

Khảo sát ảnh hưởng của tỉ lệ vật liệu gia cường đến tính chất vật liệu composite lai trên nền polyme
https://app.box.com/s/mo021dey3shjcgqtlyv2ofoqm2p3dndk
https://app.box.com/s/mo021dey3shjcgqtlyv2ofoqm2p3dndk

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
34<br />
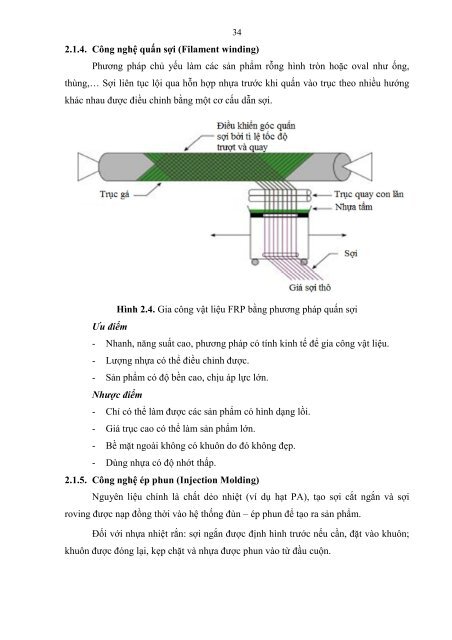
2.1.4. Công nghệ quấn sợi (Filament winding)<br />
Phương pháp chủ yếu làm các sản phẩm rỗng hình tròn hoặc oval như ống,<br />
thùng,… Sợi liên tục lội qua hỗn hợp nhựa trước khi quấn vào trục theo nhiều hướng<br />
khác nhau được điều chỉnh bằng một cơ cấu dẫn sợi.<br />
Hình 2.4. Gia công <strong>vật</strong> <strong>liệu</strong> FRP bằng phương pháp quấn sợi<br />
Ưu điểm<br />
- Nhanh, năng suất cao, phương pháp có <strong>tính</strong> kinh tế để <strong>gia</strong> công <strong>vật</strong> <strong>liệu</strong>.<br />
- Lượng nhựa có thể điều chỉnh được.<br />
- Sản phẩm có độ bền cao, chịu áp lực lớn.<br />
Nhược điểm<br />
- Chỉ có thể làm được các sản phẩm có hình dạng lồi.<br />
- Giá trục cao có thể làm sản phẩm lớn.<br />
- Bề mặt ngoài không có khuôn do đó không đẹp.<br />
- Dùng nhựa có độ nhớt thấp.<br />
2.1.5. Công nghệ ép phun (Injection Molding)<br />
Nguyên <strong>liệu</strong> chính là <strong>chất</strong> dẻo nhiệt (ví dụ hạt PA), tạo sợi cắt ngắn và sợi<br />
roving được nạp đồng thời vào hệ thống đùn – ép phun để tạo ra sản phẩm.<br />
Đối với nhựa nhiệt rắn: sợi ngắn được định hình trước nếu cần, đặt vào khuôn;<br />
khuôn được đóng lại, kẹp chặt và nhựa được phun vào từ đầu cuộn.














