w orkplace safety & fire equipmen t - ShipServ
w orkplace safety & fire equipmen t - ShipServ
w orkplace safety & fire equipmen t - ShipServ

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
welding<br />
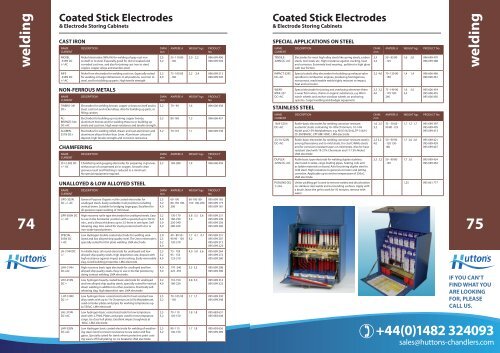
Coated Stick Electrodes<br />
& Electrode Storing Cabinets<br />
CAST IRON<br />
NAME<br />
CURRENT<br />
NICKEL<br />
-333N DC<br />
+/-AC<br />
NIFE<br />
-334N DC<br />
+/-AC<br />
DESCRIPTION DIAM<br />
mm<br />
Nickel electrodes (98% Ni) for welding of gray cast iron<br />
to itself or to steel. Especially good for old oil soaked and<br />
corroded cast iron, and also for joining cast iron to steel,<br />
copper, copper alloys and stainless steel<br />
Nickel-Iron electrodes for welding cast iron. Especially suited<br />
for welding on larger dimensions in all positions, cast iron to<br />
steel, and for building up parts. High tensile strength<br />
NON-FERROUS METALS<br />
NAME<br />
CURRENT<br />
TINBRO-341<br />
DC+<br />
AL-<br />
BRONZE-344<br />
DC+AC<br />
ALUMIN-<br />
351N DC+<br />
CHAMFERING<br />
NAME<br />
CURRENT<br />
CH-2-382 DC<br />
+/- AC<br />
2,5<br />
3,2<br />
3,2<br />
4,0<br />
DESCRIPTION DIAM<br />
mm<br />
Electrodes for welding bronze, copper or brass to itself and to<br />
steel, cast iron and nickel alloys. Also for building up parts, or<br />
filling cavities<br />
Electrodes for building up or joining copper bronze,<br />
aluminium bronze and for welding these to or building up<br />
steels and cast iron. High wear resistance and tensile strength.<br />
Electrodes for welding rolled, drawn and cast aluminium and<br />
aluminium alloys thicker than 2mm. Aluminium coloured<br />
deposit, high tensile strength and corrosion resistance.<br />
DESCRIPTION DIAM<br />
mm<br />
Chamfering and gouging electrodes for preparing U-grooves<br />
without use of compressed air or oxygen. Smooth clean<br />
grooves result and finishing is reduced to a minimum.<br />
No special <strong>equipmen</strong>t required.<br />
UNALLOYED & LOW ALLOYED STEEL<br />
NAME<br />
CURRENT<br />
GPO-302N<br />
DC +/- AC<br />
GPR-300H DC<br />
+/- AC<br />
AMPERE A WEIGHT kgs PRODUCT<br />
No<br />
55 -110 80<br />
-140<br />
75 -100 85<br />
-160<br />
2,0 2,2 096 699 496<br />
096 699 504<br />
2,2 2,4 096 699 512<br />
096 699 520<br />
AMPERE A WEIGHT kgs PRODUCT<br />
No<br />
3,2 70 - 90 1,4 096 606 458<br />
3,2 80-160 1,3 096 606 457<br />
3,2 70-110 1,1 096 699 538<br />
AMPERE A WEIGHT kgs PRODUCT<br />
No<br />
3,2 160-280 1,4 096 606 459<br />
Coated Stick Electrodes<br />
& Electrode Storing Cabinets<br />
74 75<br />
SPECIAL-<br />
303N DC<br />
+ AC<br />
LH-314N DC<br />
+/-<br />
LHH-314H<br />
DC+AC<br />
LHV-316N<br />
DC +<br />
LHT-318N<br />
DC +/-<br />
LHL-319N<br />
DC+AC<br />
LHR-320N<br />
DC+AC<br />
DESCRIPTION DIAM<br />
mm<br />
General Purpose Organic-rutile coated electrodes for<br />
unalloyed steels. Easily weldable in all positions including<br />
vertical down. Sutiable for bridging large gaps. Excellent for<br />
all-purpose repair welding of mild steel.<br />
High recovery rutile type electrodes for unalloyed steels. Easy<br />
to use in the horizontal position with a speed of up to 50cm/<br />
min., and a throat thickness up to 3.5-6mm in one layer. Self<br />
releasing slag. Also suited for steels protected with zinc or<br />
iron-oxide based primers.<br />
Low Hydrogen double coated electrode for welding unalloyed<br />
and low alloyed ship quality steel. The 2mm electrode is<br />
specially suited for thin plate welding. LMA electrode<br />
A reliable basic all round electrode for unalloyed and low<br />
alloyed ship quality steels, high deposition rate, deposit with<br />
high resistance against impact and cracking. Easily removable<br />
slag, Good building properties. LMA electrode<br />
High recovery basic type electrode for unalloyed and low<br />
alloyed ship quality steels. Easy to use in the flat position by<br />
doing contact welding, LMA electrode.<br />
Low hydrogen heavily coated basic electrode for unalloyed<br />
and low alloyed ship quality steels, specially suited for vertical<br />
down welding in addition to other positions. Practically selfreleasing<br />
slag, high deposition rate. LMA electrode<br />
Low hydrogen basic coated electrode for heat resistant low<br />
alloy steels with up to 1% Chromium an 0.5% Molybdenum,<br />
used on boiler plates and pipes for working tempratures up<br />
to 550oC. LMA electrode<br />
Low hydrogen basic coated electrode for low temprature<br />
steel with 2,7%Ni. Plates and pipes used for low temprature<br />
cargo. Ice class hull plates. Excellent impact toughness at<br />
-80oC. LMA electrode.<br />
Low Hydrogen basic coated electrode for welding of weathering<br />
steel. Good corrosion resistance to sea water and flue<br />
gases. Specially suited for steels where protective paint coating<br />
wears off (hull plating on ice breakers) LMA electrode.<br />
2,5<br />
3,2<br />
4,0<br />
3,2<br />
4,0<br />
5,0<br />
6,0<br />
2,0<br />
2,5<br />
3,2<br />
4,0<br />
2,5<br />
3,2<br />
4,0<br />
4,0<br />
5,0<br />
3,2<br />
4,0<br />
2,5<br />
3,2<br />
2,5<br />
3,2<br />
2,5<br />
3,2<br />
AMPERE A WEIGHT kgs PRODUCT<br />
No<br />
60-100<br />
80-150 100-<br />
200<br />
130-170<br />
180-230<br />
250-340<br />
280-430<br />
40 - 80 50 -<br />
90 90 - 150<br />
120-210<br />
75 - 105<br />
95 - 155<br />
125-210<br />
170 -240<br />
225 -355<br />
110-150<br />
180-220<br />
70 -105 95<br />
-150<br />
70 -110<br />
105-150<br />
80 -115<br />
100-150<br />
60-100 80-<br />
150 100-200<br />
5,8 5,5 5,6<br />
5,3<br />
1,7 4,1 4,1<br />
5,2<br />
095 699 165<br />
095 699 173<br />
095 699 181<br />
095 699 231<br />
095 699 249<br />
095 699 256<br />
095 699 260<br />
095 699 231<br />
095 699 207<br />
095 699 215<br />
095 699 223<br />
4,0 5,0 5,6 095 699 264<br />
095 699 272<br />
095 699 280<br />
5,5 5,5 095 699 298<br />
095 699 306<br />
4,8 5,0 095 699 314<br />
095 699 322<br />
1,7 1,7 095 699 330<br />
095 699 348<br />
1,8 1,8 095 683 631<br />
095 683 649<br />
1,7 1,8 095 693 656<br />
095 699 389<br />
SPECIAL APPLICATIONS ON STEEL<br />
NAME<br />
CURRENT<br />
TENSILE-<br />
328N DC+AC<br />
IMPACT-329S<br />
DC+AC<br />
WEAR-<br />
MAX-327<br />
DC+AC<br />
STAINLESS STEEL<br />
NAME<br />
CURRENT<br />
18/8-321N<br />
DC+AC<br />
23/14-322N<br />
DC+AC<br />
DUPLEX-<br />
325N DC+AC<br />
PICKLING GEL<br />
1 Litre<br />
DESCRIPTION DIAM<br />
mm<br />
Electrodes for most high-alloy steels like spring-steels, carbon<br />
steels, tool steels etc. High resistance against cracking, heat<br />
and corrosion. Extremely hard wearing , polishes to high gloss<br />
with low friction.<br />
Special cobolt alloy electrodes for building up exhaust valve<br />
spindles in combustion engines, producing homogenous,<br />
non-porous, machineable welds highly resistant to impact,<br />
heat and corrosion.<br />
Special electrode for joining and overlaying whenever there<br />
is wear from wires, chains or organic substances, e.g. Worn<br />
winch wheels and anchor windlass wheels on anchoring<br />
systems. Cargo handling and dredger <strong>equipmen</strong>t.<br />
2,5<br />
3,2<br />
AMPERE A WEIGHT kgs PRODUCT No<br />
50 - 85 80<br />
-125<br />
3,2 4,0 70 -120 90<br />
-150<br />
2,5 3,2<br />
4,0<br />
DESCRIPTION DIAM<br />
mm<br />
Rutile-basic electrodes for welding corrosion-resistant<br />
austenitic steels containing 16-18% Chromium, 10-14%<br />
Nickel and 2-3% Molybdenum, e.g. AISI:316/316L,TP-316/H,<br />
CF-3M/8M/8C, CPF 8M/10MC. LMA electrode<br />
Rutile-basic electrodes for welding corrosion-resistant steel is<br />
among themselves and to mild steels, for clad CrNiMo steels<br />
and for corrosion-resistant layers on mild steels. Also for heat<br />
resistant steel with 19-21% Chromium and 11-13% Nickel.<br />
LMA electrode<br />
Rutile basic type electrode for welding duplex stainless<br />
steel used in tanks, cargo loading pipes, heating coils and<br />
as ladder materials on board. Aslo for joining duplex steel to<br />
mild steel. High resistance to general corrosion and pitting<br />
corrosion. Applicable up to service temperature of 250oC.<br />
LMA electrode.<br />
Unitor pickling gel is used to remove oxides and discoloration<br />
on stainless steel welds and surrounding surfaces. Apply with<br />
a brush, leave the gel to work for 50 minutes, remove with<br />
water<br />
1,6 2,5<br />
3,2<br />
2,5 3,2<br />
4,0<br />
75 -140 90<br />
-170 120-<br />
240<br />
1,6 2,0 096 699 470<br />
096 699 488<br />
1,4 1,4 096 606 460<br />
096 606 461<br />
1,6 3,5<br />
3,4<br />
095 606 454<br />
095 606 455<br />
095 606 456<br />
AMPERE A WEIGHT kgs PRODUCT No<br />
35 - 50 60 -<br />
90 80 -125<br />
50 - 90 90<br />
-120 130-<br />
180<br />
2,5 3,2 50 - 90 80<br />
-120<br />
1,7 1,7 1,7 095 699 397<br />
095 699 405<br />
095 699 413<br />
1,7 2,0 2,0 095 669 421<br />
095 699 439<br />
095 699 447<br />
1,7 2,0 095 699 454<br />
095 699 462<br />
1,25 095 661 777<br />
welding<br />
IF YOU CAN’T<br />
FIND WHAT YOU<br />
ARE LOOKING<br />
FOR, PLEASE<br />
CALL US.