利用稀土æå‡é¦™æ¸¯å‰µæ–°åŠç§‘技工æ¥çš„ç–ç•¥å¯è¡Œæ€§ç ”究 - 香港工æ¥ç¸½æœƒ
利用稀土æå‡é¦™æ¸¯å‰µæ–°åŠç§‘技工æ¥çš„ç–ç•¥å¯è¡Œæ€§ç ”究 - 香港工æ¥ç¸½æœƒ
利用稀土æå‡é¦™æ¸¯å‰µæ–°åŠç§‘技工æ¥çš„ç–ç•¥å¯è¡Œæ€§ç ”究 - 香港工æ¥ç¸½æœƒ
- No tags were found...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
etween the wish to minimize pore diffusion effects in the<br />
catalyst particles and pressure drop across the reactor.<br />
For instance, a smaller particle size increases activity but<br />
also increases bed pressure drop. The best operational<br />
catalyst, therefore, has the shape and size that represent<br />
the optimum economic trade off.<br />
The three main processes used in catalyst manufacture to<br />
make conveniently sized materials from powders are<br />
tabletting, extrusion and granulation. The choice of<br />
method depends on the size, shape and density of the<br />
catalyst particle required, on the strength required and<br />
on the properties of the starting powder.<br />
(A) Tabletting<br />
In this shaping process a dry powder is pressed between<br />
two punches in a tabletting press. The production of<br />
strong particles by tabletting requires that the particles of<br />
the tablet feed be subjected to a reasonably uniform<br />
triaxial pressure and that under this pressure they are<br />
crushed together to form a dense bed which then welds<br />
at points of contact. Additives such as lubricants and<br />
binders may be added to give the powders proper<br />
qualities. Compared to other shaping methods, tabletting<br />
is quite expensive. It is widely used as a preliminary<br />
forming method in order to prepare samples for catalyst<br />
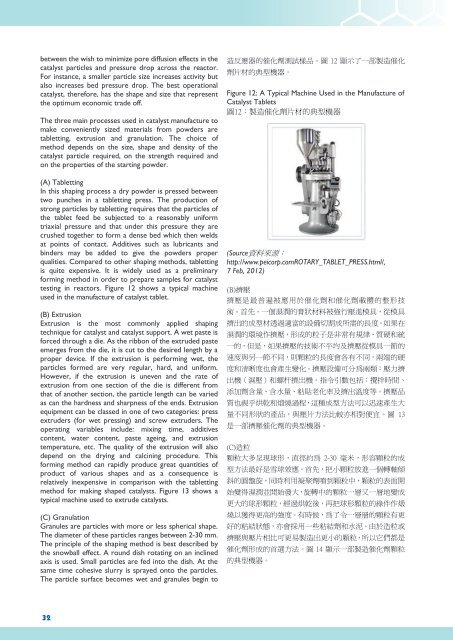
testing in reactors. Figure 12 shows a typical machine<br />
used in the manufacture of catalyst tablet.<br />
(B) Extrusion<br />
Extrusion is the most commonly applied shaping<br />
technique for catalyst and catalyst support. A wet paste is<br />
forced through a die. As the ribbon of the extruded paste<br />
emerges from the die, it is cut to the desired length by a<br />
proper device. If the extrusion is performing wet, the<br />
particles formed are very regular, hard, and uniform.<br />
However, if the extrusion is uneven and the rate of<br />
extrusion from one section of the die is different from<br />
that of another section, the particle length can be varied<br />
as can the hardness and sharpness of the ends. Extrusion<br />
equipment can be classed in one of two categories: press<br />
extruders (for wet pressing) and screw extruders. The<br />
operating variables include: mixing time, additives<br />
content, water content, paste ageing, and extrusion<br />
temperature, etc. The quality of the extrusion will also<br />
depend on the drying and calcining procedure. This<br />
forming method can rapidly produce great quantities of<br />
product of various shapes and as a consequence is<br />
relatively inexpensive in comparison with the tabletting<br />
method for making shaped catalysts. Figure 13 shows a<br />
typical machine used to extrude catalysts.<br />
(C) Granulation<br />
Granules are particles with more or less spherical shape.<br />
The diameter of these particles ranges between 2-30 mm.<br />
The principle of the shaping method is best described by<br />
the snowball effect. A round dish rotating on an inclined<br />
axis is used. Small particles are fed into the dish. At the<br />
same time cohesive slurry is sprayed onto the particles.<br />
The particle surface becomes wet and granules begin to<br />
造 反 應 器 的 催 化 劑 測 試 樣 品 。 圖 12 顯 示 了 一 部 製 造 催 化<br />
劑 片 材 的 典 型 機 器 。<br />
Figure 12: A Typical Machine Used in the Manufacture of<br />
Catalyst Tablets<br />
圖 12: 製 造 催 化 劑 片 材 的 典 型 機 器<br />
(Source 資 料 來 源 :<br />
http://www.peicorp.comROTARY_TABLET_PRESS.html/,<br />
7 Feb, 2012)<br />
(B) 擠 壓<br />
擠 壓 是 最 普 遍 被 應 用 於 催 化 劑 和 催 化 劑 載 體 的 整 形 技<br />
術 。 首 先 , 一 個 濕 潤 的 膏 狀 材 料 被 強 行 壓 進 模 具 , 從 模 具<br />
擠 出 的 成 型 材 透 過 適 當 的 設 備 切 割 成 所 需 的 長 度 。 如 果 在<br />
濕 潤 的 環 境 作 擠 壓 , 形 成 的 粒 子 是 非 常 有 規 律 、 質 硬 和 統<br />
一 的 , 但 是 , 如 果 擠 壓 的 技 術 不 平 均 及 擠 壓 從 模 具 一 節 的<br />
速 度 與 另 一 節 不 同 , 則 顆 粒 的 長 度 會 各 有 不 同 , 兩 端 的 硬<br />
度 和 清 晰 度 也 會 產 生 變 化 。 擠 壓 設 備 可 分 為 兩 類 : 壓 力 擠<br />
出 機 ( 濕 壓 ) 和 螺 杆 擠 出 機 。 指 令 引 數 包 括 : 攪 拌 時 間 、<br />
添 加 劑 含 量 、 含 水 量 、 粘 貼 老 化 率 及 擠 出 溫 度 等 。 擠 壓 品<br />
質 也 視 乎 烘 乾 和 煅 燒 過 程 , 這 種 成 型 方 法 可 以 迅 速 產 生 大<br />
量 不 同 形 狀 的 產 品 , 與 壓 片 方 法 比 較 亦 相 對 便 宜 。 圖 13<br />
是 一 部 擠 壓 催 化 劑 的 典 型 機 器 。<br />
(C) 造 粒<br />
顆 粒 大 多 呈 現 球 形 , 直 徑 約 為 2-30 毫 米 , 形 容 顆 粒 的 成<br />
型 方 法 最 好 是 雪 球 效 應 。 首 先 , 把 小 顆 粒 放 進 一 個 轉 軸 傾<br />
斜 的 圓 盤 旋 , 同 時 利 用 凝 聚 劑 噴 到 顆 粒 中 , 顆 粒 的 表 面 開<br />
始 變 得 濕 潤 並 開 始 發 大 , 旋 轉 中 的 顆 粒 一 層 又 一 層 地 變 成<br />
更 大 的 球 形 顆 粒 , 經 過 烘 乾 後 , 再 把 球 形 顆 粒 的 綠 件 作 煅<br />
燒 以 獲 得 更 高 的 強 度 。 有 時 候 , 為 了 令 一 層 層 的 顆 粒 有 更<br />
好 的 粘 結 狀 態 , 亦 會 採 用 一 些 粘 結 劑 和 水 泥 。 由 於 造 粒 或<br />
擠 壓 與 壓 片 相 比 可 更 易 製 造 出 更 小 的 顆 粒 , 所 以 它 們 都 是<br />
催 化 劑 形 成 的 首 選 方 法 。 圖 14 顯 示 一 部 製 造 催 化 劑 顆 粒<br />
的 典 型 機 器 。<br />
32