nie zuvor erreicht worden. Die Garantieanforderungen<br />
waren hart, die Erwartungen<br />
groß. Nach drei Monaten intensiver<br />
Auswertung entschloss sich DARE, Verträge<br />
mit drei Lieferanten zu unterzeichnen. Der<br />
Refiner sollte von Andritz/Österreich, die<br />
Energiezentrale von Vyncke/Belgien geliefert<br />
werden. <strong>Siempelkamp</strong> hat das gesamte<br />
Anlagenengineering übernommen und lieferte<br />
die komplette Ausrüstung: Leimsystem,<br />
Fasertrockner, Sichter, Form- und Pressenstraße,<br />
Kühl- und Abstapelanlage, automatisches<br />
Lagersystem, Schleiflinie und Aufteilanlage.<br />
Ein großer Teil der Ausrüstungen sollte<br />
nach Engineering-Zeichnungen vor Ort gefertigt<br />
werden , die gemäß Vertrag zu liefern<br />
waren. Diese Arbeit umfasste u.a. den Stahl-<br />
bau, die Förderer, Silos und Rohrleitungen bis<br />
zur Verkabelung und Verrohrung und wurde<br />
vom Bejing Design Institute koordiniert.<br />
Seitens der Lieferanten wurde das gesamte<br />
Engineering durch <strong>Siempelkamp</strong>s Engineering<br />
Gesellschaft Sicoplan/Belgien koordiniert.<br />
Alle Terminpläne wurden eingehalten<br />
und sogar unterschritten, denn das gemeinsame<br />
Projektteam arbeitete effektiv zusammen,<br />
so dass diese Anlage noch vor der<br />
Zeit in Betrieb gehen konnte. Schwere<br />
Regenfälle während der Konstruktionsphase<br />
und selbst die SARS-Krise konnten<br />
den Fortschritt nicht stoppen. Die erste<br />
Platte wurde am 31. Juli 2003 hergestellt; als<br />
die Anlage am 28. August 2003 offiziell in<br />
Betrieb genommen wurde, lief sie bereits im<br />
3-Schicht-Betrieb und übertraf alle Erwartungen.<br />
Die Abnahme erfolgte im Oktober<br />
2003 und alle Beteiligten waren stolz auf<br />
ihre Leistungen. Ein wesentliches Merkmal<br />
dieser Anlage ist die Fähigkeit, dünne Platten<br />
(2mm bis 5mm) bei hohen Geschwindigkeiten<br />
bis zu 1.200mm/s zu produzieren.<br />
<strong>Siempelkamp</strong> ist unbestritten Marktführer<br />
bei dieser Technologie; es handelt sich um
ein System, das nicht nur die Presse, sondern<br />
auch alle anderen Komponenten beinhaltet.<br />
Keine andere Anlage ist je in der Lage gewesen,<br />
innerhalb von nur drei Tagen auf diese<br />
Anlagengeschwindigkeit hochzufahren. Der<br />
neu entwickelte Presseneinlauf mit seinem<br />
“Wärme-Boostersystem” erbringt äußerst<br />
gute Leistungen und zurzeit ist DARE 1 die<br />
größte und schnellste Anlage in China.<br />
Im Jahr 2002 erstand DARE die Aktienmehrheit<br />
im Laminatfußboden-Geschäft der<br />
Marke „Power Dekor”. Diese Marke ist anerkannter<br />
Marktführer im hochwertigen Fußbodensegment<br />
in China; bisher hat man<br />
ausschließlich importiertes HDF verarbeitet.<br />
In mehr als 2.000 Geschäften wird in China<br />
der Fußboden verkauft; DARE hat mit diesem<br />
Schachzug einen Zugang zu diesem<br />
boomenden Markt erhalten und sich einen<br />
Die ContiRoll ® -Presse für Mitteldichte Faserplatten (MDF), die schnellste Presse in Asien.<br />
Gegenüber: Ein Blick in den Kontrollraum; von hier wird die ganze Anlage gesteuert<br />
Platz im Bereich qualitativ hochwertiger<br />
Produkte geschaffen. DARE hat mit der<br />
Herstellung von Laminat-Fußboden in<br />
Danyang begonnen und ist zu einem Lieferanten<br />
kompletter Systeme geworden.<br />
In vielerlei Hinsicht wird Danyang, der<br />
Firmensitz von DARE, zum Zentrum der<br />
Holzindustrie Chinas. DARE hat kürzlich<br />
die Produktion von qualitativ hochwertigem<br />
Parkett-Fußboden sowie eine Anlage zur<br />
Herstellung von Möbeln neben der MDF-<br />
Anlage errichtet. Dies ist das erste Mal, dass<br />
eine chinesische Gesellschaft die gesamte<br />
Wertschöpfungskette in der Holzindustrie<br />
vollständig ausschöpft DARE hat bereits<br />
zwei weitere Möbelfabriken in der Provinz<br />
Fujian erworben und plant Zukäufe in der<br />
Provinz Guangdong, der Heimt der chinesischen<br />
Möbelherstellung, dort, wo DARE<br />
S I E M P E L K A M P MASCHINEN- UND ANLAGENBAU S I E M P E L K A M P MASCHINEN- UND ANLAGENBAU 1 8 | 1 9<br />
seine dritte MDF-Fabrik errichten wird. Die<br />
Möbelherstellung wird damit zum weiteren<br />
Kerngeschäft. Die Möbel werden in erster<br />
Linie für den Export nach Nordamerika hergestellt,<br />
wo DARE seine eigene Verkaufsorganisation<br />
mit Sitz in Los Angeles hat.<br />
Möbel brauchen Spanplatten, eventuell OSB<br />
aber sicherlich ultradünne MDF. DARE hat<br />
die Ambitionen und die Kraft, Marktführer<br />
zu werden. Und <strong>Siempelkamp</strong> ist der auserwählte<br />
strategische Partner.<br />
EXKURS: MARKTENTWICKLUNG BEI HOLZWERKSTOFFEN IN CHINA<br />
Nach der Öffnung Chinas zum Westen und dem Beitritt zur WHO konnte ein starker Aufschwung der chinesischen Holzwerkstoff-Industrie beobachtet werden. Grundlage dieser<br />
Entwicklung sind ein starkes Wachstum des Bruttosozialprodukts, zum Teil im zweistelligen Prozentbereich, die Möglichkeit Eigentum zu erwerben und ein für westliche Statistiken<br />
ungeahnter Bauboom. Der Output der Möbelherstellung in 2003 wird auf über USD 24Mrd. geschätzt. Exportiert werden Möbel im Wert von über USD 7Mrd., davon über die Hälfte<br />
nach Nordamerika. Schätzungen zufolge liegt das jährliche Wachstum bei 6%, wobei insbesondere der Inlandsverbrauch steigt. Auch der Hochbausektor hat einen enormen<br />
Aufschwung genommen. Das liegt zum einen daran, dass immer mehr Büroraum benötigt wird, zum anderen rollt eine Erneuerungswelle des Wohnbaus durch das Land. So werden<br />
pro Jahr ca. 8-9Mio. Wohneinheiten fertiggestellt und übersteigt damit die europäische Bauaktivität um das vier- bis fünffache.<br />
China ist heute einer der großen Laminatboden-Produzenten. Es wird geschätzt, dass 150-180Mio.m2 pro Jahr produziert werden, wovon 30% in den Export gehen. China reifte<br />
in kürzester Zeit vom Importland zum wichtigen Exporteur für diese Produkte. Der Zuwachs wird auf 20% p.a. in den nächsten Jahren prognostiziert. Dieses sehr positive<br />
Marktumfeld hat eine starke Nachfrage nach qualitativ hochwertigen Platten ausgelöst, in erster Linie MDF-Platten. Traditionell gibt es viele kleine Hersteller dieser Plattenware,<br />
die aber oft unzureichende Qualitäten (gerade für den Export) produzieren. Daher sind die Investoren dazu übergegangen, modernste Anlagen aus Europa zu kaufen, die mit sehr<br />
hohen Kapazitäten und hervorragenden Qualitäten aufwarten können. Mit diesen Anlagen schaffen sich die Hersteller die Möglichkeit, auf höchstem Niveau zu niedrigen Kosten<br />
die holzverarbeitenden Betriebe auch in Zukunft bedienen zu können. So wurden in 2003 etwa 9,0Mio.m3 MDF produziert.<br />
In <strong>2004</strong> werden noch 12 neue Anlagen in Betrieb gehen, die zusammen mit 2,1Mio.m3 die Produktion dann auf über 11Mio.m3 treiben werden. Auch für die vorhandenen<br />
Strukturen und das riesige Land ist das eine Herausforderung. So wird wohl das Angebot an Halbfertig- und Fertigwaren rasch ansteigen und den Inlandskonsum beflügeln.<br />
Gleichzeitig werden die Export-Aktivitäten anziehen.
EINIGE FRAGEN AN MR. CHEN XINGKANG<br />
SIEMPELKAMP SPRACH MIT HERRN CHEN XINGKANG, CHAIRMAN UND PRESIDENT OF DAREGLOBAL CORP.,<br />
ÜBER SEIN UNTERNEHMEN, ZUKÜNFTIGE MÄRKTE UND GENERELLE ENTWICKLUNGEN<br />
Mr. President, beschreiben Sie uns bitte die vielfältigen Aktivitäten der<br />
DareGlobal Group.<br />
Das Unternehmen wurde 1978 gegründet. Von Anfang an waren wir im<br />
Sektor dünner Aluminium-Folien und Verpackungsmaterial tätig. Daraus<br />
entwickelte sich die Herstellung von Spezialpapieren für Zigarettenpackungen<br />
sowie deren Bedruckung. Auch die Herstellung von Filtern für<br />
Zigaretten wird in unserer Gruppe betrieben.<br />
Ein anderer Geschäftszweig ist die Herstellung von hochwertigen<br />
Aluminiumrädern für die Kfz-Industrie. Aber auch in der IT-Industrie ist<br />
DareGlobal mit der Herstellung von Lasern und Halbleitern zur optischen<br />
Datenübermittlung sowie Notebook-PCs vertreten. Sie sehen, wir sind ein<br />
diversifiziertes Unternehmen mit zur Zeit 10.000 Mitarbeitern und einem<br />
Umsatz von ca. USD 400Mio. in 2003.<br />
Und jetzt steigen Sie im großen Stil in die Herstellung von MDF/HDF-<br />
Platten ein. Warum das?<br />
Ursprünglich beschäftigen wir uns mit Aluminium, Papier, Plastik und<br />
Verpackungsmaterial. Da erscheint uns Holz als Rohmaterial nicht so weit<br />
entfernt. Außerdem haben wir große Erfahrung bei Verbundwerkstoffen<br />
(Alu/Papier), die wir auf die Beschichtung von Holzwerkstoffen übertragen<br />
können, z.B. bei Laminatböden. Dieses Produkt ist auf dem Weg, eines der<br />
wichtigsten Massenprodukte im Innenausbau in China zu werden. Und<br />
damit kann man, wenn man es richtig anstellt, einen sehr ordentlichen<br />
Deckungsbeitrag erwirtschaften.<br />
Wie ist Ihre Strategie zur Vermarktung von Laminatboden?<br />
Wir haben natürlich die enorme Nachfrage nach diesem Produkt bemerkt.<br />
Da wir ein vorsichtiges Unternehmen sind, haben wir zuerst Platten aus<br />
Europa importiert, um zu sehen, wie sich diese Qualitäten hier vermarkten<br />
lassen. Das ist unsere Grundstrategie: Wir denken vom Markt aus.<br />
Wenn der Markt uns sagt, das Produkt ist ok, gib uns mehr, dann machen<br />
wir das – und zwar professionell.<br />
Das heißt, wir haben uns damals entschlossen die besten Maschinen zur<br />
Herstellung von MDF/HDF-Platten zu kaufen, um einen qualitativ hochwertigen<br />
Laminatboden herstellen zu können.<br />
Die Marke „Power Dekor“ steht für Qualität im Laminatboden in China<br />
und in den Exportmärkten schlechthin. Um die Vermarktung nach unseren<br />
Vorstellungen zu sichern, bauten wir eine Handelskette für Bauprodukte<br />
auf, die im Franchise-System funktioniert.<br />
S I E M P E L K A M P MASCHINEN- UND ANLAGENBAU S I E M P E L K A M P MASCHINEN- UND ANLAGENBAU 2 0 | 2 1<br />
Im nächsten Jahr werden wir 2000 Läden in China haben, die unsere<br />
Produkte verkaufen. In diesen Läden wird die Beratung der Kunden ganz<br />
intensiv betrieben. Das schafft Kundenbindung durch zufriedene Kunden,<br />
die auch gerne ein paar Yüan mehr für Qualität ausgeben.<br />
Sie nutzen also die Vorteile, die eine komplette Wertschöpfungskette bietet?<br />
Ja, das ist schon immer die DareGlobal-Strategie gewesen.<br />
Alles aus einer Hand und auf jeder Stufe die Wertschöpfung optimal ausnutzen.<br />
Das ist unser Ziel, dem wir im Holzwerkstoffbereich schon sehr<br />
nahe gekommen sind:<br />
So besitzen wir in den Provinzen Jiangsu, Guangdong und Anhui 133.000 ha<br />
Land, das wir mit schnell wachsenden Bäumen wie Pappeln, Eukalyptus<br />
und Pinien aufgeforstet haben. Die ersten Ernten werden in 2005 und 2006<br />
erfolgen. Bis dahin haben wir eine MDF/HDF Kapazität von über einer<br />
Million Quadratmeter installiert. Dare I in Danyang ging im August 2003<br />
in den 3-Schichtbetrieb, die anderen drei MDF-Werke werden im Laufe des<br />
Jahres <strong>2004</strong> ihren Betrieb aufnehmen.<br />
Unser Ziel ist es, dann 50Mio.m2 Laminatboden zu erzeugen<br />
und zu vermarkten.<br />
Daneben betreiben wir aber auch schon Möbelfabriken, die auch die<br />
Zulieferungen aus unseren MDF-Linien aufnehmen.<br />
Sie sehen, wir planen sehr langfristig. Wir wollen Sicherheit haben, indem<br />
wir eine Kette aufbauen. Mit Bäumen allein kann man keine befriedigenden<br />
Geschäfte machen, aber mit Produkten für den Endverbraucher sieht<br />
das ganz anders aus.<br />
Wie stellt sich der Markt für Laminatboden in China dar?<br />
Laminatboden ist ein ganz hervorragendes Produkt für China. Erstens aus<br />
der Tradition der Hartböden, in China ist das Produkt „gelernt“. Zweitens<br />
ist es nicht teuer und kann leicht von jedermann verarbeitet werden.<br />
Drittens kommt es natürlich zum richtigen Zeitpunkt: Die Menschen investieren<br />
verstärkt in Wohnungen und Häuser, es werden jedes Jahr<br />
Millionen Einheiten fertiggestellt. Wir schätzen den Verbrauch für<br />
Laminatboden auf 150Mio.m2 im Jahr allein in China, bei einem jährlichen<br />
Wachstum von gut 20%.<br />
DareGlobal hat z.Z. 30% Marktanteil im Qualitätssegment mit der Marke<br />
„Power Dekor“ und wir wollen diesen Marktanteil zielstrebig ausbauen,<br />
natürlich auch über die Erschließung von Exportmärkten.<br />
„Wenn der Markt uns sagt, das Produkt ist<br />
gut, gib uns mehr, dann machen wir das –<br />
und zwar professionell“<br />
Was bietet DareGlobal in der Möbelfertigung?<br />
Wir produzieren heute schon Massiv- und Kastenmöbel für den einheimischen<br />
Markt und den Export. Mittelfristig wird die amerikanische<br />
Möbelindustrie verstärkt in China fertigen lassen.<br />
Diesen Trend machen wir uns zunutze und bieten großen amerikanischen<br />
Möbelhändlern eine Fertigung hier in China.<br />
Eine zweite Möglichkeit ist, dass wir kleine Möbelhersteller in den USA<br />
ermutigen, unsere Produktionslinien zu nutzen. Das erspart ihnen den<br />
kostspieligen Gang in den Aufbau einer eigenen Produktion hier in China,<br />
mit all seinen Problemen für ausländische Investoren. Mit dieser<br />
Doppelstrategie hoffen wir, in den nächsten Jahren das Wachstum bei der<br />
Möbelproduktion zu beschleunigen.<br />
Langfristig sind wir aber auf den heimischen Markt mit seinem überragenden<br />
Potenzial ausgerichtet.<br />
Warum haben Sie die <strong>Siempelkamp</strong> Maschinen- und Anlagenbau als<br />
Lieferant für die 4 MDF-Werke ausgewählt?<br />
Diese Frage hat Ihnen sicher schon auf den Nägeln gebrannt!<br />
Wie Sie aus unserer strategischen Ausrichtung ersehen können, sind wir<br />
nur an der Produktion und dem Vertrieb von qualitativ sehr hochwertigen<br />
Produkten interessiert.<br />
Diese Produkte lassen sich nur mit den besten Maschinen, die es am Markt<br />
gibt, herstellen – vor allem wirtschaftlich herstellen. Das ist wichtig, denn<br />
wirtschaftliches Produzieren erhöht über weitergegebene Einsparpotenziale<br />
letztlich den Marktanteil.<br />
Das erklärt, warum wir uns für die modernste Technik von <strong>Siempelkamp</strong><br />
entschieden haben. DareGlobal denkt in langen Zeiträumen, wie Sie meinen<br />
Ausführungen schon entnehmen konnten. Da war uns ein starker<br />
Partner als Maschinenlieferant mit dem größten Weltmarktanteil im<br />
MDF-Anlagen-Markt natürlich recht.<br />
Und – last but not least – die jetzt angelaufene Anlage Dare I in Danyang<br />
ist eine Referenzanlage. Wir sind mit der Leistung von <strong>Siempelkamp</strong> sehr<br />
zufrieden und konnten damit guten Gewissens drei weitere Anlagen<br />
nach Krefeld vergeben.
Der neue Airbus A380 wird ein Flugzeug<br />
der Superlative: 555 Passagiere finden auf<br />
zwei Etagen Platz, die Reichweite beträgt<br />
etwa 15.000km und der Kerosinverbrauch<br />
liegt pro Kopf auf dem Niveau eines Mittelklassewagens.<br />
Durch die Verwendung modernster<br />
Materialien ist das Flugzeug stabiler<br />
und zugleich leichter als jedes andere<br />
Linienflugzeug.<br />
Möglich werden solche Leistungen erst<br />
durch das erfolgreiche Zusammenspiel verschiedenster<br />
Disziplinen und Spezialisten, und<br />
einer dieser Spezialisten ist die <strong>Siempelkamp</strong><br />
Prüf- und Gutachter-Gesellschaft mbH, kurz<br />
SPG. Gemeinsam mit der HIM Stade, einem<br />
Ingenieurbüro, das sich auf die Messtechnik<br />
rund um den Dehnungsmessstreifen spezialisiert<br />
hat (siehe auch Exkurs: Dehnungsmessstreifen),<br />
wurde die ARGE HIM SPG<br />
gegründet. Eine Kooperation, die eine umfassende<br />
und flexible Betreuung besonders<br />
auch großer Projekte weltweit ermöglicht.<br />
Die ARGE hat von der Airbus Deutschland<br />
GmbH den Auftrag erhalten, die Installation<br />
von Dehnungsmessstreifen (DMS) an ver-<br />
schiedenen Zellen des neuen Airbus A380<br />
durchzuführen. Diese Zellen werden für die<br />
statischen Versuche in Toulouse, die Ermüdungsversuche<br />
bei der IMA in Dresden<br />
sowie für die Flugerprobungsmaschinen verwendet.<br />
Die Arbeiten finden vor Ort bei der<br />
Airbus Deutschland GmbH in Hamburg statt.<br />
Neben der Installation der DMS umfassen<br />
die Aufgaben auch die zeitgenaue Bereitstellung<br />
aller erforderlichen Materialien. Im<br />
November 2003 wurden die ersten DMS<br />
appliziert, und die Arbeiten werden voraussichtlich<br />
Ende <strong>2004</strong> abgeschlossen sein. Ab<br />
November 2005 soll bei der IMA in Dresden<br />
dann der Ermüdungsversuch am Airbus<br />
A380-800 gestartet werden. Dieser Test stellt<br />
den bisher größten Betriebsfestigkeitsversuch<br />
an einer vollständigen Flugzeugzelle dar.<br />
Aufgrund der Dimensionen dieses Flugzeugs<br />
musste dafür am Dresdner Flughafen extra<br />
eine neue Halle gebaut werden. Solche<br />
Lebensdauertests werden von den Luftfahrtbehörden<br />
als Voraussetzung für einen späteren<br />
sicheren Einsatz verlangt, da bei der<br />
Erstellung von Festigkeitsnachweisen und<br />
S I E M P E L K A M P PRÜF- UND GUTACHTER-GESELLSCHAFT B U L L E T I N PRÜF- UND GUTACHTER-GESELLSCHAFT 2 2 | 2 3<br />
Verschaltungsplatine eines Dehnungsmessstreifens Flaggschiff des 21. Jahrhunderts: Die A380<br />
AIRBUS A380 – SICHERHEIT REIST MIT<br />
VON STEPHAN KAISER<br />
in der Spannungsanalyse trotz hoch entwickelter<br />
Berechnungsmöglichkeiten nicht<br />
auf den experimentellen Nachweis verzichtet<br />
werden kann. Für die Spannungsanalyse<br />
und für die Bewertung der Betriebsfestigkeit<br />
sind während der Tests neben der Aufzeichnung<br />
von Kräften und Verformungen vor<br />
allem begleitende Messungen der Dehnungen<br />
an allen kritischen Bereichen der Zelle<br />
erforderlich. Dazu werden kritische Bereiche,<br />
in denen beispielsweise Spannungskonzentrationen<br />
(Krafteinleitungen, Tragelemente),<br />
Querschnittsübergänge (Tür- und Fensterausschnitte)<br />
oder andere Unstetigkeiten vorliegen,<br />
mit geeigneten Dehnungsmessstreifen<br />
ausgerüstet und verkabelt.<br />
Profitieren werden davon sowohl Airlines<br />
als auch Passagiere. Dank der Arbeit von<br />
SPG wird das Flugzeug sparsamer, komfortabler<br />
und nicht zuletzt sicherer als bisherige<br />
Linienflieger.<br />
EXKURS: GRUNDLAGEN DER<br />
DEHNUNGSMESSSTREIFENTECHNIK<br />
Jeder Konstrukteur muss sich von der Haltbarkeit<br />
seiner Konstruktion überzeugen. Die Bauteile müssen<br />
so bemessen sein, dass sie den auftretenden<br />
Beanspruchungen widerstehen. Besonders strenge<br />
Maßstäbe sind dann anzulegen, wenn im Falle des<br />
Versagens eines Bauteils mit der Gefährdung von<br />
Menschen zu rechnen ist.<br />
Die Bemessung der Bauteile erfolgt nach den Regeln<br />
der Festigkeitslehre. Dabei wird unterschieden zwischen<br />
statischer und dynamischer Beanspruchung.<br />
Die Festigkeitsrechnung setzt natürlich voraus, dass<br />
die Beanspruchung des Bauteils im späteren Betrieb<br />
ihrer Natur und ihrer Größe nach bekannt ist.<br />
Das ist jedoch nicht immer erfüllt. Dann muss man<br />
sich mit sogenannten Lastannahmen begnügen, die<br />
auf Schätzungen oder Erfahrungen mit bereits ausgeführten<br />
ähnlichen Bauteilen beruhen. Aber wie das<br />
mit Schätzungen nun einmal ist, enthalten sie immer<br />
einen gewissen Unsicherheitsgrad. Außerdem gibt es<br />
Bauteilformen, deren mechanische Beanspruchung<br />
mit mathematischen Methoden nicht exakt<br />
erfasst werden können. Dann hilft nur ein Experiment,<br />
um an einem Prototyp, am fertigen Bauteil<br />
selbst oder aber an einem Modell die wirklich auftretenden<br />
Beanspruchungen zu ermitteln. Die dazu angewandten<br />
Methoden werden unter dem Begriff<br />
„experimentelle Spannungsanalyse" zusammengefasst.<br />
Deren Einsatzgebiete sind vielfältig: In Materialtests<br />
wird sie eingesetzt, um das Verhalten der Werkstoffe<br />
zu bestimmen und um Verformungs- und Spannungszustände<br />
in Konstruktionen bzw. Konstruktionselementen<br />
im Entwurfstadium vorherzusagen. Des<br />
Weiteren sind durch Experimente und Messungen<br />
theoretische Entwicklungen zu bestätigen und die<br />
Ergebnisse numerischer Analysen zu prüfen. Und<br />
schließlich werden Methoden der experimentellen<br />
Spannungsanalyse in zunehmendem Maße auch zur<br />
Überwachung und Kontrolle der Produktionsprozesse<br />
eingesetzt, um die Qualität der Produkte zu verbessern<br />
und zu garantieren.<br />
Eine der wichtigsten Messmethoden der experimen-<br />
tellen Spannungsanalyse ist die Dehnungsmessstrei-<br />
fen-Technik. Sie ermöglicht es, die Beanspruchung<br />
eines Bauteils innerhalb weiter Grenzen zu ermitteln<br />
– und das ohne dessen Schädigung oder Zerstörung.<br />
Ein Dehnungsmessstreifen (DMS) kann nicht die Bauteilbeanspruchung<br />
selbst messen, doch sind ihm die<br />
an der Oberfläche dieser Teile auftretenden Verformungen<br />
zugänglich, die mit der Bauteilbeanspruchung<br />
auf gesetzmäßige Weise verknüpft sind. Kennt<br />
man diese Gesetze, so lässt sich aus dem Ergebnis<br />
der Dehnungsmessung eine zutreffende Aussage<br />
über die Bauteilbeanspruchung selbst herleiten. Das<br />
setzt aber voraus, dass schon bei der Befestigung<br />
und der Verschaltung der DMS gewisse Regeln eingehalten<br />
werden.
GRÖSSE IST KEINE FRAGE: TROCKNER-MONTAGE GIBTS<br />
JETZT AUF DER BAUSTELLE...<br />
VON ANDREAS KLUG<br />
Im Zuge der ständig wachsenden Anlagenkapazitäten<br />
ist auch die Firma BÜTTNER<br />
gefordert, immer größere Trockner zu konzipieren.<br />
Besondere Herausforderungen ergeben sich<br />
hierdurch insbesondere bei dem Transport<br />
der Trocknertrommeln. BÜTTNER hat sich<br />
auf diese Situation eingestellt und ist in der<br />
Lage, die Trommeln unmittelbar auf der<br />
Baustelle zu fertigen. Eine Baustellenfertigung<br />
bietet sich immer dann an, wenn aufgrund<br />
der Größe der Bauteile oder besonderer<br />
logistischer Einschränkungen der<br />
Transport einer zwei- oder dreifach geteilten<br />
Trommel nicht möglich oder mit sehr hohen<br />
Kosten verbunden ist. Da die Fertigung der<br />
Trommel lediglich vom Herstellerwerk auf<br />
die Baustelle verlagert wird, verlängert sich<br />
die Lieferzeit der Trommel bzw. der<br />
Zeitpunkt der Fertigstellung der Trommel<br />
durch die Vor-Ort-Fertigung nicht.<br />
So wurden beispielweise im letzten Jahr für<br />
die Firma Huber in Oklahoma, USA, zwei<br />
OSB-Trommeln mit jeweils einem Durchmesser<br />
von 6,2m, einer Länge von 33m und<br />
einem Gesamtgewicht von 190t unmittelbar<br />
auf der Baustelle gefertigt. Dazu wurden<br />
jeweils zwei Kopfstücke sowie zehn Mantelsegmente<br />
auf Trucks angeliefert – Tieflader<br />
oder Schwergut-Transporter waren nicht<br />
notwendig.<br />
B Ü T T N E R TROCKNUNGS- UND UMWELTTECHNIK B Ü T T N E R TROCKNUNGS- UND UMWELTTECHNIK 2 4 | 2 5<br />
Die Firma Huber in Oklahoma<br />
erhielt zwei OSB-Trommeln mit einem<br />
Gesamtgewicht von 190t, deren<br />
Transport „am Stück“ nicht möglich<br />
gewesen wäre. Durch die Fertigung<br />
gleich auf der Baustelle ermöglicht<br />
Büttner ganz neue Dimensionen für<br />
die gesamte Anlage<br />
Die Mantelsegmente waren bereits mit den<br />
Inneneinbauten bestückt und wurden auf<br />
der Baustelle zu einem Trommelmantel<br />
zusammengeschweißt. Anschließend erfolgte<br />
das Aufziehen der Laufringe. Die Trommeln<br />
wurden unmittelbar an den endgültigen<br />
Aufstellungspositionen, d.h. direkt über<br />
den Rollenstationen gefertigt. So mussten<br />
die Trommeln nach Aufziehen der Laufringe<br />
nur noch hydraulisch auf die Rollenstation<br />
abgelassen werden. Der Einsatz<br />
eines Schwerlastkrans entfiel damit gänzlich!<br />
In ähnlicher Weise erfolgte auch die<br />
Fertigung der Spänetrommeln für die<br />
Firmen Vanachai und Rayong in Thailand.<br />
Mit einer Vor-Ort-Fertigung ist BÜTTNER<br />
in der Lage, jedem Kunden unabhängig von<br />
der gewünschten Anlagengröße, dem vorgesehenen<br />
Standort und den damit verbundenen<br />
Transporteinschränkungen, individuelle<br />
Trocknerkonzepte zu liefern.<br />
Anlieferung der Trommelsegmente auf der Baustelle. Aufbau, Ausrichtung und Zusammenbau der<br />
Segmente zu einem Großtrockner
S I E M P E L K A M P NUKLEARTECHNIK S I E M P E L K A M P NUKLEARTECHNIK 2 6 | 2 7<br />
„Danke, Jungs“<br />
FÜR GUT ZWEI JAHRE DURFTE SICH DIE SNT-RÜCKBAU-<br />
MANNSCHAFT IN JÜLICH AUF DEN SPUREN DES ZAUBERERS<br />
UND PROPHETEN MERLIN FÜHLEN. MIT ZAUBEREI HATTE<br />
IHRE ARBEIT JEDOCH WENIG ZU TUN, HARTE REALITÄTEN<br />
BESTIMMTEN DEN TAGESABLAUF. DENN ES GING DARUM,<br />
DEN REAKTORBLOCK DES FORSCHUNGSREAKTORS MERLIN<br />
ZURÜCKZUBAUEN<br />
ZAUBERER ZURÜCKGESTUTZT<br />
BERICHT VOM RÜCKBAU DES KERNREAKTORBLOCKS FRJ-1 „MERLIN“<br />
DURCH SIEMPELKAMP NUKLEARTECHNIK<br />
VON DR. WOLFGANG STEINWARZ<br />
Der Forschungsreaktor mit dem Kürzel FRJ-1<br />
war ein mit Leichtwasser moderierter und<br />
gekühlter sogenannter „Schwimmbad-Reaktor“<br />
britischer Bauart.<br />
Seit 1964 wurde er zur Durchführung von<br />
Experimenten, anfänglich mit 5MW, ab<br />
1971/72 mit 10MW thermischer Leistung<br />
betrieben. 1985 wurde der FRJ-1 abgeschaltet,<br />
die Brennelemente wurden aus der<br />
Anlage entfernt. Erst ab 1998 wurden die<br />
nächsten Stilllegungs- und Rückbauschritte<br />
mit der Demontage der Peripherie, der<br />
Experimentiereinrichtungen und der Reaktortankeinbauten<br />
vollzogen.<br />
Ende 2000 erhielt dann das Konsortium GNS<br />
(Gesellschaft für Nuklear-Service mbH)/SNT<br />
den Auftrag, Planung und Rückbau des<br />
Reaktorblocks auszuführen. Im Herbst 2001<br />
startete die praktische Umsetzung. Der<br />
Abbau des Reaktorblocks wurde in mehreren<br />
Phasen durchgeführt. Zuerst wurde der<br />
Block von seinen Anbauten wie Reaktorbrücke,<br />
Reaktortop und den Toren der thermischen<br />
Säule befreit. Im Anschluss an<br />
diese Arbeiten wurde der gesamte Reaktorblock<br />
mit einer in dieser Größe ungewöhnlichen<br />
Einhausung versehen. In dieser<br />
2.700m 3 umfassenden Einhausung wurde<br />
eine 44t Schwerlastplattform für die Aufnahme<br />
der fernbedienten elektrohydraulischen<br />
Abbruchroboter integriert.<br />
Das Ein- und Ausschleusen von Abfällen,<br />
Werkzeugen und natürlich auch des Personals<br />
erfolgte über einen speziellen Schleusenbereich<br />
in der Einhausung. Innerhalb<br />
der Einhausung wurde mit einer speziellen<br />
Lüftungsanlage permanent be- und entlüftet,<br />
Stäube und Aerosole wurden stetig abgesaugt.<br />
Die eingesetzte Lüftungsanlage besaß ein<br />
Luftwechselvolumen von 12.000m 3 /h und<br />
gewährleistete den erforderlichen Luftwechsel<br />
in der Einhausung, das Absaugen von<br />
Betonpartikeln über einen Zyklonabscheider<br />
sowie der Schneiddämpfe bei thermischen<br />
Trennarbeiten.<br />
Den schwierigsten Teil des Rückbaus bildete<br />
das Entfernen der radiologisch hoch belasteten<br />
Strahlrohre. Diese Einbauten besaßen<br />
trotz der relativ langen Abklingzeit noch<br />
Dosisleistungen bis 300mSv/h. Der Stahlinnenliner<br />
war ebenfalls stark aktiviert und<br />
bot mit Dosisleistungen von bis zu 50mSv/h<br />
eine weitere Herausforderung an das Abbauteam.<br />
Durch Handhabung von fernbedienten<br />
Spezialsägen, Innenrohrabkreis-<br />
Vorrichtungen, Hebemagneten, Greifern<br />
und den Abbruchrobotern wurde zu keiner<br />
Zeit die zulässige individuelle Tagesdosis<br />
von 0,18mSv überschritten. Die veranschlagte<br />
Kollektivdosis von 32mSv für das<br />
gesamte Abbauteam während der "heißen<br />
Phase" konnte unterschritten werden.<br />
Behörde und Gutachter zeigten sich vom<br />
Strahlenschutz- und Logistikkonzept des<br />
Konsortiums überzeugt, es gab keine Beanstandungen.<br />
Insgesamt wurden rund 1.100t Material<br />
abgebaut, davon konnten ca. 540t über die<br />
vom Konsortium betriebene Freimessanlage<br />
uneingeschränkt freigegeben und somit<br />
konventionell entsorgt werden. Weitere 52ot<br />
radioaktiver Abfall wurden deklariert und an<br />
die Abteilung Dekontamination des Forschungszentrums<br />
Jülich abgegeben. Die<br />
Rückbauarbeiten wurden im Januar <strong>2004</strong><br />
beendet und die Reaktorhalle zwecks weiterer<br />
Nutzung an den Kunden FZ Jülich übergeben.<br />
Mit der erfolgreichen Abwicklung dieses<br />
Rückbauprojektes kann SNT auf eine signifikante<br />
Referenz verweisen, angesichts der<br />
anstehenden Stilllegungsaufgaben im kerntechnischen<br />
Bereich ein wichtiges Faustpfand.<br />
Möge MERLIN eine „zauberhafte“<br />
Zukunft bescheren!<br />
Die schematische Darstellung oben zeigt den Einsatz der fernbedienten elektrohydraulischen<br />
Abbruchroboter. Die Fotos (links und rechts) zeigen das Arbeitsumfeld in der Realität
Das ganze Ausmaß der Presse wird deutlich durch die zwei Ingenieure im Hubkorb (links).<br />
Auf der rechten Abbildung erkennt man die Heizplatte mit den Dampfkanälen<br />
GRÖSSTE DAMPF-INJEKTIONS-PRESSE DER WELT<br />
IN BETRIEB GENOMMEN<br />
VON CLAUS CLEMENS<br />
<strong>Siempelkamp</strong> erwarb Anfang der 80er Jahre<br />
eine Lizenz der Fa. Weyerhaeuser hinsichtlich<br />
eines Dampfpresskonzepts zur Herstellung<br />
dicker Holzwerkstoffe. Diese dickeren<br />
Produkte können auf konventionellen Pressen<br />
wirtschaftlich nicht hergestellt werden<br />
wegen extrem langer Presszeiten. Das Dampfpressverfahren<br />
dagegen zeichnet sich dadurch<br />
aus, dass eine Einetagen-Presse verwendet<br />
wird, deren Heizplatten neben der<br />
konventionellen Beheizung durch Thermoöl<br />
ein zweites Kanalsystem besitzen, welches<br />
mit Tausenden von kleinen Löchern Dampf<br />
über die Oberfläche der Heizplatten in das<br />
Produkt abgibt und in einem zweiten Schritt<br />
durch ein Vakuumsystem abgesaugt wird.<br />
Dies führt zu einer sehr schnellen Durchwärmung<br />
des Spankuchens und damit zu<br />
einer extrem kurzen Presszeit. Das wiederum<br />
bedeutet, dass auch sehr dicke Platten<br />
auf dieser Presse wirtschaftlich produziert<br />
werden können.<br />
Das Pressverfahren selbst ist ein extrem<br />
komplexes, bei dem die Dampfeingabe, die<br />
Presstemperatur, die Presszeit und die ver-<br />
schiedenen Druckstufen sehr sorgfältig aufeinander<br />
abgestimmt werden müssen.<br />
<strong>Siempelkamp</strong> hat als einziges unter den weltweit<br />
tätigen Unternehmen solche Dampfpressen<br />
gebaut, und zwar insgesamt neun,<br />
davon alleine drei für die Fa. Weyerhaeuser-<br />
TrusJoist.<br />
<strong>Siempelkamp</strong> war sehr stark in die Produktentwicklung<br />
– damals noch mit der Firma<br />
MacMillan Bloedel, Vancouver – eingebunden.<br />
Mitte der 80er Jahre wurden in unserem<br />
Forschungs- und Entwicklungszentrum<br />
zusammen mit MacMillan über 100 Timberstrand-Platten<br />
im Format 4ft x 8ft (1,22m x<br />
2,44m) auf unserer werkseigenen Dampfinjektionspresse<br />
produziert. Damit einher<br />
ging die gleichermaßen bedeutsame Entwicklung<br />
eines Streusystems. Es gab bis<br />
dahin keine Streumaschinen, die derart<br />
große Späne streuen konnten, ohne diese zu<br />
zerbrechen, und gleichzeitig so in ihrer<br />
Längsrichtung orientieren konnten, dass die<br />
optimalen physikalischen Platteneigenschaften<br />
erreicht wurden. Sehr groß dimensionierte<br />
Streubunker, spezielle Bunkeraus-<br />
S I E M P E L K A M P MASCHINEN- UND ANLAGENBAU S I E M P E L K A M P MASCHINEN- UND ANLAGENBAU 2 8 | 2 9<br />
tragsysteme und Scheiben-Orienter mussten<br />
entwickelt werden, um diesen anspruchsvollen<br />
Span zu verarbeiten. Neben der gemeinsamen<br />
Entwicklung des Produkts und der<br />
dazugehörigen Streu- und Pressensysteme<br />
hat die Fa. MacMillan damals eine intensive<br />
Markteinführung des Produkts betrieben<br />
und im Jahr 1989 die erste Timberstrand-<br />
Anlage in Deerwood/Minnesota gebaut.<br />
Dieses Werk ist mit einer Dampfpresse von<br />
8ft x 35ft Größe ausgerüstet und produziert<br />
nach wie vor erfolgreich.<br />
Ein zweites Werk wurde 1994 von TrusJoist,<br />
MacMillan in Hazard/Kentucky gebaut mit<br />
einer Dampfpresse von 8ft x 48ft Größe<br />
und das dritte Werk ging 2003 in Betrieb in<br />
Kenora/Ontario mit einer Dampfpresse von<br />
8ft x 64ft. Weyerhaeuser-TrusJoist ist heute<br />
das weltweit führende Unternehmen auf<br />
dem Gebiet der Herstellung von Engineered<br />
Lumber. Neben der Kompetenz, solche<br />
komplexen Werke erfolgreich zu betreiben,<br />
hat es Weyerhaeuser-TrusJoist meisterhaft<br />
verstanden, das Produkt hervorragend im<br />
Markt zu platzieren.<br />
Die Nachfrage kann selbst mit den drei<br />
großen Werken nicht befriedigt werden.<br />
Wesentlich für den Erfolg ist auch das konstante<br />
Bemühen der Fa. Weyerhaeuser-<br />
TrusJoist, das Produkt weiterzuentwickeln,<br />
neue Anwendungen zu finden. Eindrucksvolle<br />
Testeinrichtungen in Boise/Idaho, in<br />
denen ganze Häuser aufgebaut und mit<br />
allen denkbaren Belastungen gezogen werden<br />
können, gehen damit einher.<br />
Das Werk in Kenora wie auch die vorausgegangen<br />
Werke in Deerwood und Hazard<br />
beweisen eindrucksvoll, wie eine erfolgreiche<br />
Beziehung zwischen Kunde und Lieferant<br />
gestaltet werden kann.<br />
Von der Produktentwicklung über die maschinentechnische<br />
Entwicklung bis zum Bau,<br />
der Montage, der Inbetriebnahme der Werke<br />
wurde engstens zwischen Weyerhaeuser-<br />
TrusJoist und <strong>Siempelkamp</strong> zusammengearbeitet.<br />
Die Koordination mit vielen anderen<br />
Zulieferanten zu diesem Werk und die<br />
Koordination mit nordamerikanischen Engineering-Firmen<br />
gestaltete sich reibungslos<br />
und führte dazu, dass hier ein Werk entstanden<br />
ist, mit dem die Fa. Weyerhaeuser-<br />
TrusJoist hoch zufrieden ist und das einen<br />
vollen wirtschaftlichen und technischen<br />
Erfolg darstellt. Wir sind dem Werk nach<br />
wie vor mit unserer umfangreichen Service-<br />
Organisation eng verbunden.<br />
Die Scheibenorienter zur Streuung der langen Späne zu einer Matte<br />
EXKURS<br />
Timberstrand besteht aus großflächigen Spänen von<br />
ca. 2,5 cm Breite und 35 cm Länge.<br />
Das Produkt wird hergestellt in Platten von 2,6m x<br />
19,5m (103’ x 770 ’) und in Dichten von 610-<br />
720 kg/m3 (38-45pcf) sowie in Dicken von ca. 25 bis<br />
ca. 90mm (1,0’-3,5’). Anwendungen liegen v.a. im<br />
Hausbau (Fußboden, Rim Board, Türstürze, Rahmenbauweise).<br />
Die Vorteile des Produkts: Präzise definierte Eigenschaften,<br />
abgestimmt auf die Anwendung wie Biege-,<br />
Zug- und Scherfestigkeit, Quellungseigenschaft und<br />
dimensionale Stabilität. Zudem ist das Produkt im<br />
Gegensatz zu Vollholz, das im Wesentlichen durch<br />
Timberstrand ersetzt wird, frei von Rissen und Verwerfungen.<br />
Das Produkt ist ökologisch sinnvoll durch<br />
Verwendung von anderweitig kaum genutzten Holzarten<br />
wie Aspen (weed species). Die Ausnutzung des<br />
Rohholzes beträgt bis zu 76% (Yield) im Vergleich zu<br />
ca. 40% bei Sägewerkprodukten (Vollholz).<br />
Der Prozess: Die Aspen-Stämme im Durchmesser<br />
von 4" bis 10" werden entrindet, zerspant, getrocknet,<br />
beleimt (MDI-Leime), gestreut (unidirektional) und danach<br />
in einer Einetagen-Presse verpresst.<br />
Die Platten, die im Format von ca. 2,6m x 19,5m aus<br />
der Presse kommen, können bis zu 3t Stückgewicht<br />
haben. Diese Platten werden anschließend in einer<br />
sehr komplexen Endfertigung auf die individuellen<br />
Maße aufgeteilt.<br />
Das Werk in Ontario/Kanada ist das weltweit<br />
modernste Werk zur Herstellung von Engineered<br />
Lumber mit einer Fläche von 150acres (420.000sqft<br />
überdachte Hallenfläche).
ARBEITEN UNTER HOCHDRUCK<br />
VON HORST OEHLER<br />
Die nahezu weltweit zu verzeichnende<br />
Liberalisierung der Strommärkte stellt alle<br />
Beteiligten vor neue Herausforderungen.<br />
Um die Wettbewerbsfähigkeit zu bewahren<br />
und die strenger werdenden gesetzlichen<br />
Vorgaben zu erfüllen, fordern die Betreiber<br />
von Kernkraftwerken vor allem drei Dinge:<br />
Zum einen muss die Anlagenverfügbarkeit<br />
durch die Verkürzung zeitkritischer Vorgänge<br />
erhöht und zweitens die Strahlenbelastung<br />
für das Bedienpersonal reduziert<br />
werden. Die dritte wesentliche Forderung<br />
betrifft die Senkung der Betriebs- und<br />
Instandhaltungskosten durch Standardisierung<br />
von Systemkomponenten.<br />
Die Wenutec GmbH – ein Unternehmen<br />
der <strong>Siempelkamp</strong> Nukleartechnik GmbH –<br />
ist bestens gerüstet. Seit mehr als vierzig<br />
Jahren ist sie kompetenter Partner im<br />
Bereich der Schraubenspanntechnik für die<br />
Nuklearindustrie weltweit.<br />
Viele KKW in Deutschland, im europäischen<br />
Ausland und in Übersee zählen zum<br />
Teil seit vielen Jahren zu den zufriedenen<br />
Nutzern der Wenutec-Produkte und -Dienstleistungen.<br />
Die Einsatzbereiche in den<br />
KKW-Anlagen umfassen im Wesentlichen<br />
Schraubenspann-Maschine<br />
zum Öffnen und Schließen der vier 900 MW-<br />
Blöcke im KKW Dampierre, Frankreich.<br />
Rechts: Ersteinsatz im KKW Tianwan,<br />
Block I, VR China<br />
Reaktor-Druckbehälter, und zwar sowohl<br />
Druckwasser- als auch Siedewasserreaktoren<br />
und Primärkreiskomponenten wie Dampferzeuger,<br />
Hauptkühlmittelpumpen, Druckhalter<br />
u.a.. Wenutec hat sich insbesondere<br />
auf die Entwicklung und Anwendung von<br />
hydraulischen Schraubenspannsystemen,<br />
die mit Drücken bis zu 3.000bar arbeiten,<br />
spezialisiert. Diese Systeme zeichnen sich<br />
durch kurze Einsatzzeiten, kompakte Bauweise<br />
und geringe Gewichte aus, Vorteile,<br />
die insbesondere unter den begrenzten<br />
Raumverhältnissen in einem KKW sehr<br />
wichtig sind.<br />
Als einziger Hersteller weltweit liefert<br />
Wenutec sogenannte Multiple Stud Tensioner<br />
für Reaktoren westlicher und russischer<br />
Bauart; also Schraubenspannmaschinen, die<br />
gleichzeitig alle Schrauben eines Reaktordruckbehälters<br />
mit vorgegebener Kraft verbeziehungsweise<br />
entspannen. Diese Maschinen<br />
ermöglichen ebenfalls das Ein- bzw.<br />
Ausdrehen der Reaktor-Schrauben, die synchrone<br />
Messung der Dehnwerte aller Reaktorschrauben<br />
und damit das schnelle und<br />
betriebssichere Abdichten des Reaktordruckbehälters.<br />
Auf diesen Erfolgen hat sich<br />
Wenutec niemals ausgeruht, sondern reagierte<br />
auf die jüngsten Entwicklungen mit<br />
S I E M P E L K A M P NUKLEARTECHNIK / WENUTEC S I E M P E L K A M P NUKLEARTECHNIK / WENUTEC 3 0 | 3 1<br />
innovativen und wirtschaftlich attraktiven<br />
Lösungskonzepten und zwar nicht nur bei<br />
neuen Ausrüstungen, sondern gerade auch<br />
bei der Modernisierung solcher Schraubenspannmaschinen,<br />
die zum Teil seit 20 Jahren<br />
in Kraftwerken im Einsatz sind.<br />
Besonders attraktiv sind für KKW-Betreiber<br />
solche Modernisierungskonzepte, die bei im<br />
Einsatz befindlichen Ausrüstungen mit vermindertem<br />
Investitionsaufwand und kurzen<br />
Amortisationszeiten deutliche Effizienzsteigerungen<br />
erreichen.<br />
Möglich wird das, indem vorhandene Komponenten<br />
in technisch sinnvollem Unfang<br />
weiter verwendet und mit modernster<br />
Antriebs- und Steuerungstechnik kombiniert<br />
werden.<br />
Ein Beispiel der erfolgreichen Konzeptumsetzung<br />
ist die Modernisierung der<br />
Schraubenspannmaschine im Kernkraftwerk<br />
Palo Verde, Arizona, USA. Die vom Kunden<br />
definierte Aufgabenstellung lautete, die<br />
Zeiten für das Öffnen und Schließen der<br />
Reaktordruckbehälter in den drei KKW-<br />
Blöcken drastisch zu senken, und zwar<br />
unter Weiterverwendung der im KKW vorhandenen<br />
Schraubenspanntechnik. Die von<br />
Wenutec gemeinsam mit dem Kunden im
Schraubenspann-Maschine in St. Petersburg,<br />
Russland<br />
KKW durchgeführte Analyse ergab, dass die<br />
größten Einsparpotenziale im Bereich des<br />
Druckaufbaus für die Spanneinheiten und<br />
beim Ein- und Ausdrehen der Reaktorschrauben<br />
bestanden. Innerhalb von elf Monaten<br />
wurden zwei Hochdruckhydraulikaggregate<br />
und fünf Doppelschraubendrehgeräte entwickelt,<br />
gefertigt, geliefert und an die im<br />
KKW vorhandene Hardware angepasst.<br />
Während der Konstruktionsphase wurde<br />
größter Wert auf eine enge technische Abstimmung<br />
mit dem Betriebspersonal der<br />
KKW-Anlage gelegt. Hierdurch wurde nicht<br />
nur ein von beiden Vertragsparteien als<br />
optimal akzeptiertes Gesamtkonzept verabschiedet,<br />
es wurden gleichzeitig Serviceaspekte<br />
berücksichtigt, die dem Kunden<br />
Kosteneinsparungen bei der Ersatzteilhaltung<br />
sowie bei Wartungs- und Instandhaltungsarbeiten<br />
ermöglichen.<br />
Die Einsatzzeit der Schraubenspannmaschine<br />
konnte durch die Modernisierungsmaßnahmen<br />
von jeweils 8-10 Stunden für das Öffnen<br />
und Schliessen eines Reaktordruckbehälters<br />
auf zwei Stunden reduziert werden.<br />
Ein weiteres Beispiel für den Einsatz von<br />
Wenutec-Schraubenspannmaschinen ist die<br />
im Oktober 2003 erfolgte Inbetriebnahme<br />
einer Ausrüstung im KKW Tianwan 1&2 der<br />
Jiangsu Nuclear Power Corporation, VR China.<br />
Dieser Standort soll nach gegenwärtiger<br />
Planung zur größten KKW-Anlage in Ostasien<br />
ausgebaut werden und nach der letzten<br />
Ausbaustufe 8 KKW-Blöcke umfassen.<br />
Block 1 soll Ende <strong>2004</strong> ans Netz gehen. Die<br />
Inbetriebnahme für Block 2 ist für Ende<br />
Hydraulikaggregat modernster Bauart<br />
2005 vorgesehen. Es handelt sich bei beiden<br />
Blöcken um russische Druckwasserreaktoren,<br />
Typ VVER-1000.<br />
Grundlage für die Entscheidung des russischen<br />
KKW-Exporteurs zugunsten einer Schraubenspannmaschine<br />
von Wenutec – und gegen die<br />
russische Spanntechnik – waren die im KKW<br />
Kozloduy, Bulgarien, seit 1998 mit einer<br />
Wenutec-SSM erzielten Einsatzzeiten beim<br />
Öffnen und Schließen der Reaktoren sowie<br />
die Senkung der Strahlenbelastung für das<br />
Bedienpersonal. Die in Kozloduy dokumentierten<br />
Einsatzergebnisse überzeugten sowohl<br />
den russischen KKW-Exporteur als auch den<br />
chinesischen Kunden von der Überlegenheit<br />
der Wenutec-Technik im Vergleich zu der<br />
bisher in KKW russischer Bauart eingesetzten<br />
Technik. Um eine Direktbeantragung<br />
von Wenutec durch den russischen KKW-<br />
Exporteur umgehen zu können, wurde<br />
Mitte 2001 vertraglich vereinbart, die an<br />
das KKW Tianwan zu liefernde Schraubenspannmaschine<br />
in Kooperation mit der russischen<br />
Firma Komplekt-Atom-Ishora zu<br />
bauen. Ein Schritt, der für alle Partner Neuland<br />
bedeutete. Denn der Bau der Maschine<br />
erforderte die Abstimmung unterschiedlicher<br />
Technik- und Qualitätsstandards, die<br />
Harmonisierung verschiedener Mentalitäten<br />
und die Einhaltung differenzierter staatlicher<br />
Verordnungen. Heute kann gesagt werden,<br />
dass die Aufgabenstellung trotz aller<br />
Schwierigkeiten fristgerecht zur Zufriedenheit<br />
aller Entscheidungsträger gelöst wurde.<br />
Während der im Juni 2003 in St. Petersburg<br />
anlässlich der Werksabnahme bei Komplekt-<br />
S I E M P E L K A M P NUKLEARTECHNIK / WENUTEC S I E M P E L K A M P HANDLING SYSTEME / ATR INDUSTRIE-ELEKTRONIK<br />
3 2 | 3 3<br />
Atom-Ishora durchgeführten Präsentation<br />
der Tianwan-SSM, bekundeten führende<br />
Manager russischer und ukrainischer Kraftwerke<br />
großes Interesse, ihre KKW-Anlagen<br />
in den nächsten Jahren ebenfalls auf Wenutec-<br />
Technik umzurüsten.<br />
Die Einsatzzeiten beim Öffnen und Schliessen<br />
eines Reaktordruckbehälters mit der<br />
Wenutec-SSM reduziert sich auf durchschnittlich<br />
je 5-6 Stunden mit drei Mitarbeitern.<br />
Gegenüber 15-20 Stunden mit bis zu<br />
sieben Mitarbeitern bei der bisher in Einsatz<br />
befindlichen Schraubenspanntechnik russischer<br />
Hersteller ist das eine Zeitersparnis<br />
von über 60%. Ein schlagendes Argument<br />
für eine Umrüstung.<br />
Hinsichtlich der in China geplanten Errichtung<br />
und Inbetriebsetzung von 30 KKW<br />
Blöcken bis zum Jahr 2020 Grund genug für<br />
Wenutec, positiv in die Zukunft zu blicken.<br />
Und wie zufrieden Kunden damit sind, zeigt<br />
diese e-mail aus den USA:<br />
„The Arizona MST worked wonderfully.<br />
They detensioned and spun the studs out<br />
and had it back on the head stand in 2 hours.<br />
Everyone from the plant manager on down<br />
is thrilled with the results. My congratulations<br />
and thanks to everyone at Wenutec for a<br />
great job under so much pressure.”<br />
HIGH-END TECHNIK FÜR DIE HERSTELLUNG<br />
VON SANDWICH-PANELS<br />
EIN GEMEINSCHAFTSWERK DER SIEMPELKAMP TÖCHTER SHS UND ATR<br />
VON DR. ULRICH KEUCHEL UND WOLFGANG FRIEDL<br />
Bei der Herstellung von Metall-Sandwichelementen,<br />
die z.B. im Hallenbau eingesetzt<br />
werden, kommen Doppelbandanlagen zum<br />
Einsatz, deren komplexe Steuer- und Regelungstechnik<br />
an sich bereits hohe Anforderungen<br />
stellt.<br />
Wünscht der Anlagenbetreiber darüber hinaus<br />
ein umfassendes Leittechnikkonzept mit<br />
Anbindung der Auftragsplanung und mit<br />
lückenloser Materialflussverfolgung – von<br />
der Werkstoffzufuhr bis hin zur exakt steuerbaren<br />
Abstapelung und Verpackung des<br />
Endprodukts – so ist dessen erfolgreiche<br />
Realisierung ein Paradestück ganzheitlicher<br />
Systemintegration auf modernstem Stand.<br />
Decapanel in Südfrankreich beauftragte die<br />
<strong>Siempelkamp</strong> Handling Systeme mit dem<br />
Bau und der Inbetriebnahme einer solchen<br />
Doppelbandanlage, die von der ATR mit<br />
modernster Leittechnik aufgerüstet wurde:<br />
Die gesamte Produktion sollte leittechnisch<br />
erfasst und gesteuert werden – von Rohmateriallager<br />
und -zufuhr (Blechstränge auf<br />
Coils) über Profiliereinheit und Doppelbandanlage<br />
bis hin zu Abstapelung und<br />
Verpackung. Zudem war, mit Anbindung an<br />
die ERP-Ebene (Enterprise Resource Planning),<br />
eine flexible Auftragsplanung zu implementieren,<br />
die eine optimale Anlagenauslastung<br />
ermöglicht. Am Produktionsstandort läuft<br />
auf einem Rechner-Netzwerk das speziell<br />
Doppelbandanlage<br />
für diesen Anlagentyp entwickelte MES<br />
(Manufacturing Execution System). Unter<br />
Delphi programmiert und modular aufgebaut,<br />
ist das System an den Anforderungen<br />
des Betreibers orientiert und flexibel adaptierbar.<br />
Hier laufen alle Informationen aus<br />
dem Prozess zusammen, der von Visualisierungsrechnern<br />
mit eigens erstellten<br />
RSView-Applikationen und auf der Feldebene<br />
über mehrere SPS S7 gesteuert wird –<br />
teilweise mit 2 CPUs. Neben der neu implementierten<br />
Automatisierungstechnik wurden<br />
von den ATR-Spezialisten auch bereits<br />
vorhandene Komponenten integriert und<br />
im Leitsystem abgebildet (Visualisierungsrechner,<br />
-software und Steuerungen
Profilierstation mit beigestelltem Tandemwagen für den Wechsel der Profiliersätze<br />
für bestimmte Teilprozesse). Einzigartig ist<br />
das Auftragsplanungsmodul: Über eine<br />
Datentransferleitung erfolgt die Auftragsund<br />
Produktionsdatenkommunikation zwischen<br />
dem MES an der Anlage in Frankreich<br />
und dem zentralen Auftragswesen in<br />
Belgien. Schnittstelle ist dort die ATR-<br />
Produktionsdatenbank, auf die nun die<br />
Auftragsfeinplanung zugreift und – vollautomatisch<br />
oder nach Eingaben des Produktionsleiters<br />
– die optimale Sequenz von<br />
Fertigungslosen generiert, unter Berücksichtigung<br />
aller aktuellen Anlagenzustände<br />
und -kapazitäten. Dadurch ist es möglich,<br />
Werkstücke von gleicher oder ähnlicher<br />
Beschaffenheit in einem Durchgang zu<br />
produzieren und in einer vordefinierten<br />
Reihenfolge abzustapeln, auch wenn sie zu<br />
verschiedenen Aufträgen gehören (drei<br />
Stapelplätze werden angesteuert). Die Vorteile<br />
liegen auf der Hand: Die Anlage kann<br />
mit höheren Geschwindigkeiten und mit<br />
weniger Werkzeugwechseln gefahren werden.<br />
Und der Decapanel-Kunde wird sich<br />
freuen, wenn er seine Lieferung „just in<br />
time” und bedarfsgerecht gestapelt in der<br />
für ihn optimalen Verarbeitungsreihenfolge<br />
erhält. Elementare Voraussetzung ist eine<br />
lückenlose Materialflussverfolgung (trace<br />
and tracking):<br />
Von der Erfassung und Verbuchung des<br />
Ausgangsmaterials (Blech-Coils, PU Schaum-<br />
Grundstoffe, Mineralwolle etc.) über Blech-<br />
Profilierung, Verarbeitung im Doppelband,<br />
Ablängung, Stapelung und Verpackung<br />
muss permanent die Zuordnung zum Auftrag<br />
gesichert sein. Eine durchdachte Sensorik<br />
und ein zuverlässiger Datentransfer machen<br />
es möglich: Das Material passiert Referenzpunkte,<br />
an denen es, abhängig vom Verarbeitungsstatus,<br />
als Coil, Band, Panel oder<br />
Stapel erfasst wird. So erfolgt die Identifikation<br />
z.B. im Wareneingang und -ausgang<br />
über manuelle Dateneingabe, im Verarbeitungsprozess<br />
per Lasertechnik und Lichtschranken<br />
(mit Hilfe von Längenmessungen,<br />
Schnittmarkenerkennung etc.). Das System<br />
integriert dabei kontinuierliche und diskontinuierliche<br />
Produktionsschritte und wird<br />
durch spezielle Software-Module für die<br />
Lagerverwaltung von Ausgangsmaterialien<br />
und Fertigprodukten komplettiert. Der aktuelle<br />
Produktionsstatus wird kontinuierlich<br />
an das MES zurückgemeldet. Doch sind auf<br />
Basis dieser Informationen nicht mehr „nur”<br />
S I E M P E L K A M P HANDLING SYSTEME / ATR INDUSTRIE-ELEKTRONIK S I E M P E L K A M P HANDLING SYSTEME / ATR INDUSTRIE-ELEKTRONIK 3 4 | 3 5<br />
Protokolle und Reports verfügbar und Reaktionen<br />
bei der Anlagenbedienung möglich:<br />
Das System generiert automatisch die Nachproduktion<br />
von Elementen, die an der Säge<br />
als Ausschuss definiert worden sind, bestimmt<br />
in der Auftragsplanung deren optimalen<br />
Produktionszeitpunkt und ordnet sie<br />
erneut der entsprechenden Kommission zu.<br />
Mit Kompetenz und Erfahrung im Leittechnikbereich<br />
hat sich ATR bereits bei der<br />
Holzwerkstoffproduktion einen Namen gemacht.<br />
Dieses Know-how wurde jetzt auf<br />
Doppelbandanlagen übertragen und setzt<br />
hier neue Maßstäbe bei der Produktionsoptimierung.<br />
Mit einer solchen Doppelbandanlage von<br />
SHS lassen sich großflächige Sandwich-<br />
Fertigelemente sowohl mit Isolierungen aus<br />
Mineralwolle als auch Polyurethanschaum<br />
(PUR oder PIR) herstellen und versandfertig<br />
abstapeln. Eingesetzt werden die Elemente<br />
als Wandelemente, als Wandelemente mit<br />
verdeckter Befestigung oder als Dachelemente.<br />
Für den Bau von Lager-, Verkaufsund<br />
Produktionshallen bieten sich besonders<br />
Sandwichelemente mit einem Mineralwollkern<br />
an, da sie die höchste Brandschutz-<br />
Gesamtdarstellung des Steuerungskonzepts<br />
Klassifizierung – A2 nicht brennbar – erhalten.<br />
Sandwichelemente mit Hartschaumisolierung<br />
werden aufgrund ihrer hervorragenden<br />
Isoliereigenschaften überwiegend im<br />
Kühlhaus- und Industriehallenbau verwendet.<br />
Von den Doppelbandanlagen zum Herstellen<br />
dieser Sandwich-Isolierelemente verlangen<br />
die Betreiber eine immer flexiblere<br />
Nutzung. Angesichts der sehr hohen Investitionskosten<br />
müssen sich dabei Umstellungen<br />
ohne oder mit nur kurzen Betriebsunterbrechungen<br />
durchführen lassen. Die<br />
Konzeption des mechanischen Aufbaus der<br />
einzelnen Maschinengruppen wurde von<br />
SHS so ausgeführt, dass die Produktion nach<br />
manuellem Auflegen der Coils bis zur<br />
Verpackung vollautomatisch verläuft.<br />
Für einen unterbrechungsfreien Coilwechsel<br />
sind die Abcoilstationen doppelt ausgeführt,<br />
automatische Nietmaschinen verbinden<br />
ein neues Coil mit dem vorhergehenden,<br />
so dass die Anlage bei einem Coil- oder<br />
Farbwechsel kontinuierlich – ohne Anlagenstopp<br />
– weiterläuft.<br />
Des Weiteren besteht die Profilierstation aus<br />
einem motorisch verfahrbaren Tandemwagen<br />
mit Profiliersätzen zum schnellen<br />
Wechsel der Elementart.<br />
Sind die Mineralwollplatten in Stapeln angeliefert<br />
und vorkonfektioniert, werden sie mit<br />
einem oszillierend aufgetragenen Zweikomponentenkleber<br />
ohne Overspray umweltfreundlich<br />
mit den Blechdeckschichten verklebt.<br />
Beim Herstellen von Elementen mit Hartschaumisolierung<br />
erfolgt ein unterbrechungsfreier<br />
Gemischauftrag über ein Duplex-<br />
Beschichtungsportal mit zwei Mischköpfen.<br />
Nach einer gewissen Produktionszeit übernimmt<br />
automatisch und ohne Anlagenstopp<br />
der zweite Mischkopf den Schaumauftrag.<br />
Dann kann der bisher aktive Mischkopf von<br />
den beim Schaumauftrag unvermeidlich<br />
entstehenden Ablagerungen gereinigt werden.<br />
Das Doppelband bildet praktisch ein<br />
kontinuierlich umlaufendes Werkzeug, in<br />
dem der Kleber im Durchlauf reagiert bzw.<br />
der Isolierschaum treibt und das gleichzeitig<br />
zum Kalibrieren und Aushärten der Elemente<br />
dient. Bei den Antrieben der Gliederplattenketten<br />
für Ober- und Unterband ist die<br />
Laufgeometrie durch konstruktive Maßnahmen<br />
so optimiert, dass der normalerweise<br />
auftretende Polygoneffekt gleich null ist.<br />
Dadurch ergibt sich ein sehr gleichmäßiger<br />
Lauf des Doppelbands, während ohne diese<br />
Korrektur Schwankungen der Vorschubge-
schwindigkeit von bis zu 2% auftreten. Der<br />
gleichmäßige Lauf schont die empfindlichen<br />
Oberflächen der Isolierelemente, ergibt eine<br />
größere Laufruhe, vermindert den Verschleiß<br />
am Doppelband und reduziert die<br />
Schwingungsneigung.<br />
Der Querschneider zum Ablängen der<br />
Isolierelemente ist als mitlaufende Bandsäge<br />
mit schräg gestelltem Sägeband ausgeführt.<br />
Die Schrägstellung ergibt auch bei den<br />
Blechumschlägen am Elementrand einen<br />
sauberen Schnitt und trägt dadurch zur<br />
Erhöhung der Sägeband-Standzeit bei. In<br />
der Wartezeit zwischen zwei Schnitten fährt<br />
die Säge seitlich heraus und ist gut zugänglich.<br />
Dies ermöglicht einen Sägebandwechsel<br />
ohne Anlagenstopp.<br />
Nach der Kühlung laufen die Elemente<br />
schließlich in die vollautomatische Stapelanlage.<br />
Ein vorgeschalteter Wender ermöglicht<br />
dabei, auch Dachelemente mit tiefen<br />
Sicken raumsparend zu stapeln. Zusätzlich<br />
ist die Stapelanlage mit einer automatischen<br />
Paletten- und Polystyrolstreifen-Beschickung<br />
ausgestattet.<br />
Abschließend kommen die Elemente in die<br />
Verpackungsanlage. Dort werden die fertigen<br />
Stapel in einer automatischen Folienwickelmaschine<br />
je nach Bedarf vollständig<br />
oder teilweise mit Stretchfolie umwickelt.<br />
Nun können die Elemente ihren Weg auf die<br />
Baustellen antreten.<br />
Gesamtanlage zum Herstellen von Sandwichelementen mit Schaum- oder Mineralwoll-<br />
Isolierung mit Anführungsbeispielen solcher Elemente<br />
S I E M P E L K A M P HANDLING SYSTEME / ATR INDUSTRIE-ELEKTRONIK F E R R O C O N T R O L S TEUERUNGSSYSTEME 3 6 | 3 7<br />
INDIVIDUALITÄT IST TRUMPF. WER HEUTE FENSTER PRODUZIEREN MÖCHTE, HAT MEIST DEN AUFTRAG DAZU BEREITS<br />
VOM ENDKUNDEN. NUR SELTEN BAUT ER SOLCHE EINHEITEN AUF VERDACHT ODER WEIL ER VORRATSLAGER MIT<br />
FENSTERN IN STANDARD-ABMESSUNGEN VOLL STOPFEN WILL.<br />
DURCHBLICK BEI DER INDUSTRIELLEN FENSTERPRODUKTION<br />
VON DR. RAYMOND HEINEN<br />
Ein Produzent muss heute in der Lage sein,<br />
innerhalb weniger Minuten Einbaufenster<br />
jeder Größe, mit beliebigen Anschlägen, verschiedenen<br />
Flügelzahlen, unterschiedlichen<br />
Schwenk- oder Klappmechanismen, verschieden<br />
gesetzten Sprossen und nicht<br />
zuletzt unterschiedlicher Verglasung herstellen<br />
zu können. Bestimmt wird der Markt<br />
einerseits von den Architekten mit großen<br />
Bau- oder Sanierungsprojekten, andererseits<br />
kann jeder Hausbesitzer beim Handwerker<br />
seiner Wahl oder auch im Baumarkt per<br />
Papier oder Computer aus einer großen<br />
Anzahl von Ausführungen sein persönliches<br />
Exemplar mit seinen Abmessungen auswählen<br />
und in Auftrag geben.<br />
MASSSCHNEIDEREI ZUM KONFEKTIONS-<br />
PREIS<br />
Damit dies möglich wird, arbeiten Firmen<br />
wie URBAN in Memmingen an der ständigen<br />
Verfeinerung von Maschinen und<br />
Produktionseinrichtungen, die zur Herstellung<br />
dieser Fenster benötigt werden.<br />
ferrocontrol ist bereits seit über 20 Jahren<br />
Automatisierungspartner der Fa. URBAN.<br />
Mit der neuen Serie der Mehrkopf-Schweißmaschinen<br />
AKPxxx und Eckenputzer SVxxx<br />
ist erstmals eine Maschinengeneration entstanden,<br />
die ihre Leistungsdaten zunächst<br />
im Computer unter Simulationsbedingungen<br />
und dann in der Realität unter Produk-<br />
tionsbedingungen nachgewiesen hat. Die<br />
Maschinen sind mit moderner industrieller<br />
PC-Technik ausgerüstet, deren Steuerung<br />
von einem im PC eingebetteten PLC-<br />
Programm übernommen wird. Bedienung<br />
und Anzeige folgen den durch Windows<br />
gesetzten Standards.<br />
ÜBERSICHT ÜBER EINE PRODUKTIONS-<br />
ANLAGE<br />
Einbaufenster-Einheiten bestehen aus Rahmen<br />
und Flügel. Beide werden mit den gleichen<br />
Fertigungsprozessen und letztlich<br />
auch mit den gleichen Maschinen produziert.<br />
Logistisch gesehen, kann die Produktion<br />
natürlich unabhängig voneinander erfolgen.<br />
Wichtige Stufen der Produktion sind:<br />
Zuschnitt von Profilstücken, Bearbeitung<br />
(Bohren, Fräsen), Verschweißen der Profilstücke<br />
zu Rahmen oder Flügeln, Verputzen<br />
der entstandenen Schweißraupen und das<br />
Einsetzen der Verglasung.<br />
Aus der Sicht der Qualitätssicherung kommt<br />
neben den Genauigkeiten beim Zuschnitt<br />
und bei der Bearbeitung in erster Linie der<br />
Qualität der Verschweißung eine hohe<br />
Bedeutung zu. Diesen Prozess maßhaltig zu<br />
beherrschen, ist einer der wichtigen Schlüssel<br />
bei der Fensterproduktion.<br />
BESONDERHEITEN DER NEUENTWICK-<br />
LUNGEN<br />
Die neue Schweißmaschinen-Serie wurde<br />
maschinenseitig so konstruiert, dass sich<br />
optimal gleich zwei übereinander angeordnete<br />
Rahmen gleichzeitig schweißen lassen<br />
(sog. „Doppelschweißung“ bzw. „Tandem-<br />
Schweißung“). Die Sensorik und Aktorik<br />
behandelt jede Lage dabei individuell. Durch<br />
diese Leistungssteigerung kann ein Betrieb<br />
in Stoßzeiten den Durchsatz deutlich<br />
erhöhen, bei einer vergleichsweise geringen<br />
Mehrinvestition. Die neuen Eckenputzer<br />
wurden mechanisch ganz neu konzipiert.<br />
Die Masse aller bewegten Teile wurde drastisch<br />
reduziert. Die Servoantriebe für die<br />
hochdynamischen Achsantriebe wurden verstärkt.<br />
Alle Bewegungsvorgänge konnten<br />
somit um den Faktor 3 beschleunigt werden.<br />
AUTOMATISIERUNG<br />
Die Maschinen dieser neuen Generation<br />
werden von einer kompakten Maschinen-<br />
Steuerung vom Typ MAG 2 und einem<br />
Industrie PC gesteuert. Die Steuerung ist<br />
verteilt innerhalb der Maschine installiert.<br />
Die großen Leistungskomponenten befinden<br />
sich innerhalb eines kleinen Schaltschranks<br />
an der Kopfseite der Maschine. Das PLC-<br />
Programm zur Steuerung der Maschine läuft<br />
in einer Realzeit-Umgebung innerhalb des
MAG 2: DIE KOMPAKTE MASCHINENSTEUERUNG<br />
DIE VORTEILE DER MAG 2 AUF EINEN BLICK:<br />
- minimaler Handlingaufwand durch vorkonfektionierten Systemaufbau<br />
- gesicherte Funktionsfähigkeit durch vorgetesteten Systemaufbau<br />
- äußerst einfacher Einbau<br />
- geringer Verdrahtungsaufwand durch 2- bzw. 3-Leiteranschluss und nur<br />
einen Energieeinspeisepunkt – Energieverteilung erfolgt im Modulträger<br />
- Leitungsschutz in allen Modulen integriert<br />
- zwei Potenzial unabhängige Einspeisestromkreise<br />
- Sicherheitsfunktionen bis zur EN-Kategorie 3 sind im System mit integriert<br />
- Einfacher Austausch von Modulen ohne Verdrahtung<br />
PCs und ist in der heute standardisierten<br />
Form der Programmiersprachen nach IEC<br />
1131 geschrieben worden. In diesem Bereich<br />
liegt bei ferrocontrol inzwischen eine<br />
umfangreiche Bibliothek von Funktionsbausteinen<br />
für Greif- und Transport- sowie<br />
Bearbeitungsoperationen vor. Die Bedienoberfläche<br />
ist ein Windows-Programm, wel-<br />
ches auf Datenbanken für Profiltypen,<br />
Fenstermodelle, Bauartregeln und anderes<br />
zurückgreift, um daraus die Bearbeitungsabläufe<br />
für das zu bearbeitende Exemplar<br />
abzuleiten. Abgerundet wird das System<br />
durch umfangreiche Diagnosemittel für<br />
Sensoren, Aktoren und Servoachsen. Das<br />
erste System mit den neuen Maschinen läuft<br />
F E R R O C O N T R O L S TEUERUNGSSYSTEME<br />
Mit dem System MAG 2 lassen sich Produktionsmaschinen aller Art gesamtheitlich automatisieren. Es umfasst den klassischen Bereich<br />
der Feldbussysteme, der Steuerungstechnik, der Antriebstechnik und der Maschinenbedienung. Es schließt die Lücke zwischen intelligenten,<br />
busfähigen Klemmen und großen Systembaugruppen. Durch seine kompakte Bauweise eignet sich das flexible System sowohl<br />
zum Einbau in Schaltschränke als auch in flache Schaltkästen innerhalb der Maschine. Es stehen digitale sowie analoge Baugruppen,<br />
Busanschaltungen und Baugruppen der Antriebstechnik zur Verfügung.<br />
zurzeit bei einem großen europäischen<br />
Fensterproduzenten an und wird auch auf<br />
der Ausstellung „Fensterbau“ im April<br />
<strong>2004</strong> in Nürnberg gezeigt.<br />
Die neue Technik beginnt bereits, sich zu<br />
bewähren.<br />
B U L L E T I N IMPRESSUM 3 8 | 3 9<br />
HERAUSGEBER G. <strong>Siempelkamp</strong> GmbH & Co. KG, Abteilung Marketing / Kommunikation, <strong>Siempelkamp</strong>straße 75, 47803 Krefeld<br />
SCHLUSSREDAKTEUR (V.I.S.D.P.) Ralf Griesche SATZ UND LAYOUT www.virtualliance.de REPRODUKTION & DRUCK Druckhaus Arns<br />
Das <strong>Bulletin</strong> erscheint in deutscher und englischer Sprache, der Nachdruck (auch auszugweise und von Bildmaterial) bedarf der<br />
Zustimmung des Herausgebers, die i.d.R. gern erteilt wird. BESUCHEN SIE SIEMPELKAMP IM INTERNET www.siempelkamp.com
1330-01/04 2.5<br />
Machinery and Plants<br />
Maschinen- und Anlagenbau<br />
<strong>Siempelkamp</strong> Maschinen- und<br />
Anlagenbau GmbH & Co. KG<br />
Engineering<br />
Sicoplan N.V.<br />
Engineering<br />
Dr. E. Schnitzler GmbH & Co. KG<br />
Trocknungs- und Umwelttechnik<br />
Büttner Gesellschaft für Trocknungsund<br />
Umwelttechnik mbH<br />
CMC S.r.l.<br />
PAL S.r.l.<br />
Imal S.r.l.<br />
Italy<br />
<strong>Siempelkamp</strong> S.r.l.<br />
France<br />
<strong>Siempelkamp</strong> France SARL<br />
USA<br />
Siemeplkamp Limited Partnership<br />
Australia<br />
<strong>Siempelkamp</strong> Pty. Ltd.<br />
Singapore<br />
<strong>Siempelkamp</strong> Pte. Ltd.<br />
P. R. China<br />
<strong>Siempelkamp</strong> (Tianjin) International Trade Ltd.<br />
Brazil<br />
<strong>Siempelkamp</strong> do Brasil Ltda.<br />
Industrial Automation<br />
ATR Industrie-Elektronik<br />
GmbH & Co. KG<br />
Ferrocontrol<br />
Steuerungssysteme GmbH & Co. KG<br />
Handling Systeme<br />
<strong>Siempelkamp</strong> Handling Systeme<br />
GmbH & Co. KG<br />
Machines & Handling<br />
W. Strothmann GmbH & Co. KG<br />
Handling Systeme<br />
Schermesser S. A.<br />
Nuclear Technology<br />
Nukleartechnik<br />
<strong>Siempelkamp</strong> Nukleartechnik GmbH<br />
Entsorgungs- und Sicherheitstechnik<br />
Safetec Entsorungs- und<br />
Sicherheitstechnik GmbH & Co. KG<br />
Wenutec GmbH<br />
Prüf- und Gutachter-Gesellschaft<br />
<strong>Siempelkamp</strong> Prüf- und<br />
Gutachter-Gesellschaft mbH<br />
Foundry Technology<br />
Giesserei<br />
<strong>Siempelkamp</strong> Giesserei GmbH<br />
Metal Forming<br />
Pressen Systeme<br />
<strong>Siempelkamp</strong> Pressen Systeme<br />
GmbH & Co. KG