Predictive Maintenance Planning With Fuzzy Neural ... - AMMJ
Predictive Maintenance Planning With Fuzzy Neural ... - AMMJ
Predictive Maintenance Planning With Fuzzy Neural ... - AMMJ
- No tags were found...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
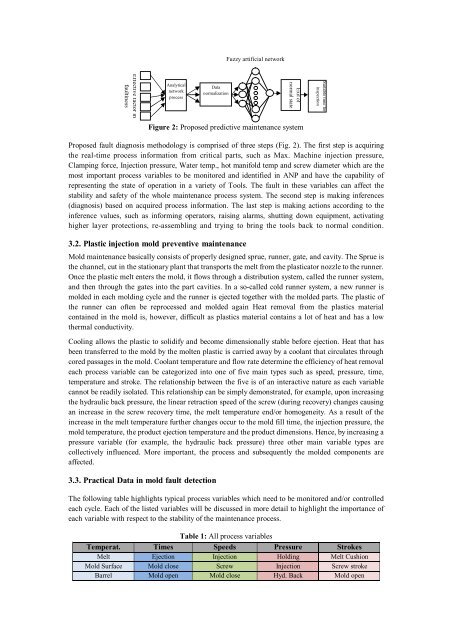
<strong>Fuzzy</strong> artificial networkEffective factor infaultinessAnalyticalnetworkprocessDatanormalizationExit ofnormal stateSuitable time forinspectionFigure 2: Proposed predictive maintenance systemProposed fault diagnosis methodology is comprised of three steps (Fig. 2). The first step is acquiringthe real-time process information from critical parts, such as Max. Machine injection pressure,Clamping force, Injection pressure, Water temp., hot manifold temp and screw diameter which are themost important process variables to be monitored and identified in ANP and have the capability ofrepresenting the state of operation in a variety of Tools. The fault in these variables can affect thestability and safety of the whole maintenance process system. The second step is making inferences(diagnosis) based on acquired process information. The last step is making actions according to theinference values, such as informing operators, raising alarms, shutting down equipment, activatinghigher layer protections, re-assembling and trying to bring the tools back to normal condition.3.2. Plastic injection mold preventive maintenanceMold maintenance basically consists of properly designed sprue, runner, gate, and cavity. The Sprue isthe channel, cut in the stationary plant that transports the melt from the plasticator nozzle to the runner.Once the plastic melt enters the mold, it flows through a distribution system, called the runner system,and then through the gates into the part cavities. In a so-called cold runner system, a new runner ismolded in each molding cycle and the runner is ejected together with the molded parts. The plastic ofthe runner can often be reprocessed and molded again Heat removal from the plastics materialcontained in the mold is, however, difficult as plastics material contains a lot of heat and has a lowthermal conductivity.Cooling allows the plastic to solidify and become dimensionally stable before ejection. Heat that hasbeen transferred to the mold by the molten plastic is carried away by a coolant that circulates throughcored passages in the mold. Coolant temperature and flow rate determine the efficiency of heat removaleach process variable can be categorized into one of five main types such as speed, pressure, time,temperature and stroke. The relationship between the five is of an interactive nature as each variablecannot be readily isolated. This relationship can be simply demonstrated, for example, upon increasingthe hydraulic back pressure, the linear retraction speed of the screw (during recovery) changes causingan increase in the screw recovery time, the melt temperature end/or homogeneity. As a result of theincrease in the melt temperature further changes occur to the mold fill time, the injection pressure, themold temperature, the product ejection temperature and the product dimensions. Hence, by increasing apressure variable (for example, the hydraulic back pressure) three other main variable types arecollectively influenced. More important, the process and subsequently the molded components areaffected.3.3. Practical Data in mold fault detectionThe following table highlights typical process variables which need to be monitored and/or controlledeach cycle. Each of the listed variables will be discussed in more detail to highlight the importance ofeach variable with respect to the stability of the maintenance process.Temperat.MeltMold SurfaceBarrelTable 1: All process variablesTimesSpeeds PressureEjectionInjectionHoldingMold closeScrewInjectionMold open Mold close Hyd. BackStrokesMelt CushionScrew strokeMold open