DF_2008_3 pdf (3.7MB) - MAN Diesel & Turbo SE
DF_2008_3 pdf (3.7MB) - MAN Diesel & Turbo SE
DF_2008_3 pdf (3.7MB) - MAN Diesel & Turbo SE
- No tags were found...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
PAGE 2 DIE<strong>SE</strong>LFACTS 3/<strong>2008</strong>Continued from front pageThe strategy developed byTimmermann and his team involvesthe relocation of assemblyand testing of engines to thecompany’s plant with deepwateraccess to the sea – Saint-Nazairein France. “This especially entailsengines over 200 tons – principallythe larger vee configuration enginespresently produced at Augsburg– being moved to St. Nazaireand a heavier concentration onparts production at Augsburg,”Timmermann confirms. “This concepthas clear focuses – assemblyof one engine type at one locationonly and for all the needs ofthe entire <strong>MAN</strong> <strong>Diesel</strong> Group, andaligning component machiningand purchasing to the needs of ourworks. <strong>Turbo</strong>charger production isalso included in the concept.DME“The clear focus is on the introductionof lean principles within thewhole production network of <strong>MAN</strong><strong>Diesel</strong>,” notes Dr. Uwe Hansult,head of the Production BusinessUnit. “We have named this processDME, standing for <strong>Diesel</strong> ManufacturingExcellence. Its targets are tosubstantially increase productivity,reduce lead and throughput timesand further enhance on-time deliveryperformance.”With the new concept in place,Augsburg will send completelyknocked down (CKD) kits to theassembly factories within the network,consisting of parts castand machined in Augsburg andbought-in components. “The splitbetween in-house production andbought-in parts is a critical one,”Hansult emphasises. “We havedefined those core components –and activities - we need to maintainand extend our technologicalleadership in the medium-speedengine and large turbochargerbusinesses,” he notes.Core components and globalpurchasing“Our definition of core componentsdirectly mirrors <strong>MAN</strong><strong>Diesel</strong>’s unique position as the onlylarge engine manufacturer with allthe key competences of enginedesign and manufacture in-houseand our desire to maintain thatThe <strong>MAN</strong> <strong>Diesel</strong> Foundry in Augsburg. Electronic hardware and software, fuel injection equipment and turbochargers, inhouse casting and machining of engineframes and cylinder heads have been identified as <strong>MAN</strong> <strong>Diesel</strong> core competencesstatus,” Hansult states. “Fuel injectionand turbocharging are thecentral technologies of combustionengines, while electronics is theenabling technology of advancedinjection and turbocharging.” Whatis not defined as core componentrywill be bought-in – on a globalbasis.Production cells and upgradedmachine parkTo optimise workflows and maximiseproduction at all locations, thewhole machine park will be modernisedand the philosophy of productioncells applied even morerigorously than to date. Machinetools involved in the production ofa specific part or assembly will beregrouped and the machine toolsthemselves brought up to mostmodern status. “This also facilitatesthe move to stepped production atall locations,” Hansult notes.Spares productionTimmermann’s role as head of<strong>MAN</strong> <strong>Diesel</strong> PrimeServ intensifiesthe focus on spares production.”These investments reflect a completechange of policy with regardto spares-production planning.We have moved from assessingspares demand on the basis ofhistoric ordering patterns to a forwardlooking methodology whichtakes account of the record saleslevels we are experiencing. Theneed for spares – present and future– is fully incorporated into ourinvestments. This greatly strengthensour PrimeServ after-sales concept.Fast-track spares“In the aftermarket, speed is asimportant as price in keeping customerssatisfied. Our studies showthat customers primarily go topirates when the OEM is not agileenough. These workshops willbe set up to produce parts overnightfrom bought-in casting andforgings. Complementing this isa command structure which cantake rapid decisions to direct productionto a certain product in thecase of extreme demands fromcustomers.Assembly and testingAll the changes on the componentsside are geared to an ambitiousbut nonetheless realistic target– the 10-day Engine.“Our target is to assemble and testany size of engine at any of our locationsin only 10 days, consistingof six days for assembly and fourfor testing,” Timmermann states.“The innovation which will makethis possible is the move from assemblystands to the building ofengines moving down a productionline on air-cushion vehicles.Components will arrive in time tobe fitted to the engine and in thecorrect sequence. Thereafter, thecompleted engines move to thetest beds. Company-wide, investmentsin new and upgraded testbeds will account for EUR 25 million.This is a summary of a longer articleentitled “<strong>MAN</strong> <strong>Diesel</strong> Invests inManufacturing Excellence“ and isavailable from <strong>MAN</strong> <strong>Diesel</strong>.CKD kit assembly and testing of vee-configuration engines over ca. 200 tons willmove to Saint-Nazaire, France, whose works has deepwater access to the seaDr. Uwe Hansult, Head of the Production BusinessUnit at <strong>MAN</strong> <strong>Diesel</strong><strong>MAN</strong> <strong>Diesel</strong>’s Augsburg works is being modernised and the cell production conceptextendedDr. Stephan Timmermann of <strong>MAN</strong> <strong>Diesel</strong>’s Executive Board,responsible for production, turbochargers and PrimeServ
DIE<strong>SE</strong>LFACTS 3/<strong>2008</strong>PAGE 3PrimeServ Hamburg ReadiesVasco da Gama For New AdventuresFormerly the world’s largest dredger,the “Vasco da Gama” was built by theNordseewerke shipyard in Emden in1999.The following year, service engineersfrom <strong>MAN</strong> <strong>Diesel</strong> PrimeServ,Hamburg, made its <strong>MAN</strong> <strong>Diesel</strong>engine plant ready for delivery toJan de Nul, the famous dredgingspecialists. The Vasco da Gamahas since been involved in manyinteresting dredging operationsall over the world, one notable assignmentbeing the creation of thePalm Islands in Dubai, the artificial,palm tree-like resorts.The Vasco da Gama is poweredby two <strong>MAN</strong> <strong>Diesel</strong> 14V48/60 mainengines with two NA40/S turbochargersmounted upon eachengine. When added to the two<strong>MAN</strong> <strong>Diesel</strong> 8L32/40 gensets andaccompanying NR34S turbochargersalso found onboard, agrand total of 37,060 kW is availablefor operating dredging equipmentand the propulsion plant, allowinga speed of 16.3 knots.In December 2007, Bart Brinckman,Fleet Manager of Jan de Nul, contactedDr. Tilmann Greiner, Headof <strong>MAN</strong> <strong>Diesel</strong> PrimeServ, Hamburgwith the news that an engine-roomfire had caused considerable damageaboard the ship. Dennis Reiker,an electronics engineer withPrimeServ, subsequently visitedthe dredger in Dubai and reportedextensive damage to the enginecontrolroom and electrical equipmentin the engine room itself,especially the main-engine andgenset on the portside.The 8-metre-long control-cabinetsin the engine-control room, housingthe main-engine safety andcontrol systems, as well as theWoodward speed control for themain engines and gensets alsosuffered major damage and requiredreplacement.Powered by two <strong>MAN</strong> <strong>Diesel</strong> 14V48/60 main engines, the Vasco da Gama was the world’s largest dredger when built in 1999Ultimately, it was decided to replacethe engine controls withthe latest <strong>MAN</strong> <strong>Diesel</strong> SACOS99E equipment, while the ship’smanagement also decided torenew the main switchboard,MV- (medium voltage) plant,ship-alarm system and dredgingcontrols, all in all comprising110 kilometres of cabling. Theship’s management also contracteda local shipyard for the core removalof the engine-control roomand its reconstruction, includingPrimeServ Hamburg’s Supt. Eng. Dennis Reiker sorts out 110 km of cablingconstruction of foundations for theswitch cabinets and the laying ofthe engine-room cables.Amazingly, the <strong>MAN</strong> <strong>Diesel</strong> enginessurvived the fire quite wellbut, as a precaution, were dismantledin order to replace any rubbersealing-rings. This task was complicatedby fire-damage incurredby the engine-room cranes, meaningthat engine components had tobe moved using chain blocks.The switch cabinets for the <strong>MAN</strong><strong>Diesel</strong> equipment were ready forinstallation in April <strong>2008</strong>. DennisReiker then replaced all cables andsensors on the portside genset aswell as defective cables and sensorson the portside main-engine.The first genset returned to actionat the beginning of May, with thefirst main-engine following a weeklater, and the remaining two dieselengines resuming service by theend of the month. The controls forthe dredger pump-couplings, jetwater-pump couplings and propeller-shaftcouplings were subsequentlytested and on June 18th,<strong>2008</strong>, exactly six months afterthe devastating fire, the Vasco daGama successfully passed its seatrial.Needless to say, <strong>MAN</strong> <strong>Diesel</strong>PrimeServ, Hamburg met thedeadline stated in its initial quotationfor completion of repairs.While <strong>MAN</strong> <strong>Diesel</strong> PrimeServ washappy to complete another successfulproject, its engineers arelooking forward to hearing futurereports of the next interesting jobthis remarkable dredger is involvedin.Dr. Tilmann Greiner, Head of <strong>MAN</strong> <strong>Diesel</strong> PrimeServ,HamburgFire-damage incurred by the engine-room cranes meant that engine components had tobe moved using chain blocksBart Brinckman, Fleet Manager of Jan de Nul
PAGE 4 DIE<strong>SE</strong>LFACTS 3/<strong>2008</strong>Crude Oil Saves CO 2Fuel flexibility combats greenhouse gasesWith their broad insensitivity to fuelquality, large medium speed dieselengines designed for heavy fueloils (HFO) can cope readily witha wide range of other fuels. Currently,a major emphasis at <strong>MAN</strong><strong>Diesel</strong> is renewable, carbon dioxide(CO 2) -neutral fuels like treatedand untreated plant oils, animalfats, and waste oils – fuels whichcause considerable problemsin high-speed engines with theirmore sensitive injection systems.Accordingly, the company haswon a number of major contractsfor cogeneration plants operatingon these types of fuels in recenttimes.Crude oilsAt a very different point on thefuel-quality spectrum, four-stroke,medium-speed engines from <strong>MAN</strong><strong>Diesel</strong> are well proven in operationon crude oil taken directly fromoil wells and conditioned on site.<strong>MAN</strong> <strong>Diesel</strong>’s crude-oil technologyand experience date back to 1986,since when the company has soldover 65 crude-oil engines of varioussizes to all parts of the world.In an interesting application, twoengines from <strong>MAN</strong> <strong>Diesel</strong> operatingon crude have been saving aLibyan oilfield operator fuel costssince 2005 while also significantlyreducing CO 2emissions on a “wellto wheel basis”.Mabruk oilfieldThe Mabruk oilfield is one of Libya’smost important, producing around17,000 barrels of crude oil per day(2006). It is operated by MabrukOil, formerly known as CompagnieDes Pétroles Total Libye (CPTL)and one of the TOTAL S.A. group’saffiliates operating in Libya.The field’s development startedin 1994 and has required innovativetechnologies like horizontaland multilateral drain drilling toachieve economic productionfrom a tight and complex field. Aspart of plans to double the crudeoiloutput from the Mabruk field, anew power plant was constructedin 2004 and 2005 in the “GOSP”(Gas-Oil Separation Process) areaof the oilfield to supply electricityfor all the oilfield and the associatedcamp. CPTL selected a maincontractor for the extension of thewhole oilfield including the erectionof the new power plant.<strong>MAN</strong> <strong>Diesel</strong>’s scope-of-supplywas two generator sets plus allmechanical and electrical equipmentrequired in the plant. Theconstruction of the power plantlasted 13½ months from contractaward to start of power generation.The Mabruk crude oil power plant is based on two 50-Hz generator sets drivenby <strong>MAN</strong> <strong>Diesel</strong> type 18V32/40 medium-speed engines, each rated 8,640 kW at750 rpmThermal equipment at the GOSP gas-oil separation process area<strong>MAN</strong> <strong>Diesel</strong>’s 18V32/40 engineIt is based on two of the largest,eighteen-cylinder, vee-configurationversions of <strong>MAN</strong> <strong>Diesel</strong>’s wellproven,medium-speed type 32/40engine adapted to burn crude oilfrom the adjacent wells. The two18V32/40 engines each producea mechanical output of 8,640 kW,and drive 50-Hz generators at750 rpm.Interestingly, as well as enablingthe Mabruk oilfield expansion programme,the <strong>MAN</strong> <strong>Diesel</strong> gensetsreplaced smaller gensets runningon distillate fuel-oil which previouslyhad to be transported byroad to the site. As such, the newpower plant is instrumental in savinga considerable quantity of distillatefuel, i.e., the fuel used by theroad tankers delivering the fuel. Interms of greenhouse gases (CO 2),this saving is compounded by theelimination of CO 2emissions associatedwith refining the distillatesconsumed both in the earliergensets and during transportation.Fuel analysisAs a first step in the Mabrukproject, crude oil from the fieldwas analysed by the PetroleumResearch Centre of the LibyanNOC at the Petroleum ResearchCentre in Tripoli. A paraffin-waxcontent of 2.57% by weight wasestablished, pointing to possibleinjection-nozzle blockages. However,tests made at the <strong>MAN</strong> <strong>Diesel</strong>Laboratory in Augsburg confirmedMabruk crude’s suitability for injectionin <strong>MAN</strong> <strong>Diesel</strong> engines.Furthermore, a filtration test revealedparticles of approximately0.1 mm in the crude oil, leading tothe requirement that it be cleanedin centrifugal separator modulesprior to injection.Finally, a flash point of
DIE<strong>SE</strong>LFACTS 3/<strong>2008</strong>PAGE 5Renewable In – Renewable Out<strong>MAN</strong> <strong>Diesel</strong> bio-fuel, co-gen and tri-gen project plants gain popularity in ItalyFollowing the introduction of a systemof “green certificate” incentivespromoting carbon dioxide (CO 2) -neutral,renewable fuels, bio-fuel powergeneration and cogeneration capacitybased on medium-speed enginesis now building up rapidly in Italy.Accordingly, Italy has become amajor market for the Power PlantBusiness Unit at <strong>MAN</strong> <strong>Diesel</strong> <strong>SE</strong> inAugsburg, Germany.With their broad insensitivity tofuel quality, large, medium-speeddiesel engines designed for heavyfuel oils (HFO) cope readily withfuels like treated and untreatedplant oils, animal fats, waste oilsand various blends thereof – fuelswhich cause considerable problemsin high-speed engines withtheir more sensitive injection systems.Thus, large medium speedengines burning bio-fuels are, andwill continue to be, part of the globalwarming solution.Together with specialist partnerfor power generation and cogenerationapplications, TermoindustrialeSpA, based in Alba, <strong>MAN</strong> isinvolved in a number of major cogenerationplants with a combinedelectrical output of some 40 MW.The fuel used is, initially, palm oilbut this can be replaced with onlyminor modifications by blends ofjatropha oils as supplies becomeavailable. Rapeseed oil is used forengine start-up and shutdown.Cereal DocksAlready on line is a 5.2-MW tri-generationplant at Camisano Vicentinoin Northern Italy, roughly midwaybetween Padua and Vicenza.The plant is operated by the CerealDocks animal-feed company andbased on two gensets powered by<strong>MAN</strong> <strong>Diesel</strong>’s nine-cylinder, inlinetype 9L27/38 engines, each ratedThe Cereal Docks tri-generation plant is based on two 2.6-MW gensets driven by nine-cylinder inline <strong>MAN</strong> <strong>Diesel</strong> type9L27/38 bio-fuel engines. The <strong>MAN</strong> <strong>Diesel</strong> fuel specification covers a wide range of renewable fuels including treated anduntreated plant oils, animal fats, waste oils and various blends2.6 MW (electrical) for palm-oiloperation.The plant operates in grid-parallelbaseload mode and also producesaround 5.2 MW of recoveredheat for industrial processes. In a“tri-generation” arrangement, therecovered heat is used both asprocess heat and feeds absorptionchillers for processes requiringrefrigeration.Renewable in, renewable outLike a number of recent <strong>MAN</strong> <strong>Diesel</strong>bio-fuel engine projects, includingthe waste-oil cogenerationplant in Fritzens, Austria, the CerealDocks plant uses part of theDelivery of the 18V32/40 bio-fuel genset to the I.G.I. company’s food processing plant at Palomonte near Naplesheat recovered from the engine toproduce a further CO 2-neutral renewablefuel. In this case, steam at12 bar produced from the exhaustgases of the 9L27/38 engines isused in the production of biodieselat an adjacent factory run bya sister company of Cereal Docks.Furthermore, industrial cogenerationfacilities based on <strong>MAN</strong><strong>Diesel</strong>’s plant-oil engine plants aredue to come online in <strong>2008</strong>.These include an installation at theworks of the IGI company at Palomonte,near Naples, which processesvegetable oils into feedstockfor the European food industry. Itwill operate a single baseload,grid-parallel genset based on the18-cylinder, vee-configuration versionof <strong>MAN</strong> <strong>Diesel</strong>’s well-proventype 32/40 engine. The 18V32/40genset is rated 8.3 MW (electrical)and will produce a roughly equivalentamount of thermal energy forprocesses at the foodstuffs plant.Organic Rankine cycleAt the Oxon chemical plant nearPavia, a pair of 8.3 MW (electric)-rated, 18V32/40-powered gensetswill likewise operate in grid-parallel,baseload mode. Recovered heatwill be used in an organic Rankinecycle (ORC) to produce energy forvarious chemical processes.Urea-based SCR and oxicatAll the bio-fuel power and cogenerationplants supplied by <strong>MAN</strong><strong>Diesel</strong> and partner Termoindustrialeinclude selective catalytic reduction(SCR) to control emissions ofoxides of nitrogen (NO x). The SCRsystems use urea as the reducingagent and incorporate a downstreamoxidation catalyst to eliminateammonia slip.All the bio-fuel plants supplied by <strong>MAN</strong> <strong>Diesel</strong> and partner Termoindustrialeinclude selective catalytic reduction to control NO x. The SCR systems use ureawith a downstream oxidation catalyst to handle ammonia slipPower house at the Cereal Docks works in Camisano Vicentino in Northern Italy. In a “renewable in, renewable out”arrangement, heat recovered from <strong>MAN</strong> <strong>Diesel</strong> type 9L27/38 bio-fuel engines is used as process heat in an adjacent biodieselplant belonging to a sister company of Cereal Docks
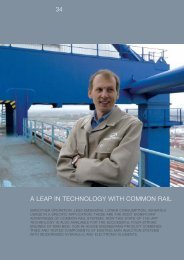
PAGE 6 DIE<strong>SE</strong>LFACTS 3/<strong>2008</strong>Propulsion Trends In Container Vessels<strong>MAN</strong> B&W super-long stroke S80 and S90 engine types gain in popularityNew research paper by Birger Jacobsen,Sr. Research Engineer, <strong>MAN</strong> <strong>Diesel</strong>,Copenhagen gives a clear perspectiveof the modern market.Container vessels, tankers andbulk carriers are the three largestgroups of vessels within the merchantfleet and, therefore, marketsegments that deserve great attention.The amount of cargo shipped bycontainers has particularly increasedover the last fifteen years,as have the number and size ofcontainer vessels. The largest containerships delivered today are ofabout 15,500 TEU at 171,000 dwt,based on the scantling draught.Container ships of up to 22,000TEU can be expected in the futurewhose propulsion-powerrequirement may reach some100 MW/136,000 bhp, whenoperating at 25 knots. Propellerscan be built that absorb such highpowers, but single-screw vesselsalone are therefore consideredhere, being the cheapest and mostefficient solution.The purpose of the paper is toillustrate the latest ship particularsused for modern containerships and determine their impacton propulsion-power demand andmain-engine choice, using the latest<strong>MAN</strong> B&W two-stroke engineprogramme as a basis.Definition and Development ofContainer Vessels:Container-ship sizeThe size of a container ship willnormally be stated by means of themaximum number of twenty-footequivalent unit (TEU) -sized containersit is able to carry. A ship’sdimensions depend on the numberof containers placed abreast ondeck and in the hold.The maximum number of TEUcontainers to be transported is animportant marketing parameter forthe container vessels. Therefore,the cargo capacity used todayby most yards and shipowners isequal to the maximum number ofTEU boxes that can be stacked onthe container ship.Development in ship sizeThe reason for the success of thecontainer ship is that containerisedshipping is a rational way oftransporting most manufacturedand semi-manufactured goods.Containerisation has led to anincreased demand for transportationand, thus, for further containerisation.The commercial use of containersstarted in the 1950s with sizesincreasing since. The maximumsize of container ships has rapidlyincreased from 6,600 TEU in 1997up to 15,500 TEU in 2006-2007.In the future, ultra large containervessels carrying up to 22,000TEU may be expected. However,there is still a strong demand forsmall feeder and coastal containerships with capacities of less than2,800 TEU, which account for approx.56% of the number of shipsdelivered in the last decade (seeFig. 1).New products for containershipsThere is almost no limit to thetype of commodities that can betransported in a container and/ora container ship. This is one of thereasons why the container shipmarket is expected to grow fasterthan world trade and the economyin general.High-efficiency S80/90 enginesCurrent, high fuel prices have concentratedattention on producingefficient propulsion systemsThe amount of cargo shipped by containers has particularly increased over the last fifteen years, as have the number andsize of container vessels. The largest container ships delivered today are of about 15,500 TEU at 171,000 dwt(including bigger propellers) toreduce fuel costs. This means thata reduced propeller/engine speedis optimal as the propeller andtwo-stroke main engine are directlycoupled.Today, some container ships havebeen ordered with two-strokemain engines with a relatively lowengine speed, as for example the<strong>MAN</strong> B&W super-long stroke S80and S90 engine types, normallyused for bulk carriers and tankers,instead of the short-stroke K80and K90 engine types.Number of teudelivered per year1.4 m14,501 -- (ULCV)Relative propulsionpower needed%1201.2 m10,001 -- 14,500 (New Panamax)5,101 -- 10,000 (Post-Panamax)11025 knots refer to 100%relative propulsion power1.0 m2,801 -- 5,100 (Panamax)1,001 -- 2,800 (Feeder)Up to 1,000(Small)100900.8 m800.6 m700.4 m60500.2 m400196019621964196619681970197219741976197819801982198419861988199019921994199619982000200220042006Year30181920212223242526KnotShip speedFig. 1: Year of container-ship deliveries (number of TEU)Fig. 2: Relative propulsion power needed for a large container vesselshown as a function of ship speed
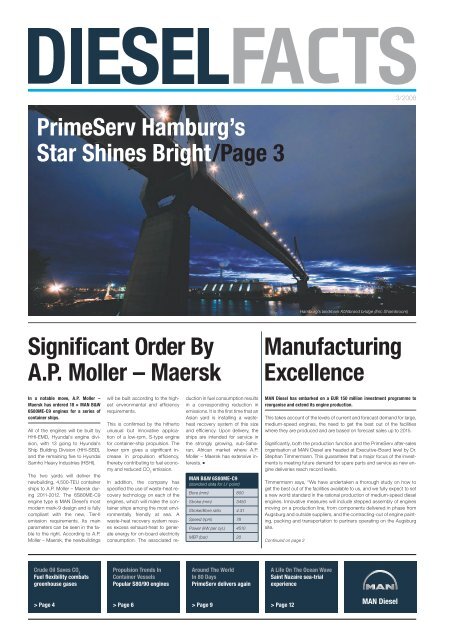
DIE<strong>SE</strong>LFACTS 3/<strong>2008</strong>PAGE 7Container Ship Classes:The fleet in general todayThe world container fleet consistsof some 4,272 ships (January<strong>2008</strong>) with a combined capacityof close to 11.8 million TEU. Thelargest container ships delivered(January <strong>2008</strong>) have a capacity ofapprox. 15,500 TEU.Depending on the TEU-size andhull dimensions, container vesselscan be divided into the followingmain classes:Small feeder (14,500 TEU)These have a breadth greater than48.8 m and an overall length ofover 365.8 m. Until now, only a fewhave been built.Container Ship Market:Distribution of the existing containerfleetToday (January <strong>2008</strong>), the existingfleet of container ships totals approx.4,300 ships. About 66% ofthese are small or feeder containerships. Panamax vessels accountfor 22% and large ships (Post-Panamax, New Panamax, ULCVs)account for 12% of the fleet.Distribution of container shipson orderMany ships currently on order areof the New Panamax size andwhen such large container shipsare ordered, more feeder containerships are accordingly alsoordered.Year and age of container shipdeliveriesAbout 33% of the current containerfleet has been delivered withinthe last five years. Average lifetimeis 25 years or more.Average Ship Particulars as aFunction of Ship Size:Average design ship speed V desFor ships larger than approx. 5,500TEU, average speed is 25.0 knots,but lower for smaller ships. However,because of the considerableincrease in fuel prices over the lastfew years, the design ship speedmight be lower in the future, or theapplied ship speed in service reduced.Ship speed-dependent powerdemand of a large containervesselFig. 2 shows the relation betweenpower and ship speed for a typical,modern Post-Panamax containervessel.Frictional, eddy and air resistancesare proportional to ship speedin second power, as is wave resistancein the lower ship speedrange. Therefore, when reducingship speed, the power requirementis reduced substantially.Today, and in view of increasingfuel prices, some operators areconsidering reducing the servicespeed of both new and existingcontainer vessels.Propulsion Power Demand as aFunction of Ship Size:Propulsion SMCR powerdemand of container vesselsThe graph in Fig. 3 shows theSMCR power needed for propulsionof an average container ship.Quite surprisingly, it seems as ifthere is a maximum design limit of9.0 kW/TEU, which is not exceededfor the average container ship’sdesign. For container ships largerthan 5,500 TEU, the average shipspeed used is 25.0 knots, whereasship speed is lower for smallerships, which means that the maximumlimit is not exceeded.Relative main engine operatingcosts per TEU boxThe relative operating costs perTEU for container ships largerthan 5,500 TEU are found usingthe 5,500-TEU ship as measuringstick. For a 16,000-TEU containership, the main engine operatingcosts per TEU will be approx. 40%lower than that of a 5,500-TEUcontainer ship.Propulsion Power Demand ofAverage Container Vessels as aFunction of Ship Speed:When the required ship speed ischanged, the required SMCR powerchanges too and other main-engineoptions can be selected.If, for a required speed, the nominalMCR power needed for a givenmain engine is too high, it is possibleto derate the engine. Thiswould result in a lower specific fuelconsumption.Therefore, it could be an advantagein some cases, in view of today’shigh fuel prices, to select ahigher engine mark-number or usean extra cylinder and then deratethe engine.Propellers for Large, singlescrewContainer Ships:The building of larger containerships with single-screw hulls is thecheapest possible solution, bothwith regard to investment andoperating costs (see Fig. 4).Therefore, propeller manufacturersare doing their utmost to producea feasibly large propeller forcurrent and future large containerships, as suitable main enginesare already available in the form of<strong>MAN</strong> B&W K98 engine types.<strong>MAN</strong> B&W K108 types have alsobeen proposed but will mostlikely be replaced with higher-ratedK98 types, designated <strong>MAN</strong>B&W K98ME9 and <strong>MAN</strong> B&WK98ME-C9, respectively.The approximate relationship betweenthe weight (finished), diameter,engine/propeller speed andpropulsion SMCR power for a sixbladedpropeller on a single-screwcontainer ship is shown in Fig. 4.This indicates that an <strong>MAN</strong> B&W14K98ME7 with a nominal MCRof 87,220 kW at 97 r/min wouldneed a propeller diameter of about9.8 m with a finished weight ofabout 135 t.In conclusionThe current <strong>MAN</strong> B&W two-strokeengine programme is well suited tomeet the main engine power requirementfor the container shiptypes and sizes that are expectedto emerge in the foreseeable future,irrespective of whether themarket demands container shipsdesigned for a lower ship speedthan normally used caused by theincreased fuel prices.This article is a summary of a paperwritten by Birger Jacobsen,Senior Research Engineer, <strong>MAN</strong><strong>Diesel</strong>, Copenhagen, which isavailable from <strong>MAN</strong> <strong>Diesel</strong> upon request,or can be downloaded fromwww.mandiesel.com.Birger Jacobsen, Senior Research Engineer, <strong>MAN</strong> DIesel CopenhagenSMCR SMCR power powerkW kW120,000 120,000100,000 100,00080,000 80,000Post-Panamax Post-PanamaxNew NewPanamax PanamaxULCVULCV+1.0 knot +1.0 knotAverage Average design designship speed ship speed-1.0 knot -1.0 knotPropeller Propeller diameter diametermm mm11,000 11,000Six-bladed Six-bladedpropellers propellers10,000 10,00094 r/min 94 r/minWeight Weight of ofpropeller propellerton ton200 200104 r/min 104 r/min 180 18060,000 60,000Panamax PanamaxFeeder Feeder40,000 40,000Small SmallSMCR Power SMCR is Power isinclusive inclusive of: of: 15% sea 15% margin sea margin 10% engine 10% engine margin margin9,000 9,0008,000 8,000Diameter DiameterWeight Weight16014012016014012020,000 20,0007,000 7,00094 r/min 94 r/min1001006,000 6,000104 r/min 104 r/min80800 00 0 5,000 5,00010,000 10,000 15,000 15,000Size of Size ship, of max ship, number max number of teu of capacity teu capacity20,000 20,000 teu teu60,000 60,000 80,000 80,000 100,000 100,000kW kWSMCR SMCR power powerFig. 3: Propulsion SMCR power demand of an average container vesselFig. 4: Propellers for large, single-screw container ships
PAGE 10 DIE<strong>SE</strong>LFACTS 3/<strong>2008</strong>PrimeServ FrederikshavnCleans Its Act UpNew cleaning house represents first step in service-centre renewalIncreased activity in its service, repair,and reconditioning departmentshas tested the current capacity of<strong>MAN</strong> <strong>Diesel</strong> PrimeServ Frederikshavnfor some time now.As a result, the hub’s opening ofa new cleaning house is welcomenews and will relieve some of thepressure that customer demandhas placed on this busy PrimeServThe new cleaning house in Frederikshavnservice centre. The new cleaninghouse eliminates some proceduralbottlenecks with its more efficienthandling and preparation of incomingparts.This relates especially to Prime-Serv’s ‘EMC Pit Stop’ and reconditioningcontracts that involve anincreasingly large volume of circulatedkey components. Thesecan now be performed within theshortest possible turnaround time.Frederikshavn has also addressedits working environment withinwhich it has made significant improvements.In creating morespace and modernising equipment,the service centre is betterable to handle large engine componentsthat can now be lifted withinternal cranes with a capacity ofup to 20 tons. It has also introduceda double-shift system thatis immune to the vagaries of the localweather conditions, which wasnot the case in the past.Additionally, the rigs for manualdry cleaning and grinding are nowequipped with powerful exhaustsystems that extract foreign particlesfrom above and below components.Further cleaning equipmentis also due for upgrade nextyear, while a new, ultrasonic cleaningsystem is being planned alongwith a larger hot-water/chemicalwashing machine.Service Centre Denmark has abroad range of competencies andis capable of performing nearly alltypes of repair, overhaul and reconditioningjobs within the areasof:two- and four-stroke enginesmarine gensetsstationary power plantspropulsion systemsreduction gearsCP propellerscontrol and manoeuvringsystemsturbochargersIn the next two phases of its renewalplan, Frederikshavn plans toconstruct a new workshop andstock room, as well as extendingand generally refurbishing itsCirculated key components can nowbe reconditioned in short turnaroundtimesadministration building. The resultwill be a service centre that is wellprepared to meet any after-saleschallenge the future might bring.Efficiency Propelled Ever UpwardsFrederikshavn hub makes Scandlines vessels more cost-effectiveIn times of rising fuel costs, such asthe world is currently experiencing,ship operators look at a multitudeof options in an attempt to improvetheir vessels’ performance andreduce operating costs.Scandlines Denmark, the ferrycompany, contacted <strong>MAN</strong> <strong>Diesel</strong>PrimeServ Frederikshavn recentlyfor support and advice regardingthree of its vessels, and the Danishhub responded quickly. As aresult, PrimeServ Frederikshavnhas now signed a significant contractwith Scandlines to exchangethe existing propeller blades onthe three vessels with modernreplacements.The ships’ existing propeller systemis 20 years old and the bladessomewhat outdated in modernterms. With today’s technology,<strong>MAN</strong> <strong>Diesel</strong> can design propellerblades with a much higher efficiencysuch that a 5-7 % reductionin fuel consumption is possible. Inview of current oil prices, this representsa huge budgetary saving.As a solution, <strong>MAN</strong> <strong>Diesel</strong>Frederikshavn’s design departmenthas developed a new bladedesign for the three ships in question.Each vessel comes with twinpropellerpropulsion and diametersranging from 3.2 to 3.8 metres. Inpractical terms, this representsa lot of work but, thanks to Frederikshavn’squick response andpre-booking of capacity, the firstblades are already scheduled fordelivery by March 2009.There is great potential in the upgradingand conversion of propellerblades and engines because ofhigh fuel prices and the long deliverytimes typically required for newequipment.As an example of this, the “SouthernExplorer”, owned by RieberShipping in Norway, was recentlyconverted from a containerfeeder to a seismic vessel merelyby installing new blades and AlphaAHT nozzles. This solutionenabled the operator to keep theexisting main engines (2 × type8L23/30A) and saved a lot ofexpense and time.Conversion from marine diesel toheavy or alternative fuels is also apossibility. In addition, <strong>MAN</strong> <strong>Diesel</strong>Frederikshavn regularly receivestechnical queries about vibrationsor cavitations, which it addressesby adjusting the propulsion configuration(gear ratio). To handlethis growing market, theFrederikshavn centre has recentlyincreased its number of staff.Scandlines ferry M/F “Ask”The new, optimised blade design
DIE<strong>SE</strong>LFACTS 3/<strong>2008</strong>PAGE 11<strong>MAN</strong> <strong>Diesel</strong> Wins Further, MajorPower Plant in PakistanFour-stroke, power-generation success<strong>MAN</strong> <strong>Diesel</strong> <strong>SE</strong>, based in Augsburg,Germany, has signed a contract coveringthe supply of all the equipmentfor a second large diesel-enginepower station in Pakistan.The company states that its contractis worth around EUR 150million and involves the constructionon a “turnkey basis” of a plantwhich will produce over 200 MW ofelectrical power at Narowal in theLahore region.The customer is the Hub PowerCompany (HUBCO), one of theleading independent power providers(IPP’s) in Southeast Asiaand the largest in Pakistan.<strong>MAN</strong> <strong>Diesel</strong>’s local subsidiary inPakistan, <strong>MAN</strong> <strong>Diesel</strong> (pvt) Ltd. willbe responsible for the supply of localgoods and services, the companystates.The Narowal plant is based on 11of the largest, 18-cylinder, veeconfigurationversions of the mostpowerful four-stroke engine in <strong>MAN</strong><strong>Diesel</strong>’s stationary power-generationprogramme, the type 48/60B.The engines will burn heavy fuel oil(HFO) and will operate in a dieselcombinedcycle arrangement.In a total electrical capacity of213.6 MW, the output of the 11gensets based on <strong>MAN</strong> <strong>Diesel</strong>type 18V48/60B engines is complementedby a steam-turbinegenerator driven by steam raisedfrom the engine exhaust gases.A typical large, multi-engine power plant using <strong>MAN</strong> <strong>Diesel</strong> type 18V48/60B heavy fuel engines in a diesel-combinedcycle set-upThe plant is due to go on grid atthe end of March 2010. With thiscommissioning schedule, theNarowal plant will start generationaround a year after a 225-MWfacility contracted to <strong>MAN</strong> <strong>Diesel</strong> in2007 and already taking shape atSheikhupura, also near Lahore.ScandinavianExpansion<strong>MAN</strong> <strong>Diesel</strong> PrimeServ has opened anew service centre in Gothenburg.The centre, in Sweden’s secondcity, had its official opening recentlywith a well-attended ceremonyand will service the full spectrum of<strong>MAN</strong> <strong>Diesel</strong> marine engines – bothtwo- and four-stroke. It has alreadysecured a significant number ofservice contracts in what has beena good start to business.The new premises consist of officespace adjacent to a 1,200-m 2workshop that includes an 8-toncrane to cater for heavy loads.PrimeServ Gothenburg occupiesa prime location by Älvsborgsbron,Gothenburg’s landmark suspensionbridge. The bridge connectsthe north and south of the city andlies close to its inner and outer harbours,which combine to form thelargest seaport in Scandinavia.<strong>MAN</strong> <strong>Diesel</strong> has had a presence inGothenburg since 1953 and thenew service centre is a continuationof this long tradition. UlfBackström, Managing Director ofPrimeServ Gothenburg, said:“We’re really excited about developmentsin Gothenburg and, ofour current 21 employees, 15 havebeen employed just within the lastsix months. I’m confident that thismixture of youthful energy and olderexperience will stand <strong>MAN</strong><strong>Diesel</strong> PrimeServ in good stead.”He also promised that the company’sexpansion in Gothenburg isnot yet finished and that plans toemploy even more staff are in thepipeline.Exterior view of the new addition to the PrimeServ network with the renownedÄlvsborgs bridge visible in the background
DIE<strong>SE</strong>LFACTS 3/<strong>2008</strong>A Life On The Ocean WaveDavid Pauvert, service engineer (controland automation) with <strong>MAN</strong> <strong>Diesel</strong>PrimeServ, Saint-Nazaire, reports onhis recent experience of sea trials.<strong>MAN</strong> <strong>Diesel</strong> France has been displayingits skills in the naval sectorwith the recent commissioning ofa series of 12PA6B STC Pielstickengines on four naval frigates.PrimeServ engineers were fullyinvolved in assisting customersfrom the onboard assembly andchecking of the control system toboth the harbour and final seatrials.Four Horizon-class frigateswere ordered, two each by theFrench Navy – the “Forbin” and“Chevalier Paul” – and the ItalianNavy – the “Andrea Doria” and“Caio Duilio”. The vessels are all153 m long with a displacement ofabout 6,000 tons and a top speedof 29 knots, while the two <strong>SE</strong>MTPielstick 12PA6B STC dieselengines at 5,900 hp each allow acruising speed of 18 knots.Sea trials typically begin early in themorning and can last up to a fewdays, depending on the individualyard. Before a vessel participatingin such a trial leaves harbour, allpassengers must register and readthe relevant safety instructions. Inthe event that the trial is scheduledto last a number of days, they arealso assigned cabins, creating theperfect opportunity for non-sailorsto experience life on the oceanwave.The conditions and facilities aboarda naval frigate are a world apartfrom that of a standard cruise ship,but Horizon-class cabins providecomfortable lodging for up to fourpeople with wide bunks and ensuitewashing facilities as standard.Although everything has beencarefully checked during harbourtrials, a service engineer is alwaysnaturally wary of the unexpectedand tends to question whetheranything has been forgotten beforestarting engines for the seatrial. Furthermore, because ofthe nature of STC (Sequential<strong>Turbo</strong> Charging) engines, the firstchange-over from 1TC to 2TC onboard and back again is also acrucial moment as improper operationcan quickly cause damageto the turbochargers.(From top, from left to right) 12PA6B STC Pielstick engine aboard the Andrea Doria; Glorious sunset during the Andrea Doria’s sea trial (©Marine Nationale/FranckSeurot); Officers’ cabin aboard the Forbin; PrimeServ engineer David Pauvert at work aboard the Chevalier Paul; David Pauvert aboard the Andrea Doria; Illustrationof the Forbin (Design, Yannick Le Bris) [Unless stated otherwise, all pictures David Pauvert]Fortunately, sea trials usually gosmoothly but the service engineermust always be available toanswer customer questions (fromboth yard and navy staff) and todetect and correct small, technicalissues that could potentially leadto bigger problems if not dealt withon the spot.Another service-engineer functionis to check that the general engineperformance is satisfactory by recordingthe parameters at differentloads and informing the crewwhen problems arise. The remotecontrol system is one example ofequipment that often needs someinitial adjustment and which canlead to engine overloads if notmonitored.Besides the work in hand, mealtimes represent important momentsduring naval sea-trialsas they give a rhythm to the dayand represent an occasion forpersonnel to relax and socialisewith customers and other serviceengineers. Generally speaking,shipyards ensure that the foodis fresh and of a good standard.Modern warships are more likesubmarines in that daylight is veryrare so, when the testing scheduleallows it, it is nice to be able tohave a look outside, to breathe insome cool sea air, and even availof the opportunity to see somenice, coastal scenery or a beautifulsunset.Taking part in a sea trial is alwaysa big challenge as the work of thehundred or so people aboard reliesto a great part on the vessel’s enginesoperating optimally. Furthermore,for those who are prone toseasickness, it can be tough whenthe weather is bad, especially iftechnical problems arise simultaneously.In any case, a serviceengineer’s life at sea is alwaysmore tiring than life on shore, butis also an interesting and rewardingexperience, especially whenthe crew is finally satisfied with itsvessel and propulsion system.For further information<strong>MAN</strong> <strong>Diesel</strong>Group Marketingdieselfacts@mandiesel.comwww.mandiesel.comSee <strong>Diesel</strong>Facts onlinewith video clips at:www.mandiesel.com/dieselfactsPublisher:Peter Dan PetersenGroup Marketing Communication<strong>MAN</strong> <strong>Diesel</strong>