

Hot Dip Galvanizing of Sheet Metal - hdgasa
Hot Dip Galvanizing of Sheet Metal - hdgasa
Hot Dip Galvanizing of Sheet Metal - hdgasa

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
FeatureIt is recommended that galvanizedsheeting be overpainted timeously,preferably before the first appearance<strong>of</strong> red corrosion products. Whereconditions require greater corrosionprotection, a thicker class <strong>of</strong> coating ie.Z 600 or the addition <strong>of</strong> a paint coatingshould be considered (Z600 class <strong>of</strong>coating is now more readily available).In the case <strong>of</strong> the heavier coating, thesheet is not suitable for severe formingother than normal corrugating orcurving.Bend tests to evaluate the adhesion <strong>of</strong>the zinc coating are carried out andevaluated in accordance with relevantspecifications (table 3). In addition tothis, impact adherence cupping testsare performed on all products,irrespective <strong>of</strong> specification, to ensuregood adhesion <strong>of</strong> the zinc coating.Wet storage stain (white rust)When galvanized sheet in coil or sheetpacks is stored under wet conditions,the galvanizing may be damaged by wetstorage staining.Surface treatmentThe following surface treatments arenormally used to reduce thepossibility <strong>of</strong> wet storage stainduring transport and storage:PassivationPassivation by potassiumdichromate is normally applied to allgalvanized material. In cases wherethis treatment may interfere withsubsequent processing, thegalvanized steel may be orderedwithout passivation, in which caseoiling <strong>of</strong> the zinc surface isrecommended.OilingA special corrosion-preventive oil isused to coat galvanized sheet as anadditional protection against wetstorage staining during handling andstorage. Oil is only used ifrequested.If unoiled unpassivated galvanizedsteel sheet is ordered, properprotective packing should berequested to protect the materialagainst the ingress <strong>of</strong> moistureduring transport and storage. (Referto Safe Storage).Cut edge corrosion resistanceThe introduction <strong>of</strong> continuouslygalvanized coil that is subsequentlycut into sheet lengths, has tended t<strong>of</strong>ocus attention on the behaviour <strong>of</strong>cut edges which are exposed toatmospheric corrosion. <strong>Sheet</strong>,thinner than 1.6mm is usuallyadequately protected at cut edges bythe cathodic action <strong>of</strong> the zinccoating. Similarly, side trimmededges seldom present a corrosionproblem.Thicker coatings provide superiorcathodic protection.Rainwater or water vapour can easily bedrawn in between tightly pr<strong>of</strong>iled or flatsheets, or between laps <strong>of</strong> coils bycapillary action. Due to the absence <strong>of</strong>freely circulating air, this moisturecannot evaporate, causingunfavourable conditions that mayresult in white rust on galvanizedsheeting.Normally, light white staining ongalvanized sheet is not serious. The wetstorage corrosion process will stopwhen the affected areas are dried andexposed to the atmosphere. Thediscoloration will disappear within afew months during the normalweathering <strong>of</strong> the material. Whereaffected surfaces will form part <strong>of</strong>unexposed overlaps or other concealedareas that may be subject to extendedperiods <strong>of</strong> dampness, such areasshould be cleaned and additionallyprotected.For hot dip galvanizing withservice excellence• 12 400 long x 1 400 wide x 2 600deep kettle• Shot blasting• Technical assistance• Collection and delivery service• Open Saturdays• SABS ISO 1461 accreditedGalvanized material must under nocircumstances be stacked directly on afloor. See figures 4, 5 and 6, table 4 andalso Removal <strong>of</strong> Wet Storage Stain.52 Burman Road, Deal Party, Port ElizabethTel.: 041-486-1432 Fax: 041-486-1439Volume 2 Issue 1 2005 <strong>Hot</strong> <strong>Dip</strong> <strong>Galvanizing</strong> Today 5
FeatureEVALUATION OF WET STORAGE STAINVISIBLE EFFECT CAUSE REMEDIAL ACTIONLIGHT WHITE DISCOLOURATION - THIN,WHITE POWDERY DEPOSITCaused by moisture trapped between sheetsor components during transportation orstorage, or by condensation in the absence<strong>of</strong> adequate ventilation.None required. The protective properties <strong>of</strong> zinc are not impaired by the presence <strong>of</strong>superficial white discolouration. Existing white discolouration deposits will slowlyconvert to protective basic zinc carbonate. Not suitable for post painting beforeremoving loosely adhering deposits.HEAVY WHITE DISCOLOURATION- THICK,CRUSTY DEPOSITSProlonged adverse storage or inadequateprotection during transport, allowingconsiderable water ingress between closelystacked sheets or components.Before painting, remove all traces <strong>of</strong> loosely adhering deposits with stiff bristle brush(not a wire brush). Check residual zinc coating thickness with an electromagneticthickness gauge. (The electromagnetic thickness gauge is used merely as an indicator<strong>of</strong> the approximate zinc coating thickness on sheeting. The method cannot be used t<strong>of</strong>ail the coating in terms <strong>of</strong> thickness.) If the coating thickness is within specificationand if the sheet or component is to be used in reasonably dry or freely exposedconditions, no action is required.BLACK STAINING AND WHITEDISCOLOURATION WITH POWDERY DEPOSITSUsually very early stage <strong>of</strong> superficial zinccorrosion normally due to the formation <strong>of</strong>complex surface zinc corrosion product.Black staining does not imply that the zinccoating has been destroyed.Check zinc coating thickness using an electromagnetic thickness gauge. (Theelectromagnetic thickness gauge is used merely as an indicator <strong>of</strong> the approximate zinccoating thickness on sheeting. The method cannot be used to fail the coating in terms<strong>of</strong> thickness.) If in doubt contact the HDGASA before painting, due to the complexnature <strong>of</strong> stains.RED RUSTCorrosion <strong>of</strong> steel substrate where zinccoating has broken down completely. Shouldnot be confused with superficial staining.In general, sheet or components showing red rust should be repaired or not used at all.Table 4. Evaluation <strong>of</strong> wet storage stain.Cape Galvanising (Pty) LtdZinc <strong>Metal</strong> Spraying & Coating (Pty) LtdCAPEGALVANISINGPO Box 1551 Parow 7499Juliana Street, Beaconvale Industria, Parowvalley 7500Tel.: (021) 931-7224 Fax: (021) 931-9490Email: capegalv@mweb.co.za Website: www.capegalvanising.co.zaZINC METAL SPRAYINGAND COATING
FeatureChromaprep® with a hot dipgalvanized substrate is usuallyintended for exterior use, afterapplication <strong>of</strong> the desired final coatingsystem.Typical primer coat propertiesDry film thicknessCorrosion resistance4-6 micrometresHeat resistance Max 120°CResistance to common waterbased detergentsResistance to mild solvents (1)Flexibility (2)UV - resistance (3)ExcellentFairChromaprep® serves as a goodcorrosion inhibiting primer coat forsubsequent painting. Resistance tocorrosion creep is improved by using agalvanized steel substrate, which isstrongly recommended for exteriorapplications.PROPERTY TEST METHOD SPECIFICATION TYPICALCONDITIONSResistance to colour QUV (1000 hours) ASTM G53 E
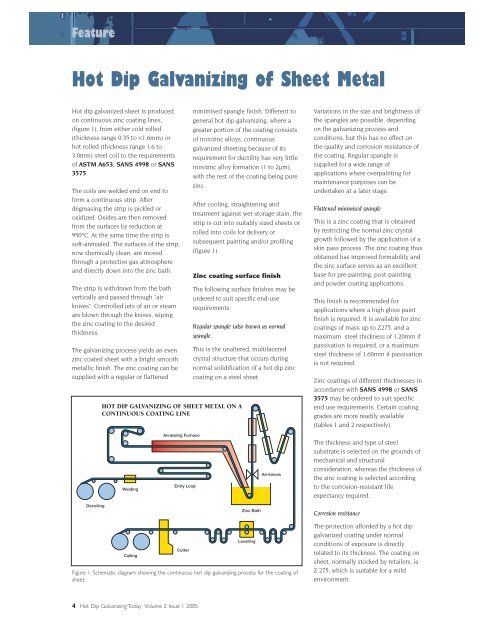
FeatureNOTE: CHROMADEK® is notrecommended for application in marineenvironments (area approximately1km from the sea) or exposure toindustrial environments where there isan accumulation <strong>of</strong> strong acidvapours. CHROMADEK® PLUS isrecommended for these conditions.CHROMADEK® PLUS is a colour coatcomprising a Z275 hot dip galvanizedsteel substrate, pre-primed on one orboth surfaces with 20 - 25 micron DFTchrome free universal primer.Alternatively, only one surface iscoated in accordance with the aboveand the other surface as per thestandard CHROMADEK® (4 - 6micron DFT). CHROMADEK® paint isthen applied to both surfaces, both to20 micron DFT (figure 3).The Plus system has excellentphysical properties, excellentflexibility, excellent corrosionresistance with excellent resistance toultraviolet radiation (UVperformance).Corrosion resistanceCHROMADEK® Plus is recommendedfor exterior building pr<strong>of</strong>iles inapplications requiring high formability,good gloss retention, high colourstability and excellent corrosionresistance. It is suitable for corrosiveenvironments such as industrial andmarine environments. Marineenvironments can generally be definedas areas within 1km <strong>of</strong> the sea (table 6).Fastening methodsMechanical fastening systems such asrivets, self-tapping screws, bolts andnuts, spring clips and wire staples canbe used, as well as various seamingmethods including lock- and boxseaming.Where protection is needed, fastenersshould, where possible, be:◆ hot dip galvanized; or◆ manufactured from a corrosionresistant material; orFigure 2. S-Rib galvanized steel sheeting –Z600 coating classification used forarchitectural applications.◆ electroplated and overcoated with asuitable top coat.Cutting, touch-up and maintenanceAbrasive cutting or trimming <strong>of</strong>CHROMADEK® sheeting on ro<strong>of</strong> topsshould be avoided. Should cutting be52 Galloway Street, Meyerton 1960 Tel.: (016) 362-0707/8 Fax: (016) 362-4603
FeatureCHROMADEK ® PAINTCHROMADEK ® PLUSCHROMADEK ® Paint (20 ± 2 microns)Galvanized coating (20 microns)Primer (4 - 6 microns)Pre-treatment(Conversion layer)Top}sideCHROMADEK ® Paint (20 ± 2 microns)Galvanized Coat (20 microns)Primer (20 - 25 microns)Pre-treatment(Conversion layer)Top}sideSTEEL BASESTEEL BASEGalvanized coating (20 microns)Single coat backer (8 microns)Pre-treatment(Conversion layer)Primer (4 - 6 microns)Reverse}sideGalvanized Coat (20 microns)CHROMADEK ® Paint (20 ± 2 microns)Pre-treatment(Conversion layer)Primer (4 - 6 microns)or primer (20 - 25 microns)}ReversesideFigure 3.necessary, remove all iron particles byvigorous brushing with a broom orbristle brush after cutting, to avoidtarnishing the CHROMADEK® paintsurface.In order to site cut a sheet with cleanedges and no paint damage, a sheetnibbler is recommended.Specially formulated air-drying touchuppaints are available. Care should beexercised to minimise overpainting asthis might accentuate the defect. Theultra-violet resistance <strong>of</strong> air-dryingtouch-up paints is generally less thanthe oven-cured CHROMADEK®finishes. Accordingly, touching-up <strong>of</strong>scratches should be done with a thinpaint brush to minimise unnecessaryoverpainting. If aestheticallyacceptable, it is recommended thatminor scratches resulting from erectionand rough handling be left uncoated asthe galvanized substrate will <strong>of</strong>feradequate sacrificial protection againstcorrosion.The life <strong>of</strong> a CHROMADEK® paintedsurface can be extended and theappearance maintained by washingdown periodically with water and amild detergent to prevent any build-up<strong>of</strong> corrosive deposits, especially inmarine or industrially pollutedenvironments.The extent <strong>of</strong> the damage toCHROMADEK® paint coatings israther difficult to assess. In cases wherethe original gloss and colour have beenretained, there should be no cause forconcern. On proper drying <strong>of</strong> themoisture contained between closelynestled sheets, no further deteriorationwill occur. Where discolouration and/orsigns <strong>of</strong> white corrosion products(except cut edges) are evident, suchsheets should be substituted with newmaterial.Certain situations can create unusuallyaggressive conditions for the exposed,reverse sides <strong>of</strong> ro<strong>of</strong> sheets. Theseinclude coastal locations (and thereforethe risk <strong>of</strong> saline spray and depositscollecting on the exposed reverse sides<strong>of</strong> overhangs), extremely pollutedindustrial environments, and very lowpitched ro<strong>of</strong>s. In these or similarconditions, extra protection may benecessary. This can be achieved byspecifying CHROMADEK® PLUS toboth surfaces.CompatibilityMost materials used in contact withtraditional galvanized steel can besafely used with CHROMADEK®. Run<strong>of</strong>fwater from Cor-Ten, lead or copperproducts, however, may cause stainingand should not be allowed to comeinto contact with the painted surface.Edge protectionGenerally cut edges onCHROMADEK® sheets do not presenta corrosion problem even in coastalareas as the galvanized coating willsacrificially protect the exposed steel.Small traces <strong>of</strong> white deposits on cutedges should therefore, not be areason for concern.The handling and protection <strong>of</strong>galvanized and prepainted steelsheet during storageGalvanized and prepaintedgalvanized sheet is known to performexceptionally well when exposed tothe elements. Under normal wetand-dryconditions, e.g. whengalvanized sheet is used as ro<strong>of</strong>ingand for cladding <strong>of</strong> buildings, aprotective zinc oxide/zinc carbonatelayer naturally forms on the exposedsurfaces <strong>of</strong> the material, whichimproves the resistance againstcorrosion. In the case <strong>of</strong> pre-paintedsheeting, the protective paintcoating <strong>of</strong>fers an additional physicalbarrier against the elements.However, the protective nature <strong>of</strong>these coatings may be seriouslyimpaired when exposed to wetconditions for extended periods inthe absence <strong>of</strong> air. The material is atits most vulnerable during prolongedstorage without the necessaryprecautions.Rain water or water vapour caneasily be drawn in between tightlynested pr<strong>of</strong>iled or flat sheets, or10 <strong>Hot</strong> <strong>Dip</strong> <strong>Galvanizing</strong> Today Volume 2 Issue 1 2005
Featurebetween laps <strong>of</strong> coils, by capillaryaction (figure 4).Figure 4.Due to the absence <strong>of</strong> freely circulatingair, this moisture cannot evaporate,causing unfavourable conditions whichmay result in wet storage stain, <strong>of</strong>tenreferred to as “white rust” on galvanizedsheeting. See Evaluation <strong>of</strong> Wet StorageStain – table 4. In the case <strong>of</strong>prepainted sheeting these conditionsmay cause discolouration <strong>of</strong> the paintfilm and in extreme cases wet storagestaining, similar to galvanized sheeting.Wet storage stain may start soon afternested packs or coils <strong>of</strong> sheet areexposed to wet conditions and mayaffect the expected maintenance-freelife <strong>of</strong> the sheeting unless arrested at anearly stage. The material has to bethoroughly dried and exposed to freelycirculating air to stop this corrosionprocess (figure 5).Steps taken to protect galvanized sheet againstdamage by wet storage stainIt is standard practice to passivate thesurfaces <strong>of</strong> galvanized sheet bychemical treatment during processing,in order to inhibit the occurrence <strong>of</strong> wetstorage stain. Furthermore, galvanizedsheet can be ordered with a specialprotective oil, which is supplementaryto the normal passivation and isintended to provide additionalprotection during handling and storage.In spite <strong>of</strong> these precautions, galvanizedsheet cannot be entirely safeguardedagainst wet storage stain, especiallywhen stored incorrectly under adverseconditions.A special type <strong>of</strong> packaging is providedfor flat sheets and coils. Users, who donot have the necessary facilities totemporarily prevent the ingress <strong>of</strong>moisture are advised to specify suchprotective packaging.Every endeavour is taken bymanufacturers to ensure that coatedsheet products leave the works dry andin prime condition. Such products,whether de-spatched in coils or cutlengths, are packed, handled andloaded, under cover, onto vehicleswhere they are covered with tarpaulinsor canopies.Safe storageTo prevent unnecessary damage togalvanized or colour-coated sheets,Figure 5.What would you expect from a PRE-ENGINEERED structural steel design packagefor Purlins, Girts, Anti-sag systems and now also Mezzanine FloorsAugusta Pr<strong>of</strong>iles can <strong>of</strong>fer youPEACE OF MINDEXTREMELY COMPETITIVE AND DURABLE350MPA pre-hot dip galv materialThe Metsec range isPROVEN and is UNDERWRITTENSimple conditions apply: Deal only through authorised Metsec licensees. Augusta Pr<strong>of</strong>iles arethe sole Metsec license holders in Southern Africa and the Indian Ocean Islands.2005The system capacities obtained from this s<strong>of</strong>tware are derived using Finite Element Analysiswith the appropriate component strength and stiffness properties at joints and supportsobtained by extensive load testing at Strathclyde University.The performance <strong>of</strong> a Purlin or SideRail system does not depend on theproperties <strong>of</strong> the section alone, but inthe way it is connected together toensure that ideal moment distributionwill occur under uniform loading,stepped wind loading and triangularsnow loading applicationsThese capacities are unique to Metsec and direct substitution <strong>of</strong> alternative sections could proveinadequate and will not be underwritten.Always sampling, testing, developing, inventing, improving – Augusta Pr<strong>of</strong>iles are committed totheir relationship with Metsec PLC – Purlin leaders in the United Kingdom for over 30 years.AUGUSTA PROFILES (PTY) LTDOn time and guaranteedThe new METSPEC 9 design s<strong>of</strong>twareis now available to engineers (onrequest at no cost), and now alsoincludes MEZZANINE floors. Thisversion supersedes Metspec 6,7, and 8.Tel.: (011) 914-4628Fax: (011) 914-4748Email: augsteel@iafrica.com
Featureproper measures should be taken toprevent contamination by moisturewhile the material is still bundled ornested in stacks (figure 5).If not required for immediate use, coilsor packs <strong>of</strong> sheets must be stacked onsite under properly designed cover,clear <strong>of</strong>f the ground and protected fromwind-driven rain (figure 6).Figure 6.Plastic tarpaulins which completelyenvelop packs <strong>of</strong> sheets or coilsshould not be used, as a sudden dropin ambient temperature may causecondensation <strong>of</strong> water vapour, whichcan easily be drawn in between nestedsheeting by capillary action.Ideally, deliveries <strong>of</strong> galvanized andcolour-coated steel sheet to thebuilding site should be scheduled fora storage period <strong>of</strong> not longer thantwo weeks prior to installation. Inspectthe storage site regularly to ensurethat moisture does not penetrate thestock.Removal <strong>of</strong> Wet Storage StainWet storage stain should rather beprevented than cured.Although in extreme cases theprotective value <strong>of</strong> the coating may beimpaired, wet storage stain attack is<strong>of</strong>ten superficial despite the relativebulkiness <strong>of</strong> the corrosion product.Where surface staining is light andsmooth without growth <strong>of</strong> the zincoxide layer as judged by lightlyrubbing fingertips across the surface,the staining will gradually disappearand blend in with the surrounding zincsurface as a result <strong>of</strong> normalweathering in service.When the affected area will not befully exposed in service or when it willbe subjected to a humid environment,wet storage staining must be removed,even if it is superficial. This isessential for the basic zinc carbonatefilm to form. The formation <strong>of</strong> this zinccarbonate film is necessary to ensurelong term service life.Light deposits can be removed bycleaning with a stiff bristle (not wire)brush. Heavier deposits can beremoved by brushing with a 5%solution <strong>of</strong> sodium or potassiumdichromate with the addition <strong>of</strong> 0.1%by volume <strong>of</strong> concentrated sulphuricacid. Alternatively, a 10% solution <strong>of</strong>acetic acid can be used. Thesesolutions are applied with a stiff brushand left for about 30 seconds beforethoroughly rinsing and drying.Unless present prior to shipment fromthe galvanizer, the development <strong>of</strong> wetstorage stain is not the responsibility <strong>of</strong>the galvanizer. The customer mustexercise proper caution duringtransportation and storage to protectagainst wet storage staining.BrandingAll hot dip galvanized andCHROMADEK® strip produced byIspat Iscor is marked every metre withinformation regarding the materialorigin, date <strong>of</strong> manufacture anddimensions. Coating mass is alsoprovided (see table 2 for theconversion from mass to coatingthickness).Because <strong>of</strong> the reputation <strong>of</strong> IspatIscor’ galvanized and CHROMADEK®sheeting in the South African market,both names are now used genericallyto describe other metallic and colourcoated ro<strong>of</strong> sheeting, although theyare not necessarily the same. It is thusimportant to establish with certaintythe quality and relevent specification<strong>of</strong> the product at procurement stage.12 <strong>Hot</strong> <strong>Dip</strong> <strong>Galvanizing</strong> Today Volume 2 Issue 1 2005













