CQI-9 Special Process: Heat Treat System Assessment, 2 Edition ...
CQI-9 Special Process: Heat Treat System Assessment, 2 Edition ...
CQI-9 Special Process: Heat Treat System Assessment, 2 Edition ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
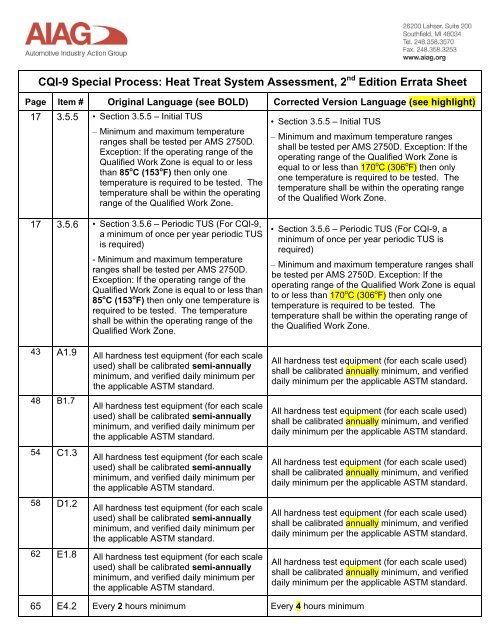
<strong>CQI</strong>-9 <strong>Special</strong> <strong>Process</strong>: <strong>Heat</strong> <strong>Treat</strong> <strong>System</strong> <strong>Assessment</strong>, 2 nd <strong>Edition</strong> Errata Sheet<br />
Page Item # Original Language (see BOLD) Corrected Version Language (see highlight)<br />
17 3.5.5 • Section 3.5.5 – Initial TUS<br />
– Minimum and maximum temperature<br />
ranges shall be tested per AMS 2750D.<br />
Exception: If the operating range of the<br />
Qualified Work Zone is equal to or less<br />
than 85 o C (153 o F) then only one<br />
temperature is required to be tested. The<br />
temperature shall be within the operating<br />
range of the Qualified Work Zone.<br />
17 3.5.6 • Section 3.5.6 – Periodic TUS (For <strong>CQI</strong>-9,<br />
a minimum of once per year periodic TUS<br />
is required)<br />
- Minimum and maximum temperature<br />
ranges shall be tested per AMS 2750D.<br />
Exception: If the operating range of the<br />
Qualified Work Zone is equal to or less than<br />
85 o C (153 o F) then only one temperature is<br />
required to be tested. The temperature<br />
shall be within the operating range of the<br />
Qualified Work Zone.<br />
43 A1.9 All hardness test equipment (for each scale<br />
used) shall be calibrated semi-annually<br />
minimum, and verified daily minimum per<br />
the applicable ASTM standard.<br />
48 B1.7<br />
54 C1.3<br />
58 D1.2<br />
All hardness test equipment (for each scale<br />
used) shall be calibrated semi-annually<br />
minimum, and verified daily minimum per<br />
the applicable ASTM standard.<br />
All hardness test equipment (for each scale<br />
used) shall be calibrated semi-annually<br />
minimum, and verified daily minimum per<br />
the applicable ASTM standard.<br />
All hardness test equipment (for each scale<br />
used) shall be calibrated semi-annually<br />
minimum, and verified daily minimum per<br />
the applicable ASTM standard.<br />
62 E1.8 All hardness test equipment (for each scale<br />
used) shall be calibrated semi-annually<br />
minimum, and verified daily minimum per<br />
the applicable ASTM standard.<br />
• Section 3.5.5 – Initial TUS<br />
– Minimum and maximum temperature ranges<br />
shall be tested per AMS 2750D. Exception: If the<br />
operating range of the Qualified Work Zone is<br />
equal to or less than 170 o C (306 o F) then only<br />
one temperature is required to be tested. The<br />
temperature shall be within the operating range<br />
of the Qualified Work Zone.<br />
• Section 3.5.6 – Periodic TUS (For <strong>CQI</strong>-9, a<br />
minimum of once per year periodic TUS is<br />
required)<br />
65 E4.2 Every 2 hours minimum Every 4 hours minimum<br />
– Minimum and maximum temperature ranges shall<br />
be tested per AMS 2750D. Exception: If the<br />
operating range of the Qualified Work Zone is equal<br />
to or less than 170 o C (306 o F) then only one<br />
temperature is required to be tested. The<br />
temperature shall be within the operating range of<br />
the Qualified Work Zone.<br />
All hardness test equipment (for each scale used)<br />
shall be calibrated annually minimum, and verified<br />
daily minimum per the applicable ASTM standard.<br />
All hardness test equipment (for each scale used)<br />
shall be calibrated annually minimum, and verified<br />
daily minimum per the applicable ASTM standard.<br />
All hardness test equipment (for each scale used)<br />
shall be calibrated annually minimum, and verified<br />
daily minimum per the applicable ASTM standard.<br />
All hardness test equipment (for each scale used)<br />
shall be calibrated annually minimum, and verified<br />
daily minimum per the applicable ASTM standard.<br />
All hardness test equipment (for each scale used)<br />
shall be calibrated annually minimum, and verified<br />
daily minimum per the applicable ASTM standard.
General Notes for AMS 2750D<br />
CLARIFICATION TO "GENERAL NOTES FOR AMS 2750D"<br />
PAGES 16 & 17, <strong>CQI</strong>-09 2 nd <strong>Edition</strong><br />
AMS 2750D is referenced in the Pyrometry Section (Section 2.0) of the <strong>Process</strong> Tables. <strong>Heat</strong> treat suppliers<br />
are not required to comply to all sections of AMS 2750D. <strong>Heat</strong> treat suppliers shall comply to the sections<br />
of AMS 2750D that are given below. These sections reference thermocouples, the calibration of<br />
thermocouples and instrumentation, and the procedure for conducting furnace temperature uniformity<br />
surveys (TUS).<br />
Thermocouples and Instrumentation<br />
- Section 3.1 – Temperature Sensors (Thermocouples)<br />
- Section 3.2 – Instrumentation - Note: Frequency reductions per AMS 2750D are not<br />
allowed by <strong>CQI</strong>-9<br />
Compliance to the following sections in 3.2, are not required by <strong>CQI</strong>-9<br />
Section Number Explanation<br />
3.2.5.1 & 2 Temperature controlling instruments purchased prior to 1 year after<br />
the release of AMS 2750D are exempt of 3.2.5.1 and 3.2.5.2.<br />
3.2.5.3.1 One point sensor input is acceptable.<br />
3.2.5.5 Sensitivity checks during calibration are not required.
CLARIFICATION TO "GENERAL NOTES FOR AMS 2750D"<br />
PAGES 16 & 17, <strong>CQI</strong>-09 2 nd <strong>Edition</strong><br />
<strong>System</strong> Accuracy Test (SAT) Procedure (Section 3.4)<br />
NOTE: Refer to AMS 2750D as directed<br />
- SAT shall be performed by one of the two methods listed below:<br />
1) Probe Method: The temperature indication of the furnace control instrument connected to the<br />
control sensor (CS) shall be within +/- 5C (or +/- 10F) of the corrected temperature<br />
indication of the test sensor (TS) on a test instrument. This test shall be performed monthly<br />
at a typical operating temperature utilizing the procedures detailed in AMS 2750D Section<br />
3.4.4, <strong>System</strong> Accuracy Test Procedure.<br />
SAT Frequency:<br />
o Equipment operating at or above 760C (1400F) shall be checked monthly.<br />
o Equipment operating below 760C (1400F) shall be checked quarterly.<br />
Example of Probe Method<br />
Lead Wire<br />
Test Instrument<br />
Chart Recorder<br />
B<br />
Note: The test sensor can be a<br />
resident thermocouple, refer to<br />
AMS 2750 D section 3.4.4.2.1<br />
Control Instrument<br />
EXAMPLE OF SYSTEM ACCURACY TEST (SAT)<br />
CONTROL<br />
INSTRUMENT<br />
TEMPERATURE<br />
INDICATION<br />
(A)<br />
900 o C<br />
(1652 o F)<br />
TEST<br />
INSTRUMENT<br />
TEMPERATURE<br />
INDICATION<br />
(B)<br />
901.5 o C<br />
(1655 o F)<br />
A<br />
TEST SENSOR<br />
CORRECTION<br />
FACTOR<br />
(C)<br />
-0.5 o C<br />
(-1.0 o F)<br />
1500<br />
1501<br />
Control Sensor<br />
Over Temp Test Sensor<br />
Protection Furnace Wall<br />
TEST<br />
INSTRUMENT<br />
CORRECTION<br />
FACTOR<br />
(D)<br />
+0.1 o C<br />
(+0.2 o F)<br />
Over-Temp Sensor<br />
Furnace<br />
Work Zone<br />
Part or Raw<br />
Material<br />
TRUE TEST<br />
TEMPERATURE<br />
(E)=(B)+(C)+(D)<br />
901.1 o C<br />
(1654.2 o F)<br />
SAT<br />
DIFFERENCE<br />
(A) – (E)<br />
-1.1 o C<br />
(-2.2 o F)
CLARIFICATION TO "GENERAL NOTES FOR AMS 2750D"<br />
PAGES 16 & 17, <strong>CQI</strong>-09 2 nd <strong>Edition</strong><br />
2) Comparative Method: The relationship between the control system (sensor, leadwire, control<br />
instrument) and any other permanently installed monitoring system such as over temperature<br />
control system (sensor, leadwire, over temp instrument) or a load monitoring system (sensor,<br />
leadwire, recording instrument) etc. at the time of the most recent conforming instrument<br />
calibration test shall be established. This established relationship shall not differ by more<br />
than +/-1C (or +/-2F) when checked weekly at a typical operating temperature.<br />
Example of Comparative<br />
Method<br />
Chart Recorder<br />
Control Instrument<br />
1500<br />
1501<br />
Control Sensor<br />
Over Temp<br />
Protection Furnace Wall<br />
Other permanently installed thermocouple<br />
(If utilized)<br />
Over-Temp Sensor<br />
Furnace<br />
Work Zone<br />
Part or Raw<br />
Material<br />
Note: It is strongly recommended that<br />
the comparative check be performed at or near the original temperature<br />
temperature<br />
- Any actions to correct a failing reading or validate a test result shall be documented.<br />
- Control Sensors (CS) failing to meet the requirements of SAT method 1 shall be changed. A<br />
new TUS is not required unless the position of the control sensor changes. If new<br />
thermocouple(s) are required in Test method 2, a new relationship must be established.<br />
- Thermocouple Replacement Schedule:<br />
o Base metal sensors (e.g. Type K, N, J, E) thermocouples shall be changed when needed<br />
or annually at a minimum for equipment operating at or above 760C (1400F).<br />
o Base metal sensors (e.g. Type K, N, J, E) thermocouples shall be changed when needed<br />
or every two years at a minimum for equipment operating below 760C (1400F).<br />
o Noble metal sensors (e.g. Type R and S) thermocouples shall be changed when needed<br />
or every two years at a minimum for equipment operating at or above 760C (1400F).<br />
o Note: A new TUS is not required for any thermocouple replacement unless the position<br />
of the control sensor(CS) is changed (CS)
CLARIFICATION TO "GENERAL NOTES FOR AMS 2750D"<br />
PAGES 16 & 17, <strong>CQI</strong>-09 2 nd <strong>Edition</strong><br />
Furnace Temperature Uniformity Survey (TUS)<br />
o Section 3.5.2 – Multiple Qualified Operating Temperature Ranges<br />
o Section 3.5.3 – Furnace Modifications<br />
o Section 3.5.4 – Furnace Repairs<br />
o Section 3.5.5 – Initial TUS<br />
� Minimum and maximum temperature ranges shall be tested per AMS 2750D.<br />
Exception: If the operating range of the Qualified Work Zone is equal to or less<br />
than 170 o C (306 o F) then only one temperature is required to be tested. The<br />
temperature shall be within the operating range of the Qualified Work Zone.<br />
o Section 3.5.6 – Periodic TUS (For <strong>CQI</strong>-9, a minimum of once per year periodic<br />
TUS is required)<br />
� Minimum and maximum temperature ranges shall be tested per AMS 2750D.<br />
Exception: If the operating range of the Qualified Work Zone is equal to or less<br />
than 170 o C (306 o F) then only one temperature is required to be tested. The<br />
temperature shall be within the operating range of the Qualified Work Zone.<br />
o Section 3.5.8 – Furnace Parameters During TUS<br />
o Section 3.5.9 – Furnace Temperature at Insertion of TUS Sensors (Thermocouples)<br />
o Section 3.5.10 – Load Condition<br />
o Section 3.5.11 – Furnace Atmosphere During TUS<br />
o Section 3.5.13 – Batch Furnaces, Salt Baths, Controlled Temperature Liquid Baths, and<br />
Fluidized Bed Furnaces EXCEPT:<br />
� 3.5.13.3.2: <strong>CQI</strong>-9 requires that data from the TUS sensors is automatically<br />
recorded.<br />
o Section 3.5.14 – Continuous and Semi-Continuous Furnaces<br />
o Section 3.5.15 – Alternative Testing Methods for Continuous and Semi-Continuous<br />
Furnaces or Furnaces with Retorts or Muffles<br />
o Section 3.5.16 – Temperature Uniformity Survey Sensor Failures<br />
o Section 3.5.18 – Relocation of Hot or Cold Recording Sensors for Class A or C<br />
Instrumentation<br />
o Section 3.5.20 – Temperature Uniformity Survey Instrumentation<br />
o Section 3.5.21 – Temperature Uniformity Survey Report