Control of low-pressure carburizing processes - Stange Elektronik ...
Control of low-pressure carburizing processes - Stange Elektronik ...
Control of low-pressure carburizing processes - Stange Elektronik ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
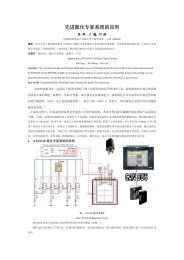
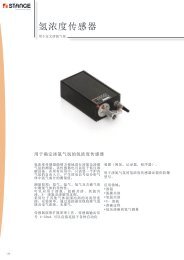
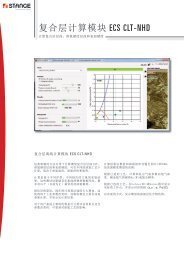
<strong>Control</strong> <strong>of</strong> <strong>low</strong>-<strong>pressure</strong> <strong>carburizing</strong> <strong>processes</strong>H. Altena 1 , F. Schrank 1 . S. Heineck 21 Aichelin Ges.m.b.H. Mödling, Austria2 <strong>Stange</strong> <strong>Elektronik</strong> GmbH. Apfelstädt, GermayPresent <strong>low</strong>-<strong>pressure</strong> <strong>carburizing</strong> is controlled by computer optimized treatment programs. Up to now no<strong>carburizing</strong> process in-situ control was possible. This restricts process monitoring and quality control.Insufficient <strong>carburizing</strong> by non-optimized gassing or too <strong>low</strong> gas amounts could not be recognized orcorrected during the process.The development <strong>of</strong> a <strong>low</strong>-<strong>pressure</strong> <strong>carburizing</strong> sensor that determines the degree <strong>of</strong> reaction <strong>of</strong>acetylene by measurement <strong>of</strong> H 2 concentration in the furnace hot zone is reported. It is shown that the H 2concentration depends significantly on batch surface area, loading density, treatment temperature andgas f<strong>low</strong> rate. The developed correlations permit <strong>low</strong>-<strong>pressure</strong> <strong>carburizing</strong> process monitoring as well asprocess control.For the first time for <strong>low</strong>-<strong>pressure</strong> <strong>carburizing</strong> an in-situ monitoring <strong>of</strong> the pyrolysis reaction is possible bythe introduction <strong>of</strong> a <strong>low</strong>-<strong>pressure</strong> sensor. This represents substantial progress in quality control <strong>of</strong> <strong>low</strong><strong>pressure</strong><strong>processes</strong>. Furthermore through H 2 measurement results can be controlled from the reaction atthe component surface, also <strong>carburizing</strong> problems can be recognized and/or avoid by process control.The results <strong>of</strong> this comprehensive study are presented and the actual state <strong>of</strong> development discussed.1. IntroductionSince ISO 9000 implementation quality awareness and quality control became more important and arenow essential in all fields <strong>of</strong> heat treatment. Compliance within narrow tolerances throughout the wholeproduction process, beginning with material composition up to heat treatment, is required for modernproduction <strong>processes</strong>. For case hardening the fol<strong>low</strong>ing customer requirements must be fulfilled:- Narrow heat treatment tolerances(Surface C, C pr<strong>of</strong>ile, case depth, core strength)- Reproducibility <strong>of</strong> treatment result- Low surface layer mechanical damage- Low heat treatment distortion- Process control and documentation- Low heat treatment costsLow-<strong>pressure</strong> <strong>carburizing</strong> <strong>processes</strong> can fulfil a lot <strong>of</strong> these requirements and became an alternativesolution to conventional gas <strong>carburizing</strong> over the past years.The "vacuum <strong>carburizing</strong>" disadvantages in the 150 - 600 mbar <strong>pressure</strong> range was overcome by<strong>carburizing</strong> in the mbar range as well as changed system technology [1]. While the new technology wasused rather quickly in France, it was <strong>of</strong>ten touched with scepticism in German-speaking countries.page 2 <strong>of</strong> 11www.stange-elektronik.de