
Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
small production shops, body shops, home or farm<br />
shops, or school shops. These special welding and<br />
cutting processes are, however, being found in everincreasing<br />
numbers in large manufacturing and<br />
repair businesses. The terms and abbreviations used<br />
in this chapter to describe these processes are those<br />
approved by the American Welding Society in AWS<br />
A3.0, Standard Welding Terms and Definitions.<br />
Special Arc Welding Processes<br />
There are many welding situations that require<br />
development of a special form of welding. Welding<br />
on metal over 1′ (300 mm) thick is very difficult to do<br />
using SMAW, GMAW, or GTAW. Electrogas arc welding<br />
and electroslag welding were developed to meet<br />
this need.<br />
When scientists created plasmas experimentally,<br />
they discovered that extremely high temperatures<br />
and heat outputs were also created. Welding engineers<br />
developed the plasma arc welding and cutting<br />
processes to take advantage of this new heat source.<br />
Arc stud welding makes it possible to attach fastening<br />
352<br />
Flux-cored electrode<br />
Guide rollers<br />
Molten slag<br />
Molten weld metal<br />
Solidifying weld metal<br />
Solidified metal<br />
Plate 2<br />
devices to steel structures very easily. Specially<br />
designed equipment makes it possible to arc weld<br />
under water.<br />
Electrogas Welding (EGW)<br />
The electrogas welding (EGW) process was developed<br />
as a means of welding extremely thick metal.<br />
Thick metal sections are hard to weld, since the weld<br />
area must be must be kept near the melting point at all<br />
times. This is difficult with regular welding equipment.<br />
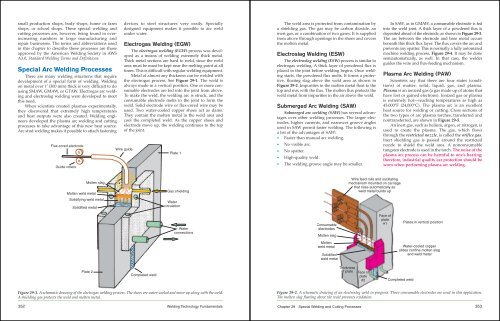
Metal of almost any thickness can be welded with<br />
the electrogas process. See Figure <strong>29</strong>-1. The weld is<br />
always made in a vertical position. One or more consumable<br />
electrodes are fed into the joint from above.<br />
To make the weld, the welding arc is struck, and the<br />
consumable electrode melts in the joint to form the<br />
weld. Solid electrode wire or flux-cored wire may be<br />
used. Two water-cooled copper shoes act as dams.<br />
They contain the molten metal in the weld area and<br />
cool the completed weld. As the copper shoes and<br />
electrode move up, the welding continues to the top<br />
of the joint.<br />
Wire guide<br />
Completed weld<br />
Plate 1<br />
Gas shielding<br />
Water<br />
circulation<br />
Water<br />
connections<br />
Figure <strong>29</strong>-1. A schematic drawing of the electrogas welding process. The shoes are water-cooled and move up along with the weld.<br />
A shielding gas protects the weld and molten metal.<br />
Welding Technology Fundamentals<br />
The weld area is protected from contamination by<br />
a shielding gas. The gas may be carbon dioxide, an<br />
inert gas, or a combination of two gases. It is supplied<br />
from above through openings in the shoes and covers<br />
the molten metal.<br />
Electroslag Welding (ESW)<br />
The electroslag welding (ESW) process is similar to<br />
electrogas welding. A thick layer of powdered flux is<br />
placed in the joint before welding begins. Once welding<br />
starts, the powdered flux melts. It forms a protective,<br />
floating slag above the weld area as shown in<br />
Figure <strong>29</strong>-2. Impurities in the molten metal float to the<br />
top and mix with the flux. The molten flux protects the<br />
weld metal from impurities in the air above the weld.<br />
Submerged Arc Welding (SAW)<br />
Submerged arc welding (SAW) has several advantages<br />
over other welding processes. The larger electrodes,<br />
higher currents, and narrower groove angles<br />
used in SAW permit faster welding. The following is<br />
a list of the advantages of SAW:<br />
• Faster than manual arc welding.<br />
• No visible arc.<br />
• No spatter.<br />
• High-quality weld.<br />
• The welding groove angle may be smaller.<br />
Consumable<br />
electrodes<br />
Molten slag<br />
Molten<br />
weld metal<br />
Solidified<br />
weld metal<br />
Thickness<br />
of plate<br />
<strong>Chapter</strong> <strong>29</strong> Special Welding and Cutting Processes<br />
Wire feed rolls and oscillating<br />
mechanism mounted on carriage<br />
that rises automatically as<br />
weld metal builds up<br />
Face of<br />
plate<br />
#2<br />
In SAW, as in GMAW, a consumable electrode is fed<br />
into the weld joint. A thick layer of a powdered flux is<br />
deposited ahead of the electrode, as shown in Figure <strong>29</strong>-3.<br />
The arc between the electrode and base metal occurs<br />
beneath this thick flux layer. The flux covers the arc and<br />
prevents any spatter. This is normally a fully automated<br />
machine welding process, Figure <strong>29</strong>-4. It may be done<br />
semiautomatically, as well. In that case, the welder<br />
guides the wire and flux-feeding mechanism.<br />
Plasma Arc Welding (PAW)<br />
Scientists say that there are four states (conditions)<br />
of matter: solid, liquid, gas, and plasma.<br />
Plasma is an ionized gas (a gas made up of atoms that<br />
have lost or gained electrons). Ionized gas or plasma<br />
is extremely hot—reaching temperatures as high as<br />
43,000°F (24,000°C). The plasma arc is an excellent<br />
heat source for welding or cutting. Cross sections of<br />
the two types of arc plasma torches, transferred and<br />
nontransferred, are shown in Figure <strong>29</strong>-5.<br />
An inert gas, such as helium, argon, or nitrogen, is<br />
used to create the plasma. The gas, which flows<br />
through the restricted nozzle, is called the orifice gas.<br />
Inert shielding gas is passed around the restricted<br />
nozzle to shield the weld area. A nonconsumable<br />
tungsten electrode is used in the torch. The noise of the<br />
plasma arc process can be harmful to one’s hearing;<br />
therefore, industrial quality ear protection should be<br />
worn when performing plasma arc welding.<br />
Face of<br />
plate<br />
#1<br />
Plates in vertical position<br />
Water-cooled copper<br />
slides confine molten slag<br />
and weld metal<br />
Completed weld<br />
Figure <strong>29</strong>-2. A schematic drawing of an electroslag weld in progress. Three consumable electrodes are used in this application.<br />
The molten slag floating above the weld prevents oxidation.<br />
353