

trenes modulares - Metra SpA
trenes modulares - Metra SpA
trenes modulares - Metra SpA
- No tags were found...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
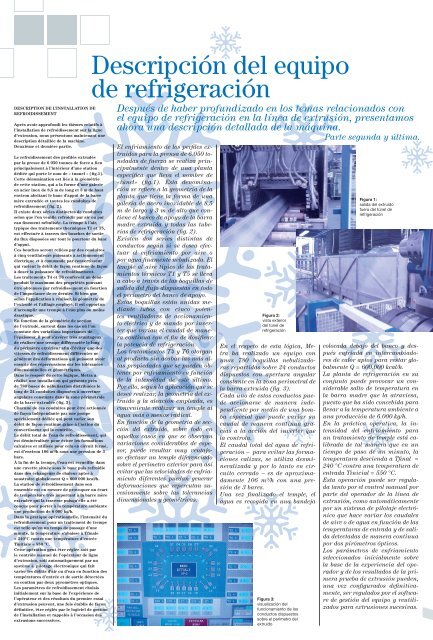
DESCRIPTION DE L’INSTALLATION DEREFROIDISSEMENTAprès avoir approfondi les thèmes relatifs àl’installation de refroidissement sur la ligned’extrusion, nous présentons maintenant unedescription détaillée de la machine.Deuxième et dernière partie.Le refroidissement des profilés extrudéspar la presse de 6 050 tonnes de force a lieuprincipalement à l’intérieur d’une stationdédiée qui porte le nom de « tunnel » (fig.1).Cette dénomination est liée à la géométriede cette station, qui a la forme d’une galerieen acier inox de 8,5 m de long et 3 m de hautenviron abritant le banc d’appui de la barremère extrudée et toutes les conduites derefroidissement (fig. 2).Il existe deux séries distinctes de conduitesselon que l’on veuille refroidir par air ou pareau finement nébulisée. La trempe à l’air,typique des traitements thermiques T1 et T5,est effectuée à travers des bouches de sortiedu flux disposées sur tout le pourtour du bancd’appui.Ces bouches seront reliées par des conduitesà cinq ventilateurs puissants à actionnementélectrique et à commande par convertisseurqui varient le débit de façon continue de façonà doser la puissance de refroidissement.Les traitements T4 et T6 confèrent au demiproduitle maximum des propriétés pouvantêtre obtenues par refroidissement en fonctionde l’importance de ce dernier. Si bien queselon l’application à réaliser, la géométrie del’extrudé et l’alliage employé, il est opportund’accomplir une trempe à l’eau plus ou moinsdrastique.En fonction de la géométrie de sectionde l’extrudé, surtout dans les cas où l’onconstate des variations importantes del’épaisseur, il peut s’avérer très avantageuxde réaliser une trempe différenciée le longdu périmètre extérieur afin d’éviter que desvitesses de refroidissement différentes negénèrent des déformations qui puissent avoirensuite des répercussions sur les tolérancesdimensionnelles et géométriques.Dans le respect de cette logique, <strong>Metra</strong> aréalisé une installation qui présente prèsde 780 buses de nébulisation distribuées lelong de 24 conduites disposées à ouvertureangulaire constante dans la zone périmétralede la barre extrudée (fig. 3).Chacune de ces conduites peut être actionnéede façon indépendante par une pompespécialement dédiée qui peut varier sondébit de façon continue grâce à l’action duconvertisseur qui la contrôle.Le débit total de l’eau de refroidissement, quiest déminéralisée pour éviter les formationscalcaires et utilisée pour cela en circuit fermé,est d’environ 106 m³/h sous une pression de 3bars.À la fin de la trempe, l’eau est recueillie dansune cuvette située sous le banc puis refroidiedans des échangeurs de chaleur aptes àsoustraire globalement Q = 600 000 kcal/h.La station de refroidissement dans sonensemble est en mesure de provoquer un écartde température très important à la barre mèreextrudée qui la traverse puisqu’elle a étéconçue pour porter à la température ambianteune production de 6 000 kg/h.Dans la pratique opérationnelle, l’intensité durefroidissement pour un traitement de trempeest telle qu’en un temps de passage d’uneminute, la température s’abaisse à Tfinale= 240°C contre une température d’entréeTinitiale = 550 °C.Cette opération peut être réglée soit parle contrôle manuel de l’opérateur de ligned’extrusion, soit automatiquement par unsystème à pilotage électronique qui faitvarier les débits d’air ou d’eau en fonction destempératures d’entrée et de sortie détectéesen continu par deux pyromètres optiques.Les paramètres de refroidissement choisisinitialement sur la base de l’expérience del’opérateur et des résultats du premier essaid’extrusion peuvent, une fois établis de façondéfinitive, être réglés par le logiciel de gestionde l’installation et rappelés à l’occasion desextrusions successives.Descripción del equipode refrigeraciónDespués de haber profundizado en los temas relacionados conel equipo de refrigeración en la línea de extrusión, presentamosahora una descripción detallada de la máquina.El enfriamiento de los perfiles extruidospara la prensa de 6.050 toneladasde fuerza se realiza principalmentedentro de una plantaespecífica que lleva el nombre de«túnel» (fig.1). Esta denominaciónse refiere a la geometría de laplanta que tiene la forma de unagalería de acero inoxidable de 8,5m de largo y 3 m de alto que contieneel banco de apoyo de la barramadre extruida y todas las tuberíasde refrigeración (fig. 2).Existen dos series distintas deconductos según si se desea efectuarel enfriamiento por aire opor agua finamente nebulizada. Eltemple al aire típico de los tratamientostérmicos T1 y T5 se llevaa cabo a través de las boquillas desalida del flujo dispuestas en todoel perímetro del banco de apoyo.Estas boquillas están unidas mediantetubos con cinco potentesventiladores de accionamientoeléctrico y de mando por inverterque varían el caudal de maneracontinua con el fin de dosificarla potencia de refrigeración.Los tratamientos T4 y T6 otorganal producto sin acabar las más altaspropiedades que se pueden obtenerpor enfriamiento en funciónde la intensidad de este último.Por ello, según la aplicación que sedesee realizar, la geometría del extruidoy la aleación empleada, esconveniente realizar un temple alagua más o menos radical.En función de la geometría de seccióndel extruido, sobre todo enaquellos casos en que se observanvariaciones considerables de espesor,puede resultar muy ventajosoefectuar un temple diferenciadosobre el perímetro exterior para asíevitar que las velocidades de enfriamientodiferentes puedan generardeformaciones que repercutan sucesivamentesobre las toleranciasdimensionales y geométricas.Figura 2:vista exteriordel túnel derefrigeraciónEn el respeto de esta lógica, <strong>Metra</strong>ha realizado un equipo conunas 780 boquillas nebulizadorasrepartidas sobre 24 conductosdispuestos con apertura angularconstante en la zona perimetral dela barra extruida (fig. 3).Cada uno de estos conductos puedeaccionarse de manera independientepor medio de una bombaespecial que puede variar sucaudal de manera continua graciasa la acción del inverter quela controla.El caudal total del agua de refrigeración– para evitar las formacionescalizas, se utiliza desmineralizaday por lo tanto en circuitocerrado – es de aproximadamente106 m³/h con una presiónde 3 bares.Una vez finalizado el temple, elagua es recogida en una bandejaFigura 3:visualización delfuncionamiento de losconductos dispuestossobre el perímetro delextruidoParte segunda y última.Figura 1:salida del extruidofuera del túnel derefrigeracióncolocada debajo del banco y despuésenfriada en intercambiadoresde calor aptos para restar globalmenteQ = 600.000 kcal/h.La planta de refrigeración en suconjunto puede provocar un considerablesalto de temperatura enla barra madre que la atraviesa,puesto que ha sido concebida parallevar a la temperatura ambiente auna producción de 6.000 kg/h.En la práctica operativa, la intensidaddel enfriamiento paraun tratamiento de temple está calibradade tal manera que en untiempo de paso de un minuto, latemperatura descienda a Tfinal =240 °C contra una temperatura deentrada Tinicial = 550 °C.Esta operación puede ser reguladatanto por el control manual porparte del operador de la línea deextrusión, como automáticamentepor un sistema de pilotaje electrónicoque hace variar los caudalesde aire o de agua en función de lastemperaturas de entrada y de salidadetectadas de manera continuapor dos pirómetros ópticos.Los parámetros de enfriamientoseleccionados inicialmente sobrela base de la experiencia del operadory de los resultados de la primeraprueba de extrusión pueden,una vez configurados definitivamente,ser regulados por el softwarede gestión del equipo y reutilizadospara extrusiones sucesivas.













