Thermal Spray - ASM International
Thermal Spray - ASM International
Thermal Spray - ASM International

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
TSSSM<br />
<strong>ASM</strong> <strong>Thermal</strong> <strong>Spray</strong> Society<br />
An Affiliate Society of <strong>ASM</strong> <strong>International</strong> ®<br />
Your <strong>Thermal</strong> <strong>Spray</strong><br />
Information Partner<br />
February 2009<br />
Volume 4 • Issue 1<br />
I N T E R N A T I O N A L<br />
<strong>Thermal</strong> <strong>Spray</strong> &<br />
Surface Engineering<br />
TM<br />
THE OFFICIAL NEWSLETTER OF THE <strong>ASM</strong> THERMAL SPRAY SOCIETY<br />
Low Pressure<br />
Cold <strong>Spray</strong><br />
of WC<br />
Research at<br />
Xi’an Jiaotong<br />
University<br />
Preview of<br />
ITSC ’09<br />
Symposia<br />
2008 TSS Achievements<br />
Industry News<br />
JTST Highlights<br />
tss.asminternational.org<br />
ss.asminternational.org
FEBRUARY 2009 • Volume 4 • Issue 1<br />
8 Low Pressure Cold <strong>Spray</strong>ing of<br />
Tungsten Carbide Composite<br />
Coatings<br />
11 Application Note: Metal <strong>Spray</strong>ed<br />
Corrosion Protection for LPG Bottles<br />
12 <strong>Thermal</strong> <strong>Spray</strong> Research Activities<br />
at Xi’an Jiaotong University<br />
Departments<br />
2 Editorial<br />
4 Industry News<br />
6 <strong>ASM</strong> <strong>Thermal</strong> <strong>Spray</strong> Society News<br />
18 JTST Highlights<br />
Dense, hard tungsten<br />
carbide composite coatings<br />
were deposited by cold<br />
spraying carbide particles<br />
that had been coated with<br />
either aluminum or copper.<br />
A robust thermal spray<br />
research program resides<br />
at the <strong>Thermal</strong> <strong>Spray</strong><br />
Laboratory in the State Key<br />
Laboratory for Mechanical<br />
Behavior of Materials at<br />
Xi’an Jiaotong University in<br />
China.<br />
Editor Christopher C. Berndt<br />
Associate Editors Robert Gansert<br />
William Jarosinski<br />
Managing Editor Eileen De Guire<br />
Art Director Barbara L. Brody<br />
Production Manager Joanne Miller<br />
Publisher Joe Zion<br />
National Account Manager<br />
Kelly Thomas, CEM.CMP<br />
Materials Park, Ohio<br />
tel: 440/338-1733<br />
e-mail: kelly.thomas@asminternational.org<br />
<strong>Thermal</strong> <strong>Spray</strong> Society<br />
Executive Committee<br />
Mitchell Dorfman, President<br />
Peter Hanneforth, Immediate Past President<br />
Charles Kay, Vice President<br />
William Lenling, Secretary/Treasurer<br />
Thomas S. Passek, Executive Director<br />
About the cover<br />
A Centerline SST low-pressure cold<br />
spray robotic gun mounted on a<br />
standard robot arm deposits aluminum<br />
on an aluminum A319 cast engine head.<br />
Picture is courtesy of CenterLine<br />
Windsor Ltd., Windsor, Ontario, Canada.<br />
<strong>International</strong> <strong>Thermal</strong> <strong>Spray</strong> & Surface Engineering<br />
1<br />
TM<br />
is published quarterly by <strong>ASM</strong> <strong>International</strong> ® ,<br />
9639 Kinsman Road, Materials Park, OH 44073;<br />
tel: 440/338-5151; www.asminternational.org.<br />
Vol. 4, No. 1. Copyright© 2009 by <strong>ASM</strong> <strong>International</strong> ® .<br />
All rights reserved.<br />
The acceptance and publication of manuscripts in<br />
<strong>International</strong> <strong>Thermal</strong> <strong>Spray</strong> & Surface Engineering does<br />
not imply that the editors or <strong>ASM</strong> <strong>International</strong> ® accept,<br />
approve, or endorse the data, opinions, and conclusions<br />
of the authors. Although manuscripts<br />
published in <strong>International</strong> <strong>Thermal</strong> <strong>Spray</strong> & Surface<br />
Engineering are intended to have archival significance,<br />
author’s data and interpretations are frequently<br />
insufficient to be directly translatable to specific design,<br />
production, testing, or performance applications<br />
without independent examination and verification<br />
of their applicability and suitability by professionally<br />
qualified personnel.<br />
iTSSe<br />
ADVANCED MATERIALS & PROCESSES/FEBRUARY 2009 47<br />
TM
GUEST<br />
EDITORIAL<br />
TSS 2008 Achievements<br />
and Direction<br />
With the close of 2008, I want to thank all the dedicated volunteers and <strong>ASM</strong> staff that have worked very hard to<br />
make TSS a very strong and successful affiliate society of <strong>ASM</strong>.<br />
The year 2008 saw many positive accomplishments as we tried to move technology and awareness of thermal<br />
spray into new markets and regions in order to develop and grow new memberships that are sustainable. Below<br />
is a review of some of the TSS achievements, as well as what we need to work on in the upcoming year.<br />
iTSSe<br />
2<br />
Technology Transfer: 2008 saw TSS involved in three<br />
events! We supported the German Welding Society,<br />
DVS, with ITSC 2008 in Maastricht and developed two<br />
topical events. The goal of the topical events was to<br />
reach out to specific market and technology sectors.<br />
One event was the TSS Aerospace Symposium in Hartford,<br />
Connecticut; the other was the Reliability and Consistency<br />
Symposium in Montreal, Canada. See article<br />
on page 8 for a summary of the specific accomplishment<br />
of the TSS Aerospace Symposium. The <strong>ASM</strong>-TSS<br />
Best Practices Manual for Events was signed off by the<br />
<strong>ASM</strong> Events Manager and TSS Programming Committee,<br />
and approved by the TSS Board.<br />
Creation of a Certification Committee: In 2008, the TSS<br />
Board voted for the creation of a TSS Certification Committee<br />
that will be populated in 2009. Details will be<br />
worked on in 2009, but the idea is to have an accredited<br />
certification program for operators. The goal is to<br />
have this implemented by 2011, and to determine what<br />
other programs are already available in order to minimize<br />
the amount of effort required by certification members.<br />
Mr. Luc Pouliot of TECNAR Automation Ltd. has agreed<br />
to become chair of this committee.<br />
Student Board Member Program: In 2008, the TSS<br />
Board voted for the inclusion of a TSS Student Board<br />
Member to be added to the TSS Board in 2009. The<br />
Nominating Committee, chaired by Peter Hanneforth, is<br />
working on the implementation of this strategy. This follows<br />
the strategy implemented on the <strong>ASM</strong> level.<br />
iTSSe Newsletter: 2008 saw the creation of a new editorial<br />
team. This team is presently headed by Professor<br />
Chris Berndt and two new additions, Dr. Robert Gansert<br />
and Mr. William Jarosinski, with staff support from Eileen<br />
De Guire. The main focus of iTSSe will be on application<br />
success in TSS and commercial information from<br />
around the world. It was agreed to also transfer general<br />
news from JTST to iTTSe.<br />
Journal of <strong>Thermal</strong> <strong>Spray</strong> Technology (JTST): 2008 saw<br />
a new editorial chair for JTST from Prof. Chris Berndt to<br />
Dr. R. C. (Tuck) Tucker. Tuck will be working closely with<br />
Springer, Christian Moreau, and his team to continually<br />
improve and expand the market and distribution of JTST.<br />
Today, JTST sees 5 editions per year. The fifth edition<br />
has anywhere from 60-80 specially selected ITSC papers<br />
included.<br />
TSS Training Committee: P. Mohanty took over the chair<br />
of the TSS Training Committee. He is supported by Dr.<br />
Jeganathan (Karthi) Karthikeyan, as the TSS Board<br />
Mentor, and Pam Kleinman of <strong>ASM</strong>. Under his leadership,<br />
the Training Committee is looking at new educational<br />
and training courses to support the career development<br />
of young professionals. ITSC 2009 will see<br />
the creation of new classes on soft factors, such as team<br />
building, which is critical to the success of organizations<br />
and individuals. The Training Committee is also looking<br />
at updating older videos into DVDs.<br />
Environmental, Health & Safety Issues: Guidelines for<br />
the Use of Personnel Protection Equipment (PPE) in<br />
<strong>Thermal</strong> <strong>Spray</strong>ing was developed by the Safety Committee<br />
and added to the TSS website in 2008. Other<br />
documents already seen on the website include 1) Safety<br />
Guidelines for Performing Risk Assessment, 2) OSHA<br />
Final Standard on Hexavelent Chromium, 3) Safety<br />
Guidelines for Handling and Use of Gases in <strong>Thermal</strong><br />
<strong>Spray</strong>ing, and 4) <strong>Thermal</strong> <strong>Spray</strong> Booth Design Guidelines.<br />
All five of these guidelines were placed on a CD<br />
and distributed to attendees at the two topical events<br />
held this fall and will be distributed at ITSC 2009. Practical<br />
Learning Series for Safety / Handling and Documentation<br />
are also seen on the TSS website.<br />
United Nations of <strong>Thermal</strong> <strong>Spray</strong> and Ambassadors:<br />
This list has been expanded to not only include formal<br />
organizations but individuals from around the world that<br />
can support our TSS mission to expand TSS markets<br />
and the dissemination of technology. This unofficial committee<br />
can support TSS marketing efforts for informing<br />
organizations from around the world on TSS products<br />
and services.<br />
Industrial Advisory Council (IAC): The TSS Board and<br />
IAC met at ITSC 2008. IAC’s concerns centered around<br />
48 ADVANCED MATERIALS & PROCESSES/FEBRUARY 2009
event programming. The feeling was that ITSC was too<br />
frequent and not beneficial for its members when run<br />
every year. The benefit to industry relative to cost spent<br />
was not satisfactory. Thom Passek responded, based<br />
on the opinion of the TSS Executive Board and that of<br />
our event partner, DVS, that an ITSC event is needed<br />
every year for the following reasons: 1) a change to a two<br />
year rotational format would result in ITSC being in one<br />
region every 6 years, and this would open up competition<br />
from other organizations in the event business; and<br />
2) financially, this would be a major problem for TSS and<br />
DVS. The TSS Executive Board, however, did understand<br />
IAC’s concerns. The TSS Executive Board, along<br />
with DVS, are working on new and creative ways to address<br />
the issues. One approach is the growth of market<br />
and technology programming. Topical events would<br />
provide greater market outreach and networking to industry<br />
and government. ITSC events will see new and<br />
creative programming ideas.<br />
TSS Strategy and Vision: TSS Board discussed Vision<br />
and Strategy at the October 2008 Board meeting. Committee<br />
chairs will receive a summary of the critical issues<br />
facing the TSS industry and how the various TSS committees<br />
can work together to help address these issues.<br />
Committees will see this summary early 2009. The goal<br />
of the committee chairs will be to review this information,<br />
and develop and implement an action plan on how<br />
to satisfy the vision and strategy of the TSS Board.<br />
TSS Board Requirements: The TSS Board reconfirmed<br />
the need for all TSS Board members to be able to attend<br />
all TSS Board meetings and conference calls. In addition,<br />
all TSS Board members need to be <strong>ASM</strong> as well as<br />
TSS members. The next TSS Board meeting will be a<br />
conference call on March 11, 2009.<br />
Future Needs and Directions ~ How Do We Get There?<br />
As TSS President, it is my expectation that the TSS Executive Board will work closely with the various committees<br />
and TSS Board members to: help recruit new committee members; work with the MM&O Committee to increase<br />
membership to a sustainable level of 1,500 members by the end of 2010; support<br />
the establishment of the Certification Committee, with targeted implementation by end of<br />
2010; support the Web Sub-Committee of MM&O to improve the TSS website; help establish<br />
improved global outreach through the United Nations of <strong>Thermal</strong> <strong>Spray</strong> (UNTS) and<br />
improve the marketing initiative with <strong>ASM</strong>; increase IAC to 7-8 members; and improve the<br />
budgeting process between TSS Committee volunteers and <strong>ASM</strong> staff.<br />
Sincerely,<br />
Mitchell R. Dorfman<br />
President, <strong>ASM</strong> <strong>Thermal</strong> <strong>Spray</strong> Society<br />
<strong>Thermal</strong> <strong>Spray</strong> Society<br />
now accepting<br />
board nominations<br />
The terms of four current members of the <strong>ASM</strong><br />
<strong>Thermal</strong> <strong>Spray</strong> Society board will expire in October<br />
2009. The <strong>ASM</strong> TSS nominating committee is currently<br />
seeking nominations to fill these four positions.<br />
In accordance with the TSS Rules of Governance, the<br />
nominating committee is particularly seeking nominees<br />
for four directors from the academic, user, service, international,<br />
and government/research communities.<br />
Nominations, however, are welcome from all segments<br />
of the thermal spray community.<br />
Nominees must members of the <strong>ASM</strong> <strong>Thermal</strong> <strong>Spray</strong><br />
Society and must be endorsed by five TSS members.<br />
Board members whose terms are expiring may be eligible<br />
for nomination and possible re-election on an<br />
equal basis with any other nominee. Nominations must<br />
be received no later than May 15, 2009.<br />
Instructions and nomination forms are available at<br />
http://tss.asminternational.org. Please address questions<br />
to Sarina Pastoric at 440/338-5151 ext. 5513 or<br />
email sarina.pastoric@asminternational.org.<br />
ADVANCED MATERIALS & PROCESSES/FEBRUARY 2009 49<br />
SM<br />
iTSSe<br />
3
INDUSTRY NEWS<br />
Cold <strong>Spray</strong> Military Standard Approved<br />
A new military standard for cold spray was approved by the Department of the Army<br />
in August 2008. Department of Defense Manufacturing Process Standard: Materials Deposition,<br />
Cold <strong>Spray</strong> (MIL-STD-3021), was developed by the Center for Cold <strong>Spray</strong> at<br />
the U.S. Army Research Laboratory at Aberdeen Proving Ground in Maryland. Mr. Richard<br />
Squillacioti of the ARL Specifications and Standards Office, received input for the document<br />
from dozens of experts representing private industry, academia, the DOD, and laboratories<br />
from all over the world.<br />
The purpose of the standard was to establish manufacturing process controls for cold<br />
spray. The term “cold spray” has been used to describe this process because both the temperature<br />
of the powder-laden gas jet and the temperature of the powder material are low<br />
enough to prevent a phase change in the deposit or substrate. The gas jet temperatures are<br />
well below the melting thresholds of most engineering materials. This allows the process<br />
to be used to apply deposits on a wide variety of substrates such as alloys, ceramics, and<br />
plastics. Moreover, the deleterious effects of oxidation, evaporation, and tensile residual<br />
stresses are avoided.<br />
The standard was required because the cold spray deposition process is significantly<br />
different from conventional thermal spray coating technologies such as high velocity oxyfuel<br />
(HVOF), detonation gun, plasma spray, flame spray, and arc spray. Some of these differences<br />
are the surface preparation requirement, application criteria, equipment, and operating<br />
parameters.<br />
The standard will allow applications of cold spray to be more easily adopted and implemented<br />
into the DOD and into the commercial sector. The distribution of this document<br />
is unlimited domestically and internationally.<br />
For more information: Contact Victor K. Champagne; e-mail: vchampag@arl.army.mil;<br />
or Dr. Matthew Trexler; e-mail: matthew.trexler @arl.army.mil; Web:www.arl.army.mil.<br />
Pre-Coated SOFC Interconnector by Sandvik<br />
Sandvik Surface Technology (Sandviken, Sweden) is launching new interconnector<br />
materials for use in solid oxide fuel cell (SOFC) technology, which combine<br />
excellent high temperature corrosion resistance with good surface<br />
conductivity.<br />
Carefully controlled chemical composition of the steel strip,<br />
with the addition of molybdenum and niobium, improves the material’s<br />
high temperature strength and oxidation resistance. A cobalt<br />
coating reduces the electrical resistance and minimizes chromium evap-<br />
oration, resulting in an extremely low degradation rate in fuel<br />
cell applications and, thus, extended operational life. Because<br />
the material is gas tight, thin plates within the fuel cell can<br />
be used. The interconnector is designed to closely mimic the<br />
expansion of ceramic materials used in SOFCs. Customized<br />
applications can be accommodated.<br />
Fabricated using normal industrial strip production routes<br />
and coated in a continuous process, the steel strip is fully<br />
recyclable. www.smt.sandvik.com/surftech.<br />
Sandvik Sanergy HT utilizes<br />
normal industrial strip<br />
production routes; the<br />
coating is applied by<br />
Sandvik Surface Technology<br />
in a continuous<br />
process for use in solid<br />
oxide fuel cell technology.<br />
Raymor Aerospace Gains AS 9100 Certification<br />
SE Techno Plus, a division of Raymor Aerospace, Raymor Industries Inc.(Boisbriand,<br />
Quebec, Canada), a developer and producer of single-walled carbon nanotubes, nanomaterials,<br />
and advanced materials, has received AS 9100 certification for its operations, which<br />
Nordson Opens<br />
Industrial<br />
Coating<br />
Customer Lab in<br />
China<br />
Nordson Corporation (Westlake,<br />
Ohio) has invested nearly half a<br />
million dollars in global upgrades<br />
to their industrial coating customer<br />
demonstration labs in 2008. The<br />
company recently inaugurated<br />
their new customer lab near<br />
Shanghai, China with events and<br />
training for industry partners and<br />
customers. In addition to the recent<br />
opening in China, Nordson’s<br />
Industrial Coating & Automotive<br />
Systems group has upgraded many<br />
of its laboratory and demonstration<br />
facilities worldwide.<br />
The Chinese facility operates as<br />
a Center of Excellence to demonstrate<br />
Nordson’s capabilities to<br />
customers in the appliance, automotive,<br />
container, nonwovens,<br />
electronics, furniture and wood assembly,<br />
life science, packaging,<br />
powder and liquid painting,<br />
product assembly, and semiconductor<br />
industries. In addition to<br />
investments in China, Nordson<br />
recently invested in upgrades<br />
to lab facilities in Germany,<br />
India, and Mexico.<br />
Nordson Corporation is a producer<br />
of precision dispensing<br />
equipment that applies adhesives,<br />
sealants, and coatings to a broad<br />
range of consumer and industrial<br />
products during manufacturing operations.<br />
The company also manufactures<br />
equipment used in the<br />
testing and inspection of electronic<br />
components as well as technologybased<br />
systems used for curing<br />
and surface treatment processes.<br />
www.nordson.com.<br />
consists of the manufacturing, repair, and precision grinding of aerospace and industrial components. The AS 9100 certification<br />
of the division’s quality system is another major milestone and a prerequisite in becoming an approved supplier to the major aerospace<br />
original equipment manufacturers (OEMs). With this certification, coupled with the AS 9100 and NADCAP certifications<br />
achieved by its <strong>Thermal</strong> <strong>Spray</strong> Coating division, Raymor Aerospace can supply thermal spray coating services to the aircraft<br />
landing gear industry in the aerospace sector. Raymor Aerospace intends to add more processes in order to provide the landing<br />
gear OEMs with a “one-stop shop” for coating, grinding, surface treatment, and testing.<br />
AS 9100 is an ISO 9001 based set of standards that addresses the stringent quality requirements of the aerospace industry, from<br />
commercial aviation to defense. Certification against AS 9100 standard requirements can be applied to virtually any area of the<br />
aerospace industry throughout the entire supply chain. It covers areas such as design and manufacture of equipment, aircraft ac-<br />
iTSSecessory<br />
supply, replacement parts, supply and maintenance, overhaul and repair services. www.raymor.com.<br />
4<br />
50 ADVANCED MATERIALS & PROCESSES/FEBRUARY 2009
A Nearly Perfect Antireflection Coating for Silicon Solar Energy<br />
A Rensselaer Polytechnic Institute team led by physics professor,<br />
Dr. Shawn-Yu Lin, has developed a new antireflective<br />
coating that boosts the amount of sunlight captured by solar<br />
panels and enables absorption across the solar spectrum from<br />
nearly any angle.<br />
An untreated silicon solar cell only absorbs 67.4% of the incident<br />
sunlight; nearly one-third of the sunlight is reflected away<br />
and not harvestable. The unharvested light is wasted energy and<br />
a barrier to widespread adoption of solar power. A silicon surface<br />
treated with Lin’s new nanostructured antireflective coating<br />
absorbed 96.21% of the incident sunlight, thus, only 3.79% of<br />
the sunlight was reflected and unharvested. This huge gain in<br />
absorption was consistent across the entire spectrum of sunlight,<br />
from UV to visible light to infrared.<br />
The new coating stacks seven layers in such a way that each<br />
Nanostructured<br />
antireflection<br />
coating for solar<br />
cells. Credit:<br />
Rensselaer/<br />
Shawn Lin<br />
layer enhances the antireflective properties of the layer below<br />
it. The layers also help “bend” the sunlight to an angle that augments<br />
the coating’s antireflective properties. Each layer not only<br />
transmits sunlight, it also helps to capture any light that otherwise<br />
may have been reflected off the layers below.<br />
The seven layers, each with a height of 50-100 nm, are made<br />
up of silicon dioxide and titanium dioxide nanorods positioned<br />
at an oblique angle. Each layer functions similar to a dense forest<br />
where sunlight is “captured” between the trees. The nanorods<br />
were attached to a silicon substrate via chemical vapor disposition.<br />
According to Prof. Lin, the new coating can be affixed to<br />
nearly any photovoltaic materials, including III-V multi-junction<br />
and cadmium telluride. www.rpi.edu<br />
PAS Technologies Facility<br />
Receives NADCAP Coatings<br />
Accreditation<br />
The North Kansas City facility of PAS Technologies Inc.<br />
(Kansas City, Mo.) has received accreditation by NADCAP in<br />
accordance with SAE Aerospace Standard AS7003 for its coating<br />
services. The facility’s quality management system is also certified<br />
to the ISO 9001:2000 and AS 9100 quality specifications.<br />
The NADCAP quality accreditation is in the specialty areas of<br />
coatings, chemical processing, heat treating, nondestructive<br />
testing, and surface enhancement including shot peening, peen<br />
forming, and glass bead peening. www.pas-technologies.com.<br />
ADVANCED MATERIALS & PROCESSES/FEBRUARY 2009 51<br />
INDUSTRY NEWS<br />
iTSSe<br />
5
TSS News<br />
Symposium Covers the Needs<br />
of Aerospace <strong>Thermal</strong> <strong>Spray</strong> Researchers and Practitioners<br />
More than 170 thermal spray engineers, scientists and pracings, as well as new equiptitioners<br />
from the U.S., Canada, Japan, Germany, Switzerland ment technologies that<br />
and Israel gathered last October to discuss new thermal spray have shown the ability to<br />
technologies for aerospace applications.<br />
add cost savings while re-<br />
Held on Oct. 15-16 in Hartford, Conn., the 2008 Aerospace ducing production times.<br />
Coatings Symposium was organized by the <strong>ASM</strong> <strong>Thermal</strong> <strong>Spray</strong> Among the topics dis-<br />
Society (TSS) to bring together decision makers throughout the cussed were:<br />
aerospace coatings supply chain. Materials and equipment sup- • The potential techpliers,<br />
coating applicators, system integrators, engine manufacnical benefits of nanosturers,<br />
airlines, and service providers were represented. tructured MCrAlY and en-<br />
“The aerospace thermal spray market is a € 2 billion per year gineered coatings for<br />
market with roughly three quarters of this business in coating TBC’s and ceramic abrad-<br />
services and finishing,” said Dr. Markus Heusser, Sulzer Metco ables,<br />
(US) Inc.<br />
• New materials tech-<br />
The symposium featured keynote presentations from across<br />
the specialty of aerospace coatings:<br />
Dr. William Brindley, Rolls-Royce Corporation, discussed<br />
the need for engine manufacturers to be proactive in the design<br />
of surface engineered coatings. This implies robust manufacnology<br />
in TBC’s with A large audience at one of five key-<br />
reduced thermal conducnote addresses. Keynote speakers<br />
were William Brindley, Rolls Royce;<br />
tivity and high tempera-<br />
Marc Froning, BASF Surface Techture<br />
ceramic abradables nologies; Markus Heusser, Sulzer<br />
without tip coatings, Metco; Christian Moreau, NRC<br />
turing, upfront engineered solutions to problems, accurate<br />
testing, and characterization.<br />
• Emerging technologies<br />
such as cold spray<br />
Canada; Andrew Bordick, Pratt &<br />
Whitney.<br />
Dr. Markus Heusser, Sulzer Metco, discussed the four mega- and precursor plasma spraying,<br />
trends of lower fuel consumption and emissions, just-in-time • CMAS and its effect on coating life (as temperature increases,<br />
production, cost of ownership, and the implications of proper new problems need to be addressed),<br />
behavior on the aerospace industry – and how thermal spray • EH&S issues, including the replacement of hard chrome<br />
technology can contribute and how to get more out of equip- plating with carbide containing materials, and the need for high<br />
ment and material suppliers.<br />
quality systems requirements.<br />
Marc Froning, BASF Surface Technologies, discussed the re- The second technical track was designed primarily to reach<br />
quirements imposed by OEMs and government on quality stan- thermal spray practitioners such as operators, technicians, and<br />
dards, and EH&S issues today compared to past years. process engineers. The session’s highlights included EH&S<br />
Andrew Bordick, Pratt and Whitney ACE, provided his per- topics; the <strong>ASM</strong> <strong>International</strong> lifelong learning and education<br />
spective on the need to understand human behavior in the work program focused on operator certification for the thermal spray<br />
place in order to improve job performance and quality. industry.<br />
Dr. Christian Moreau, NRC Canada, discussed how sensors Presenters discussed every aspect of the thermal spray process,<br />
and controls can result in more reliable coatings. “Output spray including part cleaning, masking, coating, mechanical and met-<br />
process parameters are critical and more important in underallurgical inspection, and process control.<br />
standing coating reliability than input spray parameters,” he The final part of the technical program featured a Technology<br />
said. The control of substrate temperature as well as techniques<br />
for coating characterization and NDE were also<br />
discussed.<br />
The symposium’s technical program, comprised<br />
of more than 35 presentations, was<br />
uniquely structured to provide a technical focus<br />
for scientists and engineers in one track, and for<br />
applications-related personnel in another.<br />
The track for scientists and engineers gave attendees<br />
an overview of key materials, equipment,<br />
and process technologies being investigated for<br />
the aerospace industry. Key designers voiced<br />
their views on critical issues that they would like<br />
to see addressed in the years ahead.<br />
Trends panel discussion, where attendees heard industry leaders<br />
Participants indicated their high interest in After a networking reception in the exhibitor area, attendees enjoyed dinner and<br />
iTSSeprocess<br />
control and reliability of aerospace coat-<br />
6<br />
conversation.<br />
52 ADVANCED MATERIALS & PROCESSES/FEBRUARY 2009
present their visions of future thermal spray equipment<br />
developments. Following the panel, 35 participants<br />
attended a plant tour of BASF Catalysts<br />
LLC-Surface Technology’s East Windsor plant.<br />
The tour included BASF’s R&D spray booth, heat<br />
treating capabilities, metallography lab, and robotic<br />
production coating cells.<br />
A total of 17 tabletop exhibits provided additional<br />
opportunities for symposium participants<br />
to learn more about the latest advances in thermal<br />
spray technology. Participants viewed the latest<br />
available products and services for nearly the complete<br />
thermal spray coating process, from masking<br />
through testing. Exhibitors included suppliers of<br />
gases, masking materials, job shops, equipment<br />
and material suppliers and industry consultants.<br />
A tabletop display manned by the host <strong>ASM</strong> Hartford Chapter<br />
was also on display.<br />
To complete the learning experience, a specially designed<br />
seminar on Materials and Processes for High Temperature Gas<br />
Turbine Components was led by instructor Dr. Donald Boone<br />
of BWD Turbines Limited. The seminar focused on surface<br />
modification processes that are critical to the aerospace industry,<br />
and provided an effective complement to the technical program,<br />
A lively panel discussion on technology trends facing the industry. Panelists from<br />
the left are Paul Zajchowski, Pratt & Whitney; Daniel Godin, Sermatech Intl.; Dave<br />
Somerville, Southwest Aeroservice; Ray Sinatra, Rolls-Royce.<br />
panel discussions and exhibits provided by the symposium.<br />
“The success of the Aerospace Coatings Symposium reflects<br />
our commitment to improving programming quality that addresses<br />
the needs of industry, government and academia,”<br />
Dorfman said. “As the world’s thermal spray information resource,<br />
the <strong>ASM</strong> <strong>Thermal</strong> <strong>Spray</strong> Society looks forward to continuing<br />
to provide symposia and technical events that will benefit<br />
the global thermal spray industry.”<br />
Solicitations for Student Members to the TSS Board<br />
Following the model of the <strong>ASM</strong> Board of Trustees Student Member Program, the <strong>ASM</strong> <strong>Thermal</strong> <strong>Spray</strong> Society is initiating<br />
a Student Board Member program to add two new positions to the board. Nominations for candidates are now being<br />
solicited and are due by March 1, 2009.<br />
Young people are the future of the Society. TSS values the input and participation of these young people at all levels of<br />
activity. Participation already exists at the technical program level and the TSS Board wants to hear more of what you have<br />
to say and contribute.<br />
Eligibility<br />
Students must be a registered undergraduate or graduate during the 2009-2010 academic year, studying or involved in<br />
research in an area closely related to the field of thermal spray technology.<br />
To apply, submit an application package consisting of:<br />
• Current resume/CV<br />
• Two-page essay (typed and double-spaced in English) addressing your interest in participating in the program<br />
including:<br />
• What experiences led to your interest in the program?<br />
• What qualities, characteristics and skills do you possess that will make you a strong candidate to serve as a Student<br />
Representative on the TSS Board?<br />
• What do you hope to learn/gain from this program?<br />
Students also must submit two letters of recommendation from faculty.<br />
Applications will be reviewed by the TSS Nominating Committee, which will forward recommendations to the TSS Board<br />
for approval. Selected participants will be notified by May 1, 2009, and they will begin their non-renewable and non-voting,<br />
one-year term as Student Representatives on the TSS Board of Directors at its spring 2009 meeting in Las Vegas, Nevada.<br />
The Student Representatives must attend one regularly scheduled TSS Board meeting held in the U.S. each year, with expenses<br />
for travel, hotels, and meals paid for by <strong>ASM</strong>-TSS, and must participate in two interim TSS Board teleconferences.<br />
Student Representatives will receive a one-year complementary membership (worth $25) in Material Advantage, the program<br />
that provides student membership of <strong>ASM</strong>, TMS, AcerS, and AIST.<br />
This is a tremendous opportunity for leadership training. It also is a unique, first-hand way to experience how a Board of<br />
Directors functions and makes decisions.<br />
Please send your application package by mail to <strong>ASM</strong> <strong>International</strong>, Attn: Megan Herrmann, 9639 Kinsman Rd.,<br />
Materials Park , OH 44073-0002 or via email at megan.herrmann@asminternational.org. iTSSe<br />
7<br />
ADVANCED MATERIALS & PROCESSES/FEBRUARY 2009 53
Low Pressure Cold <strong>Spray</strong>ing<br />
of Tungsten Carbide<br />
Composite Coatings<br />
J. Wang, J. Villafuerte<br />
CenterLine (Windsor) Ltd., Windsor, ON, Canada<br />
are used<br />
extensively for wear<br />
WC-Cocoatings<br />
resistance applications.<br />
The hard WC phase provides wear resistance while<br />
the cobalt binder increases toughness. The recent implementation<br />
of regulations, such as the EU’s Regulation of<br />
Hazardous Substances (RoHS), to eliminate the environmental<br />
impact of hexavalent chromium during traditional<br />
chromium plating processes has opened new applications<br />
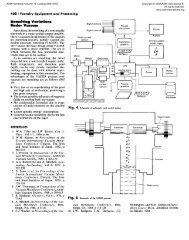
Figure 1 — Low-pressure cold spray system.<br />
for WC-Co coatings. Currently, WC-Co hard coatings replacing low pressure cold spray system is illustrated in Figure 1.<br />
electrolytic hard chrome (EHC) coatings are sprayed by high One characteristic of low pressure cold spray is the mixing<br />
velocity oxyfuel (HVOF). Cold spray processes can mitigate of a percentage of ceramic particles into the metal powder to in-<br />
the possibility of WC-Co coating imperfections like cracks, crease the bond strength and density of the metallic deposits.<br />
blisters, and/or delaminations associated with HVOF process Although a portion of hard particles is left dispersed in the metal<br />
effects such as oxidation, decarburization, thermal expansion matrix, the mechanical properties of the resulting deposit are<br />
mismatch, and undesirable metallurgical transformations. not enough to provide adequate abrasion resistance. <strong>Spray</strong>ing<br />
mixtures that are primarily ceramic, such as WC-Co, using low<br />
Cold spraying<br />
pressure cold spray technology has proven particularly chal-<br />
Low pressure cold gas-dynamic spraying (low pressure cold lenging. Evidence suggests that the presence of a minimum<br />
spray) is a unique low temperature spraying process in which volume percent of ductile species is necessary for kinetic bonding<br />
the spray materials are not melted in the spray gun; instead they to occur. Attempts to spray hard materials by mixing them with<br />
are kinetically deposited on the substrate at low temperatures. ductile species (such as aluminum, zinc, and copper) have met<br />
Adhesion of the deposit is achieved through solid state bonding with limited success.<br />
as particles are accelerated towards the substrate at supersonic An alternative to mixing powders is to modify the surface<br />
speeds. As the first particles impact the substrate, they shatter chemistry of the powders. Chemical vapor deposition (CVD),<br />
the surface oxides and eject them from the bonding surface. Par- electroplating, and electroless plating are techniques that can<br />
ticle velocity control is critical for successful adhesion. When be used to modify the surface chemistry of metallic and non-<br />
the right critical velocity for a substrate/particle combination is metallic powders. Ductile metals such as copper and aluminum<br />
reached, there is a momentary high interfacial pressure at the can be deposited on the surfaces of individual non-metallic par-<br />
impact site that allows the atomic structures to come into intiticles, such as tungsten carbide. A ductile layer on the tungsten<br />
mate contact. Subsequent particle collisions at the critical ve- carbide particles may improve the ability to cold spray these<br />
locity cause the new particles to plastically deform, compact the materials while increasing the volume fraction of the hard phase<br />
already attached particles, and bond to the previously formed in the as-sprayed deposit. Incorporating a higher volume frac-<br />
layer. When particle velocity is too low, the particles simply tion of hard phase in the deposit could improve wear and abra-<br />
bounce off the substrate. If the particle velocity is too high, sion resistance of the deposits.<br />
the particles pulverize on impact.<br />
At Centerline, a study was undertaken to evaluate the feasi-<br />
Key advantages of low pressure cold spray include portability of cold spraying surface modified tungsten carbide powbility<br />
and low operating cost. Unlike traditional thermal ders. The microstructure and mechanical properties of the com-<br />
spraying processes there are no thermal effects such as oxidaposite coatings resulting from surface particles were compared<br />
tion, distortion, residual stresses, and/or metallurgical trans- with similar coatings produced by mixing of the precursor powformations.<br />
The process performs the functions of grit blast,<br />
spray coating, and shot peening in a single operation so a finders<br />
using traditional powder blending techniques.<br />
ished surfacing coating can be applied quickly and consistently. Feedstock powders<br />
Also, the deposits are fully dense and exhibit exceptional A number of commercially pure powdered materials were<br />
bonding strength. Mechanical and/or metallurgical bonding is used in this study, including aluminum (-325 mesh, Atlantic<br />
possible due to extensive and localized plastic deformation re- Equipment Engineers, USA), copper (-325 mesh, Acupowder<br />
iTSSesulting<br />
from high velocity particle impact. A schematic of a<br />
8<br />
<strong>International</strong> LLC, USA), and tungsten carbide (14-25 um, Buf-<br />
54 ADVANCED MATERIALS & PROCESSES/FEBRUARY 2009
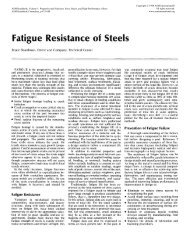
(a)<br />
Figure 2 — Microstructure of cold sprayed (a) aluminum-coated WC and (b) coppercoated<br />
WC.<br />
(a)<br />
Figure 3 — Microstructure of composite coatings produced from mixtures of (a)<br />
WC-30wt % pure aluminum powder and (b) WC-30wt % pure copper powder.<br />
(b)<br />
(b)<br />
Figure 4a — The macro-hardness of the coatings<br />
from aluminum-coated WC powder and Al-WC<br />
blends.<br />
Figure 4b — The macro-hardness of the coatings<br />
from copper-coated WC powder and Cu-WC<br />
blends.<br />
falo Tungsten Inc, USA). The feedstock particles and compotion and particle surface morphologies resulting from the CVD<br />
sitions used in the study are listed in Table 1. The Al-WC and process were not significantly better than was achievable through<br />
Cu-WC blends were produced by mechanical mixing of metallic mechanical mixing of the powders. Therefore, electroplating<br />
and ceramic powders.<br />
was selected as the preferred method to deposit copper on tungsten<br />
carbide particles. After electroplating, the carbide particles<br />
Table 1— Cold spray feedstocks and hard phase contents showed round edges indicating a uniform coating. Microstruc-<br />
Feedstock<br />
Cu-coated WC<br />
WC composition (wt%)<br />
80<br />
tural observations of cross-sections of selected copper-coated<br />
particles confirmed the presence of a uniform and continuous<br />
layer of copper around these particles.<br />
Cu-WC blend-1 20<br />
Cu-WC blend-2<br />
Al-coated WC<br />
Al-WC blend-1<br />
40<br />
70<br />
20<br />
Composite coatings<br />
A Centerline SST portable low pressure cold spray system<br />
was employed to produce the composite coatings. A convergent-divergent<br />
(de Laval) round-section nozzle was used with<br />
Al-WC blend-2 40<br />
an expansion ratio of 6.4 and divergent section length of<br />
Al-WC blend-3 70<br />
120mm. The substrate materials were 1018 carbon steel and<br />
6061 aluminum; they were grit blasted with 80-grit alumina<br />
Tungsten carbide particles were coated with aluminum via a prior to spraying. Table 2 summarizes the cold spraying process<br />
proprietary chemical vapor deposition (CVD) process. Wet parameters.<br />
coating methods are not feasible because of the high activity of<br />
aluminum. SEM inspection revealed that the aluminum did not Table 2 — Cold spray process parameters<br />
deposit homogeneously over the surfaces of the WC particles. Carrier gas Compressed air<br />
Rather, sub-micron and micron sized aggregated clusters of aluminum<br />
spheres were observed on the carbide particles. EDX<br />
analysis on the spheroids confirmed that the clusters were aluminum.<br />
The presence of aluminum as sub-micron spheres was<br />
expected to decrease the amount of aluminum available on the<br />
Carrier gas temperature,<br />
carbide surfaces, even though the overall aluminum content may<br />
have conformed to the nominal composition.<br />
The proprietary CVD technique also was used to deposit<br />
copper on WC particles. However, the copper phase distribu-<br />
9<br />
ADVANCED MATERIALS & PROCESSES/FEBRUARY 2009 55<br />
o C ( o F)<br />
Carrier gas pressure, MPa (psi)<br />
Standoff distance, mm (in.)<br />
375-540 (705-1005)<br />
0.5-0.6 (80-90)<br />
15 (0.6)<br />
Al-coated and Cu-coated WC feedstock powders were successfully<br />
cold sprayed, and typical microstructures of the composite<br />
coatings are shown in Figure 2. The addition of a layer of<br />
soft metal around the carbide particles appeared to provide suf-iTSSe
iTSSe<br />
ficient surface with the necessary ductility to stimulate solid<br />
state particle-to-substrate and particle-to-particle bonding. The<br />
powders behaved similar to a regular soft metal powder on cold<br />
spraying. The volume percentage of dispersed carbide in the deposit<br />
was estimated at 55% for both Al-coated and Cu-coated<br />
powders. The coating resulting from the Al-coated WC feedstock<br />
appeared to have the carbide phase well dispersed within<br />
a pure aluminum matrix.<br />
For comparison, Al-WC and Cu-WC blends with three different<br />
weight fractions of WC powder (20wt%, 40wt% and<br />
70wt%) were cold sprayed using the same spraying system<br />
and process parameters (Table 2). The microstructures of<br />
deposits resulting from Al-WC and Cu-WC powder blends<br />
are shown in Figure 3. The volume fraction of carbide phase<br />
retained in the metal matrix reached a plateau that could be<br />
well below the amount of carbide present in the original metal-<br />
WC blend. For example, the maximum amount of carbide<br />
phase retained in the Al-70 wt% WC feedstock deposit was<br />
about 30 vol%. For Cu-70 wt% WC feedstock, the maximum<br />
amount of carbide retained was higher, about 65 vol%. In both<br />
cases, the carbide was not homogeneously dispersed in the<br />
matrix.<br />
Hardness measurements indicated higher hardness values for<br />
cold spray deposits produced from metal coated carbide feedstock<br />
compared to cold spray deposits produced from metalcarbide<br />
powder blends (Figure 4a, 4b). This was attributed to<br />
better dispersion of the carbide phase in the aluminum or copper<br />
matrix produced from metal-coated carbide feedstock as well<br />
as possibly less porosity.<br />
This study demonstrated that metal coating of tungsten<br />
carbide feedstock is an effective means to cold spray otherwise<br />
unsprayable materials, such as pure tungsten carbide.<br />
Chemical vapor deposition of aluminum produced discontinuous<br />
clusters of sub-micron metal spheres on the carbide<br />
surfaces, however, the feedstock was still cold sprayable<br />
and produced enhanced coatings. Electroplating is more effective<br />
than CVD for coating WC particles suitable for cold<br />
spraying.<br />
The deposits fabricated from coated particles were characterized<br />
by a high percentage of well dispersed, retained carbide<br />
phase, and low porosity. These characteristics yielded hardness<br />
values higher than equivalent deposits produced from traditional<br />
metal-ceramic blends.<br />
This work was partly funded by National Research Council<br />
of Canada. The metal coating of WC powder was supported and<br />
conducted by Federal Technology Group and Advanced Powder<br />
Solution Inc. Metallographic inspection was conducted at the<br />
Physics Department of the University of Windsor.<br />
For more information contact Julio Villafuerte, Julio.Villafuerte@cntrline.com,<br />
www.supersonicspray.com. iTSSe<br />
This work was presented at MS&T 2008 in Pittsburgh, Pa.<br />
This summary is adapted from an article submitted for publication in<br />
Ceramic Transactions by the American Ceramic Society.<br />
Powders<br />
you can trust. MIM<br />
www.cartech.com For more information email jhunter@cartech.com<br />
HIP<br />
PTA<br />
Braze<br />
Laser<br />
Rapid Prototyping<br />
<strong>Thermal</strong> <strong>Spray</strong><br />
PM Millforms<br />
10<br />
56 ADVANCED MATERIALS & PROCESSES/FEBRUARY 2009
Metal <strong>Spray</strong>ed Corrosion<br />
Protection for LPG Bottles<br />
APPLICATION<br />
NOTE<br />
Vitkovice Milmet S.A., Sosnowiec,<br />
Poland (www.vitkovicemilmet.pl),<br />
the only manufacturer of<br />
LPG (liquefied petroleum gas) bottles in Poland, recently purchased<br />
three Arcspray 528E production metal spraying systems<br />
from Metallisation Ltd. (Dudley, West Midlands, UK). EMS<br />
Surface Technology Ltd. (Reading, UK) is the main contractor<br />
and supplier of the automation. The steel cylinders, used mainly<br />
for propane and butane gas, are produced at the company’s<br />
site in Sosnowiec and, as with all steel items, are susceptible<br />
to long term damage by corrosion.<br />
The LPG cylinder industry has been demanding more superior<br />
and reliable corrosion resistance. Metal spraying technology<br />
protects or extends the life of a wide variety of products in the<br />
most hostile environments. To provide the level of corrosion<br />
protection required, each bottle needs to be metal sprayed prior<br />
to powder coating or wet painting. Metal sprayed bottles are<br />
serviceable for 10 to 15 years before routine inspection is<br />
required.<br />
Vitkovice Milmet chose the Metallisation Arc528E System<br />
as it provides a consistently high quality zinc coating and can<br />
spray zinc at a rate of up to 46 kg per hour. The Arc528E pistols<br />
used to spray the base of the bottles are connected to two<br />
S250, 250 A energisers. The pistol spraying the sides of the bottles<br />
is connected to an S450, 450 A energiser, as this needs to<br />
spray at a higher spray rate than for the base and neck. Metallisation<br />
supplies the zinc in 250 g fiber drum production packs.<br />
Process Characteristics<br />
Initially, Vitkovice Milmet planned to metal spray the cylinders<br />
in a vertical orientation. This, unfortunately, can create a<br />
range of technical problems that can increase the cost of automation<br />
as well as produce an uneven coating. Metallisation and<br />
EMS demonstrated the benefits of spraying the bottles in a horizontal<br />
position, a manufacturing practice that Vitkovice Milmet<br />
has adopted.<br />
Vitkovice Milmet’s target production is to spray 2,100 of the<br />
11.3 kg bottles per day across three shifts. The adaptable automation<br />
in conjunction with the Metallisation Arc528E systems<br />
can spray bottle sizes weighing 3 to 33 kg with lengths of<br />
320 to 1330 mm and diameters of 215 o 375 mm.<br />
The bottles are fabricated by pressing the parts, welding them<br />
together with the fixtures, and pressure testing them prior to applying<br />
a surface coating. The surfaces are prepared by grit<br />
blasting the bottles in an automatic blasting machine, which produces<br />
a blast cleanliness of SA 2.5, to create an adequate profile<br />
for metal spray adhesion. The bottles are fed automatically<br />
into the metal spray machine, which aligns the pistols and rotates<br />
each bottle. One metal spray pistol moves across the base<br />
and sprays the bottom of the bottle; a second, fixed pistol, sprays<br />
the bottle neck and shroud, and a third pistol traverses along the<br />
length of the bottle to coat the sides. The machine is also sup-<br />
Grit blasted steel LPG cylinder in position for application of zinc sprayed<br />
coating.<br />
Completed<br />
LPG cylinders<br />
with<br />
protective<br />
coatings<br />
under their<br />
finish coats.<br />
plied with dust extraction and dry filtration equipment, to ensure<br />
there is no contamination of the coating and to provide a<br />
safe working environment.<br />
Each bottle is coated with an average of 60 µm of zinc. The<br />
base of the bottles is coated with a slightly thicker coating to<br />
provide greater protection in an area normally subjected to greater<br />
wear and tear. Once all the bottles have been metal sprayed,<br />
Vitkovice Milmet powder coats the bottles to meet its customer’s<br />
color requirements. Bottles are fitted with valves, pressure tested,<br />
certified and stamped, and, finally, screen-printed with the customer’s<br />
branding.<br />
Robert Kos’cielny, production manager at Vitkovice Milmet,<br />
says “We are looking forward to ramping up production over<br />
the coming months and seeing our new equipment in full action.<br />
It’s a very exciting time for us. Now that we have the ability<br />
to coat our bottles, it will allow us to expand our customer base<br />
into markets where zinc coatings are a prerequisite from certain<br />
gas suppliers such as Shell and Primagaz.” iTSSe<br />
11<br />
ADVANCED MATERIALS & PROCESSES/FEBRUARY 2009 57<br />
iTSSe
News from Research and Technology Institutes Worldwide<br />
<strong>Thermal</strong> <strong>Spray</strong> Research<br />
Activities at Xi’an Jiaotong<br />
University<br />
Chang-Jiu Li<br />
splashing occurs when a molten droplet impacts a substrate<br />
State Key Laboratory for Mechanical Behavior of Materials resulting in splats with different complicated morphologies.<br />
School of Materials Science and Engineering<br />
<strong>Thermal</strong> reactions of droplets with the underlying substrate may<br />
Xi’an Jiaotong University<br />
cause the desorption of surface adsorbates, local melting of sub-<br />
Xi’an, Shaanxi, P. R. China<br />
strate surface regions and chemical bonding between splats. The<br />
studies have lead to the understanding that the existence of evap-<br />
The <strong>Thermal</strong> <strong>Spray</strong> Laboratory in the State Key Laboratory<br />
for Mechanical Behavior of Materials is located<br />
in the School of Materials Science and Engineering,<br />
Xi’an Jiaotong University (XJTU) in Xi’an,<br />
which is famous as an ancient capital of China and a historical<br />
city known world wide by the Terracotta Warriors and Horses.<br />
The main facilities of the laboratory<br />
include plasma spray,<br />
HVOF and cold spray. A controlled<br />
atmosphere plasma spray<br />
system will be installed in the<br />
next year, which can be operated<br />
at different atmospheres and<br />
under a wide span of chamber<br />
pressures. <strong>Thermal</strong> spray researches<br />
at XJTU focus on the<br />
understanding of thermal spray<br />
coating formation mechanisms<br />
involving splat formation<br />
through spray particles in different<br />
states, quantitative characterization<br />
of lamellar structure<br />
of plasma spray coatings, establishment<br />
of the relationships between<br />
coating microstructure<br />
and properties, and development of high performance thermal<br />
barrier coatings, wear-resistant super-hard cermet coatings and<br />
functional coatings applicable to solid oxide fuel cells and dyesensitized<br />
solar cells.<br />
orative adsorbates on substrate surfaces and their intensive evaporation<br />
caused by rapid heating from high temperature droplets<br />
are the dominant factors that cause splashing during impact<br />
on a flat surface where there is negligible melting of substrate.<br />
The transition of splat morphology from complicated irregular<br />
shape to a regular disc shape can be reasonably explained<br />
by the proposed models. When droplet impact induces substrate<br />
melting, splashing occurs despite removal of the adsorbates<br />
through substrate preheating. All types of splashing are associated<br />
with free jet formation due to detachment of flowing fluid<br />
from the substrate surface. The factors influencing the contact<br />
of spreading fluid with the underlying substrate are emphasized<br />
with the investigation of splashing even when surface roughness<br />
is involved. The interface bond formation is investigated<br />
through splat formation at high substrate pre-heat temperature,<br />
e.g., up to 1100<br />
Understanding of thermal spray deposition mechanisms<br />
through splat formation<br />
While considering the diverse states of sprayed particles prior<br />
to impact on the substrate and based on the recent advances of<br />
thermal spray processes, splat formation has been studied through<br />
three typical particle states in terms of heating and melting, i.e.,<br />
completely molten droplets involved in plasma spraying, solidliquid<br />
two-phase droplets which are required for deposition of<br />
cermet coatings involved in HVOF and complete solid-state<br />
particles in cold spraying.<br />
Many factors influence splat formation in plasma spraying<br />
including droplet and substrate properties. Two basic issues are<br />
closely correlated with splat morphology and bond formation<br />
iTSSebetween<br />
splats. One essential issue is related to why and how<br />
12<br />
58 ADVANCED MATERIALS & PROCESSES/FEBRUARY 2009<br />
°C (2010 °F)<br />
This column, which formerly<br />
appeared in JTST, informs<br />
readers of activities in research<br />
and technology institutes<br />
active in the field of<br />
thermal spray technology.<br />
Knowledge of institutional expertise<br />
is important for getting<br />
to know the research interests<br />
and professional experience<br />
of thermal spray colleagues,<br />
developing complimentary<br />
partnering relationships, and<br />
increasing the quality and<br />
breadth of practical applications.<br />
To submit an article for<br />
this column, please contact<br />
Chris Berndt, iTSSe Editor, at<br />
CBerndt@groupwise.swin.edu.<br />
au.<br />
for YSZ.<br />
On the other hand, due to the requirement of retaining carbide<br />
particles from the cermet powder in subsequent coatings<br />
to achieve the optimized cermet coating performance, it is necessary<br />
to use a flame jet only to melt the binder phase within<br />
cermet powder particles while hard carbide particles should<br />
be kept in a solid state during spraying, requiring solid-liquid<br />
two-phase droplets. The limited ability of the HVOF flame to<br />
heat spray particles benefits the formation of such droplets. The<br />
investigation into splat formation of the cermet droplet revealed<br />
that carbide particle size significantly influences the flattening<br />
behavior of a two-phase droplet. When carbide particle size becomes<br />
large, carbides will emerge out of the liquid binder phase<br />
during spreading. Large carbides tend to rebound off at high velocity<br />
impact, which leads to changes in the coating chemistry<br />
with respect to the starting powder. Therefore, deposition behavior,<br />
coating composition and microstructure, properties and<br />
performance are all associated with the size of carbide particles<br />
in cermet powder, i.e., solid particles in the two-phase droplet.<br />
Based on the understanding of deposition behavior, desirable<br />
cermet coatings can be expected through properly designing<br />
cermet powder and employing certain spray process conditions.<br />
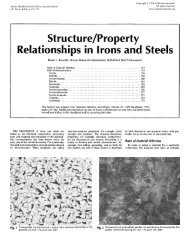
Quantitative characterization of lamellar structure<br />
and development of lamellar bonding<br />
The bonding at the interfaces between lamellae is important<br />
because it dominates thermal sprayed coating properties and<br />
performances. Understanding how much interface area between<br />
lamellae in the coating is bonded together and what parameters
dominate bond formation has been a long lasting project. The<br />
visualization of the lamellar bonding state was realized for<br />
plasma-sprayed alumina coatings through infiltration of copper<br />
by an electroplating technique. Quantitative characterization of<br />
lamellar structures was systematically carried out through introducing<br />
microstructural parameters including the mean bonding<br />
ratio between lamellae and the mean lamellae thickness. Recently,<br />
a more general visualization approach applicable to different<br />
plasma-sprayed ceramic coatings was developed in which<br />
the tracer of the nonbonded interface is infiltrated through using<br />
an aqueous solution and the visualization is realized by analyzing<br />
the distribution of the tracer. Through systematic characterization,<br />
it was quantitatively revealed that the mean bonding<br />
ratio of thermal sprayed ceramic coatings conventionally ranges<br />
from about 10% to about 32%. Moreover, increasing particle<br />
velocity is inversely related to the mean bonding ratio. The measurement<br />
yielded a mean bonding ratio of about 10% for a detonation<br />
gun alumina coating. We recently reached the conclusion<br />
that particle temperature controls the bonding formation.<br />
With this conclusion, it is possible not only to explain why the<br />
maximum bonding ratio is limited but also to develop an alternative<br />
approach to extend the bonding to a higher value.<br />
Although our studies suggested that particle temperature is a<br />
key factor controlling the interface bonding formation in the ceramic<br />
coating, the intrinsic negative correlation between particle<br />
heating and accelerating makes it difficult to significantly<br />
increase particle temperature through process optimization.<br />
Therefore, increasing the temperature of the coating surface<br />
over which the splats are overlapped was proposed as an alternative<br />
approach. The experiments using YSZ proved that compared<br />
to the typical lamellar structure of the YSZ coating deposited<br />
following the conventional routine, the YSZ coating<br />
deposited at a high substrate temperature of 880 °C (1615 °F) exhibited<br />
a continuously grown columnar structure across lamellae<br />
interfaces (Fig.1) which indicates clearly the formation of the<br />
well bonded interface. The measurement illustrates that the ionic<br />
conductivity of the YSZ coating can be improved by a factor of<br />
greater than 3 resulting from the increased interface bonding.<br />
The significant improvement makes it possible to extend the<br />
bonding ratio from approximately 10% to approximately 100%.<br />
A broader possible range of bonding will make plasma sprayed<br />
coatings more flexible to meet the requirements of different applications<br />
which require different microstructures. For example,<br />
YSZ coatings with less bonded lamella interfaces are suitable<br />
for thermal barrier coatings while YSZ coatings with fully bonded<br />
interfaces are suitable for use as electrolytes for solid oxide fuel<br />
cells requiring high ionic conductivity.<br />
method to measure the critical velocity was proposed based<br />
on the theoretical modeling of deposition efficiency as a function<br />
of particle size, velocity and spray angle. Our results showed<br />
that the surface conditions of metal powders such as oxidation<br />
state significantly influence the critical velocity and subsequently<br />
the deposition behavior. With the increase of oxide content in<br />
copper powder from 0.02 wt% to 0.35 wt%, the critical velocity<br />
increased from 315 to 610 m/s. The deposition behavior in cold<br />
spraying was further investigated through modeling of single<br />
solid particle impact considering the influence of spray materials,<br />
particle temperature and particle surface state which all<br />
affect the critical velocity.<br />
The incomplete deformation of surface layers forms a porous<br />
top layer on the coating surface as found typically in Ti coatings.<br />
The tamping effect from successive particle impacts increases<br />
the deformation of the previously deposited top porous<br />
layer and leads to the densification of the deposited layer.<br />
Coating development by cold spraying<br />
It is evident that limited contact between deposited parti-<br />
A home-made cold spray system was installed in 2001 at cles exists in cold sprayed coatings as in thermal sprayed coat-<br />
XJTU. Different types of coatings including pure metals such ings. As indicated by the electrical conductivity of cold-sprayed<br />
as Ti, Cu, Al, Zn, alloys such as Al-Si alloy, nanostructured Fe- copper coatings, the limited contact dominates coating proper-<br />
Si alloy and MCrAlY alloys, super-hard cermets such as ties and performance. A study was directed toward the develop-<br />
nanoWC-Co, cBN-NiCrAl, and diamond-NiCrAl have been dement of particle interface bonding through post-spray treatments.<br />
posited by cold spray for different applications. Studies are The investigation into the microstructure of cold sprayed metallic<br />
focused on the deposition mechanisms, coating microstructure coatings revealed that the intensive plastic deformation results<br />
development, intermetallics and superhard cermet coating de- in the evolution of fine grain structures with grain size in the<br />
velopments.<br />
sub-micrometer or nanometer range which is thermally<br />
Critical velocity is an essential parameter in cold spray. A metastable and active. Such features can be effectively utilized iTSSe<br />
13<br />
ADVANCED MATERIALS & PROCESSES/FEBRUARY 2009 59<br />
(a)<br />
(b)<br />
2 µm<br />
2 µm<br />
Fig.1 — Typical fractured cross-section microstructures of YSZ<br />
coatings deposited at (a) room temperature and (b) 880°C (1615<br />
°F).
to modify the coating microstructure and properties by improving<br />
the interface bonding through post-spray annealing.<br />
Development of super-hard cermet<br />
and intermetallic matrix composites<br />
Based on research results for microstructure, properties and<br />
wear performance of HVOF sprayed WC-Co cermets, the hardness<br />
and wear resistance of cermet coatings may be significantly<br />
increased by decreasing carbide particle size. Therefore, nanostructured<br />
cermet is expected to exhibit higher hardness and<br />
better wear performance.<br />
Cold spray has been successfully used to deposit super-hard<br />
nano-structured WC-Co coatings without any decarburization.<br />
Cold-sprayed nano-structured WC-12Co with WC particles of<br />
sizes from 50 nm to 300 nm exhibited a hardness of 1820 HV,<br />
which is comparable to that of the sintered counterpart. However,<br />
the limited toughness of nano-structured WC-Co may limit<br />
its wear performance. To achieve both toughening and strengthening<br />
effects, a nano-structured WC-Co based cermet concept<br />
has been proposed, using carbides with bimodal particle sizes,<br />
i.e., carbides in both micrometer and nanometer sizes. In this<br />
novel design, nano-structured WC-Co acts as the matrix in which<br />
carbide particles of the micrometer size are dispersed as the hard<br />
phase. The experiment proved that such bimodal WC-12Co<br />
cermet deposited by cold spraying exhibits a high hardness comparable<br />
to nano-structured WC-12Co and a high toughness comparable<br />
to conventional microstructured WC-12Co. Other studies<br />
focused on the optimization of nano-structured WC-Co matrix<br />
cermet and development of high performance cermets with superhard<br />
phases such as cubic boron nitride and artificial diamond<br />
to further increase hardness and wear resistance. Moreover, particle<br />
interface bonding in cold-sprayed super-hard cermets is<br />
emphasized because the erosion and abrasion at severe conditions<br />
for the WC-Co and Cr3C2-NiCr cermet coatings are dominated<br />
by splat spalling.<br />
Intermetallic compound materials are promising coating materials<br />
due to their excellent oxidation and corrosion resistance,<br />
high temperature strength and cavitation and erosion resistance.<br />
It is difficult to directly deposit such materials by cold spraying<br />
due to their intrinsic low temperature brittleness. A novel approach<br />
including deposition of mechanically alloyed powder<br />
and post annealing have being developed to form in-situ the intermetallic<br />
compound coatings. The process has been applied<br />
to intermetallics such as FeAl, NiAl, and TiAl, and NiTi. Due<br />
to the flexibility of producing alloy powders by mechanical<br />
alloying, the intermetallics-based composite coating can be<br />
easily produced. The microstructure development and relationship<br />
between processing parameters, microstructure, properties<br />
and performance are under investigation.<br />
LSM Cathode<br />
ScSZ Electrolyte<br />
Ni-ZrO2 Anode<br />
Ni-Al2O3Support<br />
Moreover, NiAl based bond coats are being developed using a<br />
novel approach with cold spray and post-spray heat treatment.<br />
In addition, hybrid structure ceramic top coats with lower thermal<br />
conductivity and higher fracture toughness are being developed<br />
by controlled plasma spraying.<br />
Development of solid oxide fuel cells<br />
through thermal spray processes<br />
Solid-oxide fuel cells (SOFCs) combine the benefits of environmentally<br />
benign power generation with fuel flexibility. A<br />
novel tubular configuration design has been developed in our<br />
group using a cermet supporting tube (Fig. 2a). The study is oriented<br />
to coating development for all functional layers in SOFCs<br />
including the Ni-YSZ anode, the ZrO2-based electrolyte, the<br />
perovskite ceramic cathode, the interconnector and insulating<br />
layer and the coatings interface structure development for manufacturing<br />
of high performance SOFCs by thermal spray<br />
processes.<br />
The first topic is aimed at thin ZrO2-based electrolyte development<br />
with sufficient gas tightness and high ionic conductivity<br />
for achieving high performance with limited ohmic<br />
polarization from the electrolyte. The second topic is on plasma<br />
Development of advanced thermal barrier coatings spray deposition of YSZ-NiO as the anode involving the opti-<br />
The life time of TBCs is determined by the microstructures mization of the compositions and microstructure for sufficient<br />
of the bond coat and the ceramic top coat and the nature of the gas permeability, high electronic conductivity and possible ex-<br />
interface between the bond coat and the top coat. The depositension of the triple phase boundaries into the anode region near<br />
tion of MCrAlY bond coat by cold spray has been studied to ex- the interface. The third topic is the development of plasma spray<br />
amine the feasibility of using cold spray as an alternative to low deposition of a chemically active cathode layer with high elec-<br />
pressure plasma spraying (LPPS) in terms of technological tronic conductivity and sufficient gas permeability. The fourth<br />
merits. It has been demonstrated by preliminary thermal shock topic is the creation of effective interfaces of the electrolyte-<br />
tests that the lifetime of TBCs with cold sprayed MCrAlY bond anode and electrolyte-cathode to increase the triple phase bound-<br />
iTSSecoats<br />
is potentially longer than TBCs with LPPS bond coats. aries through controlling splat formation. The typical cell con-<br />
14<br />
60 ADVANCED MATERIALS & PROCESSES/FEBRUARY 2009<br />
(a)<br />
Voltage, V<br />
(b)<br />
1.2<br />
1.0<br />
0.8<br />
0.6<br />
0.4<br />
100 µm<br />
0.0 0.3 0.6 0.9 1.2 1.5 1.8<br />
Current density, A/cm2 1.0<br />
1030<br />
1000<br />
0.8<br />
950<br />
W/cm2<br />
0.6<br />
0.4<br />
density,<br />
0.2<br />
900<br />
0.0Power Fig.2 — Cross-sectional microstructure of Ni-Al2O3 cermet supported<br />
tubular SOFC cell (a) and output performance at different<br />
temperatures (b).
sists of a free standing Ni-Al2O3 tube prepared by flame spraying,<br />
onto which the YSZ-Ni anode, YSZ or ScSZ electrolyte and a<br />
lanthanum strontium manganate oxide cathode layer are plasma<br />
sprayed layer by layer.<br />
The maximum open circuit voltage of the cell assembled with<br />
the ScSZ electrolyte layer infiltrated by a nitrate solution reached<br />
1.1 V at 900 °C (1650 °F), which is approximately equal to the<br />
theoretical value. Moreover, a maximum power density of<br />
890 mW/cm 2 and a current density of 1.7 A/cm 2 at 1000°C<br />
(1830 °F ) were obtained (Fig. 2b) for the cell with 40 mm thick<br />
ScSZ. The challenge is to develop more effective interfaces between<br />
the electrode and electrolyte to reduce the activation<br />
polarization and integration of the high performance cell on one<br />
long tube for high power output.<br />
Development of dye-sensitized solar cell (DSC)<br />
through vacuum cold spray<br />
Fine solid ceramic particles can also be employed to deposit<br />
dense ceramic coatings under a reduced atmosphere referred to<br />
as the aerosol deposition process. This process has been utilized<br />
at XJTU to deposit different coatings with controlled microstructures<br />
for different applications. Since this process is consistent<br />
with cold spray deposition in which solid particles are used, we<br />
preferably refer to the process as vacuum cold spraying. Besides<br />
dense, thin ceramic coatings, nano-porous and meso-porous ceramic<br />
coatings have been developed aimed at different applications<br />
such as photocatalyst and photoanodes in a dye-sensitized<br />
solar cell.<br />
ITSC 2009.<br />
It’s a sure thing.<br />
Capture the energy of Las Vegas.<br />
Learn from industry leaders through the<br />
expanded technical program. Take<br />
advantage of the business opportunities at<br />
the expo. Sign up for an education short<br />
course. And enjoy the entertainment value<br />
of the location. Get it all at ITSC 2009!<br />
Features in 2009:<br />
• Market Talks<br />
• Legends of <strong>Thermal</strong> <strong>Spray</strong><br />
• Expanded Exposition<br />
• Unlimited Networking Opportunities<br />
Organized by<br />
The <strong>ASM</strong> <strong>Thermal</strong> <strong>Spray</strong> Society (TSS)<br />
DVS – German Welding Society<br />
IIW – <strong>International</strong> Institute of Welding<br />
iTTSe, The Official Media Sponsor<br />
DSC is a promising competitor to traditional Si-based solar<br />
cells due to the advantages of low cost and high efficiency. The<br />
study is focused on the control of the microstucture of nano-<br />
TiO2 coatings by vacuum cold spray in terms of the pore network<br />
through optimization of spray conditions and design of<br />
fine spray powders. A cell with energy conversion efficiency of<br />
6.7% and short circuit current density of 17.6 mA/cm 2 was successfully<br />
assembled with vacuum cold sprayed nano-TiO2. The<br />
improvement of the cell output is in progress through improving<br />
the ion diffusion in porous TiO2 coatings by controlling pore<br />
structures. Based on the features of vacuum cold spray, TiO2<br />
photoanodes can be deposited for development of a variety of<br />
DSCs. Typical examples are the novel flexible DSC and doublelayer<br />
photoanode DSC proposed by our lab. Flexible DSC is<br />
a challenge because low temperature deposition of nanoporous<br />
TiO2 coating is required. A good cohesion between nano-particles<br />
is expected resulting from the high velocity impact of<br />
spray particles on a flexible polymer substrate surface. Moreover,<br />
with a novel DSC with the double layer photoanode deposited<br />
by vacuum cold spray, the wavelength band which can<br />
be adsorbed by the cell can be extended to the near the infrared<br />
range. iTSSe<br />
For more information: Contact Prof. Chang-Jiu Li, e-mail:<br />
licj@mail.xjtu.edu.cn; Web: http://unit.xjtu.edu.cn/thermalspray/;<br />
tel: ++86-29-82660970; fax: ++86-29-83237910.<br />
Expanding <strong>Thermal</strong> <strong>Spray</strong> Performance<br />
to New Markets and Applications<br />
May 4-7, 2009<br />
Flamingo Hotel<br />
Las Vegas, Nevada<br />
Custom Sponsorship<br />
and Advertising<br />
Opportunities Available!<br />
Prime exhibit space is selling quickly.<br />
Now is the time to reserve your space<br />
and lock in your booth location. Contact<br />
kelly.thomas@asminternational.org or<br />
440.338.1733 today.<br />
Visit www.asminternational.org/itsc for details.<br />
15<br />
ADVANCED MATERIALS & PROCESSES/FEBRUARY 2009 61<br />
iTSSe
Expanding <strong>Thermal</strong> <strong>Spray</strong><br />
Performance to<br />
New Markets and Applications<br />
Plenaries, market talks, invited talks, symposia, networking sessions, poster sessions, round table<br />
discussions, expert panel forums, and a dynamic vendor exposition are the reasons ITSC 2009 is the<br />
world’s premier meeting for thermal spray technologists, researchers, manufacturers, and suppliers.<br />
The four day event offers eight symposia organized by recognized leaders in the thermal spray industry.<br />
Four are one day events focusing on markets and applications. The other four symposia span all four days<br />
of the conference. here is a preview of the program planned for ITSC 2009.<br />
For full details, visit: www.asminternational.org/ITSC.<br />
Plenary Sessions<br />
and Market Talks<br />
PLENARY SPEAKERS<br />
Mr. Sylvain St-Onge<br />
Supply Chain Development for <strong>Thermal</strong> <strong>Spray</strong><br />
Applications<br />
Mr. Akira Nakahira<br />
Current Status and Future Prospect of <strong>Thermal</strong> <strong>Spray</strong><br />
Coating Applications and Coating Service Market of<br />
Job Shops in Japan<br />
MARKET TALKS<br />
Prof. Xiaoou Huang<br />
Important Market of <strong>Thermal</strong> <strong>Spray</strong> Industry and<br />
New Trend of <strong>Thermal</strong> <strong>Spray</strong> Applications in China<br />
Prof. Changhee Lee<br />
Market Direction & Application opportunities for<br />
<strong>Thermal</strong> <strong>Spray</strong> Growth in Korea<br />
Dr. G. Sundararajan<br />
New Markets & Applications for <strong>Thermal</strong> <strong>Spray</strong> Coatings<br />
in India<br />
Dr. P. Nylen<br />
Industrial and Research Activities in <strong>Thermal</strong> <strong>Spray</strong><br />
Technology in the Nordic Region of Europe<br />
General Symposia May 4-7<br />
Symposium on Applications and Case Studies<br />
Presentations will focus on applications in fields as diverse<br />
as aerospace, electronics, automotive, and the steel industry.<br />
New applications that benefit from the use of thermal spray<br />
processes are found, and presentations will identify various<br />
thermal spray processes that are used in studies for optimizing<br />
coatings.<br />
Papers presented will show results for<br />
• detonation spraying to produce superabrasive diamond<br />
grinding tools,<br />
• metal matrix composites and WC based coatings for wear<br />
resistance,<br />
• application of thermal sprayed, wear resistant coatings for<br />
CFB boiler applications.<br />
General Technical Symposium<br />
A wide range of topics will be covered in this four day<br />
track. The sessions in this symposium will address international<br />
markets, coating characterization and testing, surface<br />
treatments, innovative equipment and processes, general<br />
materials and suspension, and material applications.<br />
Environmental and safety issues specific to the thermal spray<br />
industry will be addressed with attention to hazard analysis,<br />
protective equipment, monitoring, safety by design, and regulatory<br />
status. Case studies will be presented through a panel<br />
discussion. The <strong>Thermal</strong> <strong>Spray</strong> and Surface Engineering session<br />
will include CVD, PVD, and electroplating as surface<br />
engineering design options. Organized as an interactive<br />
<strong>International</strong> <strong>Thermal</strong> <strong>Spray</strong><br />
Conference & Exposition<br />
May 4-7, 2009<br />
Las Vegas, Nevada<br />
iTSSe<br />
16<br />
62 ADVANCED MATERIALS & PROCESSES/FEBRUARY 2009
forum, the audience in this session will have the opportunity<br />
to submit questions to a panel of experts.<br />
Symposium sessions:<br />
• Commercial/Industry Developments<br />
• Pre- and Post-Treatments<br />
• Safety, Health, and Environmental Issues<br />
• <strong>Thermal</strong> <strong>Spray</strong> and Surface Engineering for<br />
Design/Operational Solutions<br />
Symposium on Equipment, Processes and Modeling<br />
The sessions highlight the most recent advances in modeling<br />
of thermal spray technologies. New sensing technologies<br />
and control strategies for optimizing coating properties, as<br />
well as methods for consistent spraying and reliable production<br />
of coatings will be covered. Session topics include<br />
hybrid techniques, non-conventional and innovative processes,<br />
liquid thermal spray, spray gun and equipment development,<br />
diagnostics and controls, characterization, guidelines<br />
and standardization, and applications.<br />
Symposium sessions:<br />
• HVOF <strong>Spray</strong><br />
• New Equipment and<br />
These include conventional thermal spraying of hydroxyapatite<br />
for the promotion of osteo-integration of prostheses, as<br />
well as various novel developments related to the control of<br />
cell-surface interactions, cell adhesion mechanisms, cell proliferation<br />
etc. Issues relating to the tailoring of surfaces will<br />
include biochemical compatibility, the scale and morphology<br />
of surface roughness and surface-connected porosity, coating<br />
adhesion, tribological properties etc.<br />
Symposium sessions:<br />
• <strong>Thermal</strong> <strong>Spray</strong> Coatings for Biomedical Purposes<br />
• Developmental Surface Engineering Techniques for<br />
Biomedical Applications<br />
• Bio-mechanical Characteristics of Tailored Surfaces for<br />
Biomedical Applications<br />
• Characterization of Coating Surfaces and Correlation<br />
with Cell Proliferation and Integration Behavior<br />
Symposium on Electronic and<br />
May 5 • Semiconductor Applications<br />
<strong>Thermal</strong> spray coatings are used in a broad range of applications<br />
in the semiconductor equipment, flat panel display,<br />
and electronics industries. <strong>Thermal</strong><br />
Technologies: Very Low<br />
Pressure Plasma <strong>Spray</strong>ing<br />
• Cold <strong>Spray</strong><br />
• Modeling and Diagnostics<br />
Technical Program<br />
at a Glance:<br />
Plenary Sessions<br />
spray ceramic coatings are used to<br />
control electrical resistivity, dielectric<br />
constant, and dielectric<br />
strength; for chemical and corro-<br />
• Plasma <strong>Spray</strong> and Plasma<br />
and Market Talks<br />
sion-resistance to components; and<br />
Transfer Arc<br />
more. In semiconductor equip-<br />
• Wire Arc and Laser <strong>Spray</strong>ing General Symposia<br />
ment applications, metallic coat-<br />
Special Symposia<br />
ings are used for a range of applica-<br />
Symposium on Science and<br />
Technology of <strong>Thermal</strong> <strong>Spray</strong> Legends of <strong>Thermal</strong> <strong>Spray</strong><br />
tions including reducing particle<br />
generation in process chamber<br />
Materials<br />
operations during thin film deposition.<br />
The development and evolution of new classes of materi- This symposium will provide a forum for researchers,<br />
als and the improvement of the current feeds are among the engineers, manufacturers, and end-users to present the latest<br />
crucial issues for the advancement of thermal spraying. This developments and to discuss critical issues involving the use<br />
is paramount to consolidate the presence and future of ther- of coatings. Topic areas will include coating design considmal<br />
spraying in the academic and industrial sectors. In addierations in semiconductor chamber equipment, particle<br />
tion to improving and maintaining the existing markets, it reduction and contamination control, coating chemical and<br />
will open new markets and horizons for the application of this corrosion resistance, surface texturing/surface roughness,<br />
exciting coating technology. The R&D activities of at least adhesion strength and thermal cycling, dielectric properties,<br />
ten countries including Canada, Czech Republic, Finland, standards, and advances in materials, coatings and diagnos-<br />
France, Germany, India, Japan, Spain, UK, and USA will be tics.<br />
represented.<br />
A round table panel session will be conducted to address<br />
Symposium sessions:<br />
critical issues facing the industry. Organizations participating<br />
• Hybrid Deposition Systems and High Performance in this event include universities, semiconductor equipment<br />
Coating Development<br />
manufacturers, semiconductor and electronic component man-<br />
• Nanostructured Coatings and Material Systems ufacturers, thermal spray companies, semiconductor coating<br />
• Materials and Coatings for Suspension/Solution and cleaning companies, thermal spray powder and equipment<br />
Processing<br />
manufacturers, and research and development organizations.<br />
• Mechanical and Physical Applications of <strong>Thermal</strong> <strong>Spray</strong> Symposium sessions:<br />
Coatings<br />
• The Role of Coatings in the Semiconductor Equipment,<br />
• Powder Processing and New Materials<br />
Flat Panel Display and Electronics Industries<br />
• New Materials for Anti-Wear and Corrosion Applications • Plasma <strong>Spray</strong>ed Ceramics in Semiconductor Equipment<br />
Special Symposia<br />
and Electronics Applications<br />
• Advances in Coatings, Processing and Diagnostics for<br />
May 4 • Biomedical Symposium<br />
Semiconductor Equipment and Electronics Applications<br />
This symposium focuses on developments in thermal spray • <strong>Thermal</strong> <strong>Spray</strong> Metallic Coatings for Use in<br />
and related surface engineering technologies to produce coat- Semiconductor Defect Reduction<br />
ings and surface conditions for biomedical applications.<br />
Continued on page 22 iTSSe<br />
17<br />
ADVANCED MATERIALS & PROCESSES/FEBRUARY 2009 63
iTSSe<br />
18<br />
JTST<br />
HIGHLIGHTS<br />
The Journal of <strong>Thermal</strong> <strong>Spray</strong><br />
Technology (JTST), the official journal<br />
of the <strong>ASM</strong> <strong>Thermal</strong> <strong>Spray</strong> Society,<br />
publishes contributions on all aspects<br />
– fundamental and practical – of<br />
thermal spray science, including<br />
processes, feedstock manufacture,<br />
testing, and characterization. As the<br />
primary vehicle for thermal spray<br />
information transfer, its mission is to<br />
synergize the rapidly advancing<br />
thermal spray industry and related<br />
industries by presenting research and<br />
development efforts leading to<br />
advancements in implementable<br />
engineering applications<br />
of the technology.<br />
Several articles from the March issue<br />
18(1), as selected by JTST editor<br />
Christian Moreau, are highlighted here.<br />
In addition to the print publication,<br />
JTST is available online through<br />
www.springerlink.com.<br />
For more information, please visit<br />
www.asminternational.org/tss.<br />
Scanning electron micrograph of the CP titanium<br />
powder used in this study<br />
“Recrystallization of<br />
Cold <strong>Spray</strong> Fabricated CP<br />
Titanium Structures”<br />
Saden H. Zahiri, Darren Fraser,<br />
and Mahnaz Jahedi<br />
Cold gas dynamic spray (cold spray) is a<br />
promising rapid deposition technology in<br />
which particles deposit at supersonic velocities.<br />
The effect of isothermal annealing on<br />
recrystallization and mechanical properties<br />
of commercial purity (CP) titanium structures<br />
that were directly fabricated through<br />
cold spray deposition is studied. The optimized<br />
cold spray parameters led to a dense<br />
cold spray structure. Results show that annealing<br />
improves ductility of the cold sprayed<br />
CP titanium structure. The mechanism of<br />
softening is nucleation and growth of equiaxed<br />
grains which include an ultra fine grain<br />
structure. A physical based model for recrystallization<br />
of the cold spray CP titanium is<br />
proposed. The results show that recrystallization<br />
does not eliminate preferred orientation<br />
inherited from the cold spray<br />
material.<br />
SEM micrograph of the Al2O3 nanopowder<br />
“Microstructural and<br />
Tribological Investigation<br />
of High Velocity<br />
Suspension Flame<br />
<strong>Spray</strong>ed (HVSFS) Al2O3<br />
Coatings”<br />
Giovanni Bolelli, Johannes<br />
Rauch, Valeria Cannillo, Andreas<br />
Killinger, Luca Lusvarghi, and<br />
Rainer Gadow<br />
Al2O3 coatings were manufactured by the<br />
High Velocity Suspension Flame <strong>Spray</strong>ing<br />
(HVSFS) technique using a nanopowder<br />
suspension. Their structural and microstructural<br />
characteristics, micromechanical<br />
behavior, and tribological properties<br />
were compared to conventional<br />
atmospheric plasma sprayed (APS) and<br />
HVOF-sprayed Al2O3 coatings. The<br />
HVSFS process enables near-full melting<br />
of the nanopowder particles, resulting in<br />
very small and well flattened lamellae<br />
(thickness range 100 nm – 1 µm), almost<br />
free of transverse microcracking, with<br />
very few unmelted inclusions. Porosity<br />
is much lower and pores are smaller than<br />
in conventional coatings. Such strong interlamellar<br />
cohesion favors much better<br />
dry sliding wear resistance at room temperature<br />
and at 400°C.<br />
Integrated diagnostic system used in the experiments<br />
“A Universal Method for<br />
Representation of<br />
In-Flight Particle<br />
Characteristics in<br />
<strong>Thermal</strong> <strong>Spray</strong><br />
Processes”<br />
Wei Zhang and<br />
Sanjay Sampath<br />
This paper examines the critical attributes<br />
of in-flight process diagnostic measurements<br />
and the applicability of the nondimensional<br />
group parameters as a mapping<br />
strategy for data visualization. Specifically,<br />
1st order process maps (process-particle interactions)<br />
have been addressed by converting<br />
the Temperature (T)-Velocity (V) of<br />
particles obtained via diagnostics into nondimensional<br />
group parameters [Melting<br />
Index (M.I.)-Reynolds number (Re)]. This<br />
approach provides an improved description<br />
of the thermal and kinetic energy of particles<br />
and allows for cross-comparison of diagnostic<br />
data within a given process for different<br />
materials, comparison of a single<br />
material across different thermal spray<br />
processes, and detailed assessment of the<br />
melting behavior through recourse to<br />
analysis of the distributions.<br />
64 ADVANCED MATERIALS & PROCESSES/FEBRUARY 2009
Schematic of modified bonded interface technique<br />
“Modified Indentation<br />
Techniques to Probe<br />
Inelasticity in Ni-5%Al<br />
Coatings from Different<br />
Processes”<br />
W.B. Choi, Y. Wu, S. Sampath,<br />
and A. Gouldstone<br />
Two types of indentation experiments<br />
were performed on metallic (Ni-5%Al) coatings<br />
prepared by cold spray, high velocity<br />
oxy-fuel, and air plasma spray. In the first<br />
type, spherical tips were used with increasing<br />
loads, and sub-surface deformation was observed<br />
using a modified bonded interface<br />
technique. In the second, cyclic loading was<br />
imposed with a sharp tip, and tip displacement<br />
was continuously recorded. Results<br />
suggest that cold spray coatings are brittle<br />
under contact loads in their as-sprayed condition<br />
and exhibit a size effect quite different<br />
from those of the other coatings. Heterogeneities<br />
in mechanical behavior exist not as<br />
much on the single particle level as expected,<br />
but on a much larger scale of order 100 microns.<br />
This is attributed to long unbonded regions<br />
between particles, in a coating of otherwise<br />
high density. Fracture mechanics<br />
arguments support this hypothesis.<br />
Schematic of spherical (Hertzian) indentation<br />
with a tip of radius R, showing contact<br />
dimensions<br />
methods are based on existing techniques for<br />
brittle solids, and adapted for the finite geometry<br />
associated with coatings. Basic assumptions<br />
and derivations are given, along with<br />
guidelines for experimental measurement.<br />
Using these, indentation inelastic stress-strain<br />
curves are generated for NiCrAlY and Ni-Al<br />
bondcoats, as well as WC-Co cermet coatings.<br />
Elastic moduli are extracted for CoNi-<br />
CrAlY coatings. Results are briefly discussed<br />
in the context of the effect of feedstock material,<br />
process and post-process heat treatment<br />
on the intrinsic properties of splats as<br />
well as their in-coating cohesion. The<br />
methods presented are attractive, particularly<br />
for the thermal spray industry, due to the minimal<br />
specimen preparation and lack of intricate<br />
equipment required for measurement.<br />
“Ultra Fast <strong>Thermal</strong><br />
Plasma Preparation of<br />
Solid Si Films with<br />
Potential Application in<br />
Photovoltaic Cells -<br />
a Parametric Study”<br />
Behnam Mostajeran Goortani,<br />
François Gitzhofer, Etienne<br />
Bouyer, and Mehdi Mousavi<br />
An innovative method namely; ultrafast<br />
plasma surface melting (UPSM) is developed<br />
to fabricate solid films of silicon with very<br />
high rates (150 cm 2/min). The method is composed<br />
of preparing a suspension of solid particles<br />
in a volatile solvent and spreading it on<br />
a refractory substrate such as Mo. After solvent<br />
evaporation, the resulting porous layer<br />
is exposed to the flame tale of inductively<br />
coupled RF plasma to sinter and melt the surface<br />
particles and to prepare a solid film of<br />
silicon. It is shown that by controlling the<br />
flow dynamics and heat transfer around the<br />
substrate, and managing the kinetic parameters<br />
(i.e. exposure time, substrate transport<br />
speed, and reaction kinetics) in the reactor<br />
we can produce solid crystalline Si films with<br />
the potential applications in photovoltaic cells<br />
industry. The results indicate that the optimum<br />
formation conditions with a film thickness of<br />
250-700 micron is when the exposure time in<br />
the plasma is in the range of 5-12.5 s for a 100<br />
mm by 50 mm large layer. By combining<br />
the Fourier’s law of conduction with the<br />
experimental measurements, we obtained an<br />
effective heat diffusivity and developed a<br />
model to obtain heat diffusion in the porous<br />
layer exposed to the plasma. The model further<br />
predicts the minimum and maximum exposure<br />
time for the substrate in the plasma<br />
flame as a function of material properties, the<br />
porous layer thickness and of the imposed<br />
heat flux.<br />
“Indentation of Metallic<br />
and Cermet <strong>Thermal</strong> <strong>Spray</strong><br />
Coatings”<br />
W. B. Choi, L. Prchlik,<br />
S. Sampath, and A. Gouldstone<br />
Indentation methods are presented by<br />
which the elastic and inelastic stress-strain<br />
characteristics of metallic thermal spray coat- Profiles of velocity colored by velocity magnitude inside the reactor chamber. Left: Ar<br />
ings on substrates may be extracted. The plasma (without He). Right: With the presence of He.<br />
iTSSe<br />
19<br />
ADVANCED MATERIALS & PROCESSES/FEBRUARY 2009 65
iTSSe<br />
ITSC 2009, continued<br />
May 6 • Symposium on Advances in Gas Turbine<br />
The symposium focuses on the latest developments in<br />
spray technology for protective and functional coatings, manufacturing<br />
method developments, and modeling in manufacturing<br />
contexts. Presentations will be given on coatings for<br />
polymer turbine blades, protective coatings for SiC/SiC turbine<br />
engine components, and emerging processes such as suspension<br />
plasma spraying and cold spraying.<br />
Symposium sessions:<br />
• Modeling and Optimization for Robust Manufacturing<br />
and Predictable Performance<br />
• Latest Developments in <strong>Spray</strong> Technology for Anti-wear,<br />
Engine Sealing, Corrosion, <strong>Thermal</strong> and Environmental<br />
Barrier Coatings<br />
May 7 • Symposium on Technology Advances<br />
in <strong>Thermal</strong> <strong>Spray</strong> for New and Existing Markets<br />
Just 100 years ago, Dr. Schoop in Switzerland invented the<br />
flame spray coating process. The technology developed<br />
steadily as a practical and flexible surface treatment process<br />
responding to the needs of industry and attracting academics<br />
to improve understanding of the complex processes involved.<br />
Still there is extensive driving force to further extend the thermal<br />
spray technology to new markets, however, these markets<br />
often are not aware of the full potential of the thermal spray<br />
technology.<br />
This symposium will outline recent thermal spray applica-<br />
tions. Furthermore, it intends to bring together practitioners<br />
and academics from the thermal spray sector with industries<br />
looking for new, advanced coating solutions.<br />
Session topics include thermal spray coatings in severe<br />
environments such as molten salts, low temperature halogen<br />
plasma, and cavitation erosion situations; surface modification<br />
requirements for thermal spraying of non-metallic substrates,<br />
such as graphite and carbon fiber reinforced plastics;<br />
and thermal spray technology for improving the efficiency,<br />
durability, and cost-effectiveness of energy conversion systems<br />
such as fusion technology and solid oxide fuel cells.<br />
Symposium sessions:<br />
• Applications of <strong>Thermal</strong>ly <strong>Spray</strong>ed Coatings in Severe<br />
Environments & Allied Supporting Science/Technology<br />
• <strong>Thermal</strong>ly <strong>Spray</strong>ed Coatings for Non-Metallic Substrates<br />
• <strong>Thermal</strong>ly <strong>Spray</strong>ed Coatings in Energy Conversion<br />
Systems & Upcoming Application Fields<br />
Legends of <strong>Thermal</strong> <strong>Spray</strong><br />
May 7<br />
Hear from the leaders in the thermal spray industry and get<br />
their inside knowledge and perspective on what the future<br />
holds for the industry. The thermal spray industry and its most<br />
influential people will be introduced in a special film. There<br />
will be a roundtable discussion, and an update on <strong>ASM</strong>’s materials<br />
education initiatives and programs will be presented.<br />
Stay Current.<br />
Take a course at ITSC.<br />
Get that competitive<br />
edge only Las Vegas<br />
and ITSC can bring.<br />
The ITSC education short<br />
courses are conveniently<br />
scheduled before the<br />
conference. They offer an intense, in-depth<br />
educational experience, giving you a leg up<br />
on the competition.<br />
Choose from four dynamic courses.<br />
<strong>Thermal</strong> <strong>Spray</strong> Technology<br />
April 30-May 2<br />
Instructors: Christopher C. Berndt, PhD,<br />
F<strong>ASM</strong>, HoF and Richard Knight, PhD, F<strong>ASM</strong><br />
Understanding and Improving Your<br />
<strong>Thermal</strong> <strong>Spray</strong> Processes<br />
May 1-2<br />
Instructors: Dr. Maher Boulos, TS-HoF,<br />
Dr. Pierre Fauchais, F<strong>ASM</strong>, TS-HoF, and<br />
Dr. Joachim Heberlein, F<strong>ASM</strong>, TS-HoF<br />
The Metallographic Preparation and<br />
Evaluation of <strong>Thermal</strong> <strong>Spray</strong> Coatings<br />
May 2<br />
Instructor: Douglas G. Puerta<br />
Essential Skills for Career Development:<br />
Highly Effective Teams and Dynamic<br />
PowerPoint Presentations<br />
May 3<br />
Instructors: James J. Cummings<br />
and Nick Moroz<br />
It’s a challenging time. Stay current with<br />
the latest information, research, tools and<br />
processes in the thermal spray industry.<br />
Plan your future today at ITSC.<br />
Organized by<br />
For more information and to register go to www.asminternational.org/itsc<br />
20<br />
66 ADVANCED MATERIALS & PROCESSES/FEBRUARY 2009
It’s Like Having Our Manufacturing Facility<br />
Right at Your Doorstep…<br />
Sulzer Metco Consumable Parts – Always Available!<br />
Sulzer Metco consumable components for your thermal spray gun are<br />
always in stock at all of our warehouse locations worldwide. Always<br />
available…Always the highest quality…Always your best value!<br />
It’s Your Secret of Staying Ahead!<br />
www.sulzermetco.com<br />
©2008 Sulzer Metco