Key Factors for Dense Copper Coating by HVOF Spraying
Key Factors for Dense Copper Coating by HVOF Spraying
Key Factors for Dense Copper Coating by HVOF Spraying

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>Key</strong> <strong>Factors</strong> <strong>for</strong> <strong>Dense</strong> <strong>Copper</strong> <strong>Coating</strong> <strong>by</strong> <strong>HVOF</strong> <strong>Spraying</strong><br />
K. Isoyama<br />
Tokyo University of Science, Noda, Japan<br />
J. Kawakita, S. Kuroda<br />
National Institute <strong>for</strong> Materials Science, Tsukuba, Japan<br />
H. Yumoto<br />
Tokyo University of Science, Noda, Japan<br />
Abstract<br />
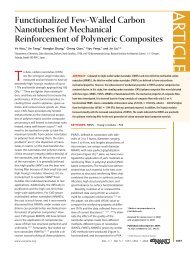
For thermal sprayed coatings, compactness of their constituent<br />
particles is required in many applications, e.g. to obtain<br />
impermeable anticorrosion coating in marine use. We<br />
investigated key factors to improve compactibility of deposited<br />
particles in <strong>HVOF</strong> sprayed coatings <strong>by</strong> condition<br />
measurements of spray particles. The results revealed that<br />
plastic de<strong>for</strong>mability of the sprayed particles as well as their<br />
molten fraction was important to obtain the dense VHOF<br />
coatings.<br />
Introduction<br />
One of the objectives of the “Ultra Steel” research (STX-21)<br />
project started in 1995 at Japan’s National Institute <strong>for</strong><br />
Materials Science was to improve the corrosion resistance of<br />
structural steels in marine environments <strong>by</strong> depositing<br />
anticorrosion materials through thermal spraying. Both<br />
impermeability and cleanliness are necessary <strong>for</strong> such an<br />
anticorrosion coating <strong>for</strong>med on the structural steel. There<strong>for</strong>e,<br />
we have used High Velocity Oxy-Fuel (<strong>HVOF</strong>) thermal<br />
spraying technique. Its characteristic is that it owes both heat<br />
source and acceleration <strong>for</strong>ce to a jet flame made from<br />
high-pressured mixture of oxygen and fuel. This technique<br />
enables us to obtain sprayed particles with a higher speed over<br />
500 m·s -1 and with a lower temperature up to 2000°C,<br />
compared to other conventional method such as plasma<br />
spraying. Such particles are impinged to a target substrate in<br />
the semi-molten state and piled up, leading to <strong>for</strong>m coatings.<br />
This method gave us a dense coating with comparatively small<br />
change in material properties [1-3].<br />
Compactness of deposited particles is one of the most<br />
important properties <strong>for</strong> thermal sprayed coatings and often<br />
determines their per<strong>for</strong>mance in application such as an<br />
impermeable anticorrosion coating. However, the mechanism<br />
of coating <strong>for</strong>mation is very complicated because thermal<br />
spray process contains a stochastic phenomenon and moreover<br />
it has many statistical parameters such as temperature and<br />
in-flight velocity of sprayed particles, surface state and<br />
temperature of target substrate, and so on. Especially in the<br />
<strong>HVOF</strong> spraying process, the flight velocity of sprayed particles<br />
as well as their temperature is considered to control<br />
compactibility of the deposited particles because sprayed<br />
particles are deposited accompanying with plastic de<strong>for</strong>mation<br />
to a considerable degree depending on the flight velocity.<br />
In this paper, we aimed to clarify key factors to control the<br />
compactibility of <strong>HVOF</strong> sprayed coatings. For this purpose,<br />
we designed to simplify the thermal spray phenomenon <strong>by</strong><br />
using copper as the spray material, size distribution of which<br />
was limited in the narrow range within about 10 µm in<br />
diameter. <strong>Copper</strong> was selected because of both its high thermal<br />
conductivity and its sufficiently lower melting point than the<br />
flame temperature. In addition, limitation of size distribution<br />
allowed us to control the thermal state of spray particles<br />
homogeneously and uni<strong>for</strong>mly. As <strong>for</strong> spraying condition,<br />
fuel/oxygen ratio was varied while the combustion pressure<br />
held constant. This condition enabled us to change mainly the<br />
temperature of spray particles with a defined flight velocity.<br />
From our previous research [4], the combustion pressure is<br />
mainly related to the flight velocity of sprayed particles<br />
whereas the fuel/oxygen ratio is mainly related to the<br />
temperature of in-flight particles. We examined the factors,<br />
which decided the compactibility of constituent particles in<br />
copper coatings <strong>for</strong>med <strong>by</strong> <strong>HVOF</strong> thermal spraying. The spray<br />
particles’ state was determined <strong>by</strong> molten fraction<br />
measurement and <strong>by</strong> splat observation including its statistical<br />
analysis. The compactibility of coatings was determined <strong>by</strong><br />
cross-sectional observation, <strong>by</strong> through-porosity evaluation<br />
and <strong>by</strong> corrosion potential measurement.<br />
755
Table 1: Spray conditions.<br />
Unit Condition A Condition B Condition C Condition D<br />
Fuel flow rate dm 3·min -1 0.25 0.28 0.32 0.38<br />
Oxygen flow rate dm 3·min -1 1050 968 920 838<br />
Combustion pressure MPa 0.69 0.69 0.69 0.69<br />
Fuel/oxygen ratio* - 0.46 0.56 0.66 0.87<br />
Barrel length mm 203<br />
Powder feed rate g·min -1 75<br />
Torch velocity mm·s -1 700<br />
Spray distance mm 380<br />
Powder feed gas - Nitrogen(N 2 )<br />
Film thickness µm 200<br />
*1.0 corresponds to stoichiometric mixture ratio.<br />
Experimental Method<br />
<strong>Spraying</strong> and coating<br />
<strong>Coating</strong>s were prepared with the <strong>HVOF</strong> thermal spray<br />
equipment (JP5000, TAFA Co., Concord, NH, US) and the<br />
flame was made from kerosene and oxygen. The copper<br />
powder (FUKUDA METAL FOIL & POWDER Co., Kyoto,<br />
JPN) was used as the feedstock and sieved from 63 to 75 µmin<br />
size. The substrate was JIS SS400 low carbon steel and its<br />
surface was blasted <strong>by</strong> alumina grit and degreased <strong>by</strong><br />
ultrasonic cleaning in acetone. Primary spray conditions are<br />
listed in Table 1. The combustion pressure in this table was the<br />
maximum value settable under the condition that all the spray<br />
particles could exist as the unmelted ones upon impingement to<br />
the substrate. The molten state was estimated <strong>by</strong> capturing<br />
spray particles with a gel target, as described below. The<br />
specified combustion pressure was expected to fix the flight<br />
velocity of spray particles, based on the assumption that the<br />
combustion pressure determines the flight velocity. On the<br />
other hand, the oxygen/fuel ratio was expected to change<br />
mainly the temperature of the spray particles.<br />
Characterization of sprayed particle<br />
We measured in-flight velocity of sprayed particles <strong>by</strong> the<br />
flight thermal sprayed particle analyzer (TECNAR Co.,<br />
DPV-2000, St-Hubert, Qc, Canada). Its principle and<br />
mechanism was described in detail elsewhere [4]. This<br />
equipment is usually used in order to calculate the surface<br />
temperature of in-flight sprayed particles from their<br />
synchrotron radiation. In addition, the in-flight velocity is also<br />
determined <strong>by</strong> dividing the interval (160 µm) of two slits <strong>by</strong><br />
the time between two radiation signals detected when one<br />
particle passes through the slits. This method based on the<br />
thermal emission is called the Non-Plasma configuration and<br />
abbreviated as NP below. <strong>Copper</strong>, however, is highly reflective<br />
material, on the contrary poorly emissive, because emissivity =<br />
1 – reflectivity. There<strong>for</strong>e, it was difficult <strong>for</strong> NP to obtain<br />
detectable numbers of thermally radiated particles, especially<br />
in comparatively low temperature of the spray particles. Under<br />
such a “cold” condition, the additional system of Cold Particle<br />
Sensor (abbreviated as CPS below) was effective. This system<br />
enabled us to acquire signals from copper particles on the basis<br />
of reflection of laser, which was irradiated to the in-flight<br />
particles.<br />
Our research group reported that the molten fraction of <strong>HVOF</strong><br />
sprayed particles could be evaluated <strong>by</strong> capturing the sprayed<br />
particles softly with an agar gel as the target material and <strong>by</strong><br />
separating melted and unmelted particles at different depths [4].<br />
Gel targets were passed once horizontally <strong>by</strong> the spray gun and<br />
captured sprayed copper particles. As shown later, cross<br />
sectional views of the sprayed gels showed clearly that the<br />
spray particles were captured <strong>by</strong> the gel target at shallow and<br />
deep positions separately. Such views could be seen in thin<br />
films with thickness of approximately 50 µm, made <strong>by</strong> slicing<br />
the gels manually with a knife along the depth direction. When<br />
the molten fraction was determined, the gels were shaved with<br />
a cutter from the sprayed surface <strong>for</strong>ward to the depth direction<br />
and the shavings contained melted or unmelted particles. Such<br />
shavings were put into a different test tube and heated after<br />
addition of distilled water. When heated, copper particles were<br />
precipitated at the bottom of test tube <strong>by</strong> removing<br />
supernatants containing agar. The precipitated copper was<br />
dissolved <strong>by</strong> adding 5 ml of concentrated HNO 3 solution (60.0<br />
62.0wt%). After the total volume of such solutions was<br />
adjusted to 100 ml <strong>by</strong> adding 0.5 mol.dm-3 HCl solution, the<br />
concentration of the copper solutions was determined <strong>by</strong><br />
inductively coupled plasma (ICP) atomic emission<br />
spectrometry using an analyzer (SPS 3000, EKO Instruments<br />
Inc. Tokyo JPN). The molten fraction of the sprayed particles<br />
was calculated from the ratio of copper amount in the shallow<br />
and deep parts of each agar gel capturing copper particles.<br />
Deposited particles (splats) were observed <strong>by</strong> the optical<br />
microscope (Olympus, BX60M, Tokyo, JPN) and <strong>by</strong> laser<br />
microscope (Lasertec Co. 1LM21, Kanagawa, JPN). Splats<br />
were <strong>for</strong>med on AISI 304 stainless steel (SUS304) with a<br />
mirror-polished surface. In order to obtain the splats, the spray<br />
gun passed the targets of once horizontally during spraying.<br />
756
t<br />
v<br />
e<br />
lig<br />
h<br />
I<br />
n<br />
-F<br />
1<br />
-<br />
a<br />
.<br />
u<br />
y<br />
/<br />
s<br />
i<br />
t<br />
t<br />
e<br />
n<br />
<br />
Characterization of coating<br />
The crystal structure of coatings were characterized <strong>by</strong> the<br />
X-ray diffraction measurement (Rigaku Co., RINT 2000,<br />
Tokyo, JPN).<br />
The cross section of the coated specimens were examined <strong>by</strong><br />
the optical microscope . The cross section was prepared <strong>by</strong><br />
embedding the coated specimen into the epoxy resin, part of<br />
which was removed <strong>by</strong> abrading and polishing treatments.<br />
Through-porosity of the coatings was evaluated <strong>by</strong> the<br />
quantitative analysis with the ICP Spectrometry of dissolved<br />
ion from coated specimens immersed in the acid solution [5].<br />
In combination of electrochemically noble copper and less<br />
noble steel, the dissolved Fe ion came from the steel substrate<br />
through the connecting pores of copper coating after <strong>for</strong>mation<br />
<strong>by</strong> corrosion reaction of the substrate prior to the coating, i.e.<br />
<strong>by</strong> galvanic corrosion. Accordingly, the dissolution amount and<br />
rate of Fe ion corresponds to the through-porosity of coating.<br />
The experimental procedure of this method was described as<br />
follows. A SS400 specimen coated <strong>by</strong> <strong>HVOF</strong> spraying of<br />
copper was cut into square pieces with one side of 2.5cm. A<br />
SUS304 wire was connected to the back surface of the<br />
substrate plate <strong>by</strong> spot welding. The sprayed area of 2cm 2 left<br />
exposed and the rest of the specimen surface was insulated<br />
with the silicon resin. This specimen was immersed in 0.5<br />
mol·dm-3 HCl solution at 300K <strong>for</strong> 3 days. During immersion,<br />
5 ml of solution was sampled at a predetermined time and the<br />
amount of dissolved ion was determined <strong>by</strong> ICP spectrometry.<br />
Simultaneously, corrosion potential of the coatings in the<br />
solution was measured <strong>by</strong> using the corrosion monitor (Riken<br />
Denshi, Model CT-5, Tokyo, JPN).<br />
Results and Discussion<br />
velocity on the fuel/oxygen ratio. Original data of the velocity<br />
were obtained at each ratio <strong>by</strong> two measurement methods of<br />
NP and CPS, and their number and weight average were<br />
represented in the figure. The NP method has larger values in<br />
average velocity than the CPS method. This is explained <strong>by</strong> the<br />
deduction that smaller and lighter particles are heated up to<br />
their thermal radiation temperature in shorter time and<br />
accelerated up to higher velocity, compared to larger and<br />
heavier particles. This deduction can be confirmed <strong>by</strong> the fact<br />
that the number average velocity of NP is higher than its<br />
weight average, i.e. larger and heavier particles are estimated<br />
to be slower. As <strong>for</strong> the CPS method, the number and weight<br />
average values were almost identical at each ratio and were<br />
approximately 490 m·s -1 at all ratios. From this result, the<br />
in-flight velocity was constant even at the various ratios of fuel<br />
to oxygen under the constant combustion pressure in this<br />
paper.<br />
Cleanliness of coating<br />
Figure 2 compares the XRD patterns of copper coatings with<br />
that of copper powder as the feedstock. All the peaks of the<br />
coatings prepared under conditions A and D were in<br />
accordance with those of the feedstock powder in 2θ position<br />
and were attributed to those of copper. In general, the<br />
temperature of spray particles increases with the fuel/oxygen<br />
ratio up to 1.0 in the <strong>HVOF</strong> process because the flame<br />
temperature increases as the fraction of oxygen gas acting as a<br />
cooling medium decreases. However, no additional peaks<br />
could be observed even under the Cond. D although this<br />
condition was expected to cause oxidation of the coating to the<br />
highest degree. There<strong>for</strong>e, the XRD results showed that the<br />
coatings prepared under all the conditions in this paper were<br />
not oxidized.<br />
In-flight velocity of sprayed particles<br />
Figure 1 shows dependence of the spray particles’ in-flight<br />
(a )<br />
(1 1 1)<br />
(2 0 0)<br />
<br />
(2 2 0)<br />
(3 1 1)<br />
(2 2 2)<br />
700<br />
e d y<br />
a<br />
r<br />
p<br />
s<br />
f<br />
s<br />
m / article p<br />
y<br />
o<br />
600<br />
.<br />
(b )<br />
500<br />
lo<br />
c<br />
it<br />
400<br />
300<br />
(c )<br />
(111)<br />
(2 0 0)<br />
(111)<br />
(2 2 0)<br />
(3 1 1)<br />
(222)<br />
(2 0 0)<br />
<br />
(2 2 0)<br />
(3 1 1)<br />
(2 2 2)<br />
I<br />
n<br />
<br />
200<br />
0.4 0.5 0.6 0.7 0.8 0.9<br />
Ratio(=Rf/o)<br />
Figure 1: Relationship between in-flight velocity of sprayed<br />
particles and fuel/oxygen ratio: ●: number average (CPS),<br />
■: weight average (CPS), ○: number average (NP), and □:<br />
weight average (NP).<br />
θ / d e g .(C u K α )<br />
2<br />
Figure 2: XRD patterns of (a) supply powder of Cu, and<br />
<strong>HVOF</strong> sprayed coatings of Cu prepared under (b) Cond A<br />
and (c) Cond D.<br />
2 0 4 0 6 0 8 0 1 0 0<br />
757
Compactness of sprayed particles<br />
Figure 3 shows the stacking structure of sprayed particles in<br />
Cond. A<br />
the coatings prepared under 4 conditions. As <strong>for</strong> the coatings<br />
prepared under the Cond. A and B, de<strong>for</strong>med particles seemed<br />
to be piled up and boundaries among the particles are observed<br />
clearly. This fact implies the presence of pores and voids in<br />
these coatings. Under the Cond. C, further de<strong>for</strong>med particles<br />
are observed in the coating and there are few above-mentioned<br />
boundaries, indicating considerable improvement of coating<br />
compactness. Although the coating prepared under the Cond. D<br />
seems similar to that under C in terms of the degree of particle<br />
de<strong>for</strong>mation, the boundaries among the particles are observed<br />
clearly. Taking into account of the highest flame temperature<br />
expected under the Cond. D, these boundaries are not due to<br />
the existence of pore and void in the coating but due to thin<br />
oxide films <strong>for</strong>med on the sprayed particles.<br />
Cond. B<br />
Substrate<br />
100µm<br />
Typical results of the quantitative analysis of dissolved Fe ion<br />
<strong>by</strong> ICP spectroscopy are shown in Figs. 4 (a) and 4 (b). The<br />
<strong>for</strong>mer figure represents changes in dissolution amount with<br />
immersion time and the latter represents dependence of the<br />
average dissolution rate on the fuel/oxygen ratio. As mentioned<br />
<br />
12<br />
(a)<br />
Cond. C<br />
Substrate<br />
100µm<br />
Dissolution amount of substrate<br />
/mgcm -2<br />
10<br />
8<br />
6<br />
4<br />
2<br />
0<br />
0 10 20 30 40 50 60 70<br />
Immersion time / hour<br />
<br />
Cond. D<br />
Substrate<br />
100µm<br />
Average dissolution rate of substrate<br />
/molcm -1 h -1<br />
(X10 -6<br />
3.0 )<br />
2.5<br />
2.0<br />
1.5<br />
1.0<br />
0.5<br />
(b)<br />
0<br />
0.4 0.5 0.6 0.7 0.8 0.9<br />
Ratio (=R f/o<br />
)<br />
<br />
Substrate<br />
100µm<br />
Figure 3: Cross-sections of Cu coatings under each spray<br />
condition.<br />
Figure 4: (a) Relationship between dissolution amount of<br />
substrate and immersion time■ Cond. A, ▲: Cond. B,<br />
▼:Cond. C and ♦: Cond. D), and (b) average dissolution<br />
rate of substrate under each condition.<br />
758
R<br />
W<br />
H<br />
Q<br />
<br />
S<br />
U<br />
V<br />
LR<br />
U<br />
R<br />
&<br />
R<br />
$<br />
J<br />
V<br />
<br />
$<br />
9<br />
<br />
<br />
<br />
P<br />
in the experimental section, the dissolution amount and rate of<br />
Fe ion corresponds to through-porosity of the coatings, in other<br />
words, compactness of sprayed particles in the coatings. As<br />
seen in Fig. 4 (b), the dissolution rate decreases with the<br />
fuel/oxygen ratio up to 0.66 (Cond. C), indicating that the<br />
coatings became denser. Over the ratio of 0.66, its decreasing<br />
slope is considerably small, indicating that the coatings became<br />
almost impermeable.<br />
Figures 5 (a) and 5 (b) show changes in corrosion potential of<br />
coatings with immersion time and dependence of corrosion<br />
potential on the fuel/oxygen ratio, respectively. The potential<br />
was an average value between 24 and 72 hours, in which range<br />
the corrosion potential indicates a steady value, as shown in<br />
Fig. 5 (a). The corrosion potentials of the coatings can be<br />
divided clearly into two levels of around –400 mV and –130<br />
mV. This is due to occurrence of two different kinds of primary<br />
corrosion reaction in the following equations.<br />
(1) Fe → Fe<br />
2 +<br />
+ 2e<br />
− (oxidation)<br />
(2) 2H<br />
+<br />
+ 2e<br />
−<br />
→ H ↑ (reduction)<br />
2<br />
(3) Cu → Cu<br />
2+<br />
+ 2e<br />
−<br />
(oxidation)<br />
Cond. A<br />
Cond. B<br />
Cond. C<br />
500µm<br />
500µm<br />
500µm<br />
0<br />
O<br />
<br />
-100<br />
Q<br />
W<br />
LD<br />
O<br />
&<br />
(a)<br />
<br />
Cond. D<br />
500µm<br />
J<br />
<br />
-200<br />
Y<br />
-300<br />
<br />
-400<br />
Target surface<br />
Depth direction<br />
Corrosion potencial<br />
/mVvs.Ag/AgCl<br />
-500<br />
0 10 20 30 40 50 60 70<br />
-100<br />
-150<br />
-200<br />
-250<br />
-300<br />
-350<br />
-400<br />
(b)<br />
Immersion time / hour<br />
-450<br />
0.4 0.5 0.6 0.7 0.8 0.9<br />
Ratio (=R f/o<br />
)<br />
Figure 5: (a) Relationship between corrosion potential and<br />
immersion time■: Cond. A, ▲: Cond. B, ▼:Cond. C and<br />
♦: Cond. D) and (b) average corrosion potential under each<br />
condition.<br />
<br />
Figure 6: Cross-sections of gel targets with captured<br />
particles under each spray condition.<br />
Molten fraction ( wt% )<br />
100<br />
80<br />
60<br />
40<br />
20<br />
0<br />
Cond.<br />
A B C D<br />
Ratio (Rf/o)<br />
Unmelted<br />
Melted<br />
Figure 7: Molten fraction of particles under each<br />
condition.<br />
759
1<br />
(4) O + 2H<br />
+<br />
+ 2e<br />
−<br />
→H<br />
O (reduction)<br />
2 2<br />
2<br />
When there are penetrating paths of connecting pores<br />
through the coating, the corrosive media can permeate the<br />
coating through such a path and the corrosion reaction of<br />
the steel substrate (Eqs. 1 and 2) takes place preferentially<br />
to that of the coating (Eqs. 3 and 4) because of the galvanic<br />
effect and these reactions may occur competitively. Whether<br />
the corrosion reaction becomes preferential or competitive<br />
depends on the through-porosity of the coatings. As <strong>for</strong> the<br />
copper coated steels prepared under the conditions A and B,<br />
the corrosion of steel substrate (Eq.1) is supposed to take<br />
Cond. A<br />
100µm<br />
Cond. B<br />
100µm<br />
Cond. C<br />
100µm<br />
Cond. D<br />
100µm<br />
Figure 8: Cu splats collected on<br />
polished SUS304 target under each<br />
spray condition<br />
Figure 9: Classification of Cu splats shapes into five types, left: observed and<br />
right: illustrated.<br />
760
place in preferential to the corrosion of copper coating (Eq.<br />
3) because the corrosion potential of these coatings were<br />
approximately –400 mV and close to that of the free steel<br />
plate at approximately –450 mV. On the other hand, the<br />
corrosion reaction of coating (Eq. 3) takes place exclusively<br />
and preferentially in case of not any and a slight amount of<br />
penetrating pores, respectively. This is because the corrosion<br />
reaction of steel substrate is negligible. This is the case <strong>for</strong> the<br />
copper coated steels under the Cond. C and D because their<br />
corrosion potentials corresponded to that of the free copper<br />
plate around –130 mV.<br />
These results revealed that the coating density at the<br />
fuel/oxygen ratio over 0.66 (Cond. C and D) improved more<br />
rapidly than that at the ratio below 0.56 (Cond. A and B). This<br />
fact implies that a certain important factor exists to improve<br />
the coating density, i.e. compactibility of sprayed particles at<br />
the fuel/oxygen ratio over 0.66. Such a factor was discussed in<br />
the next section.<br />
<strong>Factors</strong> to improve compactibility<br />
The compactness of <strong>HVOF</strong> spray coating was expected to<br />
depend mainly on the trans<strong>for</strong>mation degree of sprayed<br />
particles upon impinging, in other words, amounts of melted<br />
particles and highly de<strong>for</strong>mable particles.<br />
Typical results of capturing spray particles <strong>by</strong> agar gels are<br />
shown in Fig. 6. The spherical particles at the deeper positions<br />
corresponded to unmelted particles, which plunged into the<br />
agar gel without broken off. On the other hand, the fine<br />
particles at the shallower positions corresponded to melted<br />
particles, which were impinged to the gel target, broken into<br />
fine particles and solidified, resulted in being captured near the<br />
surface. As the fuel/oxygen ratio increases, the unmelted<br />
particles at the deeper positions decrease whereas the melted<br />
particles increase, as seen in Fig. 6. In order to show this<br />
phenomenon quantitatively, molten fractions of the sprayed<br />
particles were determined and represented in Fig. 7. At the<br />
ratio of 0.46 under the Cond. A, the molten fraction was 0 wt%.<br />
(<br />
Abundance ratio (%<br />
100<br />
80<br />
60<br />
40<br />
20<br />
TYPE2<br />
TYPE1<br />
TYPE4<br />
TYPE3<br />
0<br />
Cond. A B C D<br />
TYPE5<br />
Figure 10 Abundance ratios of five types splats under each<br />
condition.<br />
As the ratio increased, the molten fraction increased, especially<br />
considerably at the ratio of 0.87 (Cond. D). This rapid increase<br />
at the ratio of 0.87 (Cond.D) did not agree to the some<br />
experimental results that the compactibility of sprayed particles<br />
improved rapidly at the ratio of 0.66 (Cond. C), as mentioned<br />
above. Accordingly, the molten fraction was not a primary<br />
factor to improve the coating compactness under the <strong>HVOF</strong><br />
spray conditions in this paper although the molten fraction<br />
must play an important role on making a dense coating.<br />
The splat morphology is related to de<strong>for</strong>mability of sprayed<br />
particles. Figure 8 shows microscopic images of splats<br />
prepared under four spray conditions. The splats could be<br />
classified into some types of shapes such as lump, bullet<br />
wound and splash. As the fuel/oxygen ratio increased, the<br />
number of lump and bullet wound decreased whereas that of<br />
splash increased. In order to estimate the sprayed particle<br />
de<strong>for</strong>mability quantitatively, three-dimensional in<strong>for</strong>mation of<br />
the splats was collected <strong>by</strong> the laser microscopy. According to<br />
the height (or depth) and the area, the splats were classified<br />
into five types of shapes, as shown in Figure 9. In this figure,<br />
observed images are presented at the left side and their<br />
schemas are illustrated at the right side. The five types of splats<br />
are called as TYPE X <strong>for</strong> convenience below. The shape of<br />
TYPE 1 looks like bullet wound and is supposed to be <strong>for</strong>med<br />
<strong>by</strong> impinging of unmelted hard particles and <strong>by</strong> their falling<br />
apart. TYPE 2 is considered to be part of such hard particles<br />
sticking to the target. The shapes of both TYPE 3 and TYPE 4<br />
were caused <strong>by</strong> the unmelted particles soft enough to de<strong>for</strong>m<br />
plastically and their de<strong>for</strong>mation degrees may depend on<br />
temperature and impact <strong>for</strong>ce of the spray particle. The shape<br />
of TYPE5 is an extremely thin and flat and this is due to<br />
melting of particles. About 100 of splats were sampled<br />
randomly on the surface of test target sprayed under each<br />
condition. The numbers of splats were counted according to the<br />
above-mentioned classification and their abundance ratio was<br />
determined and shown in Fig. 10. The increase in abundance<br />
ratio of TYPE 5 is good agreement with the increase in molten<br />
fraction of melted particles at the ratio of fuel to oxygen of<br />
0.66 (Cond. D). This increase in the number of melted particles<br />
may be related to the result that the higher value was obtained<br />
especially under Cond. D on measuring the flight velocity of<br />
sprayed particles (see Fig. 1). When Cond. B is compared to<br />
Cond. C in terms of the abundance ratio, both TYPE 4 and<br />
TYPE 5 increases under Cond. C. However, the increasing rate<br />
<strong>for</strong> TYPE 4 is larger than that <strong>for</strong> TYPE 5. There<strong>for</strong>e, the<br />
reason why the compactibility of sprayed particles was<br />
improved rapidly under Cond. C is the increase of the<br />
unmelted particles soft enough to de<strong>for</strong>m plastically, in other<br />
words, with the sufficiently high plastic de<strong>for</strong>mability upon<br />
impinging.<br />
Conclusion<br />
In this study, we revealed that the key factors determining the<br />
compactness of sprayed particles in <strong>HVOF</strong> sprayed copper<br />
coatings. It is natural that the molten fraction of sprayed<br />
particles is important and the higher fraction leads to <strong>for</strong>m<br />
761
denser coatings. In addition, the larger numbers of spray<br />
particles with highly plastic de<strong>for</strong>mability is necessary to<br />
improve the compactibility of sprayed particles considerably.<br />
Acknowledgements<br />
We express our sincere appreciation to Dr. T. Fukushima, Dr. T.<br />
Sundararajan, Mr. M. Komatsu and Mr. A. Kishi at National<br />
Institute <strong>for</strong> Materials Science and Mr. H. Yamada (now at the<br />
SONY Co., Ltd.) <strong>for</strong> their useful and technical assistance.<br />
We greatly appreciate to Dr. Y. Kobayashi at National Institute<br />
<strong>for</strong> Materials Science <strong>for</strong> providing a chance to use the<br />
analyzer <strong>for</strong> the ICP emission spectrometry.<br />
References<br />
1. S. Kuroda, T. Fukushima, M. Sasaki and T. Kodama,<br />
Microstructure and corrosion resistance of <strong>HVOF</strong> sprayed<br />
316L stainless steel and Ni base alloy coatings, Proc.<br />
ITSC2000, C.C. Berndt (Ed.), ASM International,<br />
Montreal, Canada, 2000, p 455-462.<br />
2. T. Fukushima and S. Kuroda, Oxidation of <strong>HVOF</strong> sprayed<br />
alloy coatings and its control <strong>by</strong> a gas shroud, Proc.<br />
ITSC2001, C.C. Berndt (Ed.), ASM International,<br />
Singapore, 2001, p 527-532.<br />
3. T. Fukushima, H. Yamada, J. Kawakita and S. Kuroda,<br />
Correlation between the in-flight conditions of <strong>HVOF</strong><br />
sprayed alloy particles and the coating structure, Proc.<br />
ITSC2002, E. Lugscheider (Ed.), DVS-verlag GmbH,<br />
Essen, Germany, 2002, p 912-917.<br />
4. H. Yamada, S. Kuroda, T. Fukushima and H. Yumoto,<br />
Capture and evaluation of <strong>HVOF</strong> thermal sprayed particles<br />
<strong>by</strong> a gel target, Proc. ITSC2001, C.C. Berndt (Ed.), ASM<br />
International, Singapore, 2001, p 797-803.<br />
5. J. Kawakita, S. Kuroda and T. Kodama, Evaluation on<br />
through-porosity of <strong>HVOF</strong> sprayed coatings, Proc.<br />
ITSC2002, E. Lugscheider (Ed.), DVS-verlag GmbH,<br />
Essen, Germany, 2002, p 681-685.<br />
762