la revista de los profesionales de los tratamientos ... - Metalspain
la revista de los profesionales de los tratamientos ... - Metalspain
la revista de los profesionales de los tratamientos ... - Metalspain

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Uno <strong>de</strong> <strong>los</strong> objetivos <strong>de</strong> este trabajo ha sido <strong>de</strong>terminar<br />
un valor óptimo <strong>de</strong> este coeficiente <strong>de</strong>pendiente <strong>de</strong> <strong>la</strong><br />
temperatura y que permitiese reproducir el temple industrial<br />
en diferentes dimensiones <strong>de</strong> tornillo. Como primera<br />
aproximación se ha calcu<strong>la</strong>do dicho coeficiente <strong>de</strong><br />
forma teórica aplicando el mo<strong>de</strong>lo <strong>de</strong> <strong>la</strong> Capacidad Térmica<br />
Global, según el cuál el problema <strong>de</strong> transferencia<br />
<strong>de</strong> calor se resuelve como una aplicación simplificada<br />
<strong>de</strong>l principio <strong>de</strong> conservación <strong>de</strong> <strong>la</strong> energía teniendo en<br />
cuenta <strong>la</strong> interacción pieza-fluido [9]. Ahora bien, el coeficiente<br />
óptimo se ha obtenido finalmente a partir <strong>de</strong>l<br />
mejor ajuste <strong>de</strong> <strong>los</strong> perfiles <strong>de</strong> enfriamiento experimentales,<br />
teniendo en cuenta <strong>la</strong>s propieda<strong>de</strong>s físicas <strong>de</strong>l aceite<br />
<strong>de</strong> temple utilizado.<br />
Desarrol<strong>la</strong>do el mo<strong>de</strong>lo <strong>de</strong> elementos que permite conocer<br />
<strong>la</strong>s velocida<strong>de</strong>s <strong>de</strong> enfriamiento experimentadas en<br />
diferentes puntos <strong>de</strong> <strong>la</strong> pieza durante el temple y conocida<br />
<strong>la</strong> curva Jominy <strong>de</strong> un acero es posible <strong>de</strong>terminar si<br />
dicha pieza podrá cumplir o no <strong>los</strong> requisitos <strong>de</strong> dureza<br />
y a qué profundidad, que es el objetivo último <strong>de</strong> este<br />
trabajo.<br />
2. Experimental<br />
Se han realizado temples en aceite en el <strong>la</strong>boratorio <strong>de</strong><br />
muestras provenientes <strong>de</strong> tornil<strong>los</strong> <strong>de</strong> dos dimensiones<br />
diferentes, ∅ 42 y 47mm, fabricados con un acero <strong>de</strong><br />
medio contenido en carbono y baja aleación (tipo<br />
40CrMo con adiciones <strong>de</strong> Ni y B). Las piezas <strong>de</strong> geometría<br />
cilíndrica y <strong>de</strong> longitud igual a dos veces el diámetro<br />
en cada caso, tienen un volumen <strong>de</strong> 1.2·10 -10 y 1.6·10 -<br />
10 dm 3 , para ∅ 42 y 47mm, respectivamente. Para obtener<br />
<strong>los</strong> perfiles temperatura-tiempo en distintos puntos<br />
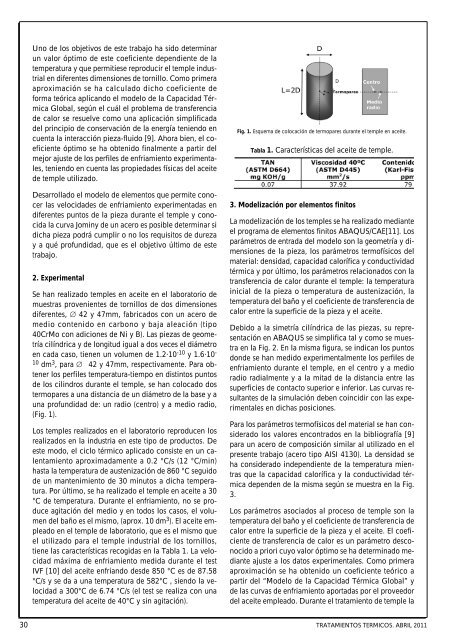
<strong>de</strong> <strong>los</strong> cilindros durante el temple, se han colocado dos<br />
termopares a una distancia <strong>de</strong> un diámetro <strong>de</strong> <strong>la</strong> base y a<br />
una profundidad <strong>de</strong>: un radio (centro) y a medio radio,<br />
(Fig. 1).<br />
Los temples realizados en el <strong>la</strong>boratorio reproducen <strong>los</strong><br />
realizados en <strong>la</strong> industria en este tipo <strong>de</strong> productos. De<br />
este modo, el ciclo térmico aplicado consiste en un calentamiento<br />
aproximadamente a 0.2 °C/s (12 °C/min)<br />
hasta <strong>la</strong> temperatura <strong>de</strong> austenización <strong>de</strong> 860 °C seguido<br />
<strong>de</strong> un mantenimiento <strong>de</strong> 30 minutos a dicha temperatura.<br />
Por último, se ha realizado el temple en aceite a 30<br />
°C <strong>de</strong> temperatura. Durante el enfriamiento, no se produce<br />
agitación <strong>de</strong>l medio y en todos <strong>los</strong> casos, el volumen<br />
<strong>de</strong>l baño es el mismo, (aprox. 10 dm 3 ). El aceite empleado<br />
en el temple <strong>de</strong> <strong>la</strong>boratorio, que es el mismo que<br />
el utilizado para el temple industrial <strong>de</strong> <strong>los</strong> tornil<strong>los</strong>,<br />
tiene <strong>la</strong>s características recogidas en <strong>la</strong> Tab<strong>la</strong> 1. La velocidad<br />
máxima <strong>de</strong> enfriamiento medida durante el test<br />
IVF [10] <strong>de</strong>l aceite enfriando <strong>de</strong>s<strong>de</strong> 850 °C es <strong>de</strong> 87.58<br />
°C/s y se da a una temperatura <strong>de</strong> 582°C , siendo <strong>la</strong> velocidad<br />
a 300°C <strong>de</strong> 6.74 °C/s (el test se realiza con una<br />
temperatura <strong>de</strong>l aceite <strong>de</strong> 40°C y sin agitación).<br />
Fig. 1. Esquema <strong>de</strong> colocación <strong>de</strong> termopares durante el temple en aceite.<br />
Tab<strong>la</strong> 1. Características <strong>de</strong>l aceite <strong>de</strong> temple.<br />
3. Mo<strong>de</strong>lización por elementos finitos<br />
La mo<strong>de</strong>lización <strong>de</strong> <strong>los</strong> temples se ha realizado mediante<br />
el programa <strong>de</strong> elementos finitos ABAQUS/CAE[11]. Los<br />
parámetros <strong>de</strong> entrada <strong>de</strong>l mo<strong>de</strong>lo son <strong>la</strong> geometría y dimensiones<br />
<strong>de</strong> <strong>la</strong> pieza, <strong>los</strong> parámetros termofísicos <strong>de</strong>l<br />
material: <strong>de</strong>nsidad, capacidad calorífica y conductividad<br />
térmica y por último, <strong>los</strong> parámetros re<strong>la</strong>cionados con <strong>la</strong><br />
transferencia <strong>de</strong> calor durante el temple: <strong>la</strong> temperatura<br />
inicial <strong>de</strong> <strong>la</strong> pieza o temperatura <strong>de</strong> austenización, <strong>la</strong><br />
temperatura <strong>de</strong>l baño y el coeficiente <strong>de</strong> transferencia <strong>de</strong><br />
calor entre <strong>la</strong> superficie <strong>de</strong> <strong>la</strong> pieza y el aceite.<br />
Debido a <strong>la</strong> simetría cilíndrica <strong>de</strong> <strong>la</strong>s piezas, su representación<br />
en ABAQUS se simplifica tal y como se muestra<br />
en <strong>la</strong> Fig. 2. En <strong>la</strong> misma figura, se indican <strong>los</strong> puntos<br />
don<strong>de</strong> se han medido experimentalmente <strong>los</strong> perfiles <strong>de</strong><br />
enfriamiento durante el temple, en el centro y a medio<br />
radio radialmente y a <strong>la</strong> mitad <strong>de</strong> <strong>la</strong> distancia entre <strong>la</strong>s<br />
superficies <strong>de</strong> contacto superior e inferior. Las curvas resultantes<br />
<strong>de</strong> <strong>la</strong> simu<strong>la</strong>ción <strong>de</strong>ben coincidir con <strong>la</strong>s experimentales<br />
en dichas posiciones.<br />
Para <strong>los</strong> parámetros termofísicos <strong>de</strong>l material se han consi<strong>de</strong>rado<br />
<strong>los</strong> valores encontrados en <strong>la</strong> bibliografía [9]<br />
para un acero <strong>de</strong> composición simi<strong>la</strong>r al utilizado en el<br />
presente trabajo (acero tipo AISI 4130). La <strong>de</strong>nsidad se<br />
ha consi<strong>de</strong>rado in<strong>de</strong>pendiente <strong>de</strong> <strong>la</strong> temperatura mientras<br />
que <strong>la</strong> capacidad calorífica y <strong>la</strong> conductividad térmica<br />
<strong>de</strong>pen<strong>de</strong>n <strong>de</strong> <strong>la</strong> misma según se muestra en <strong>la</strong> Fig.<br />
3.<br />
Los parámetros asociados al proceso <strong>de</strong> temple son <strong>la</strong><br />
temperatura <strong>de</strong>l baño y el coeficiente <strong>de</strong> transferencia <strong>de</strong><br />
calor entre <strong>la</strong> superficie <strong>de</strong> <strong>la</strong> pieza y el aceite. El coeficiente<br />
<strong>de</strong> transferencia <strong>de</strong> calor es un parámetro <strong>de</strong>sconocido<br />
a priori cuyo valor óptimo se ha <strong>de</strong>terminado mediante<br />
ajuste a <strong>los</strong> datos experimentales. Como primera<br />
aproximación se ha obtenido un coeficiente teórico a<br />
partir <strong>de</strong>l “Mo<strong>de</strong>lo <strong>de</strong> <strong>la</strong> Capacidad Térmica Global” y<br />
<strong>de</strong> <strong>la</strong>s curvas <strong>de</strong> enfriamiento aportadas por el proveedor<br />
<strong>de</strong>l aceite empleado. Durante el tratamiento <strong>de</strong> temple <strong>la</strong><br />
30 TRATAMIENTOS TERMICOS. ABRIL 2011