comparative study for mrr on die-sinking edm using electrode ... - ijater
comparative study for mrr on die-sinking edm using electrode ... - ijater
comparative study for mrr on die-sinking edm using electrode ... - ijater

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Internati<strong>on</strong>al Journal of Advanced Technology & Engineering Research (IJATER)<br />
COMPARATIVE STUDY FOR MRR ON DIE-SINKING<br />
EDM USING ELECTRODE OF COPPER & GRAPHITE<br />
Authors 1 Nikhil Kumar, 2 Lalit Kumar, 3 Harichand Tewatia, 4 Rakesh Yadav<br />
Abstract<br />
Electrical discharge machining (EDM) is <strong>on</strong>e of the n<strong>on</strong>traditi<strong>on</strong>al<br />
machining processes, based <strong>on</strong> thermo electric<br />
energy between the work piece and an <strong>electrode</strong>. In this<br />
process, the material removal is occurred electro thermally<br />
by a series of successive discrete discharges between <strong>electrode</strong><br />
and the work piece. The per<str<strong>on</strong>g>for</str<strong>on</strong>g>mance of the process, to<br />
a large extent, depends <strong>on</strong> the Electrode material, Work<br />
piece material manufacturing method of the <strong>electrode</strong>s. A<br />
suitable selecti<strong>on</strong> of <strong>electrode</strong> can reduce the cost of machining.<br />
So in this paper Die- Sinker EDM <strong>using</strong> copper and graphite<br />
<strong>electrode</strong> experiment has been d<strong>on</strong>e <str<strong>on</strong>g>for</str<strong>on</strong>g> optimizing<br />
Per<str<strong>on</strong>g>for</str<strong>on</strong>g>mance parameters and reducing cost of manufacturing,<br />
finally it is found that a silver <strong>electrode</strong> give better per<str<strong>on</strong>g>for</str<strong>on</strong>g>mance<br />
in certain characteristics but the cost become high <str<strong>on</strong>g>for</str<strong>on</strong>g><br />
machining so keeping in mind cost and other some characteristics<br />
a graphite <strong>electrode</strong> is more suitable than copper <strong>electrode</strong><br />
in case of both MRR and TWR.<br />
Keywords: - Die -Sinker EDM, MRR, TWR<br />
1. Introducti<strong>on</strong><br />
In the Die -Sinker EDM Machining process, two<br />
metal parts submerged in an insulating liquid are c<strong>on</strong>nected<br />
to a source of current which is switched <strong>on</strong> and off automatically<br />
depending <strong>on</strong> the parameters set <strong>on</strong> the c<strong>on</strong>troller.<br />
When the current is switched <strong>on</strong>, an electric tensi<strong>on</strong> is<br />
created between the two metal parts. If the two parts are<br />
brought together to within a minimum gap, the electrical<br />
tensi<strong>on</strong> is discharged and a spark jumps across. Where it<br />
strikes, the metal is heated up so much that it melts. Sinker<br />
EDM, also called cavity type EDM or volume EDM c<strong>on</strong>sists<br />
of an <strong>electrode</strong> and work piece submerged in an insulating<br />
liquid such as, oil or, less frequently, other <strong>die</strong>lectric fluids.<br />
The <strong>electrode</strong> and workpiece are c<strong>on</strong>nected to a suitable<br />
power supply. The power supply generates an electrical potential<br />
between the two parts. As the <strong>electrode</strong> approaches<br />
the work piece, <strong>die</strong>lectric breakdown occurs in the fluid,<br />
<str<strong>on</strong>g>for</str<strong>on</strong>g>ming a plasma channel, and a small spark jumps. These<br />
sparks usually strike <strong>on</strong>e at a time because it is very unlikely<br />
that different locati<strong>on</strong>s in the inter-<strong>electrode</strong> space have the<br />
identical local electrical characteristics which would enable<br />
a spark to occur simultaneously in all such locati<strong>on</strong>s. These<br />
sparks happen in huge numbers at seemingly random locati<strong>on</strong>s<br />
between the <strong>electrode</strong> and the work piece. As the base<br />
metal is eroded, and the spark gap subsequently increased,<br />
the <strong>electrode</strong> is lowered automatically by the machine so that<br />
the process can c<strong>on</strong>tinue uninterrupted. Several hundred<br />
thousand sparks occur per sec<strong>on</strong>d, with the actual duty cycle<br />
carefully c<strong>on</strong>trolled by the setup parameters.<br />
1.1 Why copper Electrode<br />
With development of the transistorized, pulse-type power<br />
supplies, Electrolytic (or pure) Copper became the metallic<br />
<strong>electrode</strong> material of choice. This is because the combinati<strong>on</strong><br />
of Copper and certain power supply settings enables low<br />
wear burning. Also, Copper is compatible with the polishing<br />
circuits of certain advanced power supplies. Many shops in<br />
both Europe and Japan still prefer to use Copper as the primary<br />
<strong>electrode</strong> material, due to their tool making culture that<br />
is averse to the “untidiness” of working with graphite. Due<br />
to its structural integrity, Copper can produce very fine surface<br />
finishes, even without special polishing circuits. This<br />
same structural integrity also makes Copper <strong>electrode</strong>s highly<br />
resistant to DC arcing in poor flushing situati<strong>on</strong>s. Copper<br />
is frequently used to make female <strong>electrode</strong>s <strong>on</strong> a Wire<br />
EDM <str<strong>on</strong>g>for</str<strong>on</strong>g> subsequent use in reverse burning punches and<br />
cores in the Sinker EDM. The additi<strong>on</strong> of 1-3% Tellurium to<br />
Copper improves its machinability to a level similar to brass,<br />
eliminating the “gummy” properties normally exhibited by<br />
Copper when it is machined.<br />
1.2 Why Graphite Electrode<br />
Graphite is the preferred <strong>electrode</strong> material <str<strong>on</strong>g>for</str<strong>on</strong>g> 90% of all<br />
sinker EDM applicati<strong>on</strong>s. Thus, it is important that we expend<br />
c<strong>on</strong>siderable ef<str<strong>on</strong>g>for</str<strong>on</strong>g>t to understand its properties and<br />
applicati<strong>on</strong> to EDM.<br />
Graphite was introduced to the EDM industry approximately<br />
50 years ago. One of the early well known brands of graphite<br />
was manufactured by General Electric, and known by<br />
the trade name of “Gentrode”. Graphite is made from Carb<strong>on</strong><br />
derived from petroleum. The powdered Carb<strong>on</strong> is mixed<br />
with petroleum based binder material and then compacted.<br />
How the graphite is compacted in this stage of producti<strong>on</strong> is<br />
vitally important to its ultimate properties. All early graphites<br />
were made by compressing the powder/binder mixture<br />
ISSN NO: 2250-3536 VOLUME 2, ISSUE 2, MAY 2012 170
Internati<strong>on</strong>al Journal of Advanced Technology & Engineering Research (IJATER)<br />
in <strong>on</strong>ly <strong>on</strong>e directi<strong>on</strong>, resulting in properties or “grain” similar<br />
to wood, that varied relative to the directi<strong>on</strong> of pressing.<br />
As an outgrowth of the space program, methods were developed<br />
to isostatically press graphite such that its properties<br />
became “isotropic”, that is the same in all directi<strong>on</strong>s. All<br />
high quality, high per<str<strong>on</strong>g>for</str<strong>on</strong>g>mance graphites are now manufactured<br />
this way. After compacting, the “green” compacted<br />
material undergoes a series of thermal treatments that c<strong>on</strong>vert<br />
the Carb<strong>on</strong> to graphite. Graphite has certain properties<br />
quite different than wrought metal based <strong>electrode</strong> materials:<br />
• Graphite has an extremely high melting point. Actually,<br />
graphite does not melt at all, but sublimes directly from a<br />
solid to a gas (just as the Carb<strong>on</strong> Dioxide in dry ice) at a<br />
temperature thousands of degrees higher than the melting<br />
point of Copper. This resistance to temperature makes graphite<br />
an ideal <strong>electrode</strong> material.<br />
• Graphite has significantly lower mechanical strength properties<br />
than metallic <strong>electrode</strong> materials. It is neither as hard,<br />
as str<strong>on</strong>g, nor as stiff as metallic <strong>electrode</strong> materials. However,<br />
since the EDM process is <strong>on</strong>e of relatively low macro<br />
mechanical <str<strong>on</strong>g>for</str<strong>on</strong>g>ces, these property differences are not often<br />
significant. Due to the significant differences between metallic<br />
<strong>electrode</strong>s and graphite, there are certain properties,<br />
unique to graphite that are comm<strong>on</strong>ly specified and c<strong>on</strong>trolled.<br />
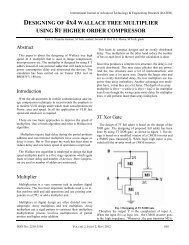
Fig. 1 Die-Sinker EDM Set-up<br />
1.3 Characteristics of <strong>die</strong>-Sinker<br />
EDM<br />
The characteristics necessary <str<strong>on</strong>g>for</str<strong>on</strong>g> <strong>die</strong>-sinker EDM are given<br />
below in the table<br />
Table 1 Process Parameters of Die-Sinker EDM Process<br />
Mechanism of Processes C<strong>on</strong>trolled erosi<strong>on</strong> (melting<br />
Spark gap<br />
Spark frequency<br />
Peak voltage across the gap<br />
Metal removal rate (max.)<br />
Specific power c<strong>on</strong>sumpti<strong>on</strong><br />
Dielectric fluid<br />
Tool material<br />
Machine-able materials<br />
Shapes that can be produced<br />
Limitati<strong>on</strong>s<br />
and evaporati<strong>on</strong>)<br />
0.010 – 0.500 mm<br />
200 – 500 KHz<br />
30 – 250 V<br />
5000 mm3/min.<br />
2 – 10 W/mm3/min.<br />
EDM oil, Kerosene liquid,<br />
Silic<strong>on</strong> oil, Dei<strong>on</strong>ised water<br />
etc.<br />
Copper, Brass, Graphite, Ag-<br />
W alloy, Cu-W alloy<br />
All c<strong>on</strong>ducting metals and<br />
alloys<br />
Micro holes, Narrow slots<br />
High energy c<strong>on</strong>sumpti<strong>on</strong>,<br />
can’t machined n<strong>on</strong>c<strong>on</strong>ducting<br />
materials<br />
2. Literature Review<br />
In this paper few selected research paper related to Diesinker<br />
EDM with effect of metal MRR, surface roughness<br />
(SR), workpiece material<br />
2.1 Workpiece and tool material-<br />
Dhar and Purohit evaluates the effect of current (c), pulse<strong>on</strong><br />
time (p) and air gap voltage (v) <strong>on</strong> MRR, TWR, ROC of<br />
EDM with Al–4Cu–6Si alloy–10 wt. % SiCP composites.<br />
This experiment can be <strong>using</strong> the PS LEADER ZNC EDM<br />
machine and a cylindrical brass <strong>electrode</strong> of 30 mm diameter.<br />
And three factors, three levels full factorial design was<br />
<strong>using</strong> and analyzing the results. A sec<strong>on</strong>d order, n<strong>on</strong>-linear<br />
mathematical model has been developed <str<strong>on</strong>g>for</str<strong>on</strong>g> establishing the<br />
relati<strong>on</strong>ship am<strong>on</strong>g machining parameters. The significant of<br />
the models were checked <strong>using</strong> technique ANOVA and finding<br />
the MRR, TWR and ROC increase significant in a n<strong>on</strong>linear<br />
fashi<strong>on</strong> with increase in current.<br />
Karthikeyan et .al has presented the mathematical molding<br />
of EDM with aluminum-silic<strong>on</strong> carbide particulate composites.<br />
Mathematical equati<strong>on</strong> is Y=f(V, I, T). And the effect<br />
of MRR, TWR, SR with Process parameters taken in to<br />
c<strong>on</strong>siderati<strong>on</strong> were the current (I), the pulse durati<strong>on</strong> (T) and<br />
the percent volume fracti<strong>on</strong> of SiC (25 μ size). A three level<br />
full factorial design was choosing. Finally the significant of<br />
the models were checked <strong>using</strong> the ANOVA. The MRR was<br />
found to decrease with an increase in the percent volume of<br />
SiC, whereas the TWR and the surface roughness increase<br />
with an increase in the volume of Sic.<br />
B.Mohan and Satyanarayana evoluti<strong>on</strong> the of effect of the<br />
EDM Current, <strong>electrode</strong> marital polarity, pulse durati<strong>on</strong> and<br />
rotati<strong>on</strong> of <strong>electrode</strong> <strong>on</strong> metal removal rate, TWR, and SR,<br />
and the EDM of Al-Sic with 20-25 vol. % SiC, Polarity of<br />
the <strong>electrode</strong> and volume present of SiC, the MRR increased<br />
with increased in discharge current and specific current it<br />
decreased with increasing in pulse durati<strong>on</strong>. Increasing the<br />
ISSN NO: 2250-3536 VOLUME 2, ISSUE 2, MAY 2012 171
Internati<strong>on</strong>al Journal of Advanced Technology & Engineering Research (IJATER)<br />
speed of the rotati<strong>on</strong> <strong>electrode</strong> resulted in a positive effect<br />
with MRR, TWR and better SR than stati<strong>on</strong>ary. The electric<br />
motor can be used to rotate the <strong>electrode</strong>(tool) AV belt was<br />
used to transmit the power from the motor to the <strong>electrode</strong><br />
Optimizati<strong>on</strong> parameters <str<strong>on</strong>g>for</str<strong>on</strong>g> EDM drilling were also developed<br />
to summarize the effect of machining characteristic<br />
such as MRR, TWR and SR.<br />
J. Simao et al was developed the surface modificati<strong>on</strong> <strong>using</strong><br />
by EDM, details are given of operati<strong>on</strong>s involving powder<br />
metallurgy (PM) tool <strong>electrode</strong>s and the use of powders suspended<br />
in the <strong>die</strong>lectric fluid, typically aluminum, nickel,<br />
titanium, etc. experimental results are presented <strong>on</strong> the surface<br />
alloying of AISI H13 hot work tool steel during a <strong>die</strong><br />
sink operati<strong>on</strong> <strong>using</strong> partially sintered WC / Co <strong>electrode</strong>s<br />
operating in a hydrocarb<strong>on</strong> oil <strong>die</strong>lectric. An L8 fracti<strong>on</strong>al<br />
factorial Taguchi experiment was used to identify the effect<br />
of key operating factors <strong>on</strong> output measures (<strong>electrode</strong> wear,<br />
workpiece surface hardness, etc.). With respect to micro<br />
hardness, the percentage c<strong>on</strong>tributi<strong>on</strong> ratios (PCR) <str<strong>on</strong>g>for</str<strong>on</strong>g> peak<br />
current, <strong>electrode</strong> polarity and pulse <strong>on</strong> time. Even so, the<br />
very low error PCR value (<str<strong>on</strong>g>for</str<strong>on</strong>g> micro hardness ~6%) implies<br />
that all the major effects were taken into account.<br />
Thus after going through literature we have taken two <strong>electrode</strong>s<br />
i.e copper and graphite <str<strong>on</strong>g>for</str<strong>on</strong>g> experimental setup and<br />
P20 steel as the workpiece and a <str<strong>on</strong>g>comparative</str<strong>on</strong>g> <str<strong>on</strong>g>study</str<strong>on</strong>g> has been<br />
made.<br />
3. Experimental Set-up<br />
For this experiment the whole work can be down by Electric<br />
Discharge Machine, model ELECTRONICA- ELECTRA-<br />
PULS PS (<strong>die</strong>-<strong>sinking</strong> type) with servo-head (c<strong>on</strong>stant gap)<br />
and positive polarity <str<strong>on</strong>g>for</str<strong>on</strong>g> <strong>electrode</strong> was used to c<strong>on</strong>duct the<br />
experiments. Commercial grade EDM oil (specific gravity=<br />
0.763, freezing point= 94°C) was used as <strong>die</strong>lectric fluid.<br />
With internal flushing of pin-shaped cu tool with a pressure<br />
of 0.2 kgf/cm2 .Experiments were c<strong>on</strong>ducted with positive<br />
polarity of <strong>electrode</strong>. The pulsed discharge current was applied<br />
in various steps in positive mode. It is capable of machining<br />
of hard material comp<strong>on</strong>ent such as heat treated tool<br />
steels, composites, super alloys, ceramics, carbides, heat<br />
resistant steels etc. The higher carb<strong>on</strong> grades are typically<br />
used <str<strong>on</strong>g>for</str<strong>on</strong>g> such applicati<strong>on</strong>s as stamping <strong>die</strong>s, metal cutting<br />
tools, etc. AISI grades of tool steel is the most comm<strong>on</strong> scale<br />
used to identify various grades of tool steel. Individual alloys<br />
within a grade are given a number; <str<strong>on</strong>g>for</str<strong>on</strong>g> example: A2,<br />
O1, D2, P20 etc.<br />
In this experiment <strong>using</strong> AISI P20 tool steel material this P-<br />
20 tool steel material is a pre hardened high tensile tool steel<br />
which offers ready machine ability in the hardened and tempered<br />
c<strong>on</strong>diti<strong>on</strong>, there<str<strong>on</strong>g>for</str<strong>on</strong>g>e does not require further heat<br />
treatment. Subsequent comp<strong>on</strong>ent modificati<strong>on</strong>s can easily S<br />
N<br />
be carried out. The workpiece material compositi<strong>on</strong> is given<br />
in table below.<br />
Table 2 Chemical compositi<strong>on</strong> of work piece material<br />
Elements Weight Limit<br />
(%)<br />
Actual Weight<br />
(%)<br />
C 0.28 – 0.40 0.40<br />
Mn 0.60 – 1.00 1.00<br />
Si 0.20 – 0.80 0.40<br />
Cr 1.40 – 2.00 1.20<br />
Mo 0.30 – 0.55 0.35<br />
Cu 0.25 0.25<br />
P 0.03 0.03<br />
S 0.03 0.03<br />
Table 3 Mechanical and Thermal Properties of Steel AISI P20<br />
S. Properties<br />
C<strong>on</strong>diti<strong>on</strong> Unit<br />
No<br />
T(oC)<br />
1 Density (ρ) 7.85 X 103 25 Kg/m3<br />
2 Poissi<strong>on</strong>’s 0.27 – 0.30 25 -<br />
Ratio (ν)<br />
3 Elastic 190 - 210 25 GPa<br />
Modulus (E)<br />
4 Thermal<br />
Expansi<strong>on</strong><br />
(α)<br />
12.8 X 10-6 20 - 425 / oC<br />
4. Calculati<strong>on</strong> and Results of MRR<br />
and TWR<br />
MRR = Wwb – Wwa/ t x ρ<br />
TWR = Wtb – Wta/ t<br />
Where<br />
Wwb = Weight of the workpiece be<str<strong>on</strong>g>for</str<strong>on</strong>g>e machining<br />
Wwa = Weight of the workpiece after machining<br />
Wtb = Weight of the tool be<str<strong>on</strong>g>for</str<strong>on</strong>g>e machining<br />
Wta = Weight of the tool after machining<br />
t = Maching time (1hr)<br />
ρ = Denisty of the material (7.85 x 1000 kg/m3)<br />
Dc<br />
mm<br />
Table 4 Material removal <str<strong>on</strong>g>for</str<strong>on</strong>g> copper <strong>electrode</strong><br />
I T<strong>on</strong> Weight<br />
Weight<br />
(A)<br />
Of<br />
Of<br />
ISSN NO: 2250-3536 VOLUME 2, ISSUE 2, MAY 2012 172
Internati<strong>on</strong>al Journal of Advanced Technology & Engineering Research (IJATER)<br />
. μsec work piece<br />
(gm)<br />
Tool<br />
(gm)<br />
Wwb Wwa Wtb Wta<br />
1 4 1 50 354.760 354.470 28.923 28.921<br />
2 4 2 50 354.470 353.595 28.921 28.919<br />
3 4 3 50 353.595 352.103 28.919 28.918<br />
4 4 4 50 352.103 350.662 28.918 28.916<br />
5 4 5 50 350.662 349.415 28.916 28.914<br />
D C = Diameter of copper <strong>electrode</strong>,<br />
I = Current,<br />
Wwb = Weight of the workpiece be<str<strong>on</strong>g>for</str<strong>on</strong>g>e machining<br />
Wwa = Weight of the workpiece after machining<br />
Wtb = Weight of the tool be<str<strong>on</strong>g>for</str<strong>on</strong>g>e machining<br />
Wta = Weight of the tool after machining<br />
N. (mm) (A) (μsec) (mm3/min) (gm/min)<br />
1 4 1 50 0.743 1.67E-05<br />
2 4 2 50 1.942 1.67E-05<br />
3 4 3 50 3.199 1.67E-05<br />
4 4 4 50 3.144 3.33E-05<br />
5 4 5 50 2.800 3.33E-05<br />
Table 5 MMR and TWR <str<strong>on</strong>g>for</str<strong>on</strong>g> Copper <strong>electrode</strong><br />
S.N.<br />
Dc<br />
(mm)<br />
I<br />
(A)<br />
T<strong>on</strong><br />
(μsec)<br />
MRR<br />
(mm3/min)<br />
TWR<br />
(gm/min)<br />
S<br />
N<br />
1 4 1 50 0.616 3.33E-05<br />
2 4 2 50 1.858 3.33E-05<br />
3 4 3 50 3.168 1.67E-05<br />
4 4 4 50 3.059 3.33E-05<br />
5 4 5 50 2.647 3.33E-05<br />
Dg<br />
mm<br />
I<br />
(A)<br />
Table 6 Material removal <str<strong>on</strong>g>for</str<strong>on</strong>g> graphite <strong>electrode</strong><br />
Weight<br />
Weight<br />
Of<br />
Of<br />
T<strong>on</strong> work piece<br />
Tool<br />
μsec (gm)<br />
(gm)<br />
Wwb Wwa Wtb Wta<br />
1 4 1 50 349.415 349.065 19.781 19.780<br />
2 4 2 50 349.065 348.15 19.780 19.779<br />
3 4 3 50 348.15 346.643 19.779 19.778<br />
4 4 4 50 346.643 345.162 19.778 19.776<br />
5 4 5 50 345.162 343.843 19.776 19.774<br />
D g = Diameter of graphite <strong>electrode</strong>,<br />
I = Current,<br />
Fig. 2<br />
Comparis<strong>on</strong> of MRR <strong>using</strong> <strong>electrode</strong> of copper and graphite<br />
5. C<strong>on</strong>clusi<strong>on</strong><br />
The Die-sinker EDM is widely used machine <str<strong>on</strong>g>for</str<strong>on</strong>g> machining<br />
of hard material with high precisi<strong>on</strong>, high surface finish,<br />
complex profiles. The cost incurred <str<strong>on</strong>g>for</str<strong>on</strong>g> machining of hard<br />
and complex profile parts is less than the other methods of<br />
machining. From the results it is found that graphite <strong>electrode</strong><br />
is more favourable than the copper <strong>electrode</strong> <str<strong>on</strong>g>for</str<strong>on</strong>g> the<br />
machining of steel work piece <str<strong>on</strong>g>for</str<strong>on</strong>g> MRR and TWR. It is also<br />
found that overall cost <str<strong>on</strong>g>for</str<strong>on</strong>g> machining of hard material with<br />
the use of graphite <strong>electrode</strong> is <str<strong>on</strong>g>comparative</str<strong>on</strong>g>ly less than copper<br />
<strong>electrode</strong>.<br />
Table 7 MMR and TWR <str<strong>on</strong>g>for</str<strong>on</strong>g> graphite <strong>electrode</strong><br />
S. Dg I T<strong>on</strong> MRR TWR<br />
References<br />
ISSN NO: 2250-3536 VOLUME 2, ISSUE 2, MAY 2012 173
Internati<strong>on</strong>al Journal of Advanced Technology & Engineering Research (IJATER)<br />
[1] Wang, C.-. And Lin, Y.C., 2009. Feasibility <str<strong>on</strong>g>study</str<strong>on</strong>g> of<br />
electrical discharge machining <str<strong>on</strong>g>for</str<strong>on</strong>g> W/Cu composite. Internati<strong>on</strong>al<br />
Journal of Refractory Metals and Hard Materials,<br />
27(5), 872-882.<br />
[2] Tsai, H.C., Yan, B.H. and Huang, F.Y., 2003. EDM per<str<strong>on</strong>g>for</str<strong>on</strong>g>mance<br />
of Cr/Cu-based composite <strong>electrode</strong>s. Internati<strong>on</strong>al<br />
Journal of Machine Tools and Manufacture, 43(3), 245-252.<br />
[3] Habib, S. S. (2009). Study of the parameters in electrical<br />
discharge machining through resp<strong>on</strong>se surface methodology<br />
approach. Applied Mathematical Modelling, 33(12), 4397-<br />
4407.<br />
[4] Saha, S.K. and Choudhury, S.K., 2009. Experimental<br />
investigati<strong>on</strong> and empirical modelling of the dry electric<br />
discharge machining process. Internati<strong>on</strong>al Journal of Machine<br />
Tools and Manufacture, 49(3-4), 297-308.<br />
[5] Bleys, P., Kruth and Lauwers, B., 2004. Sensing and<br />
compensati<strong>on</strong> of tool wear in milling EDM. Journal of Materials<br />
Processing Technology, 149(1-3), 139-146<br />
[6] Sohani, M.S., Gait<strong>on</strong>de, V.N., Siddeswarappa, B. And<br />
Deshpande, A.S., 2009. Investigati<strong>on</strong>s into the effect of tool<br />
shapes with size factor c<strong>on</strong>siderati<strong>on</strong> in sink electrical discharge<br />
machining (EDM) process. Internati<strong>on</strong>al Journal of<br />
Advanced Manufacturing Technology, 1-15.<br />
Biographies<br />
1 NIKHIL KUMAR (MAIN AUTHOR) received the<br />
B.Tech. degree in Mechanical Engineering from Guru<br />
Jambheshwar University of Science & Technology, Hisar of<br />
Haryana State, in 2009, M.Tech. degree in Manufacturing<br />
and Automati<strong>on</strong> from Maharishi Dayanand University, Rohtak.<br />
His research areas include Manufacturing and Automati<strong>on</strong><br />
field.<br />
gju.nikhil@gmail.com<br />
2 LALIT KUMAR, Assistant Professor, Rawal Institute of<br />
Engineering & Technology, Faridabad<br />
lalitkumar_m@rediffmaill.com<br />
3 HARICHAND TEWATIA, Assistant Professor, Rawal<br />
Institute of Engineering & Technology, Faridabad<br />
harichand88@gmail.com<br />
4 RAKESH YADAV, Assistant Professor, Al-Falah School<br />
of Engineering & Technology, Faridabad<br />
rkyadav2005@gmail.com<br />
[7] Zhou, M. And Han, F., 2009. Adaptive c<strong>on</strong>trol <str<strong>on</strong>g>for</str<strong>on</strong>g> EDM<br />
process with a self-tuning regulator. Internati<strong>on</strong>al Journal of<br />
Machine Tools and Manufacture, 49(6), 462-469.<br />
[8] Izquierdo, B., Sánchez, J.A., Plaza, S., Pombo, I. And<br />
Ortega, N., 2009. A numerical model of the EDM process<br />
c<strong>on</strong>sidering the effect of multiple discharges. Internati<strong>on</strong>al<br />
Journal of Machine Tools and Manufacture, 49(3-4), 220-<br />
229.<br />
[9] Kung, K.-., Horng, J.-. and Chiang, K.-., 2009. Material<br />
removal rate and <strong>electrode</strong> wear ratio <str<strong>on</strong>g>study</str<strong>on</strong>g> <strong>on</strong> the powder<br />
mixed electrical discharge machining of cobalt-b<strong>on</strong>ded<br />
tungsten carbide. Internati<strong>on</strong>al Journal of Advanced Manufacturing<br />
Technology, 40(1-2), 95-104.<br />
[10] Ding, S. and Jiang, R., 2004. Tool path generati<strong>on</strong> <str<strong>on</strong>g>for</str<strong>on</strong>g><br />
4-axis c<strong>on</strong>tour EDM rough machining. Internati<strong>on</strong>al Journal<br />
of Machine Tools and Manufacture, 44(14), 1493-1502<br />
[11] Bleys, P., Kruth, J.-., Lauwers, B., Zryd, A., Delpretti,<br />
R. And Tricarico, C., 2002. Realtime tool wear compensati<strong>on</strong><br />
in milling EDM. CIRP Annals - Manufacturing Technology,<br />
51(1), 157-160.<br />
ISSN NO: 2250-3536 VOLUME 2, ISSUE 2, MAY 2012 174