District of Sechelt Preliminary Report
District of Sechelt Preliminary Report
District of Sechelt Preliminary Report

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
<strong>Preliminary</strong> <strong>Report</strong><br />
This report is prepared for the sole use <strong>of</strong> the <strong>District</strong> <strong>of</strong> <strong>Sechelt</strong>.<br />
No representations <strong>of</strong> any kind are made by Urban Systems Ltd.<br />
or its employees to any party with whom Urban Systems Ltd. does<br />
not have a contract.<br />
#304 - 1353 Ellis Street<br />
Kelowna BC V1Y 1Z9<br />
Telephone: 250-762-2517<br />
Fax: 250-763-5266
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Processing Options <strong>Report</strong><br />
TABLE OF CONTENTS<br />
EXECUTIVE SUMMARY ......................................................................................................... ES-1<br />
1.0 INTRODUCTION .................................................................................................................. 1<br />
1.1 SUBJECT AND PURPOSE ............................................................................................................. 1<br />
1.2 SCOPE .................................................................................................................................. 1<br />
1.3 METHODOLOGY ....................................................................................................................... 1<br />
2.0 PROJECT HISTORY ............................................................................................................. 2<br />
2.1 BACKGROUND ......................................................................................................................... 2<br />
2.2 PRE-DESIGN METHODOLOGY ...................................................................................................... 3<br />
3.0 BIOSOLIDS PRODUCTION .................................................................................................. 7<br />
3.1 WHAT ARE BIOSOLIDS .............................................................................................................. 7<br />
3.2 THE MECHANISM OF BIOSOLIDS PRODUCTION ................................................................................. 7<br />
3.3 BIOSOLIDS QUANTITY ESTIMATES ................................................................................................ 8<br />
4.0 RECYCLING BIOSOLIDS ...................................................................................................12<br />
4.1 BIOSOLIDS REGULATIONS ........................................................................................................ 12<br />
4.1.1 Class A and Class B Biosolids .................................................................................. 12<br />
4.1.2 Class A and Class B Compost .................................................................................. 13<br />
4.1.3 Biosolids Growing Medium ...................................................................................... 13<br />
4.2 OTHER QUALITY PARAMETERS .................................................................................................. 13<br />
4.3 SITE SELECTION .................................................................................................................... 14<br />
4.4 THE INITIAL SITES EXAMINED ................................................................................................... 14<br />
4.5 THE SITE COMPARISON CRITERIA .............................................................................................. 15<br />
4.6 SITE A ................................................................................................................................ 15<br />
4.7 SITE B ................................................................................................................................ 16<br />
4.8 SITE C ................................................................................................................................ 16<br />
4.9 FURTHER INVESTIGATION OF LOT L ............................................................................................ 17<br />
4.10 SITE ASSESSMENTS OF LOT L ................................................................................................... 17<br />
5.0 BIOSOLIDS TRANSFER .....................................................................................................20<br />
Page (i)<br />
1592.0026.01 / December, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Processing Options <strong>Report</strong><br />
5.1 OPTIONS EXAMINED ............................................................................................................... 20<br />
6.0 BIOSOLIDS STABILIZATION ............................................................................................21<br />
6.1 STABILIZATION REQUIREMENTS ................................................................................................. 21<br />
6.2 COMPARISON OF PROCESSES .................................................................................................... 22<br />
6.3 DISCUSSION OF APPLICABILITY ................................................................................................. 24<br />
6.3.1 Anaerobic Digestion ............................................................................................... 24<br />
6.3.2 Aerobic Digestion ................................................................................................... 24<br />
6.3.3 Autothermal Thermophilic Aerobic Digestion (ATAD) ................................................ 24<br />
6.3.4 Composting ........................................................................................................... 25<br />
6.3.5 Thermal Processing ................................................................................................ 25<br />
6.3.6 Alkaline Stabilization ............................................................................................... 27<br />
7.0 BIOSOLIDS THICKENING .................................................................................................28<br />
7.1 THICKENING PROCESSES.......................................................................................................... 28<br />
7.1.1 Gravity Thickening ................................................................................................. 28<br />
7.1.2 Dissolved Air Flotation (DAF) .................................................................................. 28<br />
8.0 BIOSOLIDS DEWATERING ................................................................................................29<br />
8.1 DEWATERING PROCESSES ........................................................................................................ 29<br />
8.1.1 Belt Filter Press ...................................................................................................... 29<br />
8.1.2 Centrifuges ............................................................................................................ 29<br />
8.1.3 Pressure Filter Press ............................................................................................... 30<br />
8.1.4 Screw Press ........................................................................................................... 30<br />
8.2 DEWATERING PROCESS COMPARISON .......................................................................................... 30<br />
9.0 BIOSOLIDS HEAT DRYING ...............................................................................................36<br />
9.1 DESCRIPTION ....................................................................................................................... 36<br />
9.2 APPLICABILITY ...................................................................................................................... 36<br />
9.3 ADVANTAGES AND DISADVANTAGES ............................................................................................ 36<br />
9.3.1 Advantages ........................................................................................................... 36<br />
9.3.2 Disadvantages ....................................................................................................... 37<br />
9.4 END-PRODUCT CHARACTERISTICS .............................................................................................. 38<br />
9.4.1 Odours .................................................................................................................. 38<br />
9.4.2 Nutrient Content .................................................................................................... 38<br />
Page (ii)<br />
1592.0026.01 / December, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Processing Options <strong>Report</strong><br />
9.4.3 Mechanical Durability ............................................................................................. 38<br />
9.4.4 Particle Size Distribution ......................................................................................... 38<br />
9.4.5 Moisture Content ................................................................................................... 38<br />
9.4.6 Dust Content ......................................................................................................... 39<br />
9.5 TYPES OF DRYERS .................................................................................................................. 39<br />
9.5.1 Direct Dryers ......................................................................................................... 39<br />
9.5.2 Indirect Dryers ....................................................................................................... 39<br />
10.0 SHORT-LISTED TECHNOLOGIES .......................................................................................41<br />
10.1 STABILIZATION ..................................................................................................................... 41<br />
10.2 THICKENING ......................................................................................................................... 41<br />
10.3 DEWATERING ....................................................................................................................... 42<br />
10.4 THERMAL DRYING .................................................................................................................. 42<br />
11.0 THE SEWAGE FORCEMAIN ................................................................................................43<br />
12.0 EBB TIDE PLANT IMPROVEMENTS ...................................................................................44<br />
13.0 ODOURS & NOISE .............................................................................................................45<br />
13.1 CRITICAL CONTROL POINTS AND ODOUR SOURCES ......................................................................... 45<br />
13.2 WHAT IS ODOUR? ................................................................................................................. 45<br />
13.2.1 Primary Biosolids Odourants ................................................................................... 45<br />
13.3 FACTORS AFFECTING ULTIMATE ODOUR POTENTIAL AT CRITICAL CONTROL POINT 1: THE WWTP ............ 46<br />
13.4 FACTORS AFFECTING ULTIMATE ODOUR POTENTIAL AT CRITICAL CONTROL POINT 2: THE TRANSPORTATION<br />
PROCESS ................................................................................................................................ 48<br />
13.5 FACTORS AFFECTING ULTIMATE ODOUR POTENTIAL AT CRITICAL CONTROL POINT 3: THE FIELD STORAGE<br />
SITE 49<br />
14.0 APPLICABLE PROCESS TRAINS ........................................................................................50<br />
14.1 END PRODUCTS ..................................................................................................................... 50<br />
14.2 SOME FUNDAMENTAL CRITERIA ................................................................................................. 50<br />
14.3 CLASS B PROCESS TRAINS ....................................................................................................... 51<br />
14.4 CLASS A PROCESS TRAINS ....................................................................................................... 51<br />
14.5 PROCESS COST SUMMARY ........................................................................................................ 52<br />
14.6 DISCUSSION ......................................................................................................................... 53<br />
Page (iii)<br />
1592.0026.01 / December, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Processing Options <strong>Report</strong><br />
FIGURES<br />
Figure 2.1<br />
Figure 2.2<br />
Figure 2.3<br />
Figure 3.1<br />
Figure 3.2<br />
Figure 4.1<br />
Figure 8.1<br />
Figure 8.2<br />
Sewage Treatment Plant sites<br />
Existing System Schematic<br />
Biosolids Transfer Schematic<br />
Historical flow Data<br />
Recent Flow Data<br />
Lot L Site<br />
Biosolids Processing Schematic<br />
<strong>Preliminary</strong> Site Layout<br />
APPENDICES<br />
Appendix A Environmental Screening, Archaeological Assessment & Geotechnical Assessment<br />
Appendix B Technical Memorandum #1<br />
Appendix C Cost Estimates<br />
Appendix D Photos<br />
Page (iv)<br />
1592.0026.01 / December, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Processing Options <strong>Report</strong><br />
EXECUTIVE SUMMARY<br />
The report examines the options for diverting biosolids (sludge) from the two existing <strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
sewage treatment plants to a site where it can be properly processed. The site (referred to as the Lot L<br />
site) is to ultimately become the site for a new single central sewage treatment facility. In the short term,<br />
however, it is to accommodate a biosolids treatment facility.<br />
The initial exercise deals with the methods <strong>of</strong> transferring biosolids to the new site. This is documented in<br />
Technical Memorandum #1 (included in Appendix A <strong>of</strong> this report).<br />
The report addresses the biosolids processing options to achieve a product that can safely be used as a<br />
soil amendment anywhere in the region.<br />
The processes examined include:<br />
<br />
<br />
<br />
Stabilization: by digestion (aerobic or anaerobic) or by lime addition.<br />
Dewatering: by a variety <strong>of</strong> technologies such as belt filter press or centrifuge.<br />
Drying: by composting or mechanical heat drying technologies.<br />
Stabilization is defined in the BC OMRR (Organic Matter Recycling Regulation) for Class A products and<br />
Class B products used for recycling. Class A products must meet strict pathogen kill parameters through<br />
either high temperature or high pH. Temperature requirements can be met by multi-stage anaerobic<br />
digestion; pH requirements can be met by lime addition. Class B parameters can be met by aerobic<br />
digestion. In either case, stabilization alone yields (on average) a 4% solids content product, which can<br />
be handled much like water.<br />
Dewatering processes are used to “squeeze” water from the product in order to produce a lower volume<br />
<strong>of</strong> material. Dewatering does not further stabilize the product. It achieves (on average) a 20% solids<br />
content product. This product is <strong>of</strong> a thick slurry consistency and results in lower hauling costs, being 5<br />
times less volume than the 4% product.<br />
Drying processes achieve 90% or greater solids content and result in a dry granular, easy to transport<br />
material. Drying can be achieved by composting or by mechanical heat drying. Both methods achieve the<br />
temperature required for significant pathogen kill and are classed as Class A products. Composting<br />
requires mixing dewatered biosolids with a drying and bulking agent such as wood chips. Heat drying<br />
applies heat to dewatered biosolids in a rotating kiln. Composting requires a much larger area and is a<br />
much slower process.<br />
Page ES-1<br />
1592.0026.01 / December, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Processing Options <strong>Report</strong><br />
The analyses and comparisons undertaken in the study conclude the following:<br />
<br />
<br />
The most economical process for achieving Class A biosolids is thickening, dewatering and heat<br />
drying at a capital cost <strong>of</strong> $5,535,000. This process can be undertaken at the Lot L site within an<br />
enclosed building. The dried granular product can be hauled for mine reclamation, or disposed at<br />
the landfill, or sold directly to consumers.<br />
The most economical method <strong>of</strong> achieving Class B biosolids is aerobic digestion followed by<br />
dewatering at a capital cost <strong>of</strong> $4,227,000. This product is a thick viscous slurry that can be<br />
applied directly to the tree planting operation for mine reclamation, or mixed with wood chips<br />
and composted to produce a Class A compost. ( A readily available composting site has not<br />
been identified).<br />
The annual operation and maintenance costs <strong>of</strong> producing Class A biosolids by dewatering and heat<br />
drying is estimated at $120,000. per year. Hauling <strong>of</strong> this product to the mine reclamation site is<br />
estimated at $10,000. per year, yielding a total annual cost <strong>of</strong> $130,000. per year. The cost <strong>of</strong> application<br />
<strong>of</strong> the product is not included<br />
The annual operation and maintenance cost <strong>of</strong> producing Class B biosolids by aerobic digestion and<br />
dewatering is estimated at $95,000. per year. Hauling <strong>of</strong> the product to the mine reclamation site is<br />
estimated at $75,000. per year for a total annual cost <strong>of</strong> $170,000 per year. The cost <strong>of</strong> application <strong>of</strong> the<br />
product is not included. Composting at a more remote site is possible and would achieve a Class A<br />
compost. The cost <strong>of</strong> composting has not been estimated at this point site a site for such an activity has<br />
not been identified.<br />
Present worth comparisons are made on the basis <strong>of</strong> a a 20-year horizon using a compound interest rate<br />
<strong>of</strong> 5% per annum. A summary <strong>of</strong> the two options follows:<br />
Class A : Thickening, Dewatering and Heat Drying<br />
Capital cost: $5,535,000.<br />
Annual O&M:<br />
120,000. per year<br />
Annual Hauling:<br />
10,000. per year<br />
Present Worth: $7,155,000.<br />
Class B: Aerobic Digestion and Dewatering<br />
Capital cost: $4,227,000.<br />
Annual O&M:<br />
95,000. per year<br />
Annual Hauling:<br />
75,000. per year<br />
Present Worth: $6,341,000.<br />
Page ES-2<br />
1592.0026.01 / December, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Processing Options <strong>Report</strong><br />
In both cases, the base assumption is that the products would be used for soild amendment in the tre<br />
planting operation <strong>of</strong> the mine reclamation project. In the case <strong>of</strong> the Class A dried granular material,<br />
other options are available.<br />
There is a greater capital investment required to produce a Class A biosolids product at the Lot L site <strong>of</strong><br />
approximately $1.3 million. The annual processing cost is also higher. However, the hauling costs are<br />
reduced from $75,000 per year to $10,000 per year. Overall, it results in a Present Worth difference <strong>of</strong><br />
approximately $520,000.<br />
The improvements at the Ebb Tide plant required for safety and greater efficiency ar estimated at<br />
$600,000. The combined cost <strong>of</strong> aerobic digestion and dewatering for a Class B product results in a total<br />
<strong>of</strong> $4,827,000.; very close to the current $4.8 million budget.<br />
The investment required to produce a dried Class A biosolids product is $6,006,000.; or roughly $1.2<br />
million over the current budget. This additional funding must come from the <strong>District</strong> <strong>of</strong> <strong>Sechelt</strong>, as the<br />
Federal/Provincial contribution $3.2 million is a fixed amount.<br />
Page ES-3<br />
1592.0026.01 / December, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Treatment Pre-Design <strong>Report</strong><br />
1.0 INTRODUCTION<br />
1.1 Subject and Purpose<br />
This study presents an investigation and comparison <strong>of</strong> options for treating sewage treatment plant<br />
residuals from the existing <strong>District</strong> <strong>of</strong> <strong>Sechelt</strong> plants. Sewage treatment plant residuals are commonly<br />
referred to as sludge or biosolids.<br />
The purpose <strong>of</strong> the report is to enable selection <strong>of</strong> the best process for dealing with biosolids and<br />
producing a product which can be reclaimed in accordance with the B.C. Organic Matter Recycling<br />
Regulation (OMRR).<br />
1.2 Scope<br />
This report will deal with the biosolids products from the two existing sewage treatment plants and the<br />
trucked waste from the region, currently received at the Dusty Road treatment plant.. A previous report<br />
provides a comparison <strong>of</strong> a variety <strong>of</strong> sewage treatment technologies which could be used in the future<br />
construction <strong>of</strong> a single central sewage treatment plant.<br />
This report will deal with options for conveyance <strong>of</strong> biosolids to the new site and the options available for<br />
processing the biosolids. The end-use considerations are explored in a separate document entitled<br />
“Biosolids Management Plan”. The Biosolids Management Plan examines options for use <strong>of</strong> processed<br />
biosolids such as agricultural uses, tree planting and site reclamation, landfill cover material and soil<br />
amendment products.<br />
1.3 Methodology<br />
The study initially examines the routes and options for diverting biosolids from the two existing plants to<br />
the new site. This is documented in Technical Memorandum No.1 appended to this report.<br />
This report develops the quantities <strong>of</strong> biosolids generated, both currently and in the future. It compares<br />
applicable technologies available for stabilization, dewatering and drying. This is followed by a discussion<br />
<strong>of</strong> the potential destination <strong>of</strong> the variety <strong>of</strong> potential products derived from biosolids processing,<br />
including local opportunities such as tree planting for the gravel mining reclamation programs.<br />
Page 1<br />
1592.0026.01 / December, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Treatment Pre-Design <strong>Report</strong><br />
2.0 PROJECT HISTORY<br />
2.1 Background<br />
The <strong>District</strong> <strong>of</strong> <strong>Sechelt</strong> operates two sanitary sewage treatment plants, which treat sewage from the<br />
community collection system in the <strong>District</strong>. The plants are referred to as the Ebb Tide plant and the<br />
Dusty Road plant.<br />
Both plants produce treated effluent which is discharged through an ocean outfall into Trail Bay. The<br />
discharge is authorized by the Ministry <strong>of</strong> Environment Permit #PE-04088, last amended in November,<br />
2008.<br />
The two sewage treatment plants produce a residuals stream (biosolids) which must be dealt with. The<br />
Ebb Tide plant does not have any facilities for treating biosolids and biosolids are mixed into the sewage<br />
pump station which pumps to the Dusty Road plant. The Dusty Road plant also receives trucked waste<br />
from the region.<br />
The introduction <strong>of</strong> Ebb Tide plant biosolids to the Dusty Road plant significantly increases the organic<br />
loading at the Dusty Road plant and compromises its treatment capacity.<br />
Over the last several years the <strong>District</strong> has assessed options for providing continued service into the<br />
future. The goal has been to develop an appropriate strategy and business plan for the utility to keep<br />
pace with growth in the community.<br />
The Ebb Tide plant is located in a relatively small site. It is also in close proximity to a residential area,<br />
and odour and noise are a concern. The Dusty Road plant is located on leased land. The owner <strong>of</strong> the<br />
land has declared that the lease will not be renewed when it terminates in 2031.<br />
The <strong>District</strong> therefore decided to pursue the concept <strong>of</strong> a new centralized plant to replace both Ebb Tide<br />
plant and Dusty Road plant in the long term.<br />
A further consideration in the <strong>District</strong>’s wastewater strategy relates to the condition <strong>of</strong> the forcemain<br />
which transfers sewage from the Ebb Tide site to the Dusty Road site. This forcemain developed leaks in<br />
1998 and in several subsequent years. The investigation <strong>of</strong> these leaks in the year 2001 resulted in<br />
several modifications to reduce the risk and severity <strong>of</strong> leakage. The report on the forcemain<br />
investigation is available for supplementary readings. While these modifications have mitigated the<br />
leakage, the high pressure in the pipe continues to be a concern.<br />
One <strong>of</strong> the criteria for the site selection included an elevation which would result in reduced pressure in<br />
the forcemain, and consequently reduce the risk <strong>of</strong> leakage.<br />
Page 2<br />
1592.0026.01 / December, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Treatment Pre-Design <strong>Report</strong><br />
After several years <strong>of</strong> searching, the <strong>District</strong> purchased a site at the foot <strong>of</strong> Dusty Road (Lot L, Plan<br />
LWMP49852, DL 1438), 3.5 Hectare size. This site is at elevation 40 – 30 m above mean sea level, or<br />
almost 70 m below the Dusty Road site and 35 m above the Ebb Tide site. This lower elevation<br />
represents a reduction <strong>of</strong> roughly 100 psi in the forcemain static pressure. The site is referred to as the<br />
“Lot L” site.<br />
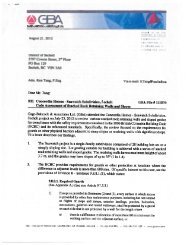
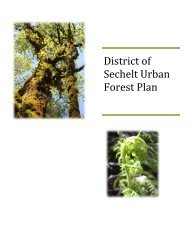
Figure 2.1 shows the location <strong>of</strong> the three sites. Appendix A provides the initial Environmental<br />
Screening, Archaeological Assessment and Geotechnical Assessment for the site.<br />
2.2 Pre-Design Methodology<br />
A search for suitable sites was conducted, and the Lot L site was selected for a future single centralized<br />
sewage treatment plant. In the short term, the capacity <strong>of</strong> the Ebb Tide plant and the Dusty Road plant<br />
could be improved by dealing with the residual biosolids issue. A schematic depiction <strong>of</strong> the existing<br />
treatment facilities is provided in Figure 2.2.<br />
The concept <strong>of</strong> an initial biosolids facility was assessed further, cost estimates developed, and an<br />
application submitted for senior government funding assistance under the “Building Canada” program.<br />
The approximate cost estimate for the project was $4.8 Million, including a provision for upgrades to the<br />
Ebb Tide treatment plant. The biosolids processing concept was based on utilizing the Lot L site for<br />
several reasons:<br />
<br />
<br />
<br />
The Ebb Tide site does not have sufficient space for additional facilities.<br />
The Dusty Road site is to be decommissioned when the lease expires.<br />
The Lot L site will be utilized for a future centralized sewage treatment plant.<br />
The application for funding was approved and the <strong>District</strong> commissioned the pre-design phase <strong>of</strong> the<br />
project. One <strong>of</strong> the critical aspects <strong>of</strong> the project is the ability to transfer biosolids from the Ebb Tide<br />
plant and the Dusty Road plant to the Lot L. The options for this transfer were examined in Technical<br />
Memorandum No.1, which is included here as Appendix B.<br />
Technical Memorandum No. 1 was discussed at a meeting <strong>of</strong> the <strong>Sechelt</strong> Sewage Facilities Commission<br />
(SSFC), and later with the <strong>Sechelt</strong> Indian Band, LeHigh Aggregates Ltd. and the Sunshine Coast Regional<br />
<strong>District</strong>. The preferred option for the transfer <strong>of</strong> biosolids to the Lot L site is as follows:<br />
a. Construct a biosolids transfer pipe from Dusty Road plant to the Lot L site. This would be a<br />
gravity pipe constructed on Dusty Road.<br />
b. Convert a currently unused tank at the Ebb Tide plant to a biosolids storage tank, and pump this<br />
volume through the existing forcemain to the new site, alternatively cycling with the existing raw<br />
sewage pumps.<br />
A schematic depiction <strong>of</strong> the preferred biosolids transfer option is provided on Figure 2.3.<br />
Page 3<br />
1592.0026.01 / December, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
Bio-Solids Facilities Pre-Design <strong>Report</strong><br />
Lot L<br />
DUSTY ROAD<br />
TREATMENT<br />
PLANT<br />
EBB TIDE<br />
TREATMENT<br />
PLANT<br />
°<br />
0 400<br />
Meters<br />
SUITE 304 - 1353 ELLIS STREET<br />
KELOWNA, BC, CANADA V1Y 1Z9<br />
Tel. 250.762.2517<br />
Fax. 250.762.5266<br />
www.urban-systems.com<br />
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Facilities Pre-Design <strong>Report</strong><br />
USL File<br />
1592.0026.01<br />
XXXX.YYYY.ZZ<br />
Date<br />
September, 2010<br />
Client/Project<br />
Figure<br />
2.1<br />
Title<br />
Sewage Treatment Plant Sites
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Treatment Pre-Design <strong>Report</strong><br />
3.0 BIOSOLIDS PRODUCTION<br />
3.1 What are Biosolids<br />
Biosolids are the organic solids product <strong>of</strong> municipal wastewater treatment that can be beneficially<br />
utilized. Raw biosolids emanate from any wastewater treatment process and are typically 98% to 99%<br />
liquid before processing. This liquid is not suitable for direct use and must be processed to stabilize<br />
volatile compounds, and reduce pathogens. Pathogens are defined as disease-causing micro-organisms<br />
including certain bacteria, viruses, fungi and protozoa.<br />
3.2 The Mechanism <strong>of</strong> Biosolids Production<br />
Sewage treatment plants utilize the natural biological processes <strong>of</strong> microbiological consumption to reduce<br />
the amount <strong>of</strong> organics in wastewater. A colony <strong>of</strong> benign micro-organisms is maintained in a reactor by<br />
the provision <strong>of</strong> oxygen and food. The “food” consists <strong>of</strong> the incoming organics in the sewage and<br />
biosolids returned from the clarifier. When this balance <strong>of</strong> food to micro-organism ratio is maintained, the<br />
plant functions efficiently.<br />
The quantity <strong>of</strong> biosolids returned from the clarifier to the bioreactor is periodically adjusted by the<br />
operator to maintain the required balance. The biosolids not required for the balance are referred to as<br />
“waste biosolids” and must be removed from the process.<br />
The “waste” biosolids are typically further processed in a sidestream to achieve stabilization (converting<br />
volatile biosolids into gas) and thickening. In order to reduce handling costs, the thickened biosolids<br />
slurry is also “dewatered”, either mechanically or with sand drying beds. Dewatering transforms the slurry<br />
into a moist “cake”.<br />
The relative concentrations <strong>of</strong> dry solids in each <strong>of</strong> the above products is:<br />
<br />
<br />
<br />
Clarifier biosolids: 1 - 2% (10,000 – 20,000 mg/L)<br />
Digested or thickened biosolids: 3 – 4% (30,000 – 40,000 mg/L)<br />
Dewatered biosolids: 20 – 22% (200,000 – 220,000 mg/L)<br />
Dewatered biosolids can be further dried by thermal drying to achieve up to 95% solids concentration.<br />
Page 7<br />
1592.0026.01 / December, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Treatment Pre-Design <strong>Report</strong><br />
3.3 Biosolids Quantity Estimates<br />
The <strong>District</strong> <strong>of</strong> <strong>Sechelt</strong> sewage treatment plants utilize bioreactors and clarifiers. The clarifier biosolids are<br />
partly returned to the bioreactor and partly removed from the process.<br />
There is no further processing <strong>of</strong> excess biosolids at the Ebb Tide plant. Excess biosolids are disposed <strong>of</strong><br />
to the sewage pump station, blended with raw sewage and pumped to the Dusty Road plant.<br />
Excess biosolids at the Dusty Road plant are diverted to an open pond equipped with subsurface<br />
aerators. Trucked waste (septage) is also deposited in this pond. Photo 1 in Appendix D shows the<br />
surface <strong>of</strong> the aerated pond.<br />
The aerated pond overflows to an adjacent non-aerated pond for settling. Photo 2 in Appendix D shows<br />
the surface <strong>of</strong> the non-aerated pond. A surface skimmer in the non-aerated pond directs the surface<br />
liquid back to the bioreactor.<br />
The solids mixture in the non-aerated pond is pumped out by a pumper truck and hauled to the poplar<br />
plantation where it is applied as fertilizer for the trees.<br />
The estimates for production <strong>of</strong> biosolids involve multiplying the daily flow by the concentration <strong>of</strong><br />
suspended solids. The following is an estimate <strong>of</strong> average daily production:<br />
Influent 2,500 m³/d x 0.25 kg/m³ = 625.0 kg/d (dry solids)<br />
Effluent 2,500 m³/d x 0.045 kg/m³ = 112.5 kg/d (dry solids)<br />
Removed<br />
512.5 kg/d (dry solids<br />
This correlates with the recorded quantity <strong>of</strong> biosolids currently disposed <strong>of</strong>. The quantity provided in the<br />
Sylvis annual reports is 500 loads per season, each at 8.2 m³, for a total <strong>of</strong> 4,100 m³/year. The solids<br />
concentration is reported as 5% (50 kg/m³) so the total dry solids removed is 4,100 x 50 = 205,000<br />
kg/year. On a daily basis, this equates to 205,000/365 = 561.6 kg/day, representing a close correlation<br />
to the calculated quantity <strong>of</strong> 513 kg/day.<br />
The difference between 513 and 562 kg/d accounts for the “trucked” waste. Trucked waste includes<br />
septic tank pump-outs and waste sludge pump-outs from approximately 20 neighbourhood package<br />
plants in the region. 50 kg <strong>of</strong> dry solids per day is the equivalent <strong>of</strong> 5 m³/day at 1% concentration.<br />
Figure 3.1 provides a historical summary <strong>of</strong> recorded treatment plant flows. Figure 3.2 provides the<br />
last two years <strong>of</strong> flow recordings. The average daily flow is approximately 2300 m³/d. The projection for<br />
the 20-year term is 4000 m³/d, as average daily flow.<br />
Page 8<br />
1592.0026.01 / December, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Treatment Pre-Design <strong>Report</strong><br />
The quantities <strong>of</strong> biosolids to be currently dealt with (from both plants) are:<br />
Clarifier waste biosolids (1%):<br />
Trucked waste biosolids (1%):<br />
Thickened or digested biosolids (3%):<br />
Dewatered biosolids (20%):<br />
51 m³/d<br />
5 m³/d<br />
18.7 m³/d<br />
2.8 m³/d<br />
The projected quantities when the total sewage flow reaches 4,000 m³/d are:<br />
Clarifier waste biosolids (1%):<br />
Trucked waste biosolids (1%):<br />
Thickened or digested biosolids (3%):<br />
Dewatered biosolids (20%):<br />
82 m³/d<br />
8 m³/d<br />
30 m³/d<br />
4.5 m³/d<br />
Page 9<br />
1592.0026.01 / December, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Treatment Pre-Design <strong>Report</strong><br />
4.0 RECYCLING BIOSOLIDS<br />
4.1 Biosolids Regulations<br />
The regulations in BC which govern the recycling <strong>of</strong> biosolids are contained in the BC OMRR (Organic<br />
Matter Recycling Regulation) deposited in 2002 and updated on June 30, 2007 (BC Reg 198/2007)<br />
The OMRR contains definitions <strong>of</strong> organic matter under five classes. The definitions describe the products<br />
defined by processing criteria as well as quality criteria.<br />
The products are classified under the headings <strong>of</strong> Compost products (Class A and Class B), Biosolids<br />
products (Class A and Class B), and Biosolids Growing Medium. The Compost products (Class A and Class<br />
B) and the Biosolids Growing Medium are relatively dry and can be handled easily. These composted soil<br />
amendment products are a mixture <strong>of</strong> biosolids (Nitrogen source) and wood products (Carbon source)<br />
with Carbon:Nitrogen ratios ranging from 15:1 to 35:1.<br />
Biosolids products (Class A & Class B) can be in slurry form (2 to 5% solids), or in a thicker dewatered<br />
consistency (18 to 22% solids “cake”), or as a dried granular or pellet form (85 to 95% solids).<br />
4.1.1 Class A and Class B Biosolids<br />
Class B biosolids are achieved by processes which reduce volatiles and pathogens by aerobic or anaerobic<br />
digestion or by alkaline treatment.<br />
Class A biosolids are achieved using processes to “further reduce pathogens”. These include<br />
pasteurization, drying or heat treatment and advanced alkaline treatment. The Class A product can be<br />
used in most areas with minor restrictions.<br />
The pathogen indicator is Coliform bacteria. The OMRR requires maximum counts <strong>of</strong> (expressed as<br />
mpn/g = most probable number per gram):<br />
<br />
<br />
Less than 1,000 mpn/g for Class A<br />
Less than 2,000,000 mpn/g for Class B<br />
Page 12<br />
1592.0026.01 / December, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Treatment Pre-Design <strong>Report</strong><br />
4.1.2 Class A and Class B Compost<br />
Composting involves the mixing <strong>of</strong> a Carbon containing product such as wood with biosolids (Nitrogen).<br />
The Carbon and Nitrogen combination creates reactions that produce heat, drying and conversion <strong>of</strong><br />
volatiles to gas. The length <strong>of</strong> composting, temperatures achieved and time <strong>of</strong> maturation result in either<br />
a Class A or a Class B compost. The probable pathogen kill is determined by the Coliform test. The<br />
measurement used as an indicator <strong>of</strong> pathogens is Coliform bacteria. The OMRR requires Coliform<br />
bacteria counts <strong>of</strong>:<br />
<br />
<br />
Less than 1,000 mpn/g for Class A compost<br />
Less than 2,000 mpn/g for Class B compost<br />
4.1.3 Biosolids Growing Medium<br />
This product is typically produced by mixing Class B biosolids with granular material such as sand and<br />
wood waste or yard waste products (typically clipped) to form a material that is relatively dry, easily<br />
spread and used as a matrix for growing grass, shrubs or trees. The coliform count must be under 1,000<br />
mpn/g.<br />
4.2 Other Quality Parameters<br />
The OMRR also provides other quality parameters for recycled products. These include the metals<br />
concentrations shown in Table 4.1 below.<br />
Table 4:1 OMRR Metal Concentrations<br />
Maximum Element Concentration (mpn/g dry wt)<br />
Class A<br />
Compost<br />
Class B<br />
Compost<br />
Class A<br />
Biosolids<br />
Class B<br />
Biosolids<br />
Biosolids<br />
Growing<br />
Medium<br />
<strong>District</strong> <strong>of</strong><br />
<strong>Sechelt</strong><br />
Biosolids<br />
Arsenic 13 75 75 75 13 4.3<br />
Cadmium 3 20 20 20 1.5 2.8<br />
Chromium 210 1,060 1,060 1,060 100 21.2<br />
Cobalt 34 150 150 150 34 2.5<br />
Copper 400 2,200 757 1,200 150 686<br />
Lead 150 500 500 500 150 41.7<br />
Mercury 2 15 5 15 .8 2.48<br />
Molybdenum 5 20 20 20 5 6.4<br />
Nickel 62 180 180 180 62 15.4<br />
Selenium 2 14 14 14 62 8.1<br />
Zinc 500 1,850 1,850 1,850 150 1,000<br />
Page 13<br />
1592.0026.01 / December, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Treatment Pre-Design <strong>Report</strong><br />
As indicated above, under the OMRR there is the need to comply with both quality and process<br />
requirements. The process requirements relate to pathogen reduction and vector attraction reduction.<br />
The requirements for pathogen reduction are outlines in Schedule 1 <strong>of</strong> the OMRR. There are more<br />
stringent treatment requirements for a Class A biosolids/Class A compost which relate to a period <strong>of</strong> time<br />
when elevated temperature <strong>of</strong> the material (i.e. ≥ 50 o C) is required. If these elevated temperatures are<br />
not met, then the Class A designation cannot apply, resulting in a Class B product instead.<br />
The last column in Table 4.1 provides the recorded data from the regular sampling <strong>of</strong> the <strong>District</strong> <strong>of</strong><br />
<strong>Sechelt</strong> biosolids over the last 2 years. It’s evident that in terms <strong>of</strong> metals concentrations, the biosolids<br />
meet the Class A parameters. The photo’s in Appendix D show the tree plantation and the growing<br />
medium stock pile operated by Sylvis Environmental Inc.<br />
This indicates that the key concern with respect to recycling biosolids relates to pathogens and the<br />
processes applied to achieve sufficient pathogen kill for either a Class A or a Class B product.<br />
4.3 Site Selection<br />
The initial site selection was targeted at a site which could be used for biosolids processing and also have<br />
sufficient area for a future centralized sewage treatment plant.<br />
Composting operations, if applicable, would be undertaken at a larger more remote site.<br />
4.4 The Initial Sites Examined<br />
The <strong>District</strong>’s initial efforts focussed on areas which could make full use <strong>of</strong> the existing forcemains and<br />
effluent outfall pipes as well as resolve the problem <strong>of</strong> high pressure in the forcemain. This areas was in<br />
the vicinity <strong>of</strong> the Dusty road/East Porpoise Bay Road intersection. Three potential sites presented<br />
themselves:<br />
Site A: owned by CAL (Construction Aggregates Ltd.) east <strong>of</strong> the campground on East Porpoise Bay<br />
Road.<br />
Site B: owned by CAL, east <strong>of</strong> Lot L on Dusty Road.<br />
Site C: Lot L, the Lot L property on Dusty Road.<br />
Page 14<br />
1592.0026.01 / December, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Treatment Pre-Design <strong>Report</strong><br />
4.5 The Site Comparison Criteria<br />
The sites were compared using some basic parameters:<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
Elevation (above sea level)<br />
Available construction area<br />
Tree cover<br />
Soils and groundwater conditions<br />
Current zoning<br />
Adjacent land uses<br />
Proximity to 3-phase power<br />
Noise and odour factors<br />
Access<br />
Archaeological concerns<br />
Pumping and energy requirements<br />
Environmental concerns<br />
4.6 Site A<br />
Site A was <strong>of</strong>fered by CAL with the condition that they be allowed to mine the existing gravel prior to<br />
treatment plant construction. The mining would create a “pit” roughly 7 metres below existing ground.<br />
The resulting drop in ground elevation would make access difficult and would result in cutting the berm<br />
on Dusty Road.<br />
An alternate access is possible by utilizing the BC Hydro Right-<strong>of</strong> Way with connection to the existing<br />
road network at the CAL site. Although this creates some geometry and earthworks issues, they do not<br />
appear insurmountable. The top <strong>of</strong> tank elevation would be approximately 35m above sea level and the<br />
pumping requirement from the Ebb Tide site would result in much lower pressures in the forcemain.<br />
Power to the site is easily available, but the land is dedicated for gravel extraction. In this case the gravel<br />
would be extracted prior to treatment plant construction. Tree cover would not be available for screening<br />
and would need to be planted. The impacted land is the campground immediately adjacent to the west.<br />
The site is large enough to accommodate the treatment plant and sludge processing facilities. The gravel<br />
mining operation will have already addressed any archaeological concerns. The initial overview did not<br />
identify any environmental concerns.<br />
Page 15<br />
1592.0026.01 / December, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Treatment Pre-Design <strong>Report</strong><br />
Notwithstanding the access and earthwork difficulties, the <strong>District</strong> pursued this negotiation and acquired<br />
this site through expropriation. Later difficulties with the mining plan resulted in a substitute <strong>of</strong>fer by CAL<br />
<strong>of</strong> an alternate site higher up on Dusty Road (Site B).<br />
4.7 Site B<br />
Site B was <strong>of</strong>fered by CAL for consideration as an alternate to Site A. Here again, the condition was that<br />
the site be mined and the gravel extracted prior to construction <strong>of</strong> the sewage treatment plant. While the<br />
overall area is slightly over 7 Hectares, the net usable area is much smaller when taking into account<br />
these additional factors:<br />
<br />
<br />
<br />
The 30m setback required from the existing creek<br />
Mining <strong>of</strong> gravels down to elevation 50m ASL<br />
2:1 cut slopes<br />
The remaining site for construction <strong>of</strong> a sewage treatment facility is approximately 1.6 Hectare. This site<br />
could possibly accommodate a plant <strong>of</strong> 6000 m 3 /day capacity but would not allow for any future<br />
expansion.<br />
The average finished grade elevation <strong>of</strong> 50m ASL would result in a pressure in the forcemain <strong>of</strong> 85 to 90<br />
psi. This pressure is roughly half <strong>of</strong> what is currently required to pump the full design flow to the Dusty<br />
Road site (170 psi) at elevation 110m ASL.<br />
The site is heavily treed, but it’s expected that all the trees would be removed by the gravel mining<br />
operation. Re-planting would be necessary for screening. Access from Dusty Road is reasonable at the<br />
low end after the mining is completed.<br />
Given the limitations <strong>of</strong> small net area, this site was not pursued further.<br />
4.8 Site C<br />
Site C (Lot L) lies immediately west <strong>of</strong> Site B. It has a gross area <strong>of</strong> 3.5 Hectares and a net area <strong>of</strong> 2.9<br />
Hectares, excluding the BC Hydro Right-<strong>of</strong> Way and an easement <strong>of</strong> the NE corner. The site elevation<br />
ranges from 25m ASL at the low end (west) to 40m ASL at the high end (east). The north-south gradient<br />
is relatively flat.<br />
The site has been partially logged, but the eastern half remains treed. The land is zoned light industrial<br />
and is currently used for nursery operations. The site is large enough to accommodate the facility and<br />
future growth as well as a planted buffer zone. Three phase power runs through the western edge in a<br />
BC Hydro RoW. Access <strong>of</strong>f Dusty Road is good.<br />
Page 16<br />
1592.0026.01 / December, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Treatment Pre-Design <strong>Report</strong><br />
There are residential areas to the north, and west <strong>of</strong> East Porpoise Bay Road. However, visual screening<br />
on all sides is achievable. The facility would require noise and odour control features.<br />
The site appeared to meet most <strong>of</strong> the selection criteria and some initial screening activities were<br />
commissioned. These included a geotechnical/hydrogeological overview, a habitat and environmental<br />
overview and an archaeological screening. All initial investigations did not reveal any issues with these<br />
factors and the <strong>District</strong> proceeded to purchase the site.<br />
4.9 Further Investigation <strong>of</strong> Lot L<br />
Lot L lies at the west end <strong>of</strong> Dusty Road near the intersection <strong>of</strong> East Porpoise Bay Road. It is bounded<br />
on the north side by Allen Road. The property is Lot L, DL 1438, Plan LMP49852. It is currently being<br />
used as a tree and shrub nursery and for storage <strong>of</strong> landscaping products.<br />
The elevation <strong>of</strong> the site ranges from 40 m. above sea level on the east side to 28 m above sea level on<br />
the west side. A driveway through the site, starting at on Allen Road at the NE corner and connecting to<br />
Dusty Road, requires further investigation.<br />
An air photo <strong>of</strong> the site is provided on Figure 4.1 Photos 3 and 4 in Appendix D present ground level<br />
views <strong>of</strong> the existing site.<br />
4.10 Site Assessments <strong>of</strong> Lot L<br />
<strong>Preliminary</strong> site assessments were undertaken by:<br />
a. IRC (Integrated Resource Consultants Inc.)<br />
A stage 1 preliminary environmental assessment<br />
b. Peter Merchant<br />
Archaeological Assessment <strong>Report</strong> (Shishalh Nation Rights and Title Department)<br />
c. Geotactic Media Engineering (2007) Ltd.<br />
Geotechnical appraisal with 5 test pits<br />
These reports are included in Appendix A.<br />
The environmental assessment provides the minimum required setback from Irgens Creek high water<br />
mark (10 m). It also recommends that the gate at Allen Road be closed to reduce the risk <strong>of</strong> HADD<br />
(Harmful Alteration Disruption or Destruction) <strong>of</strong> fish habitat.<br />
Page 17<br />
1592.0026.01 / December, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Treatment Pre-Design <strong>Report</strong><br />
The archaeological overview indicates that there are no recorded archaeological sites located within the<br />
subject area.<br />
The geotechnical investigation indicates the presence <strong>of</strong> silty sands and gravels with no identifiable<br />
hazards for construction <strong>of</strong> structures. Structures would have to be designed for post-seismic code for the<br />
region. Accordingly, deeper boreholes should be undertaken prior to final design.<br />
Page 18<br />
1592.0026.01 / December, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Treatment Pre-Design <strong>Report</strong><br />
5.0 BIOSOLIDS TRANSFER<br />
5.1 Options Examined<br />
Technical Memorandum No. 1 (included as Appendix B) explored several methods to transfer biosolids<br />
from the Ebb Tide site and the Dusty Road site to the Lot L site.<br />
The options were discussed with the <strong>District</strong> <strong>of</strong> <strong>Sechelt</strong>, the SSFC and LeHigh Aggregates. The preferred<br />
option was to construct a new transfer pipe on Dusty Road from the plant to the Lot L site<br />
(approximately 600 m length). The transfer <strong>of</strong> Ebb Tide biosolids would be achieved with the existing<br />
forcemain by cycling between the raw sewage pump and the biosolids pump.<br />
The cycling procedure would require that the forcemain be purged each time sludge is to be pumped.<br />
The volume <strong>of</strong> the forcemain (from Ebb Tide to Lot L site) is approximately 216 m³. The existing pump is<br />
sized for a rate <strong>of</strong> 4.7 m³/min. It would purge the pipe in 46 minutes. An automatic valve at the<br />
discharge end would divert to the biosolids chamber after the appropriate delay time.<br />
There is storage already available at the Ebb Tide site <strong>of</strong> approximately 150 m³. If 120 m³ is utilized to<br />
store 3 days <strong>of</strong> biosolids production, the pump cycling would be approximately as follows:<br />
1. Regular raw sewage pumping to raw sewage chamber<br />
2. When biosolids chamber is close to full, continue pumping to raw sewage chamber for<br />
approximately 35 minutes<br />
3. Activate diversion valve to biosolids chamber after 35 minutes<br />
4. Pump to biosolids chamber for 25 minutes (120 m³ @ 4.7 m³/min)<br />
5. Activate diversion valve back to raw sewage chamber, begin pumping raw sewage<br />
The procedure may flow through a small amount <strong>of</strong> biosolids with raw sewage at the beginning and end<br />
<strong>of</strong> each cycle, but the ratio will be very small and will not impact the treatment plant operation. Biosolids<br />
storage at the site will require odour control.<br />
Page 20<br />
1592.0026.01 / December, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Treatment Pre-Design <strong>Report</strong><br />
6.0 BIOSOLIDS STABILIZATION<br />
6.1 Stabilization Requirements<br />
“Stabilization” <strong>of</strong> biosolids refers to processes that convert the volatile fraction <strong>of</strong> biosolids to gas and<br />
water. Stabilization processes also reduce pathogens and provide a less odorous product for use or<br />
disposal. There are five proven stabilization processes:<br />
1. Anaerobic digestion<br />
2. Aerobic digestion<br />
3. Autothermal thermophilic aerobic digestion<br />
4. Composting<br />
5. Alkaline stabilization<br />
The digestion processes achieve natural decomposition <strong>of</strong> micro-organisms. Aerobic digestion achieves it<br />
with the use <strong>of</strong> oxygen. Anaerobic digestion achieves a similar result but with the use <strong>of</strong> methane forming<br />
micro-organisms. Thermophilic digestion combines aeration and heat to speed up the process.<br />
Composting is also a natural decomposition process. It requires a carbon source to combine with the<br />
nitrogen in the biosolids. The carbon source is typically a wood product such as wood ships or hog fuel.<br />
Alkaline stabilization is typically achieved by lime addition (Calcium Hydroxide). The chemical reaction<br />
raises the pH as well as the temperature and results in rapid die-<strong>of</strong>f <strong>of</strong> pathogens.<br />
Page 21<br />
1592.0026.01 / December, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Treatment Pre-Design <strong>Report</strong><br />
6.2 Comparison <strong>of</strong> Processes<br />
Table 6.1 provides some <strong>of</strong> the advantages and disadvantages <strong>of</strong> each process.<br />
Table 6.1: Comparison <strong>of</strong> Stabilization Processes<br />
Process Advantages Disadvantages<br />
Anaerobic Digestion Good volatile suspended solids<br />
destruction (40 to 60%)<br />
Net operational costs ban be low<br />
if gas (methane) is used<br />
Broad applicability<br />
Biosolids suitable for agricultural<br />
use<br />
Good pathogen inactivation<br />
Reduces total sludge mass<br />
Low net energy requirements<br />
Aerobic Digestion Low initial cost, particularly for<br />
small plants<br />
Supernatant less objectionable<br />
than anaerobic<br />
Simple operational control<br />
Broad applicability<br />
Odours are “earthy” and low<br />
concentrations that can be<br />
controlled<br />
Reduces total sludge mass<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
Requires skilled operators<br />
May experience foaming<br />
Methane formers are slow<br />
growing; hence, “acid digester”<br />
sometime occurs<br />
Recovers slowly from upset<br />
Supernatant strong in<br />
carbonaceous oxygen demand,<br />
biochemical oxygen demand,<br />
suspended soils, and ammonia<br />
Cleaning is difficult (scum and<br />
grit)<br />
Can generate nuisance odours<br />
resulting from anaerobic nature <strong>of</strong><br />
process<br />
High initial cost<br />
Potential for struvite (mineral<br />
deposit)<br />
Safety issues concerned with<br />
flammable gas<br />
High energy costs<br />
Generally lower volatile<br />
suspended solids destruction than<br />
anaerobic<br />
Reduced pH and alkalinity<br />
Potential for pathogen spread<br />
through aerosol drift<br />
Biosolids typically are difficult to<br />
dewater by mechanical means<br />
Cold temperatures adversely<br />
affect performance<br />
May experience foaming<br />
Page 22<br />
1592.0026.01 / December, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Treatment Pre-Design <strong>Report</strong><br />
Process Advantages Disadvantages<br />
Autothermal<br />
Thermophilic Aerobic<br />
Digestion<br />
<br />
<br />
<br />
<br />
Reduced hydraulic retention<br />
compared with conventional<br />
aerobic digestion<br />
Volume reduction<br />
Excess heat can be used for<br />
building heat<br />
Pasteurization <strong>of</strong> the sludge,<br />
pathogen reduction<br />
<br />
<br />
<br />
<br />
High energy costs<br />
Potential <strong>of</strong> foaming<br />
Requires skilled operators<br />
Potential for odours<br />
Composting High-quality, potentially saleable<br />
product suitable for agricultural<br />
use<br />
Can be combined with other<br />
processes<br />
Low initial cost (static pile and<br />
window)<br />
Lime Stabilization Low capital cost<br />
Easy operation<br />
Good as interim or emergency<br />
stabilization method<br />
Advanced Alkaline<br />
Stabilization<br />
<br />
<br />
<br />
Produces a high-quality Class A<br />
product<br />
Can be started quickly<br />
Excellent pathogen reduction<br />
Sludge Dryers Substantially reduces volume<br />
Can be combined with other<br />
processes<br />
Produce a Class A product<br />
Not a biological process so it can<br />
be started quickly<br />
Retains nutrients<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
Requires 18 to 30% dewatered<br />
solids<br />
Requires bulking agent<br />
Requires either forced air (power)<br />
or turning (labour)<br />
Potential for pathogen spread<br />
through dust<br />
High operation cost: can be<br />
power, labour, or chemical<br />
intensive, or all three<br />
May require significant land area<br />
Requires carbon source<br />
Potential for odours<br />
Biosolids not always appropriate<br />
for land application<br />
Chemical intensive<br />
Overall cost very site specific<br />
Volume <strong>of</strong> biosolids to be<br />
disposed <strong>of</strong> is increased<br />
pH drop after treatment can lead<br />
to odours and biological growth<br />
Operator intensive<br />
Chemical intensive<br />
Potential for odours<br />
Volume <strong>of</strong> biosolids to be<br />
disposed <strong>of</strong> is increased<br />
May require significant land area<br />
Some dryers could be labour<br />
intensive<br />
Produces an <strong>of</strong>f gas that must be<br />
treated<br />
Page 23<br />
1592.0026.01 / December, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Treatment Pre-Design <strong>Report</strong><br />
6.3 Discussion <strong>of</strong> Applicability<br />
6.3.1 Anaerobic Digestion<br />
Anaerobic digestion is widely used in larger plants, typically greater than 20,000 m³/d. The <strong>Sechelt</strong> plants<br />
currently process an average <strong>of</strong> 2,500 m³/d. The advantages <strong>of</strong> methane production is diminished when<br />
quantities are small. The presence <strong>of</strong> anaerobic bacteria increases the risk <strong>of</strong> <strong>of</strong>fensive odours with<br />
process upsets.<br />
The anaerobic digestion process is the result <strong>of</strong> a complicated set <strong>of</strong> chemical and biochemical reactions,<br />
in the context <strong>of</strong> an ecosystem involving many types <strong>of</strong> micro-organism.<br />
The first stage consists <strong>of</strong> hydrolysis, which converts complex organics to soluble organics. Soluble<br />
organics are, in turn, converted to organics which form methanogens, methane and carbon dioxide.<br />
The methane requires “scrubbing” to be used for energy production. In small plants, the quantity <strong>of</strong><br />
methane produced makes it uneconomical to provide a gas scrubbing and energy recovery system.<br />
6.3.2 Aerobic Digestion<br />
Aerobic digestion is a suspended growth biological process based on the activated sludge theories. It is a<br />
process more commonly used in smaller plants (less than 20,000 m³/d) results in an in<strong>of</strong>fensive<br />
biologically stable product. It is relatively simple to operate and odours can be controlled. There is no<br />
production <strong>of</strong> methane.<br />
Aerobic digestion is based on the principle <strong>of</strong> endogenous respiration. This occurs when the supply <strong>of</strong><br />
available substrate (food) is depleted and micro-organisms begin to consume their own protoplasm to<br />
obtain energy for cell maintenance. The cell tissue is oxidized aerobically to carbon dioxide, water and<br />
ammonia or nitrates. Typically 75 – 80% <strong>of</strong> cell tissue is oxidized. The remaining 20 – 25% is composed<br />
<strong>of</strong> inert components and organic compounds that are not biodegradable. Consequently, it is stable and<br />
suitable for a variety <strong>of</strong> disposal or reuse options.<br />
6.3.3 Autothermal Thermophilic Aerobic Digestion (ATAD)<br />
The ATAD process is a variation <strong>of</strong> aerobic digestion that achieves operating temperatures <strong>of</strong> 40 – 80ºC<br />
without supplemental heat beyond that supplied by mixing. The process can achieve in excess <strong>of</strong> 35%<br />
volatile solids destruction and sufficient pathogen reduction to meet Class A designation, under the<br />
OMRR.<br />
This process is applicable to smaller plants, but requires significantly more process control than an<br />
aerobic digester. The consistency <strong>of</strong> the inflow biosolids is critical, and a thickener is recommended prior<br />
to ATAD feed. The risk <strong>of</strong> odours is relatively high.<br />
Page 24<br />
1592.0026.01 / December, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Treatment Pre-Design <strong>Report</strong><br />
The variable characteristics <strong>of</strong> incoming biosolids in this base (both primary and secondary biosolids)<br />
adds a measure <strong>of</strong> complexity and additional operational control to the ATAD process. The requirement<br />
for pre-thickening to 3 -5% solids content increases the capital cost.<br />
6.3.4 Composting<br />
Composting is a self-heating process that destroys pathogens and produces a material similar to soil<br />
humus. Well-stabilized compost can be stored indefinitely and has minimal odour, even if re-wetted. It is<br />
suitable for a variety <strong>of</strong> end uses.<br />
A medium is required for composting that is dry enough to act as a bulking agent (35 – 50% solids) but<br />
wet enough to sustain biological activity. Wood products such as chips or hog fuel are an ideal source <strong>of</strong><br />
Carbon to combine with the Nitrogen in the biosolids. The ideal Carbon to Nitrogen ratio is 30:1.<br />
The commonly used methods <strong>of</strong> composting are:<br />
a. Aerated static pile<br />
b. Windrow process<br />
In-vessel composting, using a silo or tunnel, is also practiced, but it is significantly more costly and not<br />
widely used.<br />
6.3.5 Thermal Processing<br />
Thermal processes include:<br />
<br />
<br />
<br />
Thermal conditioning<br />
Thermal drying<br />
Thermal destruction<br />
Thermal conditioning refers to the simultaneous application <strong>of</strong> heat and pressure to enhance the<br />
dewaterability <strong>of</strong> the biosolids without the use <strong>of</strong> chemicals. However, biosolids must be thickened to at<br />
least 6% solids concentration before thermal conditioning can be applied. Thermal conditioning is useful<br />
because it can improve mechanical dewatering if a 30 – 40% cake is required. It is, however, energy<br />
intensive.<br />
Thermal drying involves the application <strong>of</strong> sufficient heat to evaporate water. The drying process is<br />
usually undertaken in three stages: warm-up stage, constant-rate stage, and falling-rate stage. The heat<br />
transfer methods include convection, conduction, and radiation or combinations <strong>of</strong> these. Direct dryers<br />
include flash dryers and rotary dryers (kilns). The drying process is highly energy consumptive and costly.<br />
It is appropriate if the goal is to achieve a 60-90% solids content product.<br />
Page 25<br />
1592.0026.01 / December, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Treatment Pre-Design <strong>Report</strong><br />
Thermal destruction refers to incineration and involves extremely high temperatures. Incineration is <strong>of</strong>ten<br />
considered in a regional context if biosolids can be combined with other waste products from other<br />
sources and provisions are made for control <strong>of</strong> air emissions.<br />
Thermal processes were not considered further due to their high cost and the relatively small quantities<br />
<strong>of</strong> biosolids to be dealt with.<br />
Table 6.2 provides a brief comparison <strong>of</strong> composting processes.<br />
Table 6.2: Key Advantages and Disadvantage <strong>of</strong> Composting Systems<br />
Composting<br />
Technology<br />
Advantages<br />
Disadvantages<br />
Aerated Static Pile Adaptability to various bulking<br />
agents<br />
Flexibility to handle changing feed<br />
conditions and peak loads<br />
(volume not fixed)<br />
Relatively simple mechanical<br />
equipment<br />
Windrow Adaptability to various bulking<br />
agents<br />
Flexibility to handle changing feed<br />
conditions and peak loads<br />
(volume not fixed)<br />
Relatively simple mechanical<br />
equipment<br />
Requires no fixed mechanical<br />
equipment<br />
Vertical Plug Flow Completely enclosed reactors in<br />
some systems improve ability to<br />
control odours<br />
<br />
<br />
Relatively smaller area required<br />
Operators not exposed to<br />
composting material<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
Relatively labour intensive<br />
Relatively large area required<br />
Operators exposed to<br />
composting piles<br />
Potentially dusty working<br />
environment<br />
Very large area required<br />
Relatively labour intensive<br />
Operators exposed to<br />
composting piles<br />
Dusty working conditions<br />
Single outfeed device per reactor<br />
(large reactors), potentially<br />
bottleneck<br />
Potentially inability to maintain<br />
uniform aerobic conditions<br />
throughout reactor<br />
Relatively maintenance intensive<br />
Limited flexibility to handle<br />
changing conditions<br />
Materials-handling system may<br />
limit choice <strong>of</strong> bulking agents<br />
Page 26<br />
1592.0026.01 / December, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Treatment Pre-Design <strong>Report</strong><br />
Composting<br />
Technology<br />
Advantages<br />
Disadvantages<br />
Horizontal Plug Flow<br />
(tunnel)<br />
<br />
<br />
<br />
Completely enclosed reactors<br />
improve ability to control odours<br />
Relatively smaller area required<br />
(compost mix compacted)<br />
Operators not exposed to<br />
composting material<br />
<br />
<br />
<br />
<br />
Fixed-volume reactors (no<br />
flexibility)<br />
Limited ability to handle<br />
changing conditions<br />
Relatively maintenance intensive<br />
Materials-handling system may<br />
limit choice <strong>of</strong> bulking agents<br />
Agitated Bin Mixing enhances aeration and<br />
uniformity <strong>of</strong> compost mixtures<br />
Ability to mix compost (advantage<br />
in handling some bulking agents)<br />
Adaptability to various bulking<br />
agents<br />
<br />
<br />
<br />
<br />
<br />
Fixed-volume reactors (no<br />
flexibility)<br />
Relatively large area required<br />
Potentially dusty working<br />
environment<br />
Operators exposed to<br />
composting piles<br />
Relatively maintenance intensive<br />
6.3.6 Alkaline Stabilization<br />
The addition <strong>of</strong> alkaline chemicals is a reliable method <strong>of</strong> stabilization. Quicklime and hydrated lime are<br />
the most common alkaline additives. Lime stabilization is a common practice at small treatment plants.<br />
Liquid lime is commonly used on liquid biosolids. The process requires a storage silo, volumetric feeders<br />
and mixing tanks. Dry lime stabilization is used on dewatered biosolids cake.<br />
The primary disadvantage <strong>of</strong> lime stabilization, when compared to digestion, is that there is no reduction<br />
in solids mass. In fact, mass is increased because <strong>of</strong> the added lime and chemical formations. With<br />
proper mixing, alkaline stabilization can reduce odour risks.<br />
Page 27<br />
1592.0026.01 / December, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Treatment Pre-Design <strong>Report</strong><br />
7.0 BIOSOLIDS THICKENING<br />
7.1 Thickening Processes<br />
Thickening is used as an intermediate step prior to some stabilization processes such as ATAD or prior to<br />
dewatering. It provides some beneficial results such as homogenizing primary and secondary biosolids<br />
and reducing the hydraulic loading to subsequent processes. Thickening is not required prior to aerobic<br />
and anaerobic digestion since these processes inherently thicken biosolids.<br />
The most common methods for thickening are:<br />
a. Gravity thickening<br />
b. Dissolved Air Flotation<br />
Other mechanical methods include centrifugation, belt thickening and rotary drums. These methods<br />
require more operator time and are not as widely used as gravity thickening and dissolved air flotation.<br />
7.1.1 Gravity Thickening<br />
A gravity thickener is, in essence, a settling tank, with a bottom collector mechanism. The most common<br />
configuration is a circular tank with a side-water depth <strong>of</strong> 3 to 4 m. The size should be large enough to<br />
allow a quiescent settling time, but not so large as to result in anaerobic conditions due to long detention<br />
time.<br />
Gravity thickening can achieve 2 – 3% solids concentration <strong>of</strong> secondary biosolids and 4 – 6% solids on<br />
combined primary and secondary biosolids. The process is energy efficient.<br />
7.1.2 Dissolved Air Flotation (DAF)<br />
Dissolved air flotation (DAF) has become more widely used because <strong>of</strong> its relatively small footprint. It<br />
consists <strong>of</strong> introducing a stream <strong>of</strong> fine air bubbles to the liquid; the resultant buoyancy <strong>of</strong> the particles<br />
causes the matrix to rise to the surface where it is collected by a skimming mechanism.<br />
DAF is widely used for secondary biosolids (activated sludge), but not generally used on primary<br />
biosolids. Where space is critical, DAF has advantages over gravity thickening. However, DAF incurs<br />
greater power costs due to the horsepower required for the air saturation pumps. Float solids<br />
concentration can be up to 3 to 4%.<br />
Page 28<br />
1592.0026.01 / December, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Treatment Pre-Design <strong>Report</strong><br />
8.0 BIOSOLIDS DEWATERING<br />
8.1 Dewatering Processes<br />
Historical dewatering <strong>of</strong> biosolids was typically achieved with the use <strong>of</strong> sand beds and under drains.<br />
These drying beds required a long detention time and a labour-intensive scraping procedure for removal<br />
<strong>of</strong> the dewatered product. Wet weather significantly hindered the dewatering process.<br />
More modern methods utilize mechanical liquid/solid separation techniques. The most common include:<br />
a. Belt Filter Press<br />
b. Centrifuge<br />
c. Pressure Filter<br />
d. Screw Press<br />
8.1.1 Belt Filter Press<br />
This is a sequential process that includes chemical conditioning, gravity drainage to a non-fluid<br />
consistency and compaction in a pressure and shear zone<br />
A continuous porous belt provides a large surface area through which drainage occurs. The compression<br />
stage squeezes the product between two belts and results in further dewatering.<br />
Belt filter presses are more effective with primary and anaerobic digested sludge. The flocs in secondary<br />
biosolids are more difficult to dewater and belt filter presses have difficulty achieving a cake <strong>of</strong> more than<br />
15% solids concentration. Anaerobically digested biosolids can be dewatered with a belt filter press up to<br />
20% solids.<br />
8.1.2 Centrifuges<br />
A centrifuge achieves liquid/solid separation by spinning at high speed much like the spin cycle on a<br />
washing machine. Solid bowl centrifuges use centrifuged force <strong>of</strong> 500 to 3,000 times the force <strong>of</strong> gravity.<br />
Centrifuges are applicable to many different types <strong>of</strong> biosolids, but pre-conditioning with a polymer or<br />
metal salt is required. Organic polymers are usually the most cost effective and have better performance<br />
characteristics.<br />
Centrifuges are totally enclosed and the risk <strong>of</strong> odours is less than open belt filter presses. Some odour<br />
may be present on the cake discharge end. The cake is typically discharged with a screw conveyor to a<br />
truck or bin. Centrifuges have an excellent safety record.<br />
Page 29<br />
1592.0026.01 / December, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Treatment Pre-Design <strong>Report</strong><br />
8.1.3 Pressure Filter Press<br />
A pressure filter press system can produce a cake with greater than 30% solids concentration. Pressure<br />
filtration separates solids from a liquid slurry using positive pressure differential as the driving force.<br />
The pumping forces the liquid through a filter medium, leaving a concentrated solids cake trapped<br />
between the filter cloths that cover the recessed plates. When the plates are separated, the cake drops<br />
downward to a conveyor. Pre-conditioning with polymer is essential for the process.<br />
Pressure filter presses are generally higher capital cost than other processes, and require more labour to<br />
operate, washing <strong>of</strong> the filter media is required after each batch.<br />
8.1.4 Screw Press<br />
The screw press concept was typically used for thickening, but the technology has evolved to the point<br />
where a cake <strong>of</strong> up to 20% solids concentration is achievable.<br />
The screw press utilizes a low speed auger with a conical screw shaft and cylindrical sleeves consisting <strong>of</strong><br />
three zones: inlet/drive zone, thickening/dewatering zone, and press zone. The advantage <strong>of</strong> the screw<br />
press is reduced wear due to low speed operation. The cake solids concentration can vary, and piloting is<br />
recommended.<br />
8.2 Dewatering Process Comparison<br />
Table 8.1 presents a comparison <strong>of</strong> various parameters for the four dewatering technologies described<br />
above. Figure 8.1 presents s schematic depiction <strong>of</strong> the processes discussed, and Figure 8.2 presents<br />
a preliminary site layout for the process components.<br />
Page 30<br />
1592.0026.01 / December, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Treatment Pre-Design <strong>Report</strong><br />
Table 8.1: Comparison <strong>of</strong> Centrifuges and Belt Filter Presses<br />
Centrifuge Belt Filter Press Pressure Filter Press Screw Press<br />
a. Cost<br />
Centrifuges may <strong>of</strong>fer lower<br />
Typically viewed as a lower cost<br />
Highest capital costs and<br />
Low capital cost –<br />
Effectiveness<br />
overall operation and<br />
option compared to the<br />
highest O&M costs –<br />
solids content not<br />
maintenance costs and can<br />
outperform conventional belt<br />
centrifuge, but cannot achieve<br />
the same solids content as a<br />
achieves high solids<br />
content.<br />
guaranteed.<br />
filter presses in terms <strong>of</strong> dry<br />
centrifuge.<br />
solids produced.<br />
b. Floor Space Centrifuges require a small<br />
amount <strong>of</strong> floor space relative<br />
Belt presses require more space<br />
than a centrifuge for the same<br />
Largest floor space<br />
requirement.<br />
Low floor-space<br />
requirement.<br />
to their capacity. Less than half<br />
capacity.<br />
the space required for belt filter<br />
presses.<br />
c. Operator<br />
Attention<br />
Centrifuges require minimal<br />
operator attention when<br />
Needs frequent staff attention.<br />
Staffing requirements can be<br />
Significant set up, take<br />
down and cleaning time.<br />
Operator requirement is<br />
relatively low, cleaning<br />
operations are stable. Modern<br />
minimized, if the equipment is<br />
is simple.<br />
control elements take care <strong>of</strong><br />
operation fluctuations<br />
large enough to process the<br />
solids in one shift.<br />
automatically.<br />
Belt presses require more<br />
operator attention if the feed<br />
solids vary in their solids<br />
concentration or organic matter.<br />
Page 31<br />
1592.0026.01 / November, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Treatment Pre-Design <strong>Report</strong><br />
Centrifuge Belt Filter Press Pressure Filter Press Screw Press<br />
d. Odours Operators have low exposure to<br />
pathogens, aerosols, hydrogen<br />
Odours may be a problem, but<br />
can be controlled with good<br />
Odours may be a<br />
problem.<br />
Odour formation is<br />
minimal – unit is fully<br />
sulphide or other odours.<br />
ventilation systems and<br />
enclosed.<br />
chemicals, such as potassium<br />
Some exposure to<br />
permanganate, to neutralize<br />
odour-causing compounds. There<br />
aerosols in the wash<br />
cycle.<br />
is still a concern <strong>of</strong> exposure to<br />
pathogens.<br />
e. Cleaning Centrifuges are easy to clean<br />
Belt washing at the end <strong>of</strong> each<br />
Washing is a lengthy<br />
Minimal hose down<br />
and use less water for cleaning.<br />
shift, or more frequently, can be<br />
process.<br />
requirements.<br />
time consuming and require large<br />
amounts <strong>of</strong> water during the<br />
cleaning operation, which ends up<br />
at head <strong>of</strong> plant.<br />
f. Resiliency Centrifuges can handle higher<br />
than design loadings and the<br />
Wastewater solids with higher<br />
concentrations <strong>of</strong> oil and grease<br />
Batch process can deal<br />
with a fixed volume for<br />
Fully automatic<br />
continuous operation.<br />
percent solids recovery can<br />
can result in blinding <strong>of</strong> the belt<br />
each batch. Higher<br />
Wear is minimized due<br />
usually be maintained with the<br />
addition <strong>of</strong> a higher polymer<br />
filter and lower solids content<br />
cake. Belt presses are solids<br />
volumes mean more<br />
frequent pressing.<br />
to low speed.<br />
dosage.<br />
limited.<br />
Page 32<br />
1592.0026.01 / November, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Treatment Pre-Design <strong>Report</strong><br />
Centrifuge Belt Filter Press Pressure Filter Press Screw Press<br />
g. Wear Factors The centrifuge has fast moving<br />
components which can be<br />
The belt press is vulnerable to<br />
tearing <strong>of</strong> the fabric filter.<br />
Filter medium can be<br />
damaged by rocks or<br />
Few wear parts, low<br />
speed and wide<br />
damaged or cause serious<br />
sharp objects.<br />
tolerance results in<br />
damage if rocks enter the<br />
minimal wear.<br />
equipment.<br />
Page 33<br />
1592.0026.01 / November, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
10m Bu er (Typ.)<br />
Creek<br />
Setback Area<br />
Irgens Creek<br />
Future Sewage<br />
Treatment Plant Area<br />
Trucked Waste<br />
Delivery<br />
Trucked Waste Drop-o and<br />
Dewatered Biosolids Bin<br />
10m Bu er (Typ.)<br />
Dewatering Building<br />
& Pump Station
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Processing Options Comparison Pre-Design <strong>Report</strong><br />
9.0 BIOSOLIDS HEAT DRYING<br />
9.1 Description<br />
Heat drying, in which heat from direct or indirect dryers is used to evaporate water from wastewater<br />
solids., is one <strong>of</strong> several methods that can be used to reduce the volume and improve the quality <strong>of</strong><br />
wastewater biosolids. A major advantage <strong>of</strong> heat drying versus other biosolids improvement methods,<br />
however, is that heat drying is ideal for producing Class A biosolids. Heat drying may become a<br />
requirement in the future.<br />
9.2 Applicability<br />
Heat drying is applicable in both urban and suburban settings because it requires a relatively small<br />
amount <strong>of</strong> land and facility design allows process air to be captured for treatment. Markets for dried<br />
products are generally more prevalent in suburban and rural areas than in urban settings. However,<br />
because heat drying reduces the volume <strong>of</strong> the solids to such a great extent, transport <strong>of</strong> the endproduct<br />
from urban areas to rural markets is usually economical. Heat drying is also becoming more costeffective<br />
even for small systems (
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Processing Options Comparison Pre-Design <strong>Report</strong><br />
<br />
<br />
<br />
<br />
Can be designed to accept a variety <strong>of</strong> feed material characteristics.<br />
Greatly reduces the volume <strong>of</strong> material that needs to be transported. The typical heat-dried<br />
product is at least 90% solids commonly produced by mechanical dewatering operations. This<br />
feature is particularly important for major urban areas, where the end-product might need to be<br />
transported for considerable distances for use in marketing.<br />
Reduces traffic into and out <strong>of</strong> facility. The number <strong>of</strong> trucks required to remove material is<br />
reduced because <strong>of</strong> the smaller volume <strong>of</strong> the final biosolids product. In addition, no additives or<br />
amendments need to be transported into the facility.<br />
Generates a readily marketable product.<br />
9.3.2 Disadvantages<br />
Requires a substantial capital investment. Capital costs <strong>of</strong>ten are weighed against the long-term<br />
financial return that can be realized by the sale <strong>of</strong> the heat-dried pellets.<br />
<br />
<br />
<br />
<br />
<br />
Requires a large amount <strong>of</strong> energy. Heat-drying systems can require 1,400-1,700 British thermal<br />
units per pound <strong>of</strong> water evaporated. This makes heat drying less energy-efficient per pound <strong>of</strong><br />
final material than other beneficial reuse methods, such as composting and land application.<br />
(Sapienza and Bauer 2005). In some cases, this can be at least partially <strong>of</strong>fset through the use <strong>of</strong><br />
on-site energy sources. For example, some facilities use gas from their anaerobic digesters to<br />
fuel the heat-drying units. Wood chips have also been used as a fuel source to produce the hot<br />
gases used in direct dryers. Recycling <strong>of</strong> these gases also reduces fuel costs.<br />
Generates dust that can affect plant workers and neighbours in the local community and must be<br />
controlled to avoid problems during storage and transport <strong>of</strong> the product. The health effects <strong>of</strong><br />
the dust are similar to those caused by exposure to other sources <strong>of</strong> dust and primarily affect<br />
lung function. Controls are available to address dust concerns. Dust control is further discussed in<br />
the “System Design Considerations” section below.<br />
Creates an explosive hazard from dust generated in the drying process. (Sieger and Burrowes<br />
(2006)) Dryer installations have experienced fires, deflagrations, and explosions. Much <strong>of</strong> the<br />
recent work in thermal drying systems has been focused on enhancing their safety. (See<br />
discussions <strong>of</strong> thermal drying safety in the “Design Criteria” and “Performance” sections below.)<br />
Requires systems that are relatively complex in comparison with other solids-processing systems<br />
and need skilled labour for operation and maintenance.<br />
Can produce nuisance odours that could negatively affect community acceptance <strong>of</strong> the process.<br />
Page 37<br />
1592.0026.01 / November, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Processing Options Comparison Pre-Design <strong>Report</strong><br />
9.4 End-Product Characteristics<br />
Heat-drying systems are typically designed to produce Class A biosolids. Although Class B biosolids can<br />
be produced using a heat-drying system, the lower market value <strong>of</strong> a Class B product typically does not<br />
justify the energy and cost required to run the system.<br />
9.4.1 Odours<br />
It is preferable that the pellets be free <strong>of</strong> <strong>of</strong>fensive odours. Undigested solids tend to create more<br />
odorous pellets than those made from digested or waste-activated solids. Odours can increase if the<br />
pellets become wet, which can happen from condensation during cooling or through other mechanisms.<br />
The best way to reduce odours in the finished product is to continue to digest prior to dewatering and<br />
drying. In addition, the end-product must be properly stored to ensure that it is not exposed to moisture<br />
before use. Exposure to significant moisture presents a potential for anaerobic decomposition (leading to<br />
odours).<br />
9.4.2 Nutrient Content<br />
One <strong>of</strong> the main reasons that heat-dried biosolids can be sold and used as fertilizer is their nutrient<br />
content. Heat-dried biosolids pellets contain up to 6% nitrogen, up to 5% phosphorus, and a trace <strong>of</strong><br />
potassium. Sufficient nutrients must be present in the biosolids to warrant the costs associated with<br />
transporting and applying them as fertilizer. A reliable sampling program must be established to<br />
determine the nutrient content, and this information should be provided to potential users (NBP 2005).<br />
9.4.3 Mechanical Durability<br />
It is important to ensure that the product will maintain its form through bagging, conveyance, handling,<br />
and storage. Pellets that are not within the standard range for mechanical durability may crumble during<br />
handling; therefore, they may not be acceptable even if they have sufficient nutrient content.<br />
9.4.4 Particle Size Distribution<br />
Pellets produced by heat-drying wastewaters and are angular in shape. Screening and sizing abrade the<br />
pellets into a more spherical shape. Irregular particle sizes can result in larger particles settling faster<br />
than smaller ones. Some users (such as fertilizer blenders) must ensure that products remain well mixed<br />
throughout shipment to their customers. End users may associate irregular pellet sizes with an inferior<br />
product.<br />
9.4.5 Moisture Content<br />
Too much moisture in the pellets can cause odour problems and might also cause the pellets to<br />
smoulder. Adequate cooling before the pellets are stored or transported will reduce the potential for<br />
odour and smouldering, and therefore this step should be included as part <strong>of</strong> the facility’s biosolids<br />
process.<br />
Page 38<br />
1592.0026.01 / November, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Processing Options Comparison Pre-Design <strong>Report</strong><br />
9.4.6 Dust Content<br />
Dust from pellets can be problematic for several reasons. First, dust can be an explosion hazard. Second,<br />
dust might cause human health problems. And third, some potential end-users may not accept dusty<br />
pellets; since many potential users <strong>of</strong> biosolids pellets find excessive dust unacceptable or at least<br />
characteristic <strong>of</strong> an inferior product. Dust can be generated because the pellets were not sufficiently dried<br />
and hardened during heat-drying or because the pellets were not otherwise processed to minimize their<br />
potential to cause dust.<br />
9.5 Types <strong>of</strong> Dryers<br />
The most important feature <strong>of</strong> a heat-drying system is the dryer. Typically, the rest <strong>of</strong> the facility is<br />
designed around this integral piece <strong>of</strong> equipment. Dryer can be classified as direct or indirect.<br />
9.5.1 Direct Dryers<br />
In direct dryers, the wastewater solids come into contact with hot gases, which cause evaporation <strong>of</strong><br />
moisture.<br />
Direct dryers, which include rotary dryers (the most common dryers in use today) flash dryers, spray<br />
dryers, the SWISS COMBI ecoDry process, and toroidal dryers, are most <strong>of</strong>ten the technology <strong>of</strong> choice<br />
when the product is intended to be marketed as an agricultural product.<br />
Pellets from direct dryers are usually uniform in texture, size, and durability, and therefore they rarely<br />
require additional processing to make them marketable. Generally, the plant must mix processed solids<br />
(usually undersized fine particles) into the feed solids to raise the solids content <strong>of</strong> the feed mixture and<br />
avoid a condition referred to as the “sticky” or “plastic” phase. This phase occurs in mixtures with<br />
between 40 and 60% solids, and it renders the material difficult to mix and move inside the dryer.<br />
9.5.2 Indirect Dryers<br />
In indirect dryers, the solids remain separated from the heating medium (usually thermal oil or steam) by<br />
metal walls, and the solids never some into direct contact with the heating medium. Moisture evaporates<br />
when the wastewater solids contact the metal surface heated by the hot medium. The heat transfer<br />
surface is composed <strong>of</strong> a series <strong>of</strong> hollow metal discs or paddles mounted on a rotating shaft, through<br />
which the heating medium flows. The rotating action <strong>of</strong> the shaft agitates the solids, improving heat<br />
transfer and facilitating the solids’ movement through the dryer. Mixing <strong>of</strong> previously dried material with<br />
feed solids is required in some indirect drying systems.<br />
Indirect dryers, which include steam dryers, hollow-flight dryers, and tray dryers, produce smaller<br />
quantities <strong>of</strong> noncondensable gas than direct dryers, which means that the process produces less odour<br />
and requires less odour control equipment. Indirect dryers usually have a higher thermal efficiency and<br />
are more suitable when pellets are to be used in energy production or combusted. Indirect dyers also<br />
produce less dust during the drying process and have a lower risk <strong>of</strong> explosion than direct dryers.<br />
Page 39<br />
1592.0026.01 / November, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Processing Options Comparison Pre-Design <strong>Report</strong><br />
However, the end-product <strong>of</strong> indirect dryers (the pelletized material) tends to be dustier than a dried<br />
product from a direct dryer, and therefore it is not as marketable to some users.<br />
Page 40<br />
1592.0026.01 / November, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Processing Options Comparison Pre-Design <strong>Report</strong><br />
10.0 SHORT-LISTED TECHNOLOGIES<br />
10.1 Stabilization<br />
The comparison <strong>of</strong> stabilization processes indicates that aerobic digestion and lime stabilization are<br />
appropriate for this application.<br />
Aerobic digestion has the advantage <strong>of</strong> volatile solids reduction, simplicity <strong>of</strong> operation, and inherent<br />
thickening. However, the product can be difficult to dewater mechanically as flocs do not easily release<br />
water. Pre-conditioning will be required before dewatering.<br />
Lime stabilization has the advantages <strong>of</strong> relatively simple operation, low capital costs and has the<br />
potential to produce a Class A product (pH <strong>of</strong> 12 or higher and temperature greater than 70˚C for 30<br />
minutes). The lime reaction is exothermic and will raise the temperature <strong>of</strong> the mixture. This method also<br />
results in better dewatering characteristics; however, the total solids mass is increased because <strong>of</strong> the<br />
lime addition. The process has a relatively high annual cost because <strong>of</strong> chemical consumption.<br />
Nevertheless it merits more detailed investigation and, at minimum, bench scale testing for effectiveness<br />
and development <strong>of</strong> design parameters.<br />
Anaerobic digestion is typically more costly for smaller plants and single stage reactors are usually<br />
insufficient for pathogen kill. Multi-stage anaerobic digesters are recommended if a Class A product is<br />
desired.<br />
Liquid lime stabilization is more commonly used over dry lime addition. Dry lime is more difficult to<br />
handle, requires dry chemical feeders and a pug mill to mix the dewatered biosolids cake.<br />
Calcium Hydroxide and Calcium Oxide (Quicklime) can both be used for stabilization. Calcium Hydroxide<br />
has a higher delivered cost, but since it has already been hydrated, a slaker is not required. A slaker is<br />
required for Quicklime.<br />
The selection <strong>of</strong> stabilizing chemical and the appropriate dosages for <strong>Sechelt</strong> biosolids should be<br />
undertaken with bench scale testing and pilot testing. Dosages <strong>of</strong> Calcium Hydroxide can range from<br />
0.1kg / kg dry solids to 0.3kg / kg dry solids.<br />
10.2 Thickening<br />
The most economical thickening process is gravity thickening. Thickening is not required if aerobic<br />
digestion is employed. Gravity thickening is useful prior to lime stabilization to enable concentration <strong>of</strong><br />
solids and reduce the dosage <strong>of</strong> Calcium Hydroxide. Gravity thickening is also useful if the biosolids are to<br />
proceed directly to the dewatering process.<br />
Page 41<br />
1592.0026.01 / November, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Processing Options Comparison Pre-Design <strong>Report</strong><br />
10.3 Dewatering<br />
The comparison shows that centrifuge dewatering is the most practical and least <strong>of</strong>fensive process in<br />
terms <strong>of</strong> odour control. The screw press process may also be considered, but pilot testing should be<br />
undertaken to confirm its effectiveness.<br />
The supply only costs <strong>of</strong> a centrifuge system complete with a polymer pre-conditioning skid range from<br />
$250,000 to $350,000. The supply cost <strong>of</strong> a screw press complete with polymer injection system is<br />
approximately $250,000. Both have approximately the same floor space requirement. Both options can<br />
be considered in further detail before a final selection is made.<br />
10.4 Thermal Drying<br />
The most commonly used thermal drying process are rotary drum mechanisms with either direct heat<br />
(utilizing hot gases to cause evaporation), or indirect heat (thermal oil or steam jackets). Indirect dryers<br />
are more commonly used in smaller plants as they are easier to operate and require less energy.<br />
If an anaerobic digestion is used in conjunction with a dryer, the methane produced in the digester can<br />
be used as fuel to produce the heat required for the dryer.<br />
Page 42<br />
1592.0026.01 / November, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Processing Options Comparison Pre-Design <strong>Report</strong><br />
11.0 THE SEWAGE FORCEMAIN<br />
The sewage forcemain (from Ebb Tide plant to the Dusty Road plant) was put into service in 1994.<br />
Breaks and leaks were noted in 1998. An investigation was undertaken in 2000, with a report on the<br />
investigation produced in November, 2001.<br />
Pursuant to the report, several modifications were made to reduce the risk <strong>of</strong> waterhammer in the pipe.<br />
These included an in-line check valve at the foot <strong>of</strong> Dusty Road as well as a pressure relief valve at that<br />
location. The examination <strong>of</strong> the pipe by Levelton Engineering Ltd. revealed:<br />
<br />
<br />
<br />
Inconsistent <strong>of</strong>fset to the effluent pipe in the same trench. A too small <strong>of</strong>fset results in<br />
inadequate sidewall support.<br />
Backfill compaction was less than specified.<br />
Joint deflections were greater than the supplier’s recommendations.<br />
The pipe was put back into service after installation <strong>of</strong> the check valve and pump control valves. It was<br />
pressure tested and operated on a limited basis at flow rates lower than design rates.<br />
The provisions <strong>of</strong> intermediate pumping at the Lot L site will have the effect <strong>of</strong> reducing the operating<br />
pressures in the pipe, as follows:<br />
<br />
<br />
Portion along East Porpoise Bay Road: from 160 psi to 50 psi.<br />
Portion along Dusty Road: from 130 psi to 100 psi. This reduction in operating pressure will<br />
mitigate the risk <strong>of</strong> leakage at the joint deflections. Splitting the forcemain into two sections will<br />
also reduce the risk <strong>of</strong> waterhammer.<br />
The pipe is PVC material, so corrosion is not an issue. Joint failure can still occur, but reduction <strong>of</strong><br />
operating pressure from 160 to 50 psi will significantly reduce the risk <strong>of</strong> joint failure. The upgraded<br />
alarm and telemetry system will provide early warning <strong>of</strong> leakage and a response plan should be<br />
developed. The portion along Dusty Road will ultimately be eliminated as the Dusty Road plant is<br />
decommissioned prior to the lease termination.<br />
Page 43<br />
1592.0026.01 / November, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Processing Options Comparison Pre-Design <strong>Report</strong><br />
12.0 EBB TIDE PLANT IMPROVEMENTS<br />
A site visit was conducted on July 8 and July 9 , 2010. The operation and condition <strong>of</strong> a variety <strong>of</strong> plant<br />
components were inspected and discussed with the operators. The following is a list <strong>of</strong> items to be<br />
repaired or replaced at the Ebb Tide plant.<br />
Description<br />
Capital Cost<br />
Estimate<br />
Water distribution lines (galvanized steel) <strong>of</strong> 25 and 50 mm<br />
diameter – badly rusted. $18,000<br />
Air lines (galvanizes steel) 50 mm diameter – badly rusted $15,000<br />
Explore feasibility <strong>of</strong> using effluent to supply the chlorinator<br />
(instead <strong>of</strong> municipal water) $4,000<br />
Replace the 100 mm diameter sludge air lift pipes $20,000<br />
Purchase and install a composite sampler (only grab samples are<br />
currently taken) $9,000<br />
Purchase and install an ultrasonic level monitor to re-activate the<br />
inlet Parshall flume flow recording $3,000<br />
New bar screen and screenings compactor. (The existing bar<br />
screen has a limited remaining life, and purchase <strong>of</strong> a new screen<br />
will depend on the time allotted for decommissioning <strong>of</strong> the plant.) $150,000<br />
Replace the clarifier gear drive $40,000<br />
Replace rusty handrails $30,000<br />
Install kick plates on all catwalks ( A WCB requirement) $8,000<br />
Replace the ro<strong>of</strong> shingles on the plant superstructure. $24,000<br />
Install a floor drain and sump pump in the basement <strong>of</strong> the control<br />
building (emergency shower was installed recently to comply with<br />
WCB requirements, but there is no drain in the area). $8,000<br />
Chlorine automatic shut-<strong>of</strong>f valves (WCB requirement) are being<br />
installed. $50,000<br />
Odour Control Improvements $70,000<br />
Sub-total $449,000<br />
Contingency and Engineering (35%) $157,000<br />
Total $606,000<br />
Page 44<br />
1592.0026.01 / November, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Processing Options Comparison Pre-Design <strong>Report</strong><br />
13.0 ODOURS AND NOISE<br />
13.1 Critical Control Points and Odour Sources<br />
The wastewater treatment and biosolids processes have three “Critical Control Points”.<br />
These are:<br />
Point 1:<br />
Point 2:<br />
Point 3:<br />
the wastewater treatment facility<br />
the transportation process<br />
the field storage site<br />
Malodours are the single most important cause <strong>of</strong> public dissatisfaction with biosolids or other organics<br />
recycling and utilization project. Thus, odour control is a high priority. Experience and practice have<br />
demonstrated that biosolids and other organic by-products, such as animal manure, landscape trimmings,<br />
and food processing residuals, can be handled and processed without release <strong>of</strong> excessive malodourous<br />
compounds. However, if any <strong>of</strong> these materials, including biosolids, are poorly managed, then<br />
objectionable odours may develop during storage, and public acceptance <strong>of</strong> such a project will erode.<br />
13.2 What is Odour?<br />
The malodorous compounds (odorants) associated with biosolids, manures, and other organic materials<br />
are the volatile emissions generated from the chemical and microbial decomposition <strong>of</strong> organic nutrients.<br />
When inhaled, these odorants interact with the odour sensing apparatus (olfactory system) and the<br />
person perceives odour.<br />
Individual sensitivity to the quality and intensity <strong>of</strong> an odour compound can vary significantly and this<br />
variability accounts for the difference in sensory and physical responses experienced by individuals who<br />
inhale the same amounts and types <strong>of</strong> compounds. This distinction between “odour”, which is a sensation<br />
and “odourant”, which is a volatile chemical compound, is important for everyone who deals with the<br />
odour issue to recognize. When odour compounds are emitted into the air, individuals may or may not<br />
perceive an odour.<br />
13.2.1 Primary Biosolids Odourants<br />
The odour compounds generated, and most <strong>of</strong>ten detectable, at significant levels during biosolids<br />
treatment, storage, and use are ammonia, amines and reduced sulphur-containing compounds. Amines<br />
can be produced in easily detectable quantities during high temperature processes. Amines include:<br />
methylamine, ethylamine, trimethylamine, and diethylamine. Amines <strong>of</strong>ten accompany ammonia<br />
emissions, and if chlorine is used chloramines may be released. The sulphur compounds include<br />
compounds such as hydrogen sulphide, dimethyl sulphide, dimethyl disulfide, and methyl mercaptan. The<br />
Page 45<br />
1592.0026.01 / November, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Processing Options Comparison Pre-Design <strong>Report</strong><br />
potential for these compounds to be annoying is based on part on their individual and combined quantity,<br />
intensity, pervasiveness, and character.<br />
13.3 Factors Affecting Ultimate Odour Potential at Critical Control Point 1: The WWTP<br />
The following section addresses Critical Control Point 1 issues. Specific situations and conditions<br />
associated with biosolids preparation at the WWTP are described along with their relation to storage and<br />
especially odours. When an odour situation cannot be averted, management <strong>of</strong> the emissions and quick<br />
response through mitigation practices are required to void creating nuisance odour situations. At the<br />
WWTP, which is Critical Control Point 1, this coordination includes:<br />
<br />
<br />
<br />
Assessing the stability <strong>of</strong> the biosolids before they leave the WWTP<br />
Having contingency plans to provide remedial treatment, or diversion <strong>of</strong> unacceptably odourous<br />
material to suitable land application or disposal sites.<br />
Notifying the storer and land applier <strong>of</strong> any changes in mixing (primary or secondary solids),<br />
polymer or other additives, pH, moisture content, or stability.<br />
Decisions relative to odour control are a series <strong>of</strong> trade-<strong>of</strong>fs involving higher degrees <strong>of</strong> treatment at the<br />
WWTP versus the intensity <strong>of</strong> management at the <strong>of</strong>f-site storage locations. Ensuring that the odour <strong>of</strong><br />
biosolids leaving the WWTP is minimized is a key consideration, since it is more difficult to treat an odour<br />
problem that originated at the WWTP once the biosolids are placed at the storage site. In all cases, the<br />
temporary measures invoked to deal with unexpected and unanticipated events that lead to odours must<br />
be considered only as such. Persistent problems will require an examination <strong>of</strong> the treatment and<br />
handling processes to develop a better management approach.<br />
The potential for odourous emissions depends partly on the extent to which organic matter and nutrients<br />
are present in forms that microbes readily use. Stabilization processes may either: 1) decrease the level<br />
<strong>of</strong> volatile organic compounds and the availability <strong>of</strong> nutrients to reduce the potential for microbial<br />
generation <strong>of</strong> odours; or 2) change the physical or chemical characteristics <strong>of</strong> the biosolids in a way that<br />
inhibits microbial growth. Table 13.1 lists seven commonly used stabilization and/or processing<br />
methods. Odour issues associated with each method and/or process are shown along with appropriate<br />
corresponding prevention or remediation approaches.<br />
Odorous compounds within an enclosed area can be treated through the ventilation system with the use<br />
<strong>of</strong> Activated Carbon filters, Ozonation, Ultra-Violet light, or bio-filters.<br />
Page 46<br />
1592.0026.01 / November, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Processing Options Comparison Pre-Design <strong>Report</strong><br />
Table 13.1 Prevention and management <strong>of</strong> odourous emissions associated with<br />
biosolids stabilization or processing methods<br />
Stabilization and<br />
Processing Methods<br />
Potential Causes <strong>of</strong><br />
Odour Emissions<br />
Long Term<br />
Potential Solutions<br />
Short Term<br />
Temporary<br />
Solutions<br />
Anaerobic Digestion<br />
“Sour”, overloaded or<br />
thermophilic digester;<br />
volatilization <strong>of</strong> fatty<br />
acids and sulphur<br />
compounds<br />
Optimize digester;<br />
don’t overload<br />
Apply topical lime to<br />
stored biosolids<br />
Aerobic Digestion<br />
Low solids retention<br />
time: High organic<br />
loading, Poor aeration<br />
Increase retention<br />
time and aeration;<br />
Lower organic load<br />
Drying Beds<br />
Incomplete digestion<br />
<strong>of</strong> biosolids being<br />
dried<br />
Optimize digestion<br />
Compost<br />
Poor mixing <strong>of</strong> bulking<br />
agent; poor aeration;<br />
Improperly operating<br />
bi<strong>of</strong>ilters.<br />
Mix better; adjust<br />
mix ratio and aeration<br />
rate; improve bi<strong>of</strong>ilter<br />
function<br />
Aerate more<br />
effectively; remix; recompost.<br />
Alkaline<br />
Stabilization<br />
Addition <strong>of</strong> insufficient<br />
alkaline material so pH<br />
drops below 9,<br />
microbial<br />
decomposition may<br />
occur with generation<br />
<strong>of</strong> odorous<br />
compounds. Check<br />
compatibility <strong>of</strong><br />
polymer with high pH<br />
and other additives,<br />
e.g. FeC1 3 .<br />
Increase pH<br />
Provide finer mesh<br />
grade <strong>of</strong> alkaline<br />
material and mix<br />
better to avoid<br />
inadequate contact<br />
with biosolids<br />
Check pH; apply<br />
topical lime<br />
Thermal<br />
Conditioning &<br />
Drying<br />
High temperature<br />
volatilization <strong>of</strong> fatty<br />
acids and sulphurcompounds<br />
Apply topical lime if<br />
biosolids are still liquid<br />
Page 47<br />
1592.0026.01 / November, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Processing Options Comparison Pre-Design <strong>Report</strong><br />
Digested and Composted Biosolids<br />
Properly digested and/or composted biosolids meet stabilization and vector attraction reduction<br />
requirements because these extended treatments reduce pathogens and decompose volatile solids (i.e.,<br />
the organic matter which serves as food for microbes). When such materials are placed in proper<br />
storage, they typically do not contain enough readily available nutrients to support a large, rapid growth<br />
<strong>of</strong> microbes that might generate odorous volatiles.<br />
Alkaline and Chlorine Treated Biosolids<br />
Chemical stabilization processes act to inhibit the growth <strong>of</strong> microorganisms, rather than to decompose<br />
the organic matter in the biosolids. Addition <strong>of</strong> alkaline materials, such as lime, elevates the pH to levels<br />
that suppress microbial activity and kill pathogens. As long as the pH remains high in stored materials, no<br />
new potential odorants will be produced. Small residual levels <strong>of</strong> reduced sulfur or amine compounds,<br />
which were generated prior to and not released during stabilization, may be present. One <strong>of</strong> the sulfur<br />
products <strong>of</strong> concern, hydrogen sulfide, is converted into a non-soluble (non-volatile) form at high pH.<br />
Raising the pH will liberate ammonia and amines, especially at the time <strong>of</strong> treatment. For the ammonia,<br />
this is unlikely to result in objectionable <strong>of</strong>f-site impacts because ammonia is not a persistent odorant.<br />
However, amines can be persistent and are more likely detected <strong>of</strong>f-site once ammonia has dissipated<br />
and thus stopped masking the amines. In addition, when stored, alkaline stabilized biosolids quickly<br />
develop a dry crust, which seals the pile and prevents significant volatilization. Disturbing piles during<br />
load-out operations exposes fresh surfaces to the atmosphere and increases the potential for<br />
volatilization <strong>of</strong> trapped residual odorous compounds. Hence, avoid load-out during air temperature<br />
inversions and periods <strong>of</strong> low turbulence, since pervasive odorants will more likely be detected under<br />
such conditions.<br />
Drying Beds and Thermal Drying etc.<br />
Heat and/or desiccation are the primary means <strong>of</strong> pathogen reduction in thermal treatment or drying;<br />
these methods also halt microbial decomposition <strong>of</strong> organic materials. They do not appreciably reduce<br />
organic matter during the relatively short time periods in which drying is conducted, and thus require<br />
appropriate management during storage to prevent significant resumption <strong>of</strong> microbial decomposition<br />
and release <strong>of</strong> odorants.<br />
13.4 Factors Affecting Ultimate Odor Potential at Critical Control Point 2: The<br />
Transportation Process<br />
The process <strong>of</strong> transporting biosolids from the generating facility to the field storage site may impede<br />
traffic, be unsightly and can potentially emit nuisance odors into the community. The transportation<br />
process (referred to as Critical Control Point 2 in this document) must be properly managed as to<br />
minimize these problems, including the public’s exposure to biosolids odors. One way to reduce public<br />
exposure to odors is to choose a hauling route that avoids densely populated residential areas. The fewer<br />
residences located along a hauling route, the less likely the general public will be annoyed by the traffic<br />
and biosolids odors. Making sure that the trucks used to haul biosolids are clean and well maintained is<br />
Page 48<br />
1592.0026.01 / November, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Processing Options Comparison Pre-Design <strong>Report</strong><br />
another effective way to keep road surfaces clean and control odors during biosolids transport. Trucks<br />
should be cleaned before leaving the generating facility and after the biosolids have been deposited on<br />
the field storage site. These steps are important because odor concerns are exacerbated by increased<br />
road congestion, and by biosolids adhering to trucks and roadways. Hauling routes that avoid residential<br />
areas are also effective.<br />
13.5 Factors Affecting Ultimate Odor Potential at Critical Control Point 3: The Field Storage<br />
Site<br />
In most cases, biosolids produced at WWTPs with well-operated stabilization processes can be stored <strong>of</strong>fsite<br />
without creating odor nuisances. However, if certain conditions occur while material is in storage, the<br />
potential for odorous emissions (sulfur- or amine-containing compounds or ammonia) will increase.<br />
13.6 Noise Management<br />
Noise at wastewater and biosolids treatment facilities typically arise from blowers or air compressors.<br />
When located within a building, the noise can be confined to the inside <strong>of</strong> the building through the use <strong>of</strong><br />
appropriate building materials. Noise in the room can also be controlled with the use <strong>of</strong> noise dampening<br />
panels on walls and ceilings.<br />
Exterior noise at wastewater and biosolids facilities arises from trucks and equipment. Diesel engine<br />
noises and safety back-up beeper noise can carry over large distances. Control strategies including<br />
allowing truck and hauling operations to occur only during day time hours, restricting the size <strong>of</strong><br />
equipment, and provision <strong>of</strong> sound absorptive barriers and trees at the site perimeter.<br />
Page 49<br />
1592.0026.01 / November, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Processing Options Comparison Pre-Design <strong>Report</strong><br />
14.0 APPLICABLE PROCESS TRAINS<br />
14.1 End Products<br />
There are 5 potential end products from biosolids processing. The composting required for Class A or<br />
Class B compost must be performed at a more remote location. Even “in-vessel” composting incurs odour<br />
risks and it is not recommended that composting be undertaken at the Lot L site.<br />
Production <strong>of</strong> Class B biosolids is viable under the current agreements with Sylvis and LeHigh for mine<br />
reclamation. Class B biosolids can be achieved through aerobic or anaerobic digestion. Dewatering is also<br />
desirable to reduce hauling costs.<br />
Production <strong>of</strong> Class A biosolids can be achieved by multi-stage anaerobic digestion, advanced alkaline<br />
stabilization or by heat drying.<br />
Compost material can be achieved by any <strong>of</strong> the composting methods outlined. The classification <strong>of</strong> the<br />
compost as Class A or Class B will depend on the temperatures achieved during composting (greater than<br />
55 o C for atleast 3 days with the aerated static pile method). It is recommended that composting be<br />
undertaken at a separate site.<br />
Production <strong>of</strong> a Biosolids Growing Medium must also be undertaken at a separate site. A Biosolids<br />
growing medium can be derived from either Class A biosolids or Class B biosolids that meet the pathogen<br />
and vector attraction requirements and the metal concentration limits.<br />
14.2 Some Fundamental Criteria<br />
The Lot L site is close to some residential areas so the following assumptions have been adopted:<br />
<br />
<br />
<br />
Composting (if desired) will not be undertaken on Lot L, but at a more remote site.<br />
Since the existing ponds at the Dusty Road plant are to be decommissioned, storage <strong>of</strong> biosolids<br />
will be required. Storage can be provided at the Sylvis reclamation site, but only for dewatered<br />
biosolids.<br />
Processes at the Lot L site must have odour reduction and odour management techniques<br />
applied.<br />
A public meeting was held on October 25, 2010 and the following concerns were expressed:<br />
1. Odour and noise are the prime concerns <strong>of</strong> the neighbourhood residents and these two factors<br />
must be addressed in the facility.<br />
Page 50<br />
1592.0026.01 / November, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Processing Options Comparison Pre-Design <strong>Report</strong><br />
2. The general public expressed a desire to produce a Class A product at the end <strong>of</strong> the process.<br />
3. The general public expressed a desire to produce a dried biosolids product for wider re-use<br />
opportunities.<br />
14.3 Class A Process Trains<br />
<strong>Sechelt</strong>’s biosolids currently meet OMRR Class A requirements for metals concentrations. However, a<br />
pathogen reduction process must be applied in order to meet the OMRR parameters. Aerobic digestion<br />
does not achieve the required temperatures. Single stage anaerobic digestion can achieve the required<br />
temperatures but not on a consistent basis.<br />
Multi-stage anaerobic digestion can consistently achieve the required temperature for the prescribed<br />
time. Dewatering produces a Class A biosolids product as a “cake” consistency <strong>of</strong> 20% solids. This Class A<br />
cake is difficult to utilize because <strong>of</strong> its moisture content and is typically “bulked” by mixing with a<br />
chipped wood product to improve handling.<br />
Another approach to produce Class A Biosolids is through heat drying <strong>of</strong> the dewatered cake. When the<br />
heat drying process achieves the pathogen destruction temperatures, the product falls into the Class A<br />
Biosolids category.<br />
The heat dried product is typically 90% solids concentration and is granular in nature. It can easily be<br />
handled by individuals. For the purpose <strong>of</strong> the cost comparisons it has been assumed that no further <strong>of</strong>fsite<br />
processing will be required for this product. Storage however, could lead to odour problems if<br />
moisture is allowed to re-hydrate the granules or pellets.<br />
The biosolids drying equipment will require fuel for heating the dryer and it has been assumed that<br />
propane or natural gas will be used. Fuel can also come from the methane gas produced by an anaerobic<br />
digestion it used ahead <strong>of</strong> the dewatering and drying process. The methane must be “scrubbed” prior to<br />
use as fuel for the dryer, in order to remove small particles, impurities and corrosive compounds.<br />
14.4 Class B Process Trains<br />
The production <strong>of</strong> a Class B Biosolids product at the Lot L site can be used as follows at a more remote<br />
site:<br />
<br />
<br />
Direct application to the mine reclamation project<br />
Potential composting to produce a Class B or Class A compost<br />
Page 51<br />
1592.0026.01 / November, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Processing Options Comparison Pre-Design <strong>Report</strong><br />
The Sunshine Coast Regional <strong>District</strong> has expressed some interest in either a composting venture or<br />
production <strong>of</strong> a Biosolids Growing Medium project. A potential agreement could be worked out in the<br />
future, but for the purpose <strong>of</strong> the current cost comparisons, it is assumed that the current mine<br />
reclamation activities would continue. A dewatered Class B biosolids product will be produced at the Lot L<br />
site and trucked to the mine reclamation site for storage and seasonal use in the tree plantation.<br />
Three methods <strong>of</strong> producing a Class B biosolids product, dewatered to 18 - 20% solids concentration are<br />
costed and summarized in Appendix C. These are:<br />
1. Aerobic digestion plus dewatering<br />
2. Lime stabilization plus dewatering<br />
3. Thickening plus dewatering<br />
All <strong>of</strong> the above will produce a Class B Biosolids product. This will be hauled by truck to the mine<br />
reclamation site, stored, and used during the growing season to fertilize the tree plantation.<br />
14.5 Process Cost Summary<br />
Appendix C provides the capital cost estimates and annual operation and maintenance cost estimates for<br />
3 processes that yield Class B biosolids and 3 processes that yield Class A biosolids. These are<br />
summarized in Table 14.1. For5 a more complete description <strong>of</strong> the capital and operating cost estimates,<br />
refer to Appendix C.<br />
Table 14.1 - Cost Estimate Summary<br />
Class A Products<br />
Process<br />
Biosolids Solids Capital Cost Annual Total Present<br />
Class Conc. (%) $1,000’s O&M Cost Worth $1,000<br />
MS.Anaerobic + Dewater A 20-22% 6,294 196,000 8,737<br />
Thickening + Drying A 90-92% 5,400 130,000 7,020<br />
Digestion + Drying. A 90-92% 6,390 129,000 7,998<br />
Class B Products<br />
Process<br />
Biosolids Solids Capital Cost Annual Total Present<br />
Class Conc. (%) $1,000’s O&M Cost Worth $1,000<br />
Aerobic + Dewatering B 18-20% 4,227 180,600 6,478<br />
Lime Stab+Dewateriing B 20-22% 4,970 206,000 7,537<br />
Thick+Dewatering B 18-20% 3,814 169,600 5,928<br />
Page 52<br />
1592.0026.01 / November, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Processing Options Comparison Pre-Design <strong>Report</strong><br />
Notes on Table 14.1:<br />
1. The Present Worth <strong>of</strong> the annual operation and maintenance costs is based on a 20 year term<br />
and a compound interest rate <strong>of</strong> 5%. The Present Worth Factor is 12.462.<br />
2. Dried product (greater than 90% solids content) would be hauled to the mine reclamation site at<br />
an annual cost <strong>of</strong> $5,000.00. This product can be made available to consumers, but no revenue<br />
has been included in the analysis. No application costs are included in these options.<br />
14.6 Discussion<br />
The cost analysis indicates that lowest Present Worth derives from thickening and dewatering to produce<br />
a Class B biosolids product that can be used in the tree planting operation. Using aerobic digestion to<br />
both thicken and reduce volatiles will also produce a Class B product and with less potential for odour<br />
formation. Both <strong>of</strong> these options are achievable within the current budget. The Class B biosolids can also<br />
be composted to produce a Class A compost, but at a more remote site, and preferably in conjunction<br />
with other partners.<br />
Production <strong>of</strong> a Class A biosolids product is most economical with thickening and heat drying. Class A<br />
biosolids from anaerobic digestion will require further drying by mixing with a bulking agent, air drying,<br />
and screening before it can be sold to consumers.<br />
Heat drying has the advantage <strong>of</strong> producing a Class A biosolids product that can be handled easily. With<br />
90% solids content, volumes are greatly reduced and hauling costs are minimized. Storage should be<br />
covered in order to prevent rehydration.<br />
With these assumptions the Present Worth <strong>of</strong> the thickening, dewatering and heat drying option is<br />
$7,020,000; or $542,000 higher than the aerobic digestion plus dewatering option. The initial capital cost,<br />
however is $5,400,000. With the addition <strong>of</strong> the estimated Ebb Tide plant improvements ($606,000.00)<br />
the project value is $5,006,000 or $1.2 million more than the current $4,800,000 budget.<br />
Page 53<br />
1592.0026.01 / November, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Processing Options Comparison Pre-Design <strong>Report</strong><br />
APPENDIX A<br />
Environmental Screening<br />
Archaeological Assessment<br />
Geotechnical Assessment<br />
1592.0026.01 / December, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Processing Options Comparison Pre-Design <strong>Report</strong><br />
APPENDIX B<br />
Technical Memorandum #1<br />
1592.0026.01 / December, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
REPORT<br />
<strong>Sechelt</strong> Sewage Facilities Commission<br />
Biosolids Technical Memorandum<br />
This report is prepared for the sole use <strong>of</strong> <strong>Sechelt</strong> Sewage<br />
Facilities Commission. No representations <strong>of</strong> any kind are<br />
made by Urban Systems Ltd. or its employees to any party<br />
with whom Urban Systems Ltd. does not have a contract.<br />
1592.0026.01 / July 19, 2010<br />
#304 - 1353 Ellis Street<br />
Kelowna BC V1Y 1Z9<br />
Telephone: 250-762-2517<br />
Fax: 250-763-5266
<strong>Sechelt</strong> Sewage Facilities Commission<br />
Biosolids Technical Memorandum<br />
TABLE OF CONTENTS<br />
1.0 INTRODUCTION .................................................................................................................. 1<br />
2.0 THE ANDERCHEK SITE ........................................................................................................ 2<br />
3.0 BIOSOLIDS GENERATION .................................................................................................. 3<br />
4.0 THE OMRR (ORGANIC MATTER RECYCLING REGULATION) .............................................. 5<br />
5.0 THE CURRENT OPERATION ................................................................................................ 6<br />
6.0 DIVERTING BIOSOLIDS TO THE ANDERCHEK SITE ........................................................... 7<br />
7.0 TRUCKED WASTE OPTIONS ................................................................................................ 9<br />
8.0 BIOSOLIDS PROCESSING OPERATIONS ..........................................................................10<br />
9.0 FINAL PRODUCT CONSIDERATIONS ................................................................................13<br />
10.0 EBB TIDE IMPROVEMENTS ...............................................................................................15<br />
Page (i)<br />
1592.0026.01 / July 19, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-07-19-REP-Biosolids Technical Memorandum.doc
<strong>Sechelt</strong> Sewage Facilities Commission<br />
Biosolids Technical Memorandum<br />
EXECUTIVE SUMMARY<br />
This is an Interim Technical Memorandum for the <strong>Sechelt</strong> Sewage Facilities Commission. It’s intent is to<br />
provide an overview <strong>of</strong> current sewage treatment operations and ideas for implementing a biosolids<br />
treatment facility.<br />
The first issue addressed is the method <strong>of</strong> diverting bio-solids from the two treatment plants to the<br />
proposed location <strong>of</strong> the new facility. The proposed location will ultimately see a full central treatment<br />
plant and an integration <strong>of</strong> sewage treatment and biosolids processing. In the meantime, however, the<br />
two existing plants will continue to function and a practical method <strong>of</strong> diverting sludge to the new site<br />
must be developed.<br />
The two options considered feasible are:<br />
<br />
<br />
Continue blending the Ebb Tide sludge with raw sewage and pump to the Dusty Road plant.<br />
Divert the Dusty Road sludge to the new site by constructing a new pipe on Dusty Road. This<br />
involves approximately 600 m <strong>of</strong> pipe installation.<br />
Re-direct Dusty Road effluent to another use such as gravel washing, or disposal to ground by<br />
rapid infiltration. This would free up the existing pipe for sludge transfer and both Dusty Road<br />
plant sludge and Ebb Tide plant sludge could easily be transferred to the new site. Removing<br />
Dusty Road effluent from the pipe system will also free up capacity in the Trail Bay outfall. This<br />
option will require discussion with CAL for the gravel washing opportunity and some<br />
hydrogeological investigation to find a site for rapid infiltration. Given the extent <strong>of</strong> gravel<br />
deposits in the area, a rapid infiltration site should not be difficult to find.<br />
The bio-solids treatment facilities will include digestion or thickening, depending on the end use and<br />
desired product. Dewatering is also included as it can expand the options available for re-use products<br />
and composting. A concurrent study is being undertaken to determine the optimum re-use opportunity.<br />
It is also recommended that consideration be given to a stand-alone treatment facility for trucked waste<br />
at the Dusty Road site in order to eliminate the risk <strong>of</strong> deleterious substances entering the biosolids<br />
treatment process.<br />
This interim paper also lists the current deficiencies at the Ebb Tide plant. Detailed costing for these<br />
items will be undertaken and priorities for implementation can be set out.<br />
Page (i)<br />
1592.0026.01 / July 19, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-07-19-REP-Biosolids Technical Memorandum.doc
<strong>Sechelt</strong> Sewage Facilities Commission<br />
Biosolids Technical Memorandum<br />
1.0 INTRODUCTION<br />
The purpose <strong>of</strong> this Technical Memorandum is to provide the background and operating history <strong>of</strong> the<br />
<strong>Sechelt</strong> sewage treatment facilities, and the methods for dealing with biosolids.<br />
The approach taken is to examine the options available in the <strong>Sechelt</strong> area for the disposition or re-use <strong>of</strong><br />
processed biosolids products and asses the processing required to achieve those products.<br />
The site being considered for processing is a site that was recently purchased by the <strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
on lower Dusty Road, referred to as the Anderchek site.<br />
This Memorandum will also discuss the options for diverting biosolids to the Lot L site from both the Ebb<br />
Tide plant (ETP) and the Dusty Road plant (DRP).<br />
Page 1<br />
1592.0026.01 / July 19, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-07-19-REP-Biosolids Technical Memorandum.doc
<strong>Sechelt</strong> Sewage Facilities Commission<br />
Biosolids Technical Memorandum<br />
2.0 THE ANDERCHEK SITE<br />
The Lot L site lies on the north side <strong>of</strong> Dusty Road approximately 100m east <strong>of</strong> the intersection with East<br />
Porpoise Bay Road. The site is 3.51 Hectares, with roughly 0.3 Hectare taken as a BC Hydro Right-<strong>of</strong>-Way<br />
(transmission line). The site varies in elevation from 40 m above mean sea level (ASL) to 28 m ASL.<br />
The comparative elevations <strong>of</strong> the three sites under consideration are:<br />
Dusty Road plant site: 112m ASL<br />
Lot L site: 40-28m ASL<br />
Ebb Tide plant site: 12m ASL<br />
The Lot L site is intended to ultimately accommodate the <strong>District</strong>’s central sewage treatment plant after<br />
the Dusty Road plant and the Ebb Tide plant are phased out; Dusty Road due to lease expiry and Ebb<br />
Tide due to age and inadequate site for expansion.<br />
Some preliminary assessments <strong>of</strong> the Anderchek site have been carried out. These include:<br />
<br />
<br />
<br />
Environmental Screening<br />
Archaeological Assessment<br />
Geotechnical Assessment<br />
Figure 1 shows the locations <strong>of</strong> the three sites.<br />
Page 2<br />
1592.0026.01 / July 19, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-07-19-REP-Biosolids Technical Memorandum.doc
<strong>Sechelt</strong> Sewage Facilities Commission<br />
Biosolids Technical Memorandum<br />
3.0 BIOSOLIDS GENERATION<br />
Biosolids is the term used to refer to organic solids produced in the sewage treatment process. Biological<br />
treatment processes utilize a colony <strong>of</strong> active micro-organisms (biosolids) that consume incoming<br />
microbes and thereby reduce the level <strong>of</strong> pollutants. The colony is kept alive by the provision <strong>of</strong> oxygen<br />
and food. The “food” is the portion <strong>of</strong> removed biosolids that is returned to the colony. The other portion<br />
<strong>of</strong> removed biosolids is excess to the process and must be “wasted” or sent to a separate stream. The<br />
health <strong>of</strong> the colony is maintained by judicious recycle <strong>of</strong> biosolids in response to the incoming loads.<br />
The “waste” biosolids stream needs to be dealt with by other biological or physical chemical processes.<br />
Both the Ebb Tide plant (ETP) and the Dusty Road plant (DRP) produce biosolids that must be processed.<br />
The ETP does not have any biosolids processing facility. Excess biosolids at ETP are directed to the main<br />
lift station and blended with raw sewage to be pumped to the DRP.<br />
Consequently the DRP receives almost twice the solids loading as it would from typical raw sewage. The<br />
DRP handles biosolids in the conventional manner. A large portion <strong>of</strong> biosolids is returned to the bioreactor.<br />
The excess portion is sent to an on-site aerated pond. The aerated pond achieves a measure <strong>of</strong><br />
stabilization, although this is not managed in any formal manner.<br />
The aerated pond also receives trucked waste or “septage”. Septage is the term used to refer to the<br />
sludge that accumulates and periodically gets pumped out <strong>of</strong> septic tanks. This material typically has a<br />
very high solids concentration and high oxygen demand. The contents <strong>of</strong> trucked waste are never known<br />
with certainty. While it can be assumed that it is mostly septage, operators are also engaged to pump out<br />
holding tank wastes from campgrounds and parks, catch basin sumps, car wash traps, agricultural<br />
dugouts, grease traps and a variety <strong>of</strong> other wastes.<br />
The impact <strong>of</strong> this additional load from trucked waste on the DRP has not been rigorously determined,<br />
but it does further increase the loading to the bio-reactor. It can also have a devastating impact if the<br />
trucked waste contains any material or chemicals toxic to the micro-organism colony.<br />
The aerated sludge pond overflows to an adjacent settling pond. This settling pond allows solids to settle<br />
and directs the surface decant water back to the plant bio-reactor.<br />
Accumulated biosolids in the settling pond are currently removed by tanker truck from May to October.<br />
The trucked material is used in reforestation sites in the discontinued gravel mining areas and used to<br />
support poplar tree growth. The operation is conducted by Sylvis Environmental Ltd.<br />
The typical volume hauled through the May-October season is 500 loads. The tanker truck volume is 8.2<br />
m 3 , so the total volume is 4100 m 3 per season.<br />
Page 3<br />
1592.0026.01 / July 19, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-07-19-REP-Biosolids Technical Memorandum.doc
<strong>Sechelt</strong> Sewage Facilities Commission<br />
Biosolids Technical Memorandum<br />
The hauled product meets the requirements <strong>of</strong> the BC Organic Matter Recycling Regulation (OMRR) for a<br />
“Class B” biosolids product.<br />
Figure 2 plots the recorded flows from 1984 to 2007. The rated capacities <strong>of</strong> the two plants are:<br />
Ebb Tide: 1700 m 3 /d<br />
Dusty Road: 2200 m 3 /d<br />
The solids loading to the Dusty Road plant is nearly twice that <strong>of</strong> normal design, since it receives the Ebb<br />
Tide sludge and trucked waste, so its operating capacity is more in the order <strong>of</strong> 1100 m 3 /d.<br />
Page 4<br />
1592.0026.01 / July 19, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-07-19-REP-Biosolids Technical Memorandum.doc
<strong>Sechelt</strong> Sewage Facilities Commission<br />
Biosolids Technical Memorandum<br />
4.0 THE OMRR (ORGANIC MATTER RECYCLING REGULATION)<br />
The BC Organic Matter Recycling Regulation sets the standards for products which can be used in a<br />
variety <strong>of</strong> applications. These standards include parameters such as metals, moisture content, faecal<br />
coliforms and pathogens, foreign matter and a variety <strong>of</strong> other pollutants. The OMRR sets standards for<br />
recycled products under five classifications:<br />
<br />
<br />
<br />
<br />
<br />
Class B biosolids<br />
Class A biosolids<br />
Biosolids growing medium<br />
Class B compost<br />
Class A compost<br />
Class A compost can be used in all areas with unrestricted public access. The Biosolids growing medium<br />
can also be used with unrestricted public access. The other products have varying restrictions on use.<br />
The Class A products are typically subjected to temperatures in excess <strong>of</strong> 50 degrees Centigrade for a<br />
sufficient period to achieve pathogen die-<strong>of</strong>f.<br />
A concurrent report is being undertaken, the “Biosolids Management Plan” which describes in more detail<br />
the provisions <strong>of</strong> the BC OMRR.<br />
Page 5<br />
1592.0026.01 / July 19, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-07-19-REP-Biosolids Technical Memorandum.doc
<strong>Sechelt</strong> Sewage Facilities Commission<br />
Biosolids Technical Memorandum<br />
5.0 THE CURRENT OPERATION<br />
A schematic <strong>of</strong> the current plant configuration with respect to biosolids is provided on Figure 2.<br />
The main lift station at Ebb Tide receives both raw sewage (from an inlet splitting chamber) and waste<br />
sludge from the Ebb Tide plant. The waste biosolids are a mixture <strong>of</strong> primary clarifier sludge and<br />
secondary clarifier sludge. The plant does not meter or record the quantity <strong>of</strong> waste sludge. However, an<br />
approximation was made on a recent site visit and the amount estimated to be in the order <strong>of</strong> 30 m 3 /day.<br />
The main pump station pumps the blended material to the Dusty Road plant. The pump station utilizes<br />
tandem pumps to achieve the high lift required to get to the DRP (approximately 160 psi). The pipeline to<br />
DRP is approximately 2700m <strong>of</strong> 350 mm diameter forcemain. Due to poor installation, the pipeline has<br />
suffered leaks in several locations; some badly aligned joints can not support the high pressure. The<br />
problem was partly alleviated with the introduction <strong>of</strong> pump control valves in the station to reduce startup<br />
surges, and a check valve chamber at the foot <strong>of</strong> Dusty Road to reduce the risk <strong>of</strong> waterhammer.<br />
Nevertheless, the operator does not pump at full capacity for fear <strong>of</strong> potential joint failure.<br />
The pressure in the forcemain can be reduced by pumping to the Anderchek site (elevation 40 m) and repumping<br />
from there to the Dusty Road site. The first stretch would operate at 60 psi and the second at<br />
100 psi. These are more typical pressures for sewage forcemains.<br />
A parallel pipe is installed along the same route to carry treated effluent from the Dusty Road plant. This<br />
pipe joins the Ebb Tide effluent pipe, and the combined effluent flow is directed to the Trail Bay outfall.<br />
Effluent at the Dusty Road plant is chlorinated and the travel time in the pipeline is deemed sufficient for<br />
dechlorination. Effluent from the Ebb Tide plant is both chlorinated and dechlorinated, since the residual<br />
chlorine in the effluent is limited by the discharge permit.<br />
The relative distance <strong>of</strong> the two lines are:<br />
Ebb Tide plant to Lot L site: 2200 m<br />
Lot L site to Dusty Road plant: 600m.<br />
Figure 3 provides a schematic depiction <strong>of</strong> the interconnection between the two plants.<br />
Page 6<br />
1592.0026.01 / July 19, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-07-19-REP-Biosolids Technical Memorandum.doc
<strong>Sechelt</strong> Sewage Facilities Commission<br />
Biosolids Technical Memorandum<br />
6.0 DIVERTING BIOSOLIDS TO THE ANDERCHEK SITE<br />
a. Ebb Tide to Lot L<br />
Waste sludge from ETP can be transferred to the Lot L site by:<br />
<br />
<br />
<br />
A separate pump station and pipeline to the Lot L site<br />
Alternating pumping cycles through the existing forcemain<br />
Truck hauling<br />
The construction <strong>of</strong> a new forcemain from ETP to the Lot L site will incur considerable cost. Although the<br />
pipe size required is relatively small, construction on East Porpoise Bay Road will require significant<br />
reinstatement. Alternate routes may be available with less reinstatement costs, but this is not a cost<br />
effective option.<br />
Alternating pump cycles can be achieved with a PLC (Programmable Logic Controller) system. However,<br />
the amount <strong>of</strong> sludge required to purge the line on each cycle is in the order <strong>of</strong> 200 m 3 . This means that<br />
there must be about 6 day’s storage available at ETP. There is some volume within the plant tankage that<br />
could be used, but would not provide the 6 days <strong>of</strong> storage. This means additional storage would need to<br />
be built. This would also incur more cost.<br />
Hauling by septic truck can also be considered, but since each truck is roughly 8 m 3 , the number <strong>of</strong> loads<br />
would be approximately 5 loads per day. This also does not appear cost effective.<br />
A fourth option is to continue blending the biosolids with raw sewage and pump the mixture to the Dusty<br />
Road plant. The higher solids loading would be dealt with by modifications to the plant.<br />
A fifth option is to utilize the existing effluent line; this would require re-direction <strong>of</strong> the Dusty Road<br />
effluent.<br />
b. Dusty Road to Lot L site<br />
Waste sludge from the DRP can be directed by gravity to the Lot L site through the existing forcemain.<br />
This can be achieved by cycling the pump operation through a PLC. This strategy will also require purging<br />
<strong>of</strong> the main each time sludge is released. However, the volume in this portion <strong>of</strong> the pipeline is 56 m 3 ,<br />
and storage is available in the existing aerated pond.<br />
Page 7<br />
1592.0026.01 / July 19, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-07-19-REP-Biosolids Technical Memorandum.doc
<strong>Sechelt</strong> Sewage Facilities Commission<br />
Biosolids Technical Memorandum<br />
A second option for DRP biosolids is to install a dedicated sludge pipe on Dusty Road down to the Lot L<br />
site. The length is 600m and the pipe size required is 150 mm diameter.<br />
A third option could utilize the existing effluent pipe. This would require finding some other destination<br />
for the DRP effluent. Options for reclamation include use as wash water for gravel washing operations, or<br />
use as irrigation water for the reforestation program. It may also be possible to develop a ground<br />
disposal system in an area that has significant gravel deposits.<br />
In summary, there are two basic options to explore in further detail:<br />
1. Continue blending ETP biosolids with raw sewage and process at the DRP. Divert the DRP waste<br />
biosolids to the Lot L site through a new dedicated sludge pipe on Dusty Road.<br />
2. Divert DRP effluent to the gravel washing facility and use the effluent pipe for sludge<br />
transmission for both DRP and ETP.<br />
Figures 4 and 5 provide schematic depictions <strong>of</strong> these two options.<br />
Page 8<br />
1592.0026.01 / July 19, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-07-19-REP-Biosolids Technical Memorandum.doc
<strong>Sechelt</strong> Sewage Facilities Commission<br />
Biosolids Technical Memorandum<br />
7.0 TRUCKED WASTE OPTIONS<br />
The following discusses three options for dealing with trucked waste:<br />
a. Construct a new receiving station for trucked waste at the Lot L site and process through<br />
the new biosolids facility.<br />
Comments: this option is feasible but incurs the risk <strong>of</strong> odours at the Lot L site. The process <strong>of</strong> unloading<br />
trucked waste generally results in release <strong>of</strong> odours as the septage is exposed to air. Because <strong>of</strong> its<br />
anaerobic condition. Trucked waste invariably contains non-degradable materials such as plastics and<br />
rubber. The receiving station should also provide for removal <strong>of</strong> these non-degradable materials.<br />
b. Retain the existing septage receiving station at Dusty Road and divert the sludge to the<br />
pipe leading to the Lot L site.<br />
Comments: this option achieves the same results as option (a) but retains the unloading operation at the<br />
Dusty Road site, where the is no nearby population and odours are not as great a concern. It also retains<br />
the use <strong>of</strong> the existing screening device for removal <strong>of</strong> inorganics. A new entry and charge card system<br />
will be required. When the lease expires, it may be feasible to retain a roadside turnout for the receiving<br />
station. In the long term, it is likely that as community sewer gets extended, the quantity <strong>of</strong> trucked<br />
waste will be reduced.<br />
c. Retain the existing receiving station and convert the existing ponds to a “stand-alone”<br />
septage treatment facility.<br />
Comments: this option has the advantage <strong>of</strong> keeping trucked waste entirely away from the main<br />
biosolids treatment facility. The risk <strong>of</strong> introduction <strong>of</strong> toxic or deleterious substances from trucked waste<br />
is thereby removed. Once biosolids from the Dusty Road plant have been redirected to the biosolids<br />
treatment facility, the existing ponds will become redundant.<br />
Page 9<br />
1592.0026.01 / July 19, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-07-19-REP-Biosolids Technical Memorandum.doc
<strong>Sechelt</strong> Sewage Facilities Commission<br />
Biosolids Technical Memorandum<br />
8.0 BIOSOLIDS PROCESSING OPERATIONS<br />
Biosolids treatment can involve one or more unit processes, depending on the desired end product and<br />
its intended use. As previously stated the target can range from Class B biosolids to Class A compost. The<br />
basic processes in biosolids treatment can be classified into three basic functions.<br />
a. Stabilization processes<br />
Stabilization is achieved by “digestion”. Digestion converts the volatile fraction <strong>of</strong> solids into gas.<br />
Digestion can be anaerobic (no oxygen) or aerobic (with oxygen). Anaerobic digestion relies on heat to<br />
achieve the solid to gas conversion. The heat breaks down the volatile micro-organisms and the gas is<br />
released as methane and carbon dioxide, with traces <strong>of</strong> hydrogen sulphide. Anaerobic digester gas can<br />
have a strong odour. Containment <strong>of</strong> digester gas is recommended due to odours and explosion hazard.<br />
It is typically scrubbed and used in a boiler to generate heat for the digester; the excess is burned with<br />
flaring equipment.<br />
Aerobic digestion utilizes oxygen in the form <strong>of</strong> air diffusers to oxidize the volatile fraction <strong>of</strong> biosolids. In<br />
an aerobic environment, the gases produced are not odourous and can be released to atmosphere. No<br />
additional heat is required. Aerobically digested sludge is more difficult to dewater then anaerobic sludge.<br />
Autothermophilic digestion (ATAD) operates midway between aerobic and anaerobic digestion by<br />
maintaining a constant moderate temperature in the reactor. ATAD requires closer operator attention to<br />
ensure that conditions do not vary from the specified range.<br />
Other forms <strong>of</strong> stabilization involve chemical conditioning. Chemical conditioning may be applied to either<br />
raw or digested sludges. The chemicals used are typically polymeric coagulants and proper dosages<br />
result in rapidly settling flocs. For optimum performance, pH may need to be adjusted and this is usually<br />
achieved with the addition <strong>of</strong> “quicklime”. Quicklime is effective but very difficult to handle. Because <strong>of</strong><br />
concerns with operator safety and the messiness <strong>of</strong> the lime slaking procedure, the popularity <strong>of</strong><br />
quicklime has been decreasing. Other, more expensive, chemicals are used for pH adjustment if<br />
necessary.<br />
Page 10<br />
1592.0026.01 / July 19, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-07-19-REP-Biosolids Technical Memorandum.doc
<strong>Sechelt</strong> Sewage Facilities Commission<br />
Biosolids Technical Memorandum<br />
b. Thickening<br />
Thickening is a concentration technique which is not intended to reduce volatile solids, but reduce the<br />
quantity <strong>of</strong> material to be handled. For example thickening a 1% solids concentration sludge to 5 %<br />
solids concentration reduces the volume to be handled by a factor <strong>of</strong> 5 times. If a dewatering process is<br />
involved, thickening makes dewatering more effective and reduces the size <strong>of</strong> the dewatering equipment.<br />
There are two widely used techniques for thickening:<br />
<br />
<br />
Gravity Thickening (GT)<br />
Dissolved Air Flotation (DAF)<br />
Gravity thickening functions much like a clarifier. Heavier solids are allowed to settle to the bottom <strong>of</strong> a<br />
quiescent vessel and withdrawn. A coagulant is usually added to enhance the settling process. Solids<br />
retention time in the vessel should be closely monitored to avoid anaerobic conditions and gasification.<br />
The power requirements for gravity thickening are minimal.<br />
Dissolved Air Flotation utilizes a stream <strong>of</strong> fine air bubbles to “float” the solids to the top <strong>of</strong> the vessel.<br />
These are then skimmed <strong>of</strong>f for further processing. Dissolved Air Flotation has been very effective at<br />
thickening light sludges such as activated sludge. Both techniques can achieve a 4-5% solids<br />
concentration, but the DAF process requires more power for the diffused air supply.<br />
c. Dewatering<br />
Dewatering systems range from passive outdoor sludge drying beds to more sophisticated mechanical<br />
systems. Drying beds are not very effective in coastal climates, unless they are covered. Removal <strong>of</strong><br />
dewatered sludge is labour intensive.<br />
The more common dewatering techniques currently in use are:<br />
<br />
<br />
Vacuum filters; these usually consist <strong>of</strong> a rotating drum with a fabric, plastic or wire mesh fine<br />
screen. The water is drawn through the screen by vacuum and the solids left behind are removed<br />
by a doctor blade on the drum. Polymer is added to improve the solid/liquid separation and a<br />
typical “cake” has a solids content ranging from 15 to 25%.<br />
Belt Filter Presses: these comprise a continuous belt which “squeezes” the water out <strong>of</strong> the<br />
sludge and the solids roll <strong>of</strong>f the end <strong>of</strong> the belt. The power requirements are less than the<br />
vacuum filter, but the solids content <strong>of</strong> the dewatered product is less, varying from 10 to 15%.<br />
Page 11<br />
1592.0026.01 / July 19, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-07-19-REP-Biosolids Technical Memorandum.doc
<strong>Sechelt</strong> Sewage Facilities Commission<br />
Biosolids Technical Memorandum<br />
<br />
Centrifuge: centrifuges are widely used for biosolids dewatering. Solid bowl centrifuges operate<br />
at high speeds and produce a high solids content cake (20 to 25%). This process is enclosed and<br />
the risk <strong>of</strong> odour less than with other dewatering processes.<br />
All <strong>of</strong> the foregoing techniques have a long history <strong>of</strong> usage in municipal applications. The liquid fraction<br />
that is separated is returned to the main plant bio-reactor. In this case it can be directed to the pump<br />
station which pumps raw sewage to the Dusty Road plant. When the central plant is eventually<br />
constructed, the liquid fraction will be directed back to the plant.<br />
d. Drying and Combustion<br />
Drying consists <strong>of</strong> dispersing the sludge in a stream <strong>of</strong> hot dry air and separating the dried solid in a<br />
cyclone. Other drying processes include Pyrolosis (a destructive distillation technique), cyclonic<br />
incinerators, electric infrared furnaces, fluidized bed incinerators, and multiple hearth incinerators.<br />
Drying processes result in over 80% solids content and the product is suitable for incineration or landfill<br />
disposal.<br />
Page 12<br />
1592.0026.01 / July 19, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-07-19-REP-Biosolids Technical Memorandum.doc
<strong>Sechelt</strong> Sewage Facilities Commission<br />
Biosolids Technical Memorandum<br />
9.0 FINAL PRODUCT CONSIDERATIONS<br />
The final product targets should reflect the provisions <strong>of</strong> the OMRR if beneficial reclamation <strong>of</strong> organic<br />
biosolids is desired. The product can also be suitable for landfill cover material or incineration. Drying<br />
techniques can produce a very dry product that is suitable for incineration, but the process is very costly<br />
and not energy efficient.<br />
We have divided the potential targets into two classifications;<br />
a. Biosolids Classes (A, B or Growing Medium)<br />
The product currently being produced and being used by Sylvis for reforestation meets the parameters<br />
for Class B biosolids. The application in liquid form is sprayed from the back <strong>of</strong> the tanker between the<br />
rows <strong>of</strong> trees. This application technique has been approved by Ministry <strong>of</strong> Environment. The area is<br />
restricted to public access.<br />
The same process can be continued with properly digested sludge to reduce the vectoring and<br />
contamination risk. The hauling costs would be similar since digested sludge quantities would not be<br />
significantly less than the current volumes. Thickened sludge could also be used, and hauling costs would<br />
be reduce slightly is if a 5% solids concentration could be achieved.<br />
Dewatering would reduce the quantities by a factor <strong>of</strong> five, so the current 500 loads would reduce to 100<br />
loads. Sylvis has indicated that their application technique for dewatered biosolids (20% solids content)<br />
would change from the current, but the product could still be used for reforestation. They would also find<br />
it easier to stockpile the dewatered material. Stockpiling is necessary since the application rates do not<br />
match the sludge production rates.<br />
Dewatered sludge is also suitable for landfill cover material since it is not “runny” and application on<br />
slopes is feasible. A digested and dewatered sludge <strong>of</strong>fers more options than a liquid sludge.<br />
b. Soil Amendment Products<br />
Soil amendment products will require composting. The composting process utilizes Nitrogen (from<br />
biosolids) and Carbon (from wood products). The OMRR recognizes Class A and Class B compost<br />
depending on the prior processing <strong>of</strong> biosolids and the retention time in the compost area.<br />
Page 13<br />
1592.0026.01 / July 19, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-07-19-REP-Biosolids Technical Memorandum.doc
<strong>Sechelt</strong> Sewage Facilities Commission<br />
Biosolids Technical Memorandum<br />
A Class A compost is sufficiently dry and stabilized that it can be sold commercially as a soil amendment<br />
product for use on private property. The experience in the Okanagan and the lower mainland has been<br />
that the product is popular and sells well, but revenues are far below the cost <strong>of</strong> production.<br />
Composting requires:<br />
<br />
<br />
<br />
A strong commitment and partnership with other local governments to produce a desirable<br />
product.<br />
A large site, preferably remote from inhabited areas<br />
A reliable and inexpensive source <strong>of</strong> Carbon such as wood chips<br />
If partnerships do not emerge, the <strong>District</strong> can compost their own biosolids in limited quantities for use in<br />
parks and open spaces. However, the costs <strong>of</strong> small operations are usually prohibitive.<br />
Figure 6 provides a schematic depiction <strong>of</strong> the facility operation.<br />
Page 14<br />
1592.0026.01 / July 19, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-07-19-REP-Biosolids Technical Memorandum.doc
<strong>Sechelt</strong> Sewage Facilities Commission<br />
Biosolids Technical Memorandum<br />
10.0 EBB TIDE IMPROVEMENTS<br />
A site visit was conducted on July 8 and July 9 , 2010. The operation and condition <strong>of</strong> a variety <strong>of</strong> plant<br />
component s were inspected and discussed with the operators. The following is a list <strong>of</strong> items to be<br />
repaired or replaced at the Ebb Tide plant.<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
Water distribution lines (galvanized steel) <strong>of</strong> 25 and 50 mm diameter – badly rusted.<br />
Air lines (galvanizes steel) 50 mm diameter – badly rusted<br />
Explore feasibility <strong>of</strong> using effluent to supply the chlorinator (instead <strong>of</strong> municipal water)<br />
Replace the 100 mm diameter sludge air lift pipes<br />
Purchase and install a composite sampler (only grab samples are currently taken)<br />
Purchase and install an ultrasonic level monitor to re-activate the inlet Parshall flume flow<br />
recording<br />
Obtain pricing for a new bar screen and screening compactor. The existing bar screen has a<br />
limited remaining life, and purchase <strong>of</strong> a new screen will depend on the time allotted for<br />
decommissioning <strong>of</strong> the plant.<br />
Replace the clarifier gear drive<br />
Replace rusty handrails<br />
Install kick plates on all catwalks ( A WCB requirement)<br />
Replace the ro<strong>of</strong> shingles on the plant superstructure.<br />
Install a floor drain and sump pump in the basement <strong>of</strong> the control building (emergency shower<br />
was installed recently to comply with WCB requirements, but there is no drain in the area).<br />
Chlorine automatic shut-<strong>of</strong>f valves (WCB requirement) are being installed.<br />
Detailed cost estimates for the above items have not been completed and await supplier submissions.<br />
Once the costs are all in, a priority listing exercise should be undertaken, since the total cost may exceed<br />
the budget. Some <strong>of</strong> the items fall under the category <strong>of</strong> “required urgently” while othesr are “desired<br />
but not urgent”.<br />
Page 15<br />
1592.0026.01 / July 19, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-07-19-REP-Biosolids Technical Memorandum.doc
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Processing Options Comparison Pre-Design <strong>Report</strong><br />
APPENDIX C<br />
Cost Estimates<br />
1592.0026.01 / December, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc
1.0 COST ESTIMATES<br />
1.1 Capital Cost Estimates<br />
Table presents approximate cost estimates for each <strong>of</strong> the process trains short listed<br />
Division<br />
Aerobic<br />
Digestion<br />
& Dewatering<br />
Lime<br />
Stabilization<br />
& Dewatering<br />
Gravity<br />
Thickening<br />
& Dewatering<br />
Multi-Stage<br />
Anaerobic<br />
Digestion &<br />
Dewatering<br />
Thickening,<br />
Dewatering<br />
and Heat<br />
Drying<br />
Single Stage<br />
Anaerobic<br />
Digestion,<br />
Dewatering<br />
and Heat<br />
Drying<br />
Div.1 – General Requirements $150,000 $150,000 $150,000 $200,000 $150,000 $250,000<br />
Div 2 – Site Works $530,000 $530,000 $400,000 $530,000 $400,000 $550,000<br />
Div 3 – Concrete $660,000 $680,000 $580,00 $650,000 $580,000 $600,000<br />
Div 4 – Masonry - - -<br />
Div 5 – Metals $68,000 $76,000 $60,000 $130,000 $60,000 $90,000<br />
Div 6 – Wood & Plastics $88,000 $98,000 $80,000<br />
Div 7 – Thermal & Moisture<br />
Protection<br />
$76,000 $86,000 $76,000 $90,000 $75,000 $90,000<br />
Div 8 – Doors & Windows $38,000 $48,000 $38,000 $38,000 $42,000 $48,000<br />
Div 9 – Finishes $42,000 $64,000 $42,000 $60,000 $48,000 $65,000<br />
Div 10 – Specialties (Odour Control) $80,000 $100,000 $90,000 $140,000 $100,000 $140,000<br />
Div 11 – Equipment & Installation $990,000 $1,400,000 $900,000 $2,300,000 $1,900,000 $2,200,000<br />
Div 12 – Furnishings $32,000 $42,000 $32,000 $42,000 $50,000 $50,000<br />
Div 13 – Special Construction - - - $40,000 $50,000 $80,000<br />
Div 14 – Conveying Systems $52,000 $52,000 $52,000 $52,000 $65,000 $65,000
Division<br />
Aerobic<br />
Digestion<br />
& Dewatering<br />
Lime<br />
Stabilization<br />
& Dewatering<br />
Gravity<br />
Thickening<br />
& Dewatering<br />
Multi-Stage<br />
Anaerobic<br />
Digestion &<br />
Dewatering<br />
Thickening,<br />
Dewatering<br />
and Heat<br />
Drying<br />
Single Stage<br />
Anaerobic<br />
Digestion,<br />
Dewatering<br />
and Heat<br />
Drying<br />
Div 15 – Mechanical $85,000 $95,000 $85,000 $110,000 $110,000 $125,000<br />
Div 16 – Electrical $240,000 $260,000 $240,000 $280,000 $370,000 $380,000<br />
Subtotal $3,131,000 $3,681,000 $2,825,000 $4,662,000 $4,000,000 $4,733,000<br />
Contingencies & Engineering (35%) $1,096,000 $1,289,000 $989,000 $1,632,000 $1,400,000 $1,657,000<br />
Total $4,227,000 $4,970,000 $3,814,000 $6,294,000 $5,400,000 $6,390,000<br />
Biosolids Product Class B Class B Class B Class A Class A Class A<br />
% Solids 18-20 20-22 18-20 20-22 90+ 90+
1.2 Operating Cost Estimates<br />
Table presents approximate operating cost estimates for each <strong>of</strong> the process trains short listed<br />
Item<br />
Aerobic<br />
Digestion &<br />
Dewatering<br />
Lime<br />
Stabilization &<br />
Dewatering<br />
Gravity<br />
Thickening &<br />
Dewatering<br />
Multi-Stage<br />
Anaerobic<br />
Digestion &<br />
Dewatering<br />
Thickening,<br />
Dewatering<br />
and Heat<br />
Drying<br />
Single Stage<br />
Anaerobic<br />
Digestion,<br />
Dewatering<br />
and Heat<br />
Drying<br />
Power $15,000 $6,000 $5,000 $7,000 $8,000 $9,000<br />
Fuel $12,000 $14,000<br />
Labour $26,000 $40,000 $26,000 $40,000 $32,000 $40,000<br />
Polymer $4,000 $4,000 $4,000 $4,000 $4,000 $4,000<br />
Lime $18,000<br />
Odour Control $12,000 $12,000 $12,000 $16,000 $16,000 $16,000<br />
Hauling $24,000 $24,000 $24,000 $24,000 $6,000 $6,000<br />
Maintenance $5,000 $5,000 $5,000 $7,000 $7,000 $7,000<br />
Parts Allowance $5,000 $5,000 $5,000 $7,000 $7,000 $7,000<br />
Testing/<strong>Report</strong>ing $5,000 $5,000 $5,000 $5,000 $5,000 $5,000<br />
Subtotal $96,000 $119,000 $86,000 $110,000 $97,000 $98,000<br />
Administration (10%) $9,6500 $12,000 $8,600 $11,000 $9,700 $9,800<br />
On Site Annual Costs $105,600 $131,000 $94,600 $121,000 $106,700 $107,000<br />
Off Site Annual Costs $75,000 $75,000 $75,000 $75,000 $5,000 $5,000<br />
TOTAL ANNUAL $180,000 $206,000 $169,600 $196,000 $111,700 $112,800<br />
Present Worth $2,251,000 $2,567,000 $2,114,000 $2,443,000 $1,392,000 $1,406,000
<strong>District</strong> <strong>of</strong> <strong>Sechelt</strong><br />
Bio-Solids Processing Options Comparison Pre-Design <strong>Report</strong><br />
APPENDIX D<br />
Photos<br />
Phase 1 – Existing Aerated Biosolids Pond at Dusty Road Plant<br />
Phase 2 – Existing Settling Pond at Dusty Road Plant<br />
Phase 3 – Growing Medium stockpile at Sylvis Site<br />
Phase 5 – Lot L looking North from Dusty Road<br />
Phase 6 – Lot L looking South from Allen Road<br />
1592.0026.01 / December, 2010<br />
U:\Projects_KEL\1592\0026\01\R-<strong>Report</strong>s-Studies-Documents\Draft\2010-11-REP-BiosolidsProcessing Options Comparison Pre-Design Study (rev3).doc