V l St M i V l St M i Value Stream Mapping
V l St M i V l St M i Value Stream Mapping
V l St M i V l St M i Value Stream Mapping

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>Value</strong> <strong>St</strong>ream <strong>Mapping</strong><br />
© 2007, Woodside Quality Solutions
What Will We Cover<br />
What is <strong>Value</strong><br />
What is A <strong>Value</strong> <strong>St</strong>ream<br />
Identifying i Waste<br />
<strong>Mapping</strong> the <strong>Value</strong> <strong>St</strong>ream; “Learning to<br />
See”<br />
VSM at the Process Level: Process<br />
Analysis<br />
© 2007, Woodside Quality Solutions
What is “<strong>Value</strong>”<br />
<strong>Value</strong> = Delta between<br />
Raw Material and Sold<br />
Product<br />
What the customer<br />
pays for<br />
© 2007, Woodside Quality Solutions
What is “<strong>Value</strong>”<br />
<strong>Value</strong> = Delta between<br />
Raw Material and Sold<br />
Product<br />
What the customer<br />
pays for<br />
© 2007, Woodside Quality Solutions
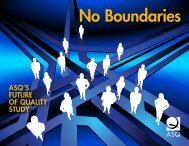
First Pass/Final Yield<br />
Rework<br />
30 pieces go<br />
to rework<br />
Machining<br />
100 pieces<br />
produced<br />
d<br />
Inspection<br />
10 pieces<br />
scrapped<br />
Scrap<br />
60 pieces are<br />
“good”<br />
Final<br />
Inspection<br />
Final Inspection<br />
records 90<br />
“good” units<br />
First Pass Yield = 60%<br />
Final Yield = 90 %<br />
So, how many pieces do we have to produce to make $200<br />
© V-21<br />
2007, Woodside Quality Solutions
<strong>Value</strong>: Who Cares<br />
b<br />
Loyalty<br />
a<br />
c<br />
Satisfaction<br />
© 2007, Woodside Quality Solutions
Shewhart - Three Types of<br />
Quality<br />
1. That quality which characterizes a thing<br />
itself independent of all other things and<br />
of human volition and interest.<br />
t<br />
2. That quality which characterizes a thing A in its<br />
relation to another thing B as a part of a whole and<br />
independent of human volition and interest.<br />
3. That quality which makes a thing wantable by some<br />
one or more persons.<br />
Any of these can represent value; only type three<br />
represents the customer’s idea of value!<br />
© I-97<br />
2007, Woodside Quality Solutions
Kano Model<br />
Customer<br />
Satisfied<br />
Attractive<br />
One-Dimensional<br />
Product<br />
Dysfunctional<br />
Indifferent<br />
Must-Be<br />
Product Fully<br />
Functional<br />
Reverse<br />
© 2007, Woodside Quality Solutions<br />
Customer<br />
Dissatisfied<br />
8
Creating <strong>Value</strong>: The<br />
Systems Approach<br />
© 2007, Woodside Quality Solutions
© 2007, Woodside Quality Solutions<br />
Properties of A System<br />
The essential properties p of a system<br />
taken as a whole derive from the<br />
interactions of its parts, not their<br />
actions taken separately. Therefore,<br />
when a system is taken apart it loses<br />
its essential properties. Because of<br />
this — and this is the critical point —<br />
a system is a whole that cannot be<br />
understood by analysis.<br />
- Russell Ackoff
One “Systems” View<br />
Top<br />
Management<br />
Middle<br />
Management<br />
Lower<br />
Management<br />
Supervisors,<br />
and so forth<br />
An 1840s innovation for companies: the basic hierarchical structure of business enterprise.<br />
The Visible Hand, Alfred D. Chandler, Jr.<br />
© 2007, Woodside Quality Solutions
The System<br />
A<br />
A∩B<br />
B<br />
A∩B∩C<br />
A∩B∩D<br />
A∩C<br />
A∩B∩C∩D<br />
B∩D<br />
A∩C∩D<br />
B∩C∩D<br />
C<br />
C∩D<br />
D<br />
© 2007, Woodside Quality Solutions
Going Horizontal – The Process<br />
Functions Drive<br />
Organization<br />
View<br />
Sales and Marketing<br />
Informatio on Systems<br />
Opera ations<br />
Fina ance<br />
Customer<br />
Processes Identified But<br />
Functions <strong>St</strong>ill Prevail<br />
Sale es and Marketi ing<br />
Info ormation System ms<br />
Operations<br />
Finance<br />
Customer<br />
Processes Drive<br />
Organization<br />
New Product Development<br />
Customer Support<br />
Customer<br />
Planning<br />
© 2007, Woodside Quality Solutions
Process View of the<br />
Organization as a System<br />
STAKEHOLDERS<br />
Setting<br />
Direction<br />
Seeking Future<br />
Opportunities<br />
Reviewing<br />
Organizational<br />
Performance<br />
Deploying<br />
Policy<br />
SUPPLIER ERS<br />
Sales<br />
LEADERSHIP PROCESSES<br />
Relationship<br />
Management<br />
Portfolio<br />
Management<br />
VALUE STREAM PROCESSES<br />
Payment<br />
CUSTOME ERS<br />
Hiring New<br />
People<br />
Network<br />
Administration<br />
Payroll<br />
Benefits<br />
Management<br />
SUPPORT OR ENABLING PROCESSES<br />
© 2007, Woodside Quality Solutions
Production<br />
Control<br />
Daily Order<br />
20<br />
20<br />
20<br />
OXOX<br />
<strong>Value</strong> <strong>St</strong>ream<br />
<strong>Mapping</strong> –<br />
Learning to See<br />
the Whole<br />
20<br />
Weld & Assy<br />
L<br />
R<br />
Shipping<br />
<strong>St</strong>aging<br />
2x Daily<br />
© 2007, Woodside Quality Solutions
Rother &<br />
Shook<br />
© 2007, Woodside Quality Solutions
<strong>Value</strong> <strong>St</strong>ream <strong>Mapping</strong> –<br />
Concepts<br />
<strong>Value</strong> <strong>St</strong>ream <strong>Mapping</strong> as a Lean tool<br />
<strong>Value</strong> <strong>St</strong>ream Map – big picture of the flow of<br />
value through a value stream process.<br />
Primary purpose: channeling the flow<br />
<strong>Mapping</strong> begins door-to<br />
to-door door, includes customer<br />
and supplier<br />
Map both information o and material a flow<br />
<strong>Value</strong> <strong>St</strong>ream Manager<br />
Current and Future-<strong>St</strong>ate <strong>Mapping</strong><br />
© 2007, Woodside Quality Solutions
Systems, Processes and the Lean<br />
Enterprise<br />
Toyota Production System, or more generically, Lean<br />
Manufacturing<br />
The primary thrust of Lean is a relentless elimination of<br />
all waste from the system.<br />
The seeds of lean manufacturing were sewn in 1937<br />
• Taiichi Ohno, manager at the weaving plant of Toyoda Spinning<br />
and Weaving<br />
• Heard that t a German worker produced d three times as much as a<br />
Japanese worker, and an American worker produced three times<br />
as much as a German worker<br />
• Was surprised that one American worker could do as much as<br />
nine Japanese workers.<br />
• Realized that the only explanation must be Japanese processes<br />
wasting something. If they could reduce that waste, productivity<br />
should rise by a factor of at least nine. . He began a relentless<br />
pursuit of that waste.<br />
© 2007, Woodside Quality Solutions
General Lean Principles<br />
Workplace Safety, Order and<br />
Cleanliness (5S)<br />
Just-in<br />
in-Time (JIT) Production<br />
Six Sigma Quality<br />
Empowered Teams<br />
Visual Management<br />
Pursuit of Perfection<br />
--Lean Transformation, , Hoisington et al.<br />
© 2007, Woodside Quality Solutions
Eight<br />
Wastes<br />
Eight Wastes Manufacturing Processes Transactional Processes<br />
Overproduction Building WIP, batching, excessive<br />
safety stock, lack of balance<br />
Reports not read, data generated<br />
and not used<br />
Waiting<br />
Materials or finished goods sitting<br />
anywhere; distribution centers;<br />
people waiting for decisions<br />
i<br />
Documents in “in-baskets;”<br />
waiting for documents to arrive or<br />
decisions i to be made; computer<br />
crashes<br />
Transport<br />
Movement of materials or finished Movement of paper documents<br />
goods; long supply lines<br />
Overprocessing Rework, “gold-plating,” audits, Checking and rechecking<br />
inspections<br />
documents, reprinting documents<br />
after every error is found, printing<br />
electronic documents<br />
Inventories WIP, excessive safety stock, cars Documents in out-baskets, emails<br />
sitting on dealer lots, materials printed and filed, hard drives full<br />
sitting in distribution centers of data never used, unused<br />
resources (including people)<br />
Wasted Movement<br />
Production of<br />
Defectives<br />
Intellect<br />
Rework, wasted steps taken in a<br />
process<br />
Making mistakes or producing<br />
materials out of specification<br />
Electronic docs returned for<br />
changes more efficiently made in<br />
real-time by the auditor, twice<br />
touching a document, document<br />
corrections, wasted steps taken in a<br />
process, returned mail<br />
Spelling errors, address errors,<br />
spell-checking errors, amount<br />
errors<br />
Using unqualified people on jobs requiring qualification; using qualified<br />
or certified people on jobs not requiring certification<br />
© 2007, Woodside Quality Solutions
Lean Actions<br />
Identify <strong>Value</strong> – what is value, and who defines it It is<br />
vital to understand d what value we produce, from the<br />
customer’s point of view.<br />
Map the value stream – which processes produce the<br />
value We need to identify, end-to<br />
to-end, those process<br />
steps that contribute to value, and understand each<br />
step’s contribution to that value<br />
Channel the <strong>Value</strong> <strong>St</strong>ream – many value streams<br />
meander like an old river, slowly moving the water<br />
downstream.<br />
• Lean demands that we channel this stream, make it a straight,<br />
uninterrupted flow from supplier to customer with no stops or<br />
detours on the journey. Product flows in single pieces, rather<br />
than batches, eliminating or minimizing Work in Process<br />
inventory (WIP).<br />
© 2007, Woodside Quality Solutions
Identifying the <strong>Value</strong> <strong>St</strong>ream<br />
<strong>Value</strong> <strong>St</strong>reams should be constructed for<br />
each major product or process<br />
<strong>Value</strong> <strong>St</strong>ream analysis looks at each<br />
process step in terms of these criteria:<br />
• It adds value as perceived by the customer<br />
• It adds no value, but is required by the<br />
process<br />
• It adds no value, and can be eliminated<br />
© 2007, Woodside Quality Solutions
<strong>Value</strong> <strong>St</strong>ream <strong>Mapping</strong> -<br />
Definitions<br />
Cycle Time: time to cycle through a step; the time<br />
between one part coming off to the next part coming off<br />
Changeover Time: time to change a setup<br />
EPE (every part every___); production batch size<br />
measured in time…how frequently a process changes<br />
over to produce all part variations. Goal: at least “every<br />
part every day.<br />
”<br />
Takt time: production “beat” synchronized to customer<br />
demand; Available work time (sec)/customer demand<br />
rate<br />
Lead time: time one piece to move all the way through<br />
the value stream<br />
© 2007, Woodside Quality Solutions
<strong>St</strong>eps for documenting the value<br />
stream mapping<br />
Perform a walk through of the process, recording<br />
each step.<br />
<strong>St</strong>art from the shipping dock and work back<br />
through the process to the receiving dock.<br />
Make a note of machine times, cycle times,<br />
operators, changeover times, WIP, available<br />
time, scrap rate, machine reliability, etc.<br />
Record current status on 11 x 17 inch wide<br />
paper.<br />
Planning: Develop a future state map.<br />
© 2007, Woodside Quality Solutions
Define Product Family<br />
Map one product family.<br />
Product family: a group of products that<br />
pass through similar processing steps and<br />
over common equipment.<br />
AV <strong>Value</strong> <strong>St</strong>ream Manager should ldb<br />
be<br />
identified for each product family<br />
© 2007, Woodside Quality Solutions
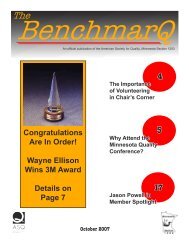
Current <strong>St</strong>ate Map<br />
<strong>St</strong>art with a quick orientation of process routes<br />
Personally follow the material and information flows<br />
Map the process with a backward flow, from shipping<br />
dock to the beginning<br />
g<br />
Collect the data personally, do not trust the engineering<br />
standard times<br />
Map the whole stream<br />
Create a pencil drawing of the value stream<br />
Some of the typical process data includes: cycle time<br />
(CT), changeover time (COT), uptime (UT), number of<br />
operators, pack size, working time (minus breaks, in<br />
seconds), WIP, and scrap rate. An analysis of the<br />
current status can provide the amount of lead and value-<br />
added time.<br />
© 2007, Woodside Quality Solutions
Future <strong>St</strong>ate Map<br />
Questions to ask when developing a future state map<br />
are:<br />
• What is the required takt time<br />
• Do manufactured items move directly to shipping<br />
• Are items sent to a finished goods supermarket for<br />
customer pull<br />
• Is continuous flow processing applicable<br />
• Where is the pacemaker process (This process controls<br />
the tempo of the value stream.)<br />
• Can the process be leveled<br />
• What is the increment of work to be released for kanban<br />
use<br />
• What process improvements can be used: changeover,<br />
machine uptime, kaizen events, SMED<br />
© 2007, Woodside Quality Solutions
Some <strong>Value</strong> <strong>St</strong>ream <strong>Mapping</strong><br />
Symbols<br />
OXOX<br />
Load Leveling<br />
I<br />
Inventory<br />
Text<br />
Manufacturing Process<br />
500 Pieces<br />
1 Day<br />
Outside Sources<br />
Text<br />
Truck Shipment<br />
© 2007, Woodside Quality Solutions
Some <strong>Value</strong> <strong>St</strong>ream <strong>Mapping</strong><br />
Symbols<br />
Kanban Post<br />
Production<br />
Kanban<br />
Kanban Arriving<br />
In Batches<br />
Withdrawal<br />
Kanban<br />
Finished Goods to<br />
Customer<br />
PUSH movement<br />
© 2007, Woodside Quality Solutions
<strong>Value</strong> <strong>St</strong>ream <strong>Mapping</strong> Symbols<br />
(cont’d)<br />
Manual Info Flow<br />
Electronic Info Flow<br />
Safety <strong>St</strong>ock<br />
C/T = 30 Sec<br />
C/O= 15 Min<br />
Data Box<br />
Supermarket<br />
Text<br />
Kaizen Opportunity<br />
Operator<br />
© 2007, Woodside Quality Solutions
Polymeric<br />
55-Gal. Drums<br />
of Pellets<br />
Every<br />
other<br />
week<br />
I<br />
Coils<br />
8 Days<br />
Weekly<br />
E-mail<br />
Laser Weld<br />
1<br />
Redi-Coil<br />
<strong>St</strong>eel<br />
Wire/<strong>St</strong>amped<br />
Electrodes<br />
I<br />
Every<br />
other<br />
week<br />
2-month<br />
forecast<br />
Weekly<br />
E-mail<br />
2-month<br />
forecast<br />
Production<br />
Control<br />
MRP System<br />
Weekly Schedule<br />
Daily<br />
Order<br />
30/60/90-day<br />
forecasts<br />
Current <strong>St</strong>ate<br />
Map<br />
<strong>St</strong>ampings<br />
8 Days Shipping<br />
Schedule<br />
Surgistikits<br />
26,400 pcs/mo.<br />
20 parts per Tray.<br />
2 Shifts<br />
Every<br />
other<br />
day<br />
C/T = 47 Sec<br />
C/O= N/A<br />
Uptime: 97%<br />
25,200 Sec avail.<br />
I<br />
Pellets<br />
10 Days<br />
Jacket Mold<br />
Sleeve Extr.<br />
Assembly<br />
1 I<br />
1<br />
I<br />
1<br />
I<br />
1<br />
532 Pieces<br />
428 Pieces<br />
512 Pieces<br />
potting<br />
I<br />
120 Pieces<br />
1<br />
Curing<br />
I<br />
611 Pieces<br />
Shipping<br />
8 Days<br />
C/T = 16 Sec<br />
C/O= 12 Min<br />
Uptime = 92%<br />
25,200 Sec avail.<br />
47 Seconds<br />
1.3 Days<br />
C/T = 14 Sec<br />
C/O= 15 Min<br />
Uptime = 90%<br />
25,200 sec avail<br />
EPE= 2 Days<br />
5 Seconds<br />
© 2007, Woodside Quality Solutions<br />
1.05 Days<br />
C/T = 61 Sec<br />
C/O= N/A<br />
Uptime = 100%<br />
25,200 sec avail.<br />
61 Seconds<br />
1.28 Days<br />
C/T = 26 Sec<br />
C/O= 3 Min<br />
Uptime = 95%<br />
25,200 sec avail.<br />
26 Seconds<br />
.3 Days<br />
C/T = 5400 Secs<br />
C/O= 0<br />
Uptime = 100%<br />
Capacity: 100<br />
5400 Secs<br />
1.5 Days<br />
Production<br />
= 13.46 Days<br />
Lead Time<br />
Processing<br />
= 5539 Secs<br />
Time
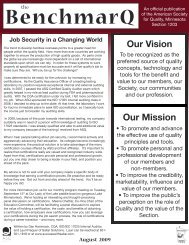
Considerations for Future <strong>St</strong>ate<br />
Map<br />
Takt Time = 25200 sec/400 units = 63 sec/unit<br />
Kaizen events combined Molding, Extrusion and<br />
Laser Welding ops into one cell with two<br />
operators<br />
Kaizen combined potting and assembly in one<br />
cell, two operators<br />
Characterized and re-configured oven to hold 10<br />
trays of 20. Add one/Remove one every 21<br />
minutes. Changed effective ect e cycle time from 5400<br />
secs to 1260 seconds/batch.<br />
Went to Kanban scheduling<br />
© 2007, Woodside Quality Solutions
Polymeric<br />
Bins<br />
of Pellets<br />
Daily<br />
Run<br />
Daily<br />
E-mail<br />
Redi-Coil<br />
<strong>St</strong>eel<br />
Wire/<strong>St</strong>amped<br />
Electrodes<br />
Daily<br />
Run<br />
2-month<br />
forecast<br />
Daily<br />
E-mail<br />
2-month<br />
forecast<br />
Production<br />
Control<br />
Daily<br />
Order<br />
Future <strong>St</strong>ate<br />
Map<br />
Daily<br />
Order<br />
20<br />
20<br />
20<br />
30/60/90-day<br />
forecasts<br />
Surgistikits<br />
26,400 pcs/mo.<br />
20 parts per Tray.<br />
2 Shifts<br />
2x<br />
daily<br />
20<br />
Wire/<br />
<strong>St</strong>amped<br />
Electrodes<br />
(at the welder)<br />
Mold Extrude &<br />
Weld<br />
1<br />
Assembly and<br />
Potting<br />
20<br />
20<br />
1 tray every<br />
21 mins.<br />
Curing<br />
20<br />
Shipping<br />
<strong>St</strong>aging<br />
Pellets<br />
(in the mold<br />
hopper)<br />
1 Day<br />
Takt = 63 Sec<br />
C/T= 61 Sec<br />
C/O = 2 min<br />
Uptime = 97%<br />
63 Seconds<br />
© 2007, Woodside Quality Solutions<br />
1.05 Minutes<br />
Takt = 63 Sec<br />
C/T= 59 Sec<br />
C/O = 3 min<br />
Uptime = 96%<br />
59 Seconds<br />
21 Mins<br />
C/T = 5400 Secs<br />
C/O= 0<br />
Uptime = 100%<br />
Capacity: 10 Trays<br />
of 20 parts each<br />
5400 Secs<br />
1 tray every<br />
21 mins.<br />
.5 Days<br />
Production<br />
= 1.62 Days<br />
Lead Time<br />
Processing<br />
= 5522 Secs<br />
Time
Process Analysis<br />
Channeling the <strong>Value</strong> <strong>St</strong>ream at<br />
the Process Level<br />
© 2007, Woodside Quality Solutions
High Level Process Maps<br />
(SIPOC Diagram)<br />
Identifies and displays the major activities,<br />
boundaries, and customers of the process<br />
being addressed by the project<br />
A process is:<br />
• A logical l series of related transactions ti that<br />
t<br />
converts inputs to results or outputs.<br />
A process map (flowchart) is:<br />
• A visual display, using common symbols and<br />
format, of a process.<br />
© 80<br />
2007, Woodside Quality Solutions
Process Maps:<br />
Enable people to gain a common visual understanding of<br />
how work gets done.<br />
Provide an objective perspective of how work really gets<br />
done.<br />
Identify rework loops and redundancies.<br />
Provide insight into bottlenecks, cycle times, waste, and<br />
other non-value added activities.<br />
Reveal inconsistencies between work teams.<br />
Help identify when and where to collect data.<br />
Enable both broad and deep level of understanding of<br />
the process through flexibility in depicting level of detail.<br />
Are extremely useful as training and orientation tools.<br />
© 80<br />
2007, Woodside Quality Solutions
Levels of a Process<br />
Business<br />
Process<br />
(“<strong>St</strong>rategic”)<br />
Business<br />
Development<br />
Business<br />
Processes<br />
Sales Underwriting Contracting Customer Service<br />
SIPOC Terms Docs Neg Close<br />
S<br />
Underwriters<br />
C<br />
(ext.) Customers<br />
(int.) Cust. Service Dept.<br />
Detailed<br />
Subprocess<br />
Map<br />
Tasks<br />
Procedures<br />
© 82<br />
2007, Woodside Quality Solutions
Symbols Used in Flowcharting<br />
Activity<br />
Decision<br />
Unknown<br />
Document<br />
<strong>St</strong>art/<strong>St</strong>op<br />
Symbol Guidance:<br />
Connector<br />
• Activity - A step or task within the process.<br />
• Decision - A question that signals alternative paths in the<br />
process.<br />
• Unknown - An unknown or unclear step in the process.<br />
• Document - Paperwork that t is generated in the process.<br />
• <strong>St</strong>art/<strong>St</strong>op - Begins and ends a discrete process<br />
• Connection – Used to connect paths between pages in a<br />
flowchart. This symbol is sometimes used in integrated<br />
flowcharting to indicate information shared between process<br />
players.<br />
© 87<br />
2007, Woodside Quality Solutions
Suppliers Inputs Process Outputs Customers<br />
ACME Foundries Blanks Basketized Parts Grinding Operation<br />
Obtain Bearing Race<br />
Receiving<br />
Baskets<br />
Blanks<br />
Detailed<br />
SIPOC<br />
SIPOC<br />
Interior<br />
Parts Handlers Basketized Parts Blanks with IDs Ground Exterior Diameter Op<br />
Grind Interior<br />
Ace Industrial Machines Grinders Grinder Mud Waste Removal<br />
Diameters<br />
Dent Chemical Coolant<br />
Core Carborundum Wheels<br />
Diameter Op Blanks with IDs Ground Blanks with ODs Ground Heat-Treat<br />
Ace Industrial Machines Grinders Grind Outer Diameters Grinder Mud Waste Removal<br />
Dent Chemical Coolant<br />
Core Carborundum Wheels<br />
Outer Diameter Op Ground Races Heat-Treated Races Washing Operation<br />
ConMach<br />
Heat-Treat Oven<br />
Heat-Treat<br />
CitiGas<br />
Propane<br />
Heat-Treat t Heat-Treated t Races Finished i Races Assembly Parts<br />
Ace Industrial Machines Washer<br />
Wash<br />
Handlers<br />
Dent Chemical Cleaning Solutions<br />
Washing Operation Finished Races Parts slotted to Assemblers<br />
Bearings Production Finished Bearings Obtain Bearings<br />
Assembly<br />
Parts Handlers Races Finished Assemblies Testing<br />
Bearings Assemble Scrap Salvage Dept<br />
Petrochem United Grease<br />
© 90<br />
2007, Woodside Quality Solutions<br />
Assembly Dept Finished Assemblies Tested Assemblies Shipping Dept<br />
Giant Gage Co Test Equipment Test<br />
Consolidated Auto<br />
Rejected Assemblies Salvage Dept
Suppliers Inputs Process Outputs Customers<br />
High-<br />
ACME Foundries Bearing Race Blanks Finished Bearing Shipping Dept<br />
Obtain Bearing Race<br />
Ace Industrial Machines Machines Assemblies Consolidated Auto<br />
Blanks<br />
ConMach<br />
Heat<br />
Dent Chemicals Bearings<br />
Solutions<br />
Grind Interior<br />
Diameters<br />
Level<br />
SIPOC<br />
Grind Outer Diameters<br />
Heat-Treat<br />
Wash<br />
Obtain Bearings<br />
Assemble<br />
Test<br />
© 2007, Woodside Quality Solutions
Hints for creating a high-level<br />
linear process map<br />
Keep it simple — include major steps only<br />
(usually 4 to 8 total)<br />
Use Post-it notes on a flipchart or white<br />
board to enable you to easily adjust the<br />
steps as you develop the map<br />
Begin by defining the first and last steps,<br />
then fill in the middle<br />
Depict the process “as-is”, not how you<br />
would like it to be - you are trying to<br />
understand the current state of the<br />
© 81<br />
2007, Woodside Quality Solutions
Viewing the Process<br />
Flow in Detail<br />
Integrated Process <strong>Mapping</strong><br />
303<br />
© 2007, Woodside Quality Solutions
Levels of a Process<br />
Business<br />
Process<br />
(“<strong>St</strong>rategic”)<br />
Business<br />
Development<br />
Business<br />
Processes<br />
Sales Underwriting Contracting Customer Service<br />
SIPOC Terms Docs Neg Close<br />
S<br />
Underwriters<br />
C<br />
(ext.) Customers<br />
(int.) Cust. Service Dept.<br />
Detailed<br />
Sub process<br />
Map<br />
Tasks<br />
Procedures<br />
303<br />
© 2007, Woodside Quality Solutions
Integrated Process <strong>Mapping</strong> Makes<br />
Sense of Processes that<br />
are large and complex;<br />
cross many functional boundaries;<br />
involve many members in many<br />
locations; and<br />
cover areas in which h people may<br />
have little knowledge.<br />
303<br />
© 2007, Woodside Quality Solutions
Questions that integrated<br />
process maps can address:<br />
303<br />
© 2007, Woodside Quality Solutions<br />
Is there a particular part of the process which is<br />
known to be troublesome<br />
Where do most of the errors occur (as opposed to<br />
where do people fix them)<br />
Will improvements to the initial steps of the<br />
process reduce the number of problems<br />
downstream<br />
At what points in the process should data be<br />
collected<br />
Where are the obvious opportunities for<br />
streamlining the process<br />
What is the cycle time for a step<br />
What is the lead time through the process
Tips for Creating Integrated FlowCharts<br />
BE THE BALL! You must go to the process and walk it! You can’t get the<br />
detail you need in a team meeting room.<br />
Be sure naturally “paired” activities are complete. If someone throws a ball,<br />
it needs to be caught somewhere, or it becomes a confusing and frustrating<br />
“loose-end,” end,” or even “dead-end” end” for the flowchart.<br />
It is not necessary to capture every detail. A process map is merely a tool<br />
to identify areas in need of improvement.<br />
Do not edit the process as you are charting it! The objective is to illustrate<br />
how things are really being done right now. The ultimate objective is<br />
process improvement and, at this stage, the objective is to establish the<br />
baseline. So don’t try to “fix” it now; that would be premature and will<br />
actually hurt improvements later on.<br />
Always include all “bona fide” players in process reviews and work sessions<br />
to analyze and develop improvement. Remember, unless we are<br />
comprehensive in our analysis, today’s solutions will become tomorrow’s<br />
problems.<br />
Capture quality concerns and problems.<br />
Identify additional inputs, outputs, and data collection points.<br />
305<br />
© 2007, Woodside Quality Solutions
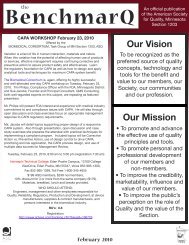
Detailed<br />
Flow Chart<br />
Example<br />
© 2007, Woodside Quality Solutions
Hiring<br />
Hiring Employees<br />
Hiring Mgr<br />
Recruiter HR Mgr HR Admin Applicant<br />
Cycle Time<br />
Example Submit<br />
Requisition 4 Days<br />
Review and<br />
Approve<br />
17 Days<br />
Develop<br />
Recruitment Plan<br />
5 Days<br />
Implement<br />
Recruitment Plan<br />
7 Days<br />
Receive and<br />
Route<br />
Applications<br />
2 Days<br />
Screen and<br />
Select<br />
Candidates<br />
Conduct Phone<br />
Interview<br />
Select and set up<br />
On-site<br />
interviews<br />
Log out Nonviable<br />
Candidates<br />
Log out Nonviable<br />
Candidates<br />
2 Days<br />
5 Days<br />
5 Days<br />
Conduct On-site<br />
Interview<br />
Prepare List of<br />
viable<br />
Candidates<br />
Log out Nonviable<br />
Candidates<br />
8 Days<br />
.5 Days<br />
Screen<br />
Candidate List<br />
Log out Nonviable<br />
Candidates<br />
1 Day<br />
Make Offer<br />
1 Day<br />
Y<br />
N<br />
Negotiations<br />
Needed<br />
Orientation &<br />
Paperwork<br />
3 Days<br />
© 2007, Woodside Quality Solutions<br />
<strong>St</strong>art Work
Process<br />
Analysis<br />
Process Analysis<br />
Impact Look For Possible Actions<br />
• Delays<br />
• Reduce<br />
Time<br />
• Illogical, inefficient<br />
sequence<br />
• Complexity<br />
• Change order<br />
• Simplify or automate<br />
Cost<br />
• Numerous sign-offs<br />
• Duplication of efforts<br />
• Excessive documentation<br />
• Bottlenecks and backlogs<br />
• Eliminate or process<br />
simultaneously<br />
• Eliminate<br />
• Eliminate/streamline<br />
• Collect data<br />
Quality<br />
• Rework/redo cycles<br />
• Unclear lines of<br />
responsibility<br />
• Documentation errors<br />
• Vague customer<br />
requirements<br />
• Prevent errors<br />
• Clarify<br />
• Simplify<br />
• Clarify, define<br />
306<br />
© 2007, Woodside Quality Solutions
Measuring Process Time<br />
1. Flowchart the process<br />
2. Do integrated process map to include all the<br />
process performers<br />
3. Gather and validate time data for each process<br />
step<br />
A. Elapsed time<br />
B. <strong>Value</strong>-adding adding time<br />
C. Non-value-adding adding time<br />
D. <strong>Value</strong>-enabling enabling time<br />
4. Complete the process map using time data<br />
and calculate process efficiency<br />
307<br />
© 2007, Woodside Quality Solutions
The 3% Rule<br />
A key concept in cycle time reduction is<br />
the 3% rule which says that only 3% of the<br />
elapsed time for a process is actually<br />
value-adding. adding. The other 97% of the time<br />
is usually consumed in waiting or other<br />
non-value-adding adding activities.<br />
11<br />
© 2007, Woodside Quality Solutions
Non-<strong>Value</strong> Added Work<br />
Internal Failure<br />
• Rework<br />
• Corrective Action<br />
• Process Failures<br />
External Failure<br />
• Service Recovery<br />
• Product Failure<br />
• Warranty Work<br />
Delay/Waiting<br />
• Backlogs<br />
• Bottlenecks<br />
• Queues<br />
© 2007, Woodside Quality Solutions
Non-<strong>Value</strong> Added Work (cont’d)<br />
Movement<br />
• Physical Transport<br />
• Transmission<br />
Preparation<br />
• Data entry<br />
• Information Retrieval<br />
Control<br />
• Inspection<br />
• Approval<br />
• Compliance<br />
© 2007, Woodside Quality Solutions
Eight<br />
Wastes<br />
Eight Wastes Manufacturing Processes Transactional Processes<br />
Overproduction Building WIP, batching, excessive<br />
safety stock, lack of balance<br />
Reports not read, data generated<br />
and not used<br />
Waiting<br />
Materials or finished goods sitting<br />
anywhere; distribution centers;<br />
people waiting for decisions<br />
i<br />
Documents in “in-baskets;”<br />
waiting for documents to arrive or<br />
decisions i to be made; computer<br />
crashes<br />
Transport<br />
Movement of materials or finished Movement of paper documents<br />
goods; long supply lines<br />
Overprocessing Rework, “gold-plating,” audits, Checking and rechecking<br />
inspections<br />
documents, reprinting documents<br />
after every error is found, printing<br />
electronic documents<br />
Inventories WIP, excessive safety stock, cars Documents in out-baskets, emails<br />
sitting on dealer lots, materials printed and filed, hard drives full<br />
sitting in distribution centers of data never used, unused<br />
resources (including people)<br />
Wasted Movement<br />
Production of<br />
Defectives<br />
Intellect<br />
Rework, wasted steps taken in a<br />
process<br />
Making mistakes or producing<br />
materials out of specification<br />
Electronic docs returned for<br />
changes more efficiently made in<br />
real-time by the auditor, twice<br />
touching a document, document<br />
corrections, wasted steps taken in a<br />
process, returned mail<br />
Spelling errors, address errors,<br />
spell-checking errors, amount<br />
errors<br />
Using unqualified people on jobs requiring qualification; using qualified<br />
or certified people on jobs not requiring certification<br />
© 2007, Woodside Quality Solutions
Employee Interview Process<br />
Process <strong>St</strong>ep<br />
Coordinator<br />
Phone<br />
Confer with<br />
Personal<br />
Interview Manager Interview<br />
Decision ii<br />
Notify<br />
Applicant<br />
Total<br />
%Total<br />
Time(hours) 1 24 .5 24 24 .2 73.7<br />
Non <strong>Value</strong>-Adding<br />
• It Internal lFil Failure .3 .3 .4%<br />
• External Failure 0 0<br />
• Delay/Waiting<br />
• Move<br />
22 20 22 64 87%<br />
• Preparation 1.5 1.5 2%<br />
• Control 1 1 1.4%<br />
<strong>Value</strong>-Adding .2 .5 .5 4 1 .2 6.4 8.7%<br />
<strong>Value</strong>-Enabling .5 .5 .7%<br />
Notes/ Missing Data 2 People<br />
Delays<br />
Common<br />
13<br />
© 2007, Woodside Quality Solutions
Reducing Cycle Time<br />
Do tasks in parallel<br />
Find and remove bottlenecks<br />
Minimize handoffs<br />
Move steps in the process closer together<br />
Reduce set up time<br />
Synchronize<br />
Cross train<br />
14<br />
© 2007, Woodside Quality Solutions
Recap<br />
A process is one aspect of a system<br />
Aim of production and service systems:<br />
produce value<br />
Three levels of quality translate value into<br />
production system<br />
<strong>Value</strong> stream processes can be mapped<br />
at several levels<br />
Purpose: Gain Knowledge, Eliminate<br />
Waste.<br />
© 2007, Woodside Quality Solutions
Questions<br />
Contact:<br />
Rip <strong>St</strong>auffer<br />
Woodside Quality Solutions<br />
632 Carver Bluffs Parkway<br />
Carver, MN 55315<br />
Business line: 952-361-5518<br />
Cell: 612-916<br />
916-0197<br />
Email: rip@woodsidequality.com<br />
© 2007, Woodside Quality Solutions