planeacion y manufactura de una herramental mecanico para el
planeacion y manufactura de una herramental mecanico para el
planeacion y manufactura de una herramental mecanico para el
- No tags were found...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
CONTENIDOCAPITULO 1. Introducción al Desarrollo <strong>de</strong>l Proyecto ............................................ 6Introducción ................................................................................................................ 2Problemática ............................................................................................................... 3Objetivos ..................................................................................................................... 5Metas <strong>de</strong>l proyecto ...................................................................................................... 5Justificación ................................................................................................................ 6D<strong>el</strong>imitaciones ............................................................................................................ 6CAPITULO 2. Marco Teórico .................................................................................... 8Competidores en <strong>el</strong> mercado ...................................................................................... 9Propiedad int<strong>el</strong>ectual existente ................................................................................... 9Normatividad r<strong>el</strong>acionada con <strong>el</strong> sistema ................................................................. 10Normas Oficiales Mexicanas involucradas .......................................................... 10Normas Ergonómicas ........................................................................................... 11Normas Referentes a Componentes Mecánicos ................................................... 15Metodología .............................................................................................................. 15Metodología “DISEÑO TOTAL” ........................................................................ 16Procesos <strong>de</strong> Manufactura .......................................................................................... 19Sistemas CAD/CAM/CAE.................................................................................. 20Sistemas CAD ..................................................................................................... 22Sistemas CAM .................................................................................................... 22Sistemas CAE ..................................................................................................... 23Conformado <strong>de</strong> Metales ...................................................................................... 24Teoría <strong>de</strong>l maquinado <strong>de</strong> metales ................................................................... 25Materiales <strong>para</strong> la <strong>manufactura</strong> ........................................................................... 26Aceros al Carbón ............................................................................................. 29Aceros Aleados ............................................................................................... 30Aceros Inoxidables .......................................................................................... 32Aceros Grado Herramental ............................................................................. 33Materiales <strong>de</strong> Herramientas <strong>de</strong> Corte .............................................................. 34Aplicaciones .................................................................................................... 34Carburos cementados ...................................................................................... 34Sistema <strong>de</strong> clasificación <strong>para</strong> los carburos cementados .................................. 34Cermets ........................................................................................................... 36Cerámicos ....................................................................................................... 36Nitruro Cúbico <strong>de</strong> Boro Policristalino (PCBN) .............................................. 37Técnicas Avanzadas <strong>de</strong> Manufactura .................................................................. 37Maquinado químico ........................................................................................ 37Maquinado por pulso <strong>el</strong>ectroquímico (PECM) ............................................... 40Rectificación <strong>el</strong>ectroquímica .......................................................................... 40Electroerosión ................................................................................................. 41
EDM con alambre ........................................................................................... 43Rectificación por <strong>de</strong>scarga <strong>el</strong>éctrica ............................................................... 44Maquinado por rayo laser ............................................................................... 44Maquinado por haz <strong>de</strong> <strong>el</strong>ectrones ................................................................... 44Maquinado por chorro <strong>de</strong> agua ....................................................................... 45Maquinado por chorro abrasivo ...................................................................... 45CAPITULO 3. Planeación <strong>de</strong> la Manufactura <strong>de</strong>l sistema ...................................... 47Planeación <strong>de</strong> la <strong>manufactura</strong> .................................................................................. 48Ingeniería Asistida por Computadora (CAE) Aplicada ...................................... 49Definición <strong>de</strong> las operaciones y secuencia <strong>de</strong> <strong>manufactura</strong> ................................ 56Calculo <strong>de</strong> parámetros <strong>de</strong>scriptivos <strong>de</strong> los procesos <strong>de</strong> mecanizado .................. 60CAPITULO 4. Manufactura <strong>de</strong>l Sistema ................................................................ 78Manufactura <strong>de</strong>l <strong>herramental</strong> <strong>de</strong> p<strong>el</strong>ado .................................................................. 79Fresado <strong>de</strong> componentes ..................................................................................... 79Fresado Convencional ......................................................................................... 80Torneado <strong>de</strong> componentes .................................................................................. 81Maquinado Avanzado ......................................................................................... 82Taladrado <strong>de</strong> componentes ................................................................................. 84Ensamble <strong>de</strong> componentes .................................................................................. 85CAPITULO 5: Pruebas <strong>de</strong> <strong>de</strong>sempeño .................................................................... 88Pruebas <strong>de</strong> <strong>de</strong>sempeño ............................................................................................. 89CAPITULO 6. Conclusiones y Definición <strong>de</strong> Nuevas Líneas <strong>de</strong> Investigación ..... 90Conclusiones ............................................................................................................ 91MESOGRAFIA ....................................................................................................... 92ANEXO A ............................................................................................................... 93Planos De Fabricacion D<strong>el</strong> Herramental Mecanico Para El Desprendimiento DeLa Cascara De Habas Secas. ............................................................................... 94Documentos <strong>de</strong> referencia ................................................................................. 111ANEXO B .............................................................................................................. 114Obtención <strong>de</strong> los parámetros <strong>de</strong> mecánica ........................................................ 115<strong>de</strong>l corte <strong>de</strong> la cáscara <strong>de</strong> haba seca .................................................................. 115Análisis físico <strong>de</strong>l conjunto fruto-cáscara ......................................................... 116Determinación estadística <strong>de</strong>l tamaño <strong>de</strong>l haba ................................................ 118Análisis físico <strong>de</strong>l haba ..................................................................................... 120Obtención <strong>de</strong> datos y caracterización <strong>de</strong> parámetros ........................................ 121Diseño Conceptual <strong>de</strong>l Mecanismo <strong>de</strong> P<strong>el</strong>ado .................................................. 122Recopilación <strong>de</strong> Opciones <strong>de</strong> Diseño ............................................................... 124Análisis y S<strong>el</strong>ección <strong>de</strong>l Diseño Viable ............................................................ 133Diseño <strong>de</strong> mecanismos funcionales .................................................................. 135
DEDICATORIAEl verda<strong>de</strong>ro valor <strong>de</strong> las cosas y su aportación a nuestra almaes <strong>de</strong>finido por como nosotros mismos las vemos, la etiqueta queasignamos a los momentos vividos <strong>de</strong>pen<strong>de</strong> <strong>de</strong> la intensidadcon la que han <strong>de</strong>jado hu<strong>el</strong>la en nuestro ser.Des<strong>de</strong> tu partida ha sido muy duro apren<strong>de</strong>r a vivir sin ti pero apesar <strong>de</strong> lo suscitado heme aquí en don<strong>de</strong> algún día soñamos juntos…ahora que no te puedo ver tengo la imagen más clara <strong>de</strong> ti, ahora queno puedo oír tu voz puedo escuchar mas fuerte tus consejos que me diste,ahora que no estás aquí es cuando más presente te tengo en mi corazón.Me siento bien por haberte dado lo que estuvo a mi alcancecuando lo necesitaste, me siento bien porque te dije todo lo quete tenía que <strong>de</strong>cir en su momento, me siento bien porque lo qu<strong>el</strong>legamos a vivir trascen<strong>de</strong>rá en mi alma por siempre.Paty don<strong>de</strong> quiera que te encuentres ten por seguro que siempre serásmi áng<strong>el</strong> y te recordaré con todo mi cariño como <strong>el</strong> que te lleguea <strong>de</strong>mostrar cuando estuviste en vida.
AGRADECIMIENTOSAgra<strong>de</strong>zco a todos aqu<strong>el</strong>los que han hecho posible directa o indirectamente la realización<strong>de</strong> este trabajo, pues me doy cuenta que todas las personas que me ro<strong>de</strong>an me han apoyadoincondicionalmente y han aportado lo que ha quedado <strong>de</strong> su parte <strong>para</strong> que esto suceda.Agra<strong>de</strong>zco a mis padres <strong>el</strong> hecho <strong>de</strong> apoyarme siempre que así lo he necesitado, pues asíhan <strong>de</strong>mostrado <strong>el</strong> cariño que sienten por mí, y que quieren solo lo mejor. A mi familia que apesar <strong>de</strong> que han sido tiempos difíciles han sabido apoyarme y estar siempre <strong>para</strong> lo que yonecesite.A mis directores <strong>de</strong> tesis porque con su ayuda ha sido posible esto, al M.C. RodolfoCarro López y al M.C. Ignacio Hernán<strong>de</strong>z Castillo quienes aparte <strong>de</strong> ser gran<strong>de</strong>s amigos, han sidoquienes han forjado mi <strong>de</strong>sarrollo profesional, compartiendo sus conocimientos y vivenciasconmigo, logrando que <strong>una</strong> vez más me encuentre en esta situación académica.A mis amigos y compañeros <strong>de</strong> trabajo, quienes también con su actitud <strong>de</strong> apoyo,comprensión y paciencia hacia mí, han generado las condiciones favorables <strong>para</strong> que este trabajosea posible.A la Universidad Tecnológica <strong>de</strong> la Mixteca que me ha permitido <strong>el</strong> <strong>de</strong>sarrollo integralcomo persona y como profesionista, haciendo <strong>de</strong> mí un profesional con <strong>una</strong> visión clara <strong>de</strong>generar un entorno sustentable al aplicar los conocimientos adquiridos durante la estanciaacadémica.
Capítulo 1Introducción al Desarrollo <strong>de</strong>l ProyectoCAPITULO 1. Introducción al Desarrollo <strong>de</strong>l ProyectoDejamos <strong>de</strong> temer a aqu<strong>el</strong>lo quese ha aprendido a enten<strong>de</strong>rMarie Curie
IntroducciónA lo largo <strong>de</strong> la historia, <strong>el</strong> hombre se ha encontrado con ciertas dificulta<strong>de</strong>s que lo han invitadoa razonar, analizar y resolver los problemas que su entorno le presenta, ya que <strong>de</strong>s<strong>de</strong> tiempos inmemorables,<strong>el</strong> instinto <strong>de</strong> supervivencia trajo consigo la necesidad <strong>de</strong> proveer alimento al hombre primitivo, sinembargo también fue necesario <strong>el</strong> aplicar la capacidad <strong>de</strong> razonamiento <strong>de</strong>l mismo y así <strong>de</strong>sbordar suimaginación <strong>para</strong> la creación y <strong>manufactura</strong> <strong>de</strong> artefactos rudimentarios, dichos enseres no fueron másque artilugios <strong>de</strong>sarrollados con <strong>el</strong> fin <strong>de</strong> facilitar <strong>el</strong> trabajo, disminuyendo la fuerza empleada <strong>para</strong> llevara cabo alg<strong>una</strong> acción y así mejorando los resultados <strong>de</strong>seados. Posteriormente, este ciclo iterativo <strong>de</strong>la generación <strong>de</strong> conocimiento a través <strong>de</strong> la experiencia <strong>para</strong> crear estos a<strong>para</strong>tos simples quefinalmente se <strong>de</strong>fine como tecnología nueva con la finalidad <strong>de</strong> cubrir <strong>una</strong> necesidad, abrió camino <strong>para</strong><strong>el</strong> <strong>de</strong>sarrollo tecnológico <strong>de</strong> la especie humana.Cabe mencionar que en <strong>el</strong> año <strong>de</strong> 1793 se marca un hito en <strong>el</strong> <strong>de</strong>sarrollo industrial <strong>de</strong> los EstadosUnidos, <strong>el</strong> cual se configura en tiempo y forma exactos <strong>para</strong> la época, esto trajo como consecuenciala <strong>de</strong>tonante <strong>de</strong> un sistema económico creciente <strong>para</strong> <strong>el</strong> sector agrícola <strong>de</strong>l sur <strong>de</strong> los Estados Unidos enaqu<strong>el</strong> entonces, ya que Eli Whitney, graduado a los 27 años <strong>de</strong>l Yale Collage, fue <strong>el</strong> inventor y fabricante<strong>de</strong> <strong>una</strong> máquina <strong>de</strong>sgranadora <strong>de</strong> algodón; dicha actividad era consi<strong>de</strong>rada como <strong>una</strong> actividad <strong>de</strong>las más pesadas, ya que consumía <strong>de</strong>masiado tiempo, mano <strong>de</strong> obra y esfuerzo humano, lo cual implicaba<strong>una</strong> gran <strong>de</strong>manda <strong>de</strong> los esclavos ya que la época así lo exigía.La invención <strong>de</strong> dicha máquina, impulso <strong>el</strong> sector agrícola, expandiendo los sembradíos <strong>de</strong>algodón en un corto periodo <strong>de</strong> tiempo ya que representaba un valioso ingreso, Whitney lejos <strong>de</strong> haberfacilitado la actividad <strong>de</strong> <strong>de</strong>sgranado <strong>de</strong> algodón su verda<strong>de</strong>ra aportación al <strong>de</strong>sarrollo industrialestadouni<strong>de</strong>nse fue <strong>el</strong> implementar un sistema <strong>de</strong> <strong>manufactura</strong> y producción <strong>de</strong> mosquetes, ya que sediseño y construyo maquinaria específica <strong>para</strong> ese fin dando inicio a la producción en serie en losEstados Unidos; es evi<strong>de</strong>nte que en la actualidad este proceso iterativo <strong>para</strong> la aportación e innovación<strong>de</strong> i<strong>de</strong>as y conceptos, sigue aplicándose y ha traído consigo la creación <strong>de</strong> técnicas y sistemas quefaciliten la vida <strong>de</strong>l hombre mo<strong>de</strong>rno a<strong>de</strong>más <strong>de</strong> generar conocimiento que impulsa <strong>el</strong> <strong>de</strong>sarrollotecnológico, pues hoy en día se pue<strong>de</strong>n observar gran variedad <strong>de</strong> artículos que han sido consecuencia<strong>de</strong> este proceso tecnológico.Nuestro entorno ofrece gran cantidad <strong>de</strong> bienes que la mayor parte <strong>de</strong> nosotros pasamos<strong>de</strong>sapercibidos, pues se han vu<strong>el</strong>to parte <strong>de</strong> nuestra vida cotidiana y se han homogenizado en nuestroestilo <strong>de</strong> vida actual, sin embargo, <strong>de</strong>trás <strong>de</strong> cada uno <strong>de</strong> estos productos conlleva <strong>una</strong> larga y complejatrayectoria que hace posible que estén al alcance <strong>de</strong> nuestras manos.Los procesos, estándares, materiales y técnicas mo<strong>de</strong>rnas <strong>de</strong> <strong>manufactura</strong> son <strong>el</strong> pilar <strong>de</strong> nuestrasociedad actual en cuanto consumo <strong>de</strong> productos <strong>de</strong> cualquier índole concierne, <strong>de</strong>s<strong>de</strong> los textiles <strong>para</strong>vestir, los alimenticios <strong>para</strong> sobrevivir, y los <strong>el</strong>aborados <strong>para</strong> construir nuestras viviendas, hasta losfabricados con fines <strong>de</strong> investigación y <strong>de</strong>sarrollo aeroespacial con nanotecnología y/omicromaquinados.Entonces se tiene la premisa <strong>de</strong> que si los sectores primarios <strong>de</strong> un sistema social basado en lamercatización <strong>de</strong> nuestra economía global, fueran estimulados en <strong>el</strong> ámbito tecnológico, esto implicaría2
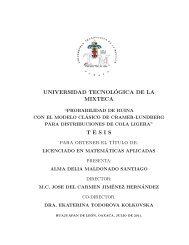
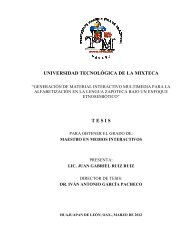
un impulso <strong>de</strong> fondo <strong>para</strong> dicho sistema social; por <strong>el</strong>lo, este proyecto <strong>de</strong> tesis se involucra directamenteen este punto, pues <strong>el</strong> <strong>de</strong>sarrollo <strong>de</strong> tecnología <strong>para</strong> <strong>el</strong> sector agrícola trae consigo gran<strong>de</strong>s avances en <strong>el</strong>sistema productivo.El proyecto <strong>de</strong> tesis <strong>de</strong>sarrollado en este documento consiste en la generación <strong>de</strong> tecnología<strong>para</strong> facilitar <strong>el</strong> p<strong>el</strong>ado <strong>de</strong> habas secas, dicha leguminosa, en la actualidad se produce abundantemente en<strong>el</strong> estado <strong>de</strong> Puebla, siendo éste <strong>el</strong> primer productor a niv<strong>el</strong> nacional, sin embargo por causa <strong>de</strong> procesoscomerciales que encarecen <strong>el</strong> producto sin generar utilidad <strong>para</strong> <strong>el</strong> sector primario, es importanteimplementar un sistema funcional que agregue valor al producto directamente en <strong>el</strong> lugar don<strong>de</strong> este seorigina.En tanto tiene como objetivo principal, <strong>el</strong> <strong>manufactura</strong>r un sistema mecánico que realizará lafunción <strong>de</strong> p<strong>el</strong>ado <strong>de</strong> habas secas, es <strong>de</strong> suma importancia mencionar que actualmente en México no secuenta con <strong>el</strong> <strong>de</strong>sarrollo <strong>de</strong> este tipo <strong>de</strong> tecnología ya que al revisar los registros correspondientes a estatemática en cuanto a propiedad int<strong>el</strong>ectual correspon<strong>de</strong>, se ha <strong>de</strong>terminado que no existe algúndocumento que sustente la creación o innovación <strong>de</strong> tecnología que cubra esta necesidad.Se inicia tomando como referencia <strong>el</strong> análisis simplificado <strong>de</strong>l producto a tratar, así comotambién se partirá <strong>de</strong> <strong>una</strong> s<strong>el</strong>ección previa <strong>de</strong>l mecanismo que realizará la función <strong>de</strong> p<strong>el</strong>ado, estesistema sugiere patrones <strong>de</strong> forma y esquemas <strong>de</strong> componentes que en teoría lograrían realizar lafunción <strong>de</strong> p<strong>el</strong>ado, luego se aplicarán técnicas <strong>de</strong> planeación <strong>de</strong> la <strong>manufactura</strong> <strong>de</strong>finiendo así <strong>el</strong> proceso<strong>de</strong> fabricación <strong>de</strong> cada componente, en seguida se implementará físicamente <strong>el</strong> prototipo <strong>de</strong>l sistema <strong>de</strong>p<strong>el</strong>ado <strong>de</strong> habas secas, finalmente se realizarán pruebas <strong>de</strong> <strong>de</strong>sempeño y los datos obtenidos se validaráncon respecto a la expectativa inicial a fin <strong>de</strong> generar un proceso iterativo <strong>para</strong> afinar <strong>de</strong>talles quemejoren <strong>el</strong> <strong>de</strong>sempeño y cumplan con las especificaciones requeridas, aun cuando este proyecto sirvacomo base <strong>para</strong> otros en don<strong>de</strong> se <strong>de</strong>sarrolle a fondo dicha iteración.ProblemáticaEste proyecto <strong>de</strong> tesis, se enfoca a la <strong>manufactura</strong> <strong>de</strong> un <strong>herramental</strong> mecánico <strong>para</strong> <strong>el</strong><strong>de</strong>scascarado <strong>de</strong> habas secas con lo cual en consecuencia se agregará valor a la producción <strong>de</strong> habasdirectamente al niv<strong>el</strong> primario <strong>de</strong> la ca<strong>de</strong>na productiva <strong>de</strong> las mismas.Actualmente en <strong>el</strong> municipio <strong>de</strong> Oyam<strong>el</strong>es Puebla existe un prototipo <strong>de</strong> máquina p<strong>el</strong>adora (verfigura 1.1), presentando <strong>de</strong>ficiencias, que atentan contra <strong>el</strong> <strong>de</strong>sempeño <strong>de</strong> dicho prototipo, ya que ésteinteractúa con las mismas y tiene como principal ten<strong>de</strong>ncia la s<strong>el</strong>ección ya que <strong>el</strong> mecanismo con <strong>el</strong> quecuenta las toma <strong>de</strong> “<strong>una</strong> en <strong>una</strong>” y las hace pasar entre dos componentes metálicos que tienen <strong>una</strong>se<strong>para</strong>ción “fija” entre sí (ver figura 1.2), es muy importante señalar que dichas puntas metálicas tienen<strong>una</strong> superficie lisa, los componentes están acoplados a un mecanismo <strong>de</strong> ajuste mediante resortes <strong>de</strong>tensión (ver figura 1.3), estos impulsan un eslabón generando un momento y en consecuencia aplicando<strong>una</strong> fuerza <strong>de</strong> palanca sobre <strong>el</strong> haba que se encuentre entre las puntas, por consiguiente según sea lasituación <strong>de</strong>l haba a p<strong>el</strong>ar, existe <strong>el</strong> caso en que ésta es <strong>de</strong>masiado gran<strong>de</strong> con respecto a la se<strong>para</strong>ción <strong>de</strong>las punta, entonces la fuerza ejercida sobre la corteza <strong>de</strong>l haba, sobrepasa <strong>el</strong> niv<strong>el</strong> permisible <strong>de</strong> fractura<strong>de</strong>l fruto, es <strong>de</strong>cir que, <strong>el</strong> haba tien<strong>de</strong> a romperse por <strong>el</strong> exceso <strong>de</strong> presión sobre la misma.3
Figura 1.1. Prototipo <strong>de</strong>l sistema <strong>de</strong> p<strong>el</strong>ado Oyam<strong>el</strong>es Puebla Fuente: Fotografías <strong>de</strong>l tesistaEn contraparte si <strong>el</strong> haba s<strong>el</strong>eccionada tiene un tamaño inferior al establecido en la se<strong>para</strong>ción,esta pasará <strong>de</strong> largo sin ser p<strong>el</strong>ada o tener siquiera contacto con las puntas metálicas, por consiguiente,solo <strong>una</strong> cantidad mínima <strong>de</strong> habas es p<strong>el</strong>ada con éxito, lo cual vu<strong>el</strong>ve al mecanismo un sistemaineficiente y con un alto índice <strong>de</strong> merma (véase figura 1.2 y figura 1.3).Figura 1.2 Actuadores <strong>de</strong> p<strong>el</strong>ado y <strong>el</strong> <strong>de</strong>splazamientor<strong>el</strong>ativo <strong>de</strong>l transportador <strong>de</strong> producto Fuente: Fotografías<strong>de</strong>l tesistaFigura 1.3 Sistema <strong>de</strong> tensión <strong>de</strong> los actuadores <strong>de</strong> p<strong>el</strong>adoFuente: Fotografías <strong>de</strong>l tesistaPartiendo <strong>de</strong> esta configuración es importante mencionar <strong>el</strong> <strong>de</strong>sarrollo <strong>de</strong>l diseño conceptual,así como las pruebas realizadas al haba pue<strong>de</strong>n ser consultadas en <strong>el</strong> anexo B <strong>de</strong> este documentomientras que en <strong>el</strong> anexo A se pue<strong>de</strong>n encontrar referencias <strong>de</strong> apoyo <strong>para</strong> la comprensión <strong>de</strong> ciertaspartes <strong>de</strong>l proyecto.Existen mo<strong>de</strong>los comerciales <strong>de</strong> maquinaria que realiza <strong>el</strong> p<strong>el</strong>ado <strong>de</strong> habas, sin embargo <strong>el</strong><strong>de</strong>sempeño <strong>de</strong> estos equipos exce<strong>de</strong> las expectativas <strong>de</strong>l usuario y no resu<strong>el</strong>ve <strong>el</strong> problema <strong>de</strong> agregarvalor al producto directamente en don<strong>de</strong> se origina la cosecha <strong>de</strong> la leguminosa, por lo tanto sonsistemas que se tornan fuera <strong>de</strong> lo esperado por <strong>el</strong> usuario, los equipos son <strong>de</strong> origen Peruano y Chino,en consecuencia <strong>el</strong> usuario generaría un costo <strong>para</strong> su adquisición, procesos <strong>de</strong> importación y traslado <strong>de</strong>la maquinaria, por este motivo se <strong>manufactura</strong>rá un sistema ajustado a las necesida<strong>de</strong>s <strong>de</strong>l usuario <strong>de</strong>producción media-baja <strong>de</strong> habas.4
ObjetivosUna vez que se tiene <strong>de</strong>terminada la necesidad, a continuación se especifican los objetivos <strong>de</strong>lproyecto, con los cuales al ser cubiertos se espera se obtengan los resultados esperados <strong>de</strong>l <strong>de</strong>sempeño<strong>de</strong>l sistema.Objetivo General “Planear y <strong>manufactura</strong>r un <strong>herramental</strong> mecánico <strong>para</strong> <strong>el</strong> <strong>de</strong>scascarado <strong>de</strong> habassecas que cumpla con los parámetros especificados según <strong>el</strong> diseño conceptual <strong>de</strong>lmismo”.Objetivos EspecíficosMetas <strong>de</strong>l proyecto Determinar la confiabilidad <strong>de</strong>l diseño <strong>de</strong> los componentes <strong>de</strong>l <strong>herramental</strong> mediante <strong>el</strong>uso <strong>de</strong> la ingeniería asistida por computadora (CAE). Desarrollar, planear y proponer <strong>una</strong> secuencia <strong>de</strong> <strong>manufactura</strong> basada en loscomponentes <strong>de</strong>l diseño conceptual <strong>de</strong>l mecanismo <strong>de</strong> p<strong>el</strong>ado. S<strong>el</strong>eccionar e implementar un proceso <strong>de</strong> <strong>manufactura</strong> que cumpla con los patrones <strong>de</strong>forma y esquemas <strong>de</strong> componentes <strong>de</strong>l sistema así como la configuración <strong>de</strong>l mismo <strong>de</strong>acuerdo a las condiciones físicas <strong>de</strong> producción. Realizar pruebas al sistema y validar <strong>el</strong> <strong>de</strong>sempeño respecto al requerimiento inicial<strong>de</strong>l usuario.Dado que este proyecto compren<strong>de</strong> parte <strong>de</strong> la fase <strong>de</strong> diseño y se enfoca a la planeación y<strong>manufactura</strong> <strong>de</strong>l sistema <strong>de</strong> p<strong>el</strong>ado <strong>de</strong> habas secas, <strong>el</strong> propósito es que <strong>de</strong> acuerdo a la <strong>de</strong>terminación <strong>de</strong>los parámetros <strong>de</strong> resistencia durante <strong>el</strong> proceso <strong>de</strong> corte <strong>de</strong> la cáscara y la conceptualización <strong>de</strong> las i<strong>de</strong>asreferentes al proceso <strong>de</strong> p<strong>el</strong>ado, entonces las metas <strong>de</strong> este proyecto se listan a continuación:Planear <strong>el</strong> proceso <strong>de</strong> operaciones <strong>de</strong> <strong>manufactura</strong> según <strong>el</strong> tipo <strong>de</strong> componente afabricar, <strong>para</strong> <strong>el</strong>lo se realizará un análisis <strong>de</strong> componentes, geometrías yespecificaciones <strong>de</strong> producción.Ajustar las operaciones <strong>de</strong> <strong>manufactura</strong> y producción a los recursos disponibles en <strong>el</strong>LabTAM (Laboratorio <strong>de</strong> Tecnología Avanzada <strong>de</strong> Manufactura) <strong>de</strong> la UniversidadTecnológica <strong>de</strong> la Mixteca.Com<strong>para</strong>r la planeación <strong>de</strong> fabricación y condiciones <strong>de</strong> producción con los datos realesobtenidos en la implementación física.5
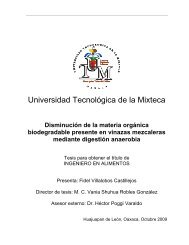
JustificaciónEste proyecto tiene un enfoque que parte <strong>de</strong> <strong>una</strong> necesidad <strong>de</strong>l sector agrícola <strong>de</strong>l estado <strong>de</strong>Puebla, existen mo<strong>de</strong>los comerciales <strong>de</strong> maquinaria <strong>de</strong>dicada a este fin (p<strong>el</strong>ado <strong>de</strong> haba), sin embargodicha maquinaria no cumple con <strong>el</strong> objetivo <strong>de</strong> agregar valor al producto directamente <strong>de</strong>spués <strong>de</strong> habersido cosechado, razón por la cual se preten<strong>de</strong> que este sistema a <strong>manufactura</strong>r, sea conjuntado comoparte <strong>de</strong>l mecanismo <strong>de</strong> <strong>una</strong> máquina p<strong>el</strong>adora <strong>de</strong> habas, la cual, cubra <strong>una</strong> <strong>de</strong>manda <strong>de</strong> p<strong>el</strong>ado <strong>de</strong> almenos 5 kg/hr con <strong>una</strong> eficiencia <strong>de</strong>l 60% mínimamente.La máquina en su totalidad estaría constituida por 3 sistemas que lleven a cabo <strong>el</strong> proceso <strong>de</strong>p<strong>el</strong>ado <strong>de</strong>s<strong>de</strong> la alimentación <strong>de</strong>l producto a procesar, hasta la entrega <strong>de</strong>l mismo cumpliendo con laexpectativa <strong>de</strong> p<strong>el</strong>ado, por consiguiente 2 <strong>de</strong> estos sistemas se consi<strong>de</strong>ran <strong>de</strong> prece<strong>de</strong>ncia secundaria, y<strong>el</strong> otro <strong>de</strong>l prece<strong>de</strong>ncia principal, por lo que, <strong>el</strong> sistema <strong>de</strong>sarrollado en este proyecto <strong>de</strong> tesis es <strong>el</strong>sistema principal, o sistema <strong>de</strong> p<strong>el</strong>ado, posteriormente como parte <strong>de</strong> otro proyecto <strong>de</strong> investigación se<strong>de</strong>sarrollarían los sistemas secundarios, que se acoplarían al mecanismo principal, los mecanismossecundarios serian <strong>el</strong> sistema <strong>de</strong> alimentación <strong>de</strong>l producto a procesar y <strong>el</strong> sistema <strong>de</strong> se<strong>para</strong>ción frutocascara,los cuales son <strong>de</strong> accionamiento previo y posterior respectivamente al sistema <strong>de</strong>sarrollado eneste proyecto.Hay que hacer hincapié en la funcionalidad mecanizada <strong>de</strong> la operación <strong>de</strong> p<strong>el</strong>ado <strong>de</strong> habassecas, pues esta actividad ha sido realizada <strong>de</strong> manera manual (véase figura 1.4) y auxiliándose con laherramienta mostrada en la figura 1.5Figura 1.4 Método manual <strong>de</strong> p<strong>el</strong>ado <strong>de</strong> habas secasFuente: Fotografías <strong>de</strong>l tesistaFigura 1.5 Herramienta manual <strong>de</strong> p<strong>el</strong>ado <strong>de</strong> haba secaFuente: Fotografías <strong>de</strong>l tesistaPartiendo entonces <strong>de</strong>l hecho en que se ha <strong>de</strong> <strong>de</strong>sarrollar un sistema mecánico que facilitará <strong>el</strong>p<strong>el</strong>ado <strong>de</strong> habas secas disminuyendo <strong>el</strong> tiempo y <strong>el</strong> esfuerzo <strong>de</strong> dicha actividad se consi<strong>de</strong>ra como <strong>una</strong>mejora <strong>de</strong> impacto a un sector productivo vulnerable, en don<strong>de</strong> es necesario impulsar la tecnologíaactual <strong>de</strong>l proceso involucrado.D<strong>el</strong>imitacionesEste documento <strong>de</strong> tesis, contiene lo realizado durante la <strong>manufactura</strong> <strong>de</strong> un <strong>herramental</strong>mecánico <strong>para</strong> <strong>el</strong> p<strong>el</strong>ado <strong>de</strong> habas secas, <strong>el</strong> cual consistirá en:6
‣ Generar los planos <strong>de</strong> fabricación <strong>de</strong> cada componente <strong>de</strong>l sistema mecánico.‣ Determinar la viabilidad <strong>de</strong> diseño basándolo en herramientas computacionales CAE.‣ Calculo <strong>de</strong> los parámetros funcionales <strong>de</strong>l proceso <strong>de</strong> <strong>manufactura</strong>.‣ Determinación <strong>de</strong> la secuencia <strong>de</strong> <strong>manufactura</strong> <strong>de</strong> componentes.‣ Fabricación <strong>de</strong> componentes‣ Ensamblado <strong>de</strong> componentes fabricados.‣ Pruebas <strong>de</strong> <strong>de</strong>sempeño <strong>de</strong>l sistema.Lo anterior engloba un <strong>de</strong>sarrollo completo <strong>de</strong> <strong>manufactura</strong> <strong>de</strong>l <strong>herramental</strong> mecánicoprocesando la información necesaria, partiendo <strong>de</strong> pruebas y parámetros pr<strong>el</strong>iminares <strong>de</strong>l haba.7
Capítulo 2Marco TeóricoCAPITULO 2. Marco TeóricoLa teoría es asesinada tar<strong>de</strong> otemprano por la experiencia.Albert Einstein
Competidores en <strong>el</strong> mercadoEn <strong>el</strong> mercado existen máquinas <strong>de</strong> or<strong>de</strong>n comercial que realizan la función <strong>de</strong> p<strong>el</strong>ado <strong>de</strong> habasen un sistema mecánico constituido que tienen como principal <strong>de</strong>sventaja <strong>el</strong> costo <strong>de</strong>l equipo, puesimplica <strong>el</strong> costo <strong>de</strong>l equipo adicionado al costo logístico <strong>para</strong> su transporte hasta don<strong>de</strong> sea necesario,agregando costos <strong>de</strong> importación, a<strong>de</strong>más <strong>de</strong> tener <strong>una</strong> capacidad que exce<strong>de</strong> la producción <strong>de</strong> haba porparte <strong>de</strong>l productor, cabe señalar que <strong>para</strong> po<strong>de</strong>r implementar los sistemas <strong>de</strong> p<strong>el</strong>ado existentes en <strong>el</strong>mercado se necesita inicialmente un lugar <strong>de</strong> acopio <strong>de</strong> producto <strong>de</strong>l or<strong>de</strong>n <strong>de</strong> ton<strong>el</strong>adas <strong>de</strong>l mismo.Una vez que se han <strong>de</strong>finido las <strong>de</strong>sventajas que representa <strong>el</strong> adquirir un sistema comercial, enla tabla 2.1 se enlistan los sistemas existentes en <strong>el</strong> mercado.Tabla 2.1. Com<strong>para</strong>ción <strong>de</strong> los diferentes competidores <strong>de</strong> producción tecnológica Fuente: PropiaNo. Equipo Fabricante Capacidad Costo1 Máquina p<strong>el</strong>adora <strong>de</strong> haba, soya y garbanzo China 300 kg/hr 3500-4000 USD FOB2 Máquina p<strong>el</strong>adora <strong>de</strong> haba Perú 300 kg/hr N/E3 Estación <strong>de</strong> p<strong>el</strong>ado <strong>de</strong> haba Perú N/E N/EPropiedad int<strong>el</strong>ectual existenteEs muy importante <strong>de</strong>finir <strong>el</strong> contexto <strong>de</strong> la propiedad int<strong>el</strong>ectual en <strong>el</strong> cual se encuentrainmerso este proyecto <strong>de</strong> tesis, por <strong>el</strong>lo se ha investigado acerca <strong>de</strong> los documentos <strong>de</strong> patente querespaldan <strong>el</strong> registro <strong>de</strong> mecanismos o dispositivos similares al sistema que se ha <strong>de</strong> <strong>de</strong>sarrollar, por loque en la tabla 2.2 se muestran los resultados <strong>de</strong> la investigación.Tabla 2.2. Propiedad int<strong>el</strong>ectual existente r<strong>el</strong>acionada al tema Fuente: PropiaNo. Referencia Título Origen1 US6612226 APARATOS DE PELADO Y MÉTODOS ASOCIADOS AMERICANA2 US3990358 APARATOS DE PROCESAMIENTO DE FRUTAS AMERICANA3 US4245553 APARATOS PARA EL TRATAMIENTO DEL FRIJOL AMERICANA4 US5544575 DESGRANADORA DE MAÍZ AMERICANA5 US6389963 ELEMENTO DE PELADO AMERICANA6 US5361689 MAQUINA ESCALDADORA DE NUECES AMERICANA7 US4827836 MAQUINA PELADORA DE FRUTAS Y VEGETALES AMERICANA8 US3112779 MAQUINA PELADORA DE PAPAS AMERICANA9 US6575085 MAQUINA PELADORA DE RODILLOS ABRASIVOS AMERICANA10 US5351610 MAQUINA PELADORA DE VEGETALES AMERICANA11 US4448118 MAQUINA PELADORA Y LIMPIADORA AMERICANA12 US3811000 MAQUINA PELADORA Y MÉTODO PARA VEGETALES AMERICANA13 US4389927 MÉTODO DE PELADO DE AVELLANA AMERICANA14 US3058829 PELADO DE SOYA AMERICANA15 US5996483 ARTEFACTO DE PELADO AMERICANA16 US4173177 PELADORA Y SEPARADORA DE SEMILLAS AMERICANA17 US1706577 LIMPIADORA Y PELADORA DE FRUTAS AMERICANA18 US2178007 MAQUINA PELADORA AMERICANA9
19 US2316368 PELADORA DE VEGETALES AMERICANA20 US2335164 CLASIFICADORA DE TAMAÑOS PARA FRUTAS Y VEGETALES AMERICANA21 US2776690 SEPARADOR DE CASCARAS AMERICANA22 2120837 MAQUINA PELADORA DE HABAS (EXTRACCIÓN DESDE LA VAINA) ESPAÑOLA23 22 42 563 PELADO DE SEMILLAS DE GIRASOL ESPAÑOLA24 200910185662 MÉTODO PARA PROCESADO DE HABAS CHINA25 201010535559 MÉTODO PARA PROCESAMIENTO DE HABAS CHINA26 201110089128 DISPOSITIVO DE PROCESADO DE HABAS CHINA27 201110089136 TECNOLOGÍA DE PROCESAMIENTO DE HABAS CHINA28 00220855 MAQUINA DE CORTE PARALELO DE HABAS CHINA29 200920144990 DISPOSITIVO DE PELADO Y DESHIDRATADO DE HABAS CHINA30 200920144992 DISPOSITIVO DE PELADO Y REMOJADO DE HABAS CHINA31 201120102985 APARATO DE PROCESADO DE HABAS CHINA32 96234122 MECANISMO DE CORTE PARA UN CORTADOR DE HABAS CHINA33 99229198 DESGRANADORA DE HABAS SECAS CHINA34 201210011077 MAQUINA PELADORA DE HABAS CHINA35 94203930 MAQUINA PELADORA DE VEGETALES Y FRUTAS CON FORMAS IRREGULARES CHINAEs necesario aclarar llegado a este punto que no existe <strong>una</strong> manera objetiva <strong>para</strong> lacom<strong>para</strong>ción <strong>de</strong> lo <strong>manufactura</strong>do y documentado en este proyecto, en específico hablando <strong>de</strong> laspatentes chinas, las cuales según la traducción literal <strong>de</strong>l título <strong>de</strong> la patente, exhibe un nombre muyllamativo respecto al proyecto, sin embargo no es posible acce<strong>de</strong>r a los documentos, por lo que <strong>para</strong>mayor información <strong>el</strong> lector pue<strong>de</strong> consultar <strong>el</strong> contenido <strong>de</strong>l documento mediante su búsqueda <strong>de</strong>acuerdo al número <strong>de</strong> serie asignado al registro.Normatividad r<strong>el</strong>acionada con <strong>el</strong> sistemaEl cumplimiento con la normatividad establecida según sea <strong>el</strong> caso <strong>de</strong> las condiciones <strong>de</strong>trabajo en algún lugar ofrece a posibilidad <strong>de</strong> llevar a cabo <strong>una</strong> operación exitosa y segura <strong>de</strong> losdiferentes equipos o al realizar ciertas activida<strong>de</strong>s, por <strong>el</strong>lo en cuanto a lo que concierne a este proyecto<strong>de</strong> tesis se investigaron las normas involucradas <strong>para</strong> <strong>el</strong> <strong>de</strong>sarrollo <strong>de</strong>l mismo o que pue<strong>de</strong>n servir comobase o referencia <strong>para</strong> ciertas partes.La normatividad es aplicada a diversas situaciones siendo necesario citar las normasinvolucradas en <strong>el</strong> <strong>de</strong>sarrollo <strong>de</strong> tecnología mecánica, se revisaron las Normas Oficiales Mexicanas,normatividad respecto a la ergonomía en <strong>el</strong> sistema y normatividad acerca <strong>de</strong>l diseño mecánico, normasISO r<strong>el</strong>acionadas, normas europeas y normas nacionales.Cabe mencionar que por cuestión <strong>de</strong> espacio y dado que las normativas citadas existen según sunúmero <strong>de</strong> especificación, <strong>el</strong> lector fácilmente pue<strong>de</strong> consultarlas en la red o en libros <strong>de</strong> normatividadcon <strong>el</strong> número <strong>de</strong> especificación asignado a la misma, al igual que las patentes, por <strong>el</strong>lo solo semencionarán las especificaciones <strong>de</strong> acuerdo éste número seriado.Normas Oficiales Mexicanas involucradasEn cuanto a lo que implica normatividad mexicana se <strong>de</strong>finieron los siguientes puntos <strong>de</strong>referencia a las Normas Oficiales Mexicanas:10
NOM-004-STPS-1999: Sistemas <strong>de</strong> protección y dispositivos <strong>de</strong> seguridad en lamaquinaria y equipo que se utilice en los centros <strong>de</strong> trabajo.NOM-011-STPS-2001: Condiciones <strong>de</strong> seguridad e higiene en los centros <strong>de</strong> trabajodon<strong>de</strong> se genere ruido. D.O.F. 17-IV-2002.NOM-017-STPS-2008: Equipo <strong>de</strong> protección personal - S<strong>el</strong>ección, uso y manejo en loscentros <strong>de</strong> trabajo. D.O.F. 9-XII-2008.NOM-025-STPS-2008: Condiciones <strong>de</strong> iluminación en los centros <strong>de</strong> trabajo.D.O.F. 20-XII-2008.NOM-113-STPS-2009: Seguridad - Equipo <strong>de</strong> protección personal - Calzado <strong>de</strong>protección - Clasificación, especificaciones y métodos <strong>de</strong> prueba. D.O.F. 22-XII-2009.Cabe señalar que la normatividad mexicana referente a las NOM’s no involucraespecíficamente <strong>el</strong> diseño, operación o <strong>manufactura</strong> <strong>de</strong> componentes mecánicos, sin embargo ofrecen unpanorama <strong>de</strong> operación <strong>de</strong> equipos <strong>de</strong> acuerdo a ciertas condiciones.Normas ErgonómicasEl riesgo al operar cualquier tipo <strong>de</strong> maquinaria se encuentra latente puesto que <strong>para</strong> que exista<strong>una</strong> función por parte <strong>de</strong> dicho sistema mecánico <strong>de</strong>berá existir <strong>el</strong> movimiento r<strong>el</strong>ativo entre loscomponentes <strong>de</strong> la misma lo cual agrega un riesgo <strong>de</strong> operación <strong>para</strong> <strong>el</strong> usuario, dicho riesgo viene dadopor los siguientes factores:‣ Mecánico‣ Eléctrico‣ Térmico‣ Acústico‣ Por vibración‣ Por radiación‣ Por <strong>el</strong> tipo <strong>de</strong> materiales manejadosA continuación se dan ejemplos <strong>de</strong> riesgo en componentes mecánicos con partes móviles:a) Arboles: incluye acoplamientos, vástagos, brocas, tornillos, mandriles y barras auncuando <strong>el</strong> giro es lento (figura 2.1).Figura 2.1 Riesgos en arboles (Cebollada Pras, y otros, 2002)b) Resalte o aberturas: algunos <strong>el</strong>ementos mecánicos resultan ser muy p<strong>el</strong>igrosos por sugeometría misma tal como ventiladores, poleas, ruedas <strong>de</strong> ca<strong>de</strong>nas o engranajes.11
Figura 2.2 Riesgos en <strong>el</strong> diseño geométrico <strong>de</strong> la pieza en movimiento (Cebollada Pras, y otros, 2002)c) Herramientas <strong>de</strong> corte y abrasión: las herramientas <strong>de</strong> corte que entran en contactocon un material dado <strong>para</strong>r alterar su forma, tamaño etc.Figura 2.3 Riesgo en <strong>el</strong> uso <strong>de</strong> herramientas <strong>de</strong> corte (Cebollada Pras, y otros, 2002)d) Piezas con giros contrarios: <strong>el</strong> p<strong>el</strong>igro <strong>de</strong> atrapamiento entre <strong>el</strong>las viene dado cuandolas piezas giran en ejes <strong>para</strong>l<strong>el</strong>os y en sentido contrario en ocasiones con contactodirecto o con cierta se<strong>para</strong>ción.Figura 2.4 Riesgo en piezas con giro r<strong>el</strong>ativo entre ejes (Cebollada Pras, y otros, 2002)e) Partes giratorias con <strong>de</strong>splazamiento tangencial: es visto en partes como tracción <strong>de</strong>ca<strong>de</strong>na, poleas con banda, conjunto piñón-cremallera, bandas transportadoras.Figura 2.5 Riesgos en partes giratorias con <strong>de</strong>splazamientos tangenciales (Cebollada Pras, y otros, 2002)f) Claros entre piezas giratorias y partes fijas: se presenta en volantes con radios,armazón <strong>de</strong> la máquina. Espirales <strong>de</strong> tornillos sin fin y su cubierta, representan p<strong>el</strong>igros<strong>de</strong> cizallamiento, aplastamiento o atrapamiento por acción <strong>de</strong> la pieza móvil respecto ala fija.12
Figura 2.6 Riesgos en piezas en los claros entre piezas giratorias y piezas fijas (Cebollada Pras, y otros, 2002)g) Formas <strong>de</strong> aproximación: se presentan en martillos <strong>de</strong> forja, corre<strong>de</strong>ra <strong>de</strong> prensamecánica, máquinas <strong>de</strong> mol<strong>de</strong>o por fundición, movimiento <strong>de</strong> <strong>una</strong> maquina respecto a<strong>una</strong> parte fija:Figura 2.7 Riesgos en piezas con formas <strong>de</strong> aproximación (prensas) (Cebollada Pras, y otros, 2002)h) Formas <strong>de</strong> sobrepaso: se presenta en cuchillas <strong>de</strong> guillotina, mesa <strong>de</strong> máquinaherramientaetc. Originan p<strong>el</strong>igros <strong>de</strong> aplastamiento o cizallamiento.Figura 2.8 Riesgos en piezas con <strong>de</strong>splazamiento r<strong>el</strong>ativo (Cebollada Pras, y otros, 2002)i) El p<strong>el</strong>igro se <strong>de</strong>be generalmente a la naturaleza <strong>de</strong> la parte o <strong>el</strong>emento que se mueve(dientes <strong>de</strong> <strong>una</strong> hoja <strong>de</strong> cinta, costuras <strong>de</strong> correas, etc.) Presentan p<strong>el</strong>igros <strong>de</strong> corte yenganche.Figura 2.9 Riesgos en uniones o protuberancias <strong>de</strong> piezas en movimiento r<strong>el</strong>ativo (Cebollada Pras, y otros, 2002)El proceso <strong>de</strong> diseño y proyecto pue<strong>de</strong> <strong>de</strong>sarrollarse en cuatro etapas principales:1. Elaboración y clasificación <strong>de</strong> las especificaciones. Las propuestas iniciales <strong>para</strong> lasolución <strong>de</strong>l problema <strong>de</strong>l diseño se evaluarán según las exigencias técnicas aplicables.2. Pre<strong>para</strong>ción <strong>de</strong>l esquema <strong>de</strong> diseño. Las especificaciones <strong>de</strong>ben ser evaluadas segúnlos principios ergonómicos <strong>de</strong> diseño anteriormente expuestos.13
3. Pre<strong>para</strong>ción <strong>de</strong>l proyecto <strong>de</strong>tallado. La solución <strong>de</strong> diseño <strong>el</strong>egida se <strong>de</strong>sarrollará enprofundidad presentándose soluciones <strong>de</strong>talladas.4. Puesta en práctica. Se realizarán ensayos previos <strong>para</strong> <strong>de</strong>tectar posibles errores <strong>de</strong>diseño y permitir realizar mejoras.La aplicación <strong>de</strong> los principios <strong>de</strong> ergonomía al diseñar máquinas contribuye a aumentar laseguridad, reduciendo <strong>el</strong> estrés y los esfuerzos físicos <strong>de</strong>l operador, mejorando así la eficacia y lafiabilidad <strong>de</strong>l funcionamiento, reduciendo la probabilidad <strong>de</strong> errores en todas las fases <strong>de</strong> la utilización<strong>de</strong> la máquina.Se <strong>de</strong>ben observar los siguientes principios en <strong>el</strong> diseño al asignar funciones al operador y a lamáquina: Dimensiones <strong>de</strong>l cuerpo. Movimientos y posturas forzadas en la utilización <strong>de</strong> la máquina. Magnitud <strong>de</strong> los esfuerzos y amplitud <strong>de</strong> movimientos. Ruido, vibraciones y efectos térmicos. Ritmos <strong>de</strong> trabajo repetitivos. Iluminación localizada en las zonas <strong>de</strong> trabajo. Diseñar órganos <strong>de</strong> accionamiento visibles, i<strong>de</strong>ntificables, y maniobrables conseguridad. Diseñar y colocar las señales, cuadrantes y visualizadores <strong>de</strong> tal forma que lapresentación <strong>de</strong> la información pueda ser <strong>de</strong>tectada, i<strong>de</strong>ntificada e interpretadaconvenientemente <strong>de</strong>s<strong>de</strong> <strong>el</strong> puesto <strong>de</strong> mando.En <strong>de</strong>finitiva, los sistemas <strong>de</strong> trabajo diseñados <strong>de</strong> manera ergonómica favorecen la seguridad yla eficacia, mejoran las condiciones <strong>de</strong> trabajo y <strong>de</strong> vida, y compensan los efectos adversos sobre lasalud y <strong>el</strong> rendimiento <strong>de</strong>l ser humano.Con respecto a la normatividad r<strong>el</strong>acionada con la cuestión ergonómica <strong>de</strong> la máquina y<strong>de</strong>spués <strong>de</strong> haber revisado 66 diferentes títulos se <strong>el</strong>igieron las siguientes como r<strong>el</strong>evantes <strong>para</strong> <strong>el</strong><strong>de</strong>sarrollo <strong>de</strong> este proyecto.Tabla 2.3: Normatividad ergonómica r<strong>el</strong>acionada con sistemas mecánicos Fuente: Atlántico Safety ®NORMA TITULO ORIGENUNE EN 547-1:97Seguridad <strong>de</strong> las máquinas. Medidas <strong>de</strong>l cuerpo humano Parte 1: Principios <strong>para</strong> la<strong>de</strong>terminación <strong>de</strong> las dimensiones requeridas <strong>para</strong> <strong>el</strong> paso <strong>de</strong> todo cuerpo en las máquinas.EN 547-1:96UNE EN 547-2:97Seguridad <strong>de</strong> las máquinas. Medidas <strong>de</strong>l cuerpo humano. Parte 2: Principios <strong>para</strong> la<strong>de</strong>terminación <strong>de</strong> las dimensiones requeridas <strong>para</strong> las aberturas <strong>de</strong> acceso.EN 547-2:96UNE EN 547-3:97 Seguridad <strong>de</strong> las máquinas. Medidas <strong>de</strong>l cuerpo humano. Parte 3: Datos antropométricos. EN 547-3:96UNE EN 563:96+A1: 00+AC:00Seguridad <strong>de</strong> las máquinas. Temperatura <strong>de</strong> las superficies accesibles. Datos ergonómicos<strong>para</strong> establecer los valores <strong>de</strong> las temperaturas límites <strong>de</strong> las superficies calientes.EN 563:94+ AC:94UNE EN 574:97UNE EN 614-1:96Seguridad <strong>de</strong> las máquinas. Dispositivos <strong>de</strong> mando a dos manos. Aspectos funcionales.Principios <strong>para</strong> <strong>el</strong> diseño.Seguridad <strong>de</strong> las máquinas. Principios <strong>de</strong> diseño ergonómico. Parte 1: Terminología yprincipios generales.EN 574:96EN 614-1:9514
UNE EN 614-2:01UNE EN 842:97UNE EN 894-1:97UNE EN 894-2:97UNE EN 894-3:01UNE EN 1005-1:02UNE EN 1005-2:04UNE EN 1005-3:02UNE EN ISO6385:04UNE EN ISO7250:98UNE EN ISO9921:04Seguridad <strong>de</strong> las máquinas. Principios <strong>de</strong> diseño ergonómico. Parte 2: Interacciones entre <strong>el</strong>diseño <strong>de</strong> las máquinas y las tareas <strong>de</strong> trabajo.Seguridad <strong>de</strong> las máquinas. Señales visuales <strong>de</strong> p<strong>el</strong>igro. Requisitos generales, diseño yensayos.Seguridad <strong>de</strong> las máquinas. Requisitos ergonómicos <strong>para</strong> <strong>el</strong> diseño <strong>de</strong> dispositivos <strong>de</strong>información y mandos. Parte 1: Principios generales <strong>de</strong> la interacción entre <strong>el</strong> hombre y losdispositivos <strong>de</strong> información y mandos.Seguridad <strong>de</strong> las máquinas. Requisitos ergonómicos <strong>para</strong> <strong>el</strong> diseño <strong>de</strong> dispositivos <strong>de</strong>información y órganos <strong>de</strong> accionamiento. Parte 2: Dispositivos <strong>de</strong> información.Seguridad <strong>de</strong> las máquinas. Requisitos ergonómicos <strong>para</strong> <strong>el</strong> diseño <strong>de</strong> dispositivos <strong>de</strong>información y mandos. Parte 3: MandosSeguridad <strong>de</strong> las máquinas. Comportamiento físico <strong>de</strong>l ser humano. Parte 1: Términos y<strong>de</strong>finiciones.Seguridad <strong>de</strong> las máquinas. Comportamiento físico <strong>de</strong>l ser humano. Parte 2:Manejo <strong>de</strong>máquinas y <strong>de</strong> sus partes componentes.Seguridad <strong>de</strong> las máquinas. Comportamiento físico <strong>de</strong>l ser humano. Parte 3: Límites <strong>de</strong>fuerza recomendados por la utilización <strong>de</strong> máquinasEN 614-2:00EN 842:96EN 894-1:97EN 894-2:97EN 894-3:00EN 1005-1:02EN 1005-2:03EN 1005-3:02Principios ergonómicos <strong>para</strong> <strong>el</strong> diseño <strong>de</strong> sistemas <strong>de</strong> trabajo. EN ISO 6385:04Definiciones <strong>de</strong> las medidas básicas <strong>de</strong>l cuerpo humano <strong>para</strong> <strong>el</strong> diseño tecnológico. EN ISO 7250:97Ergonomía. Evaluación <strong>de</strong> la comunicación verbal. EN ISO 9921:03MetodologíaNormas Referentes a Componentes MecánicosLa normatividad con respecto a componentes mecánicos, se pue<strong>de</strong> enunciar como sigue: ISO 496:1973 Manejo <strong>de</strong> maquinas accionadas, peso <strong>de</strong> los ejes ISO 4863:1984 Resistencia <strong>de</strong> acoplamientos <strong>de</strong>l eje, Información a suministrar por losusuarios y fabricantes ISO 21940-21:2012 Vibraciones mecánicas - balanceo <strong>de</strong>l rotor - Parte 21: Descripción.Evaluación y balanceo <strong>de</strong> máquinas ISO 19499:2007 Vibraciones mecánicas - Equilibrado - Orientación sobre <strong>el</strong> uso yaplicación <strong>de</strong> las normas <strong>de</strong> equilibrio ISO 2162-2:1993 Documentación técnica <strong>de</strong> productos - Resortes - Parte 2:Presentación <strong>de</strong> los datos <strong>de</strong> resortes h<strong>el</strong>icoidales <strong>de</strong> compresión cilíndrica ISO 5170:1977 Máquinas-herramienta - sistemas <strong>de</strong> lubricación ISO 487:1998 Ca<strong>de</strong>nas <strong>de</strong> rodillos <strong>de</strong> acero, los tipos S y C, eslabonamientos y piñonesEn esta parte <strong>de</strong>l proyecto es necesario <strong>de</strong>finir la metodología a utilizar, ya que existen grancantidad <strong>de</strong> técnicas, en este caso se ha <strong>de</strong> utilizar <strong>una</strong> <strong>de</strong> las más completas consi<strong>de</strong>radas <strong>para</strong> <strong>el</strong><strong>de</strong>sarrollo <strong>de</strong> productos, esta técnica toma en cuenta aspectos globales <strong>de</strong>l diseño, es <strong>de</strong>cir, se <strong>de</strong>spliegahasta los puntos que van más allá <strong>de</strong> las especificaciones o requerimientos básicos, y abarca sistemasque en otras técnicas no son incluidos, dichos factores que son tomados en cuenta son, <strong>el</strong> mercado, la<strong>manufactura</strong> y finalmente regresa al mercado, con la finalidad <strong>de</strong> son<strong>de</strong>ar la satisfacción <strong>de</strong>l usuario,15
dicha metodología ha <strong>de</strong> trabajar bajo los principios <strong>de</strong> la ingeniería concurrente, en don<strong>de</strong> existe un<strong>de</strong>sarrollo simultáneo entre las etapas <strong>de</strong>l diseño, es <strong>de</strong>cir se genera un proceso iterativo con la finalidad<strong>de</strong> retroalimentar cada etapa con la anterior y la siguiente, esto con <strong>el</strong> motivo <strong>de</strong> evitar retrasos en <strong>el</strong>diseño y disminuir <strong>el</strong> tiempo global <strong>de</strong>l <strong>de</strong>sarrollo. (N. Childs, 2004)Metodología “DISEÑO TOTAL”El proceso <strong>de</strong> diseño ha sido <strong>el</strong> punto <strong>de</strong> investigación durante muchos años, ya que es partemedular <strong>de</strong>l <strong>de</strong>sarrollo <strong>de</strong> gran<strong>de</strong>s proyectos, por <strong>el</strong>lo, existen diversas metodologías encaminadas a unproceso en <strong>el</strong> cual se incluyen diversos factores, cabe señalar que cada metodología es viable en ciertosaspectos <strong>de</strong> acuerdo al alcance <strong>de</strong> la misma, en este proyecto, se ha <strong>de</strong> utilizar la metodología llamada“DISEÑO TOTAL”, la cual fue propuesta y <strong>de</strong>sarrollada por Stuart Pugh en 1990, "El diseño total es<strong>una</strong> actividad sistemática indispensable, a partir <strong>de</strong> la i<strong>de</strong>ntificación <strong>de</strong> las necesida<strong>de</strong>s <strong>de</strong>l mercado y/ousuario, <strong>para</strong> la venta <strong>de</strong>l producto con éxito a fin <strong>de</strong> satisfacer esa necesidad -. Una actividad queabarca productos, procesos, personas y organizaciones", la metodología se ilustra esquemáticamente enla figura 2.10, con lo cual se pue<strong>de</strong> <strong>de</strong>terminar <strong>el</strong> alcance <strong>de</strong> la misma. (N. Childs, 2004)Como se pue<strong>de</strong> apreciar, la información <strong>de</strong>los requerimientos fluye a partir <strong>de</strong>l mercado comoprincipal fuente <strong>de</strong> datos acerca <strong>de</strong>l requerimiento<strong>de</strong> satisfacer <strong>una</strong> necesidad, posteriormente se<strong>de</strong>finen las especificaciones bajo las cuales <strong>de</strong>becumplir cierta funcionalidad <strong>de</strong> acuerdo a lanecesidad a cubrir, <strong>de</strong> lo cual se parte <strong>para</strong> realizarun diseño conceptual que <strong>de</strong>limita y formaliza lai<strong>de</strong>a <strong>de</strong> lo que se preten<strong>de</strong> realizar, <strong>para</strong> <strong>una</strong> vez<strong>de</strong>finido este punto, es <strong>de</strong>terminado <strong>el</strong> diseño<strong>de</strong>tallado, fase en la cual se caracterizanformalmente los datos <strong>de</strong> las fases anteriores, <strong>para</strong>posteriormente avanzar a la <strong>manufactura</strong> <strong>de</strong> loscomponentes (fase en la que se centra esteproyecto), con la visión <strong>de</strong> tener en cuenta que <strong>el</strong><strong>de</strong>sarrollo hasta este punto es <strong>de</strong> acuerdo a lanecesidad original, y finalmente se vu<strong>el</strong>ve a la parte<strong>de</strong>l mercado, puesto que <strong>el</strong> proceso <strong>de</strong> diseño eimplementación <strong>de</strong>l producto parte <strong>de</strong> <strong>una</strong>necesidad a cubrir. Es muy importante resaltar queesta metodología funciona en <strong>una</strong> secuencia iterativa entre fases, ya que si existe la posibilidad <strong>de</strong>realizar algún ajuste <strong>de</strong>rivado <strong>de</strong> alg<strong>una</strong> fase anterior es posible regresar a la misma, y retroalimentar lorealizado a fin <strong>de</strong> <strong>de</strong>tallar y facilitar <strong>el</strong> resultado <strong>de</strong> fases posteriores. (N. Childs, 2004)Sabiendo en forma general <strong>el</strong> esquema en <strong>el</strong> que se <strong>de</strong>senvu<strong>el</strong>ve la metodología, es preciso<strong>de</strong>finir cada <strong>una</strong> <strong>de</strong> las fases como sigue:Mercado.- Esta fase se refiere a la medición <strong>de</strong> las oportunida<strong>de</strong>s <strong>de</strong> venta en <strong>el</strong> mercado, o la<strong>de</strong>terminación <strong>de</strong> <strong>una</strong> necesidad existente en <strong>el</strong> mismo, ya que a partir <strong>de</strong> esto es como se <strong>de</strong>termina la16
azón <strong>de</strong> ser <strong>de</strong>l <strong>de</strong>sarrollo <strong>de</strong> ciertos productos, haciendo un muestreo <strong>de</strong> mercado, en <strong>el</strong> cual se <strong>de</strong>limitala necesidad a cubrir por parte <strong>de</strong>l producto a realizar. (N. Childs, 2004)Especificaciones.- En esta etapa están involucrados los datos que <strong>de</strong>finen la funcionalidadrequerida por parte <strong>de</strong>l producto, así como también se conocen las expectativas <strong>de</strong> <strong>de</strong>sempeño <strong>de</strong>lmismo, bajo las condiciones <strong>de</strong> uso <strong>de</strong>seadas por <strong>el</strong> usuario, esta fase es <strong>de</strong> suma importancia ya que es<strong>el</strong> punto <strong>de</strong> partida <strong>para</strong> los datos formales, y supuestos formulados a partir <strong>de</strong> las condiciones <strong>de</strong>necesarias según la necesidad, es <strong>de</strong>cir, esta parte funciona como <strong>una</strong> controlador <strong>de</strong> la actividad <strong>de</strong>diseño, puesto que <strong>de</strong>limita <strong>el</strong> proceso, por lo cual es importante incluir los factores necesarios quecaractericen la parte formal <strong>de</strong> la necesidad. (N. Childs, 2004)Diseño Conceptual.- Las primeras etapas <strong>de</strong> diseño don<strong>de</strong> las <strong>de</strong>cisiones importantes se <strong>de</strong>benhacer es a veces llamado "diseño conceptual", la parte <strong>de</strong>l diseño conceptual pue<strong>de</strong> <strong>de</strong>finirse como lamorfología <strong>de</strong> un producto, <strong>de</strong> cómo se compone y como podría ser diseñado, es esta fase se pue<strong>de</strong> echarmano <strong>de</strong> alg<strong>una</strong>s técnicas como la lluvia <strong>de</strong> i<strong>de</strong>as, análisis morfológico y arboles <strong>de</strong> función, se trata <strong>de</strong>generar un concepto pr<strong>el</strong>iminar dirigido a la solución global <strong>de</strong>l problema sin entrar a puntosespecíficos. (N. Childs, 2004)Diseño Detallado.- Consiste en la <strong>de</strong>terminación <strong>de</strong> formas, tamaños, dimensiones, materiales,métodos <strong>de</strong> <strong>manufactura</strong> y características especificas <strong>de</strong> los componentes individuales, con lo cual se<strong>de</strong>limita la r<strong>el</strong>ación a interactuar entre los componentes involucrados en <strong>el</strong> producto a <strong>de</strong>sarrollar y suproceso <strong>de</strong> producción. Esta fase en ocasiones es la que toma <strong>el</strong> mayor tiempo <strong>de</strong>l proceso <strong>de</strong> diseño,puesto que implica planear componentes con su caracterización precisa, <strong>de</strong>sarrollada en base a las fasesantes mencionadas y a punto <strong>de</strong> ser implementadas físicamente. (N. Childs, 2004)Manufactura.- El diseño <strong>de</strong> cualquier <strong>el</strong>emento <strong>de</strong>be ser factible <strong>para</strong> su fabricación. Losmateriales s<strong>el</strong>eccionados <strong>de</strong>ben ser compatibles con las instalaciones <strong>de</strong> fabricación y las capacida<strong>de</strong>sdisponibles y a un costo aceptable <strong>para</strong> que coincida con los requisitos <strong>de</strong> comercialización. Másrecientemente, <strong>el</strong> concepto <strong>de</strong> ingeniería concurrente se ha vu<strong>el</strong>to muy popular, ya que es un enfoquesistemático que fomenta que <strong>el</strong> <strong>de</strong>sarrollador <strong>de</strong>l proyecto <strong>de</strong>s<strong>de</strong> <strong>el</strong> inicio <strong>de</strong>l mismo tenga en cuentatodos los <strong>el</strong>ementos <strong>de</strong>l ciclo <strong>de</strong> vida <strong>de</strong>l producto o proceso, <strong>de</strong>s<strong>de</strong> la concepción hasta su <strong>el</strong>iminación,incluyendo <strong>el</strong> control <strong>de</strong> calidad, la programación y los requisitos <strong>de</strong>l usuario. (N. Childs, 2004)Mercado (Ventas).- Esta fase es por supuesto igual <strong>de</strong> importante que las anteriores ya queesta <strong>de</strong>be cubrir la expectativa <strong>de</strong> la primera en <strong>el</strong> diseño, a<strong>de</strong>más <strong>de</strong> que también se obtienen datosimportantes <strong>de</strong> <strong>el</strong>la, tales como la reacción <strong>de</strong>l cliente ante <strong>el</strong> producto e información acerca <strong>de</strong> lasposibles fallas que <strong>el</strong> producto o alguno <strong>de</strong> sus componentes podría tener <strong>de</strong> acuerdo a materiales, ocomponentes que pudiesen <strong>de</strong>sgastarse, daños al producto durante <strong>el</strong> envasado o transporte, lo cualpresupone como ya se había mencionado un proceso iterativo, <strong>el</strong> cual podrá <strong>de</strong>finir los aspectos a cuidaren futuros diseños o bien corregir en <strong>el</strong> producto actual las fallas o <strong>de</strong>ficiencias recurriendo a las etapasanteriores a estas e i<strong>de</strong>ntificar la problemática existente y corregirla. (N. Childs, 2004)A continuación se presenta un esquema en <strong>el</strong> cual es muy probable <strong>de</strong>sarrollar en él cuando seimplementa realmente <strong>el</strong> proceso <strong>de</strong> diseño (ver figura 2.11), en <strong>el</strong> cual se pue<strong>de</strong> observar <strong>el</strong> procesoiterativo <strong>de</strong> diseño entre etapas <strong>de</strong>l mismo.17
Figura 2.11: Esquema <strong>de</strong> activida<strong>de</strong>s en las diferentes etapas <strong>de</strong>l diseño <strong>de</strong>l producto. (N. Childs, 2004)Como se mencionó anteriormente, esta metodología exige <strong>una</strong> secuencia iterativa durante <strong>el</strong><strong>de</strong>sarrollo <strong>de</strong> <strong>de</strong>terminado producto, con lo cual es posible moverse entre etapas <strong>de</strong>l proceso <strong>de</strong> diseño,sin embargo es común que durante <strong>el</strong> proceso se necesiten diversas ramas <strong>de</strong>l conocimiento, tanto por <strong>el</strong>lado <strong>de</strong> ingeniería, así como por la parte legal y <strong>el</strong> merca<strong>de</strong>o <strong>para</strong> <strong>de</strong>finir <strong>el</strong> impacto e implementación<strong>de</strong>l producto, <strong>de</strong>rivado <strong>de</strong> lo cual se muestra la siguiente figura 2.12, en la cual se pue<strong>de</strong> observar estehecho <strong>de</strong> manera esquemática.18
Figura 2.12 El Proceso <strong>de</strong> Diseño Total. (N. Childs, 2004)Se pue<strong>de</strong> <strong>de</strong>terminar que existen <strong>el</strong>ementos <strong>de</strong> especificación (A, B, C, D, E y F) al inicio <strong>de</strong>lproceso <strong>de</strong>spués <strong>de</strong> <strong>de</strong>limitar la necesidad <strong>de</strong>l mercado, las cuales están presentes durante todo <strong>el</strong>proceso, dichas especificaciones tienen por objetivo <strong>de</strong>finir los parámetros iniciales <strong>de</strong>l proceso <strong>de</strong>diseño, <strong>para</strong> lo cual basándose en <strong>el</strong>las, es necesario incluirlas en cada <strong>una</strong> <strong>de</strong> las fases o etapas <strong>para</strong> así<strong>de</strong>finir correctamente cada <strong>una</strong> <strong>de</strong> estas cumpliendo con lo esperado.Procesos <strong>de</strong> ManufacturaSe entien<strong>de</strong> por <strong>manufactura</strong> <strong>el</strong> proceso <strong>de</strong> convertir materias primas en productos, a su vezcompren<strong>de</strong> las activida<strong>de</strong>s en que <strong>el</strong> propio producto fabricado se utiliza <strong>para</strong> <strong>el</strong>aborar otros productos.Derivado <strong>de</strong> lo anterior se ha concluido en que cuanto mayor sea la actividad manufacturera <strong>de</strong> un paísmayor será <strong>el</strong> estándar <strong>de</strong> vida <strong>de</strong> su gente. (Kalpakjian, 2008)La palabra <strong>manufactura</strong> <strong>de</strong>riva <strong>de</strong>l latín manu factus que significa “HECHO A MANO”,mientras que la palabra producto significa algo que se produce y apareció junto con la palabraproducción sin embargo con frecuencia se utilizan <strong>de</strong> manera indistinta. La <strong>manufactura</strong> pue<strong>de</strong> fabricarproductos discretos o productos continuos, por lo que todos aqu<strong>el</strong>los productos o componentes19
individuales son productos discretos, mientras que los laminados, alambres extruidos etc. Son productoscontinuos que al ser cortados se convierten en productos discretos. (Kalpakjian, 2008)Por lo general la <strong>manufactura</strong> es <strong>una</strong> actividad compleja que compren<strong>de</strong> <strong>una</strong> amplia variedad <strong>de</strong>recursos y activida<strong>de</strong>s como: Control <strong>de</strong> la producción Diseño <strong>de</strong>l producto Servicio <strong>de</strong> soporte Maquinaria y herramientas Merca<strong>de</strong>o Planeación <strong>de</strong>l proceso Ventas Materiales Embarque Compra Servicio al cliente ManufacturaEn cuanto a la s<strong>el</strong>ección <strong>de</strong> los procesos <strong>de</strong> <strong>manufactura</strong>, por lo general <strong>para</strong> producir algúnobjeto o producto existe más <strong>de</strong> un método <strong>de</strong> <strong>manufactura</strong> a partir <strong>de</strong> un material dado, por <strong>el</strong>lo lascategorías <strong>de</strong> dichos métodos son las siguientes:a) Fundición: Se clasifica en la fundición <strong>de</strong> mol<strong>de</strong> <strong>de</strong>sechable y mol<strong>de</strong> permanente.b) Formado y mol<strong>de</strong>ado: Laminado, forjado, extrusión, estirado o trefilado, formado <strong>de</strong>lámina, metalurgia <strong>de</strong> polvos y mol<strong>de</strong>o.c) Mecanizado: Torneado, mandrinado, taladrado, fresado, cepillado, escariado yrectificado, maquinado ultrasónico, maquinado químico, <strong>el</strong>éctrico y <strong>el</strong>ectroquímico,maquinado por rayo <strong>de</strong> energía (Esta categoría también incluye <strong>el</strong> micromaquinado <strong>para</strong>producir partes <strong>de</strong> alta precisión.d) Unión: Soldado, soldadura blanda, soldadura fuerte, unión por difusión, unión mecánicay unión por adhesivos.e) Acabado: Asentado, lapeado, pulido, satinado, rebabeado, tratamiento superficial,recubrimiento y chapeado.f) Nanofabricación: Es la tecnología más avanzada, capaz <strong>de</strong> producir partes condimensiones a niv<strong>el</strong> nano, típicamente compren<strong>de</strong> como técnicas <strong>de</strong> ataque, haces <strong>de</strong><strong>el</strong>ectrones y rayos laser, las aplicaciones actuales son la fabricación <strong>de</strong> sistemas micro<strong>el</strong>ectromecánicos(MEMS) y sistemas nano-<strong>el</strong>ectromecánicos (NEMS) que funcionan ala misma escala <strong>de</strong> las moléculas biológicas.La s<strong>el</strong>ección <strong>de</strong> un proceso particular <strong>de</strong> <strong>manufactura</strong> o <strong>de</strong> <strong>una</strong> secuencia <strong>de</strong> procesos, <strong>de</strong>pen<strong>de</strong>no solo <strong>de</strong> la forma que producir, sino también <strong>de</strong> los factores r<strong>el</strong>ativos a las propieda<strong>de</strong>s <strong>de</strong> losmateriales, por ejemplo los materiales frágiles y duros no se pue<strong>de</strong>n mol<strong>de</strong>ar y tampoco se les pue<strong>de</strong> darforma fácilmente, aunque se pue<strong>de</strong>n fundir maquinar o rectificar. (Kalpakjian, 2008)Sistemas CAD/CAM/CAEDurante muchos años en diversas ramas <strong>de</strong> la ciencia se ha buscado la forma <strong>de</strong> simplificar <strong>el</strong>trabajo que conlleva implementar cierto tipo <strong>de</strong> tecnologías, así como también se ha tratado <strong>de</strong> disminuir<strong>el</strong> tiempo y <strong>el</strong> costo por retrabajos que conlleva realizar las operaciones necesarias <strong>para</strong> la fabricación <strong>de</strong>productos, por <strong>el</strong>lo es necesario estimular parámetros tales como tiempo, precisión y costo, en tanto esque se han <strong>de</strong>sarrollado diversas metodologías y tecnologías <strong>para</strong> este fin, entonces con la aparición <strong>de</strong>las computadoras y <strong>el</strong> manejo digital <strong>de</strong> la información, son <strong>de</strong>sarrollados los sistemas CAD/CAM/CAE,20
que por sus siglas en ingles CAD “Computer Ai<strong>de</strong>d Design” o “Diseño Asistido por Computadora”, <strong>el</strong>CAM “Computer Ai<strong>de</strong>d Manufacturing” o “Manufactura Asistida por Computadora” y <strong>el</strong> CAE“Computer Ai<strong>de</strong>d Engineering” o ”Ingeniería Asistida por Computadora”, al integrarse estastecnologías han dado como resultado <strong>una</strong> gama <strong>de</strong> productos variados que exhiben <strong>una</strong> complejidadrazonablemente superior con respecto a los <strong>de</strong> alg<strong>una</strong>s décadas, así como también manejando toleranciasy precisiones bastante cerradas, obviamente este <strong>de</strong>sarrollo ha sido posible mediante <strong>el</strong> avance ysofisticación <strong>de</strong> los diferentes equipos industriales <strong>para</strong> la <strong>manufactura</strong> <strong>de</strong> componentes así como <strong>el</strong>a<strong>de</strong>lanto en la tecnología e investigación <strong>de</strong> nuevas técnicas y principios <strong>de</strong> procesamiento <strong>de</strong> materialeslo cual ha evolucionado <strong>para</strong>l<strong>el</strong>amente a la tecnología computacional integrada en <strong>el</strong> ámbito <strong>de</strong>fabricación.Entonces CAD, CAM, CAE son tecnologías que tratan <strong>de</strong> automatizar ciertas tareas <strong>de</strong>l ciclo<strong>de</strong>l producto y en tanto hacerlas eficientes, en la practica <strong>el</strong> CAD/CAM se utiliza <strong>de</strong> distintas formas,<strong>para</strong> producción <strong>de</strong> dibujos y diseño <strong>de</strong> documentos, animaciones <strong>de</strong> ensamblaje movimientos r<strong>el</strong>ativosentre componentes, simulación <strong>de</strong> esfuerzos, análisis <strong>de</strong> ingeniería, control <strong>de</strong> procesos, control <strong>de</strong>calidad, etc. Por consecuencia se muestra <strong>el</strong> siguiente esquema <strong>de</strong>l proceso <strong>de</strong> <strong>de</strong>sarrollo <strong>de</strong> un producto(véase figura 2.13):Figura 2.13 Esquema <strong>de</strong> la integración <strong>de</strong> sistemas CAD/CAM/CAE. (M. Walker, 1996)Entonces los sistemas CAD/CAM abarcan múltiples ámbitos <strong>de</strong>l <strong>de</strong>sarrollo <strong>de</strong> fabricación <strong>de</strong>un producto tales como:21
1. Mo<strong>de</strong>lado Geométrico: Existen tres tipos <strong>de</strong> mo<strong>de</strong>los: los alámbricos, las superficies ylos sólidos, los primeros son utilizados <strong>para</strong> mo<strong>de</strong>lar perfiles, trayectorias, re<strong>de</strong>s uobjetos que no requieran la disponibilidad <strong>de</strong> propieda<strong>de</strong>s físicas, los mo<strong>de</strong>lados consuperficies se utilizan <strong>para</strong> mo<strong>de</strong>lar objetos como zapatos, personajes, carrocerías, osuperficies <strong>de</strong> cobertura en algún sistema laminado representativo, <strong>de</strong> estos mo<strong>de</strong>lossolo interviene la forma y comportamiento exterior mientras que los mo<strong>de</strong>los sólidosson los que incluyen mayor información y se utilizan <strong>para</strong> mo<strong>de</strong>lar piezas mecánicas,envases, mol<strong>de</strong>s y en general objetos <strong>de</strong> los cuales es necesario incluir la propieda<strong>de</strong>sfísicas.2. Técnicas <strong>de</strong> visualización: son esenciales <strong>para</strong> la generación <strong>de</strong> imágenes <strong>de</strong>l mo<strong>de</strong>lo, eshabitual utilizar técnicas específicas <strong>para</strong> la generación <strong>de</strong> documentación como curvas<strong>de</strong> niv<strong>el</strong>, vistas <strong>de</strong> sección o representación <strong>de</strong> funciones sobre sólidos o superficies.3. Técnicas <strong>de</strong> interacción grafica: son <strong>el</strong> soporte <strong>de</strong> la entrada <strong>de</strong> información geométrica<strong>de</strong>l sistema <strong>de</strong> diseño. Las técnicas <strong>de</strong> posicionamiento se utilizan <strong>para</strong> la introducción<strong>de</strong> coor<strong>de</strong>nadas 2D y 3D.4. Interfaz <strong>de</strong> usuario: uno <strong>de</strong> los aspectos más importantes <strong>de</strong> un software CAD/CAM essu interfaz. D<strong>el</strong> diseño <strong>de</strong> la misma <strong>de</strong>pen<strong>de</strong> la eficiencia <strong>de</strong>l mismo.5. Métodos numéricos: son la base <strong>de</strong> los métodos <strong>de</strong> cálculo empleados <strong>para</strong> realizar lasaplicaciones <strong>de</strong> análisis y simulación típicas <strong>de</strong> los sistemas CAD/CAM.Sistemas CADHistóricamente los sistemas CAD tienen antece<strong>de</strong>ntes que datan <strong>de</strong> civilizaciones antiguascomo la Egipcia, la Griega o Romana, Leonardo Da Vinci referencia en sus obras <strong>el</strong> manejo <strong>de</strong>perspectiva muy utilizado hoy en día <strong>para</strong> la visualización <strong>de</strong> mo<strong>de</strong>los, sin embargo <strong>el</strong> <strong>de</strong>sarrollo pleno<strong>de</strong> esta tecnología se vincula directamente a la evolución computacional, pues en la década <strong>de</strong> los 60’saparece <strong>el</strong> termino CAD ya que <strong>una</strong> década antes había sido <strong>de</strong>sarrolladla la primera interfaz graficacomputacional, por lo que en los 70’s aparecen los primeros prototipos <strong>de</strong> sistemas 3D, mo<strong>de</strong>lado <strong>de</strong><strong>el</strong>emento finito, control numérico etc. Por lo que en la década <strong>de</strong> los 80’s es integrada la tecnologíaCAD/CAM, capaces <strong>de</strong> diseñar y asistir en la <strong>manufactura</strong> <strong>de</strong> geometrías y productos <strong>de</strong> mayorcomplejidad. (M. Walker, 1996)Por tanto los sistemas CAD compren<strong>de</strong>n tecnología que implica la creación, modificación,análisis y optimización <strong>de</strong> un diseño, <strong>de</strong> esta forma cualquier aplicación que incluya <strong>una</strong> interfaz gráficay realice alg<strong>una</strong> tarea <strong>de</strong> ingeniería se consi<strong>de</strong>ra software CAD, las herramientas CAD abarcan <strong>de</strong>s<strong>de</strong> lasinterfaces <strong>de</strong> mo<strong>de</strong>lado geométrico hasta aplicaciones especificas <strong>para</strong> la optimización <strong>de</strong> productosespecíficos, por lo que <strong>de</strong>ntro <strong>de</strong> estos dos puntos a través <strong>de</strong>l CAD, se encuentran las herramientas <strong>de</strong>mo<strong>de</strong>lado geométrico, análisis <strong>de</strong> tolerancias, cálculo <strong>de</strong> propieda<strong>de</strong>s físicas (masa, volumen, momentos,centros <strong>de</strong> masa, centros <strong>de</strong> gravedad, etc.) mo<strong>de</strong>lado y análisis <strong>de</strong> <strong>el</strong>emento finito (FEM), ensamblado,análisis <strong>de</strong> interferencias y curvaturas etc. (M. Walker, 1996)Sistemas CAMEl término CAM pue<strong>de</strong> <strong>de</strong>finirse como <strong>el</strong> uso <strong>de</strong> sistemas computacionales que asisten en lagestión, planificación y control <strong>de</strong> las operaciones <strong>de</strong> planta <strong>de</strong> <strong>una</strong> organización productiva mediante<strong>una</strong> interfaz directa o indirecta entre <strong>el</strong> sistema computacional y los recursos <strong>de</strong> producción.22
Entonces las aplicaciones CAM se divi<strong>de</strong>n en dos categorías:Interfaz Directa: Es cuando <strong>el</strong> sistema computacional se encuentra acopladodirectamente con la adquisición <strong>de</strong> información <strong>de</strong>l proceso <strong>de</strong> fabricación <strong>para</strong> sumonitoreo en tiempo real, por lo que <strong>el</strong> control supone <strong>una</strong> retroalimentación <strong>de</strong>lsistema productivo en don<strong>de</strong> la revisión y registro <strong>de</strong> información se evalúandirectamente con patrones programados en <strong>el</strong> software CAM.Interfaz Indirecta: En cuando <strong>el</strong> sistema CAM solo asiste la fabricación sin ejercerningún tipo <strong>de</strong> control sobre <strong>el</strong>la, es <strong>de</strong>cir como ejemplo la <strong>de</strong>terminación <strong>de</strong>l código <strong>de</strong>programación <strong>de</strong> un sistema CNC, <strong>el</strong> sistema CAM solo genera y ejecuta los parámetros<strong>de</strong>finidos, sin tener control sobre <strong>el</strong> componente fabricado.Una <strong>de</strong> las técnicas más utilizadas en la etapa <strong>de</strong> fabricación es <strong>el</strong> Control Numérico, <strong>el</strong> cualimplica tecnología que utiliza instrucciones programadas <strong>para</strong> controlar las maquinas-herramientas conla capacidad <strong>de</strong> corte, doblado, punzonado, <strong>el</strong>ectroerosionado etc. El software es capaz <strong>de</strong> generar, grancantidad <strong>de</strong> ór<strong>de</strong>nes y/o sentencias <strong>de</strong> control numérico utilizando la información generada durante laetapa <strong>de</strong> CAD, incluyendo datos <strong>de</strong> materiales, tipos <strong>de</strong> máquinas compatibilidad <strong>de</strong> software etc. ElCNC o Control Numérico Computarizado fue <strong>de</strong>sarrollado con <strong>el</strong> afán <strong>de</strong> controlar <strong>el</strong> posicionamiento ylocalización precisa <strong>de</strong>l actuador efector en <strong>una</strong> máquina herramienta así como también <strong>de</strong>finir lasecuencia <strong>de</strong> las operaciones <strong>de</strong> <strong>manufactura</strong> en <strong>el</strong> proceso <strong>de</strong> fabricación <strong>de</strong> un producto, por lo que <strong>el</strong>CNC abre la posibilidad a la versatilidad CAD puesto que las operaciones CAM hacen posible <strong>una</strong> gama<strong>de</strong> generación tangible <strong>de</strong> geometrías complejas fabricadas con gran precisión en <strong>el</strong>ementos sólidos, porotra parte, <strong>el</strong> CAM con ayuda <strong>de</strong>l <strong>de</strong>sarrollo <strong>de</strong> sistemas dotados con software <strong>de</strong> int<strong>el</strong>igencia artificialha permitido la programación <strong>de</strong> robots que operan en c<strong>el</strong>das <strong>de</strong> fabricación s<strong>el</strong>eccionando yposicionando herramientas y piezas, así como también dichos robots son capaces <strong>de</strong> realizar tareasindividuales como soldadura, pintura o transporte <strong>de</strong> equipos o materiales <strong>de</strong>ntro <strong>de</strong> la línea <strong>de</strong>producción.Sistemas CAEUna <strong>de</strong> los mayores beneficios <strong>de</strong> la tecnología CAD es la integración <strong>de</strong>l CAE “ComputerAi<strong>de</strong>d Engineering” o “Ingeniería Asistida por Computadora” en don<strong>de</strong> es <strong>de</strong> vital importancia simular<strong>el</strong> <strong>de</strong>sempeño <strong>de</strong>l producto o pieza diseñados, esto bajo <strong>el</strong> supuesto <strong>de</strong> mo<strong>de</strong>lar y representar lo máscercano posible a la realidad las condiciones <strong>de</strong> <strong>de</strong>sempeño <strong>de</strong>l componente diseñado a lo largo <strong>de</strong> suciclo <strong>de</strong> vida.El CAE permite al diseñador simular y estudiar <strong>el</strong> comportamiento <strong>de</strong>l producto con lafinalidad <strong>de</strong> iterar en <strong>el</strong> diseño o rediseño <strong>de</strong>l mismo, en cuanto sea necesario <strong>para</strong> <strong>de</strong>terminar sufiabilidad <strong>de</strong> <strong>de</strong>sempeño y así <strong>de</strong>limitar y por en<strong>de</strong> disminuir <strong>el</strong> costo <strong>de</strong> fabricación ya que bajo <strong>el</strong>supuesto en don<strong>de</strong> <strong>el</strong> componente tiene <strong>una</strong> viabilidad <strong>de</strong> <strong>de</strong>sempeño, la fabricación <strong>de</strong>berá incluir soloajustes <strong>de</strong> <strong>manufactura</strong> y no <strong>de</strong> diseño. Existe software que permite la simulación cinemática <strong>de</strong>componentes mecánicos, lo cual sirve <strong>para</strong> <strong>de</strong>terminar las trayectorias <strong>de</strong> movimiento y v<strong>el</strong>ocida<strong>de</strong>s <strong>de</strong>ensamblado <strong>de</strong> mecanismos, así como también software que permite <strong>el</strong> análisis dinámico <strong>para</strong><strong>de</strong>terminar las cargas y <strong>de</strong>splazamientos en sistemas complejos como es <strong>el</strong> sector automotriz. Las23
aplicaciones <strong>de</strong> temporización lógica y verificación simulan <strong>el</strong> comportamiento <strong>de</strong> circuitos <strong>el</strong>ectrónicos<strong>de</strong>stinados <strong>para</strong> la automatización y control <strong>de</strong> ciertas tareas complejas.Como antes se mencionó <strong>el</strong> análisis ampliamente más utilizado en los sistemas CAE es <strong>el</strong>Método <strong>de</strong> Elemento Finito o FEM (Finite Element Method), <strong>el</strong> cual es utilizado <strong>para</strong> <strong>de</strong>terminartensiones, <strong>de</strong>formaciones, fenómenos <strong>de</strong> transferencia <strong>de</strong> calor, distribución <strong>de</strong> campos magnéticos,comportamiento en la mecánica <strong>de</strong> fluidos, etc. Este método inicia con la mo<strong>de</strong>lación geométrica <strong>de</strong>lcomponente a diseñar, <strong>una</strong> vez creado dicho mo<strong>de</strong>lo es necesario crear <strong>una</strong> malla <strong>de</strong> <strong>el</strong>ementos finitos<strong>de</strong>finida por las condiciones <strong>de</strong> frontera cargadas por <strong>el</strong> diseñador, cabe mencionar que dichascondiciones <strong>de</strong> frontera <strong>de</strong>berán ser sintetizadas en la abstracción <strong>de</strong>l problema real, con la finalidad <strong>de</strong>representar <strong>el</strong> <strong>de</strong>sempeño <strong>de</strong>l sistema fragmentándolo a problemas <strong>de</strong> mo<strong>de</strong>lación estática, dinámica, osistemas <strong>de</strong> análisis simple, por ejemplo un objeto tridimensional <strong>de</strong> un espesor que pue<strong>de</strong> ser<strong>de</strong>spreciado <strong>para</strong> efectos <strong>de</strong> análisis, pue<strong>de</strong> ser tratado solo como un objeto bidimensional sin alterar suscondiciones <strong>de</strong> <strong>de</strong>sempeño.Después <strong>de</strong> realizar <strong>el</strong> análisis <strong>de</strong> cada <strong>el</strong>emento <strong>de</strong> la geometría diseñada bajo las condiciones<strong>de</strong>claradas, <strong>el</strong> software ensambla los resultados y los visualiza <strong>de</strong> forma tal que sea <strong>de</strong> fácilreconocimiento las zonas <strong>de</strong> acumulación <strong>de</strong> gran<strong>de</strong>s esfuerzos con la iluminación <strong>de</strong> las mismas porejemplo en color, rojo (las herramientas que realizan este tipo <strong>de</strong> visualizaciones se les <strong>de</strong>nomina postprocesadores),a<strong>de</strong>más <strong>de</strong> emitir informes numéricos <strong>de</strong> la solución <strong>de</strong>l FEM bajo las condiciones<strong>de</strong>claradas, lo cual implica <strong>de</strong> acuerdo al criterio <strong>de</strong>l diseñador sugerir un rediseño <strong>de</strong> la geometría oaprobar <strong>el</strong> diseño propuesto según sea <strong>el</strong> caso.Conformado <strong>de</strong> MetalesEl formado <strong>de</strong> metales incluye varios procesos <strong>de</strong> <strong>manufactura</strong> en los cuales se utiliza la<strong>de</strong>formación plástica <strong>para</strong> cambiar la forma <strong>de</strong> las piezas metálicas, en general se aplica un esfuerzo <strong>de</strong>compresión <strong>para</strong> <strong>de</strong>formar plásticamente <strong>el</strong> material, sin embargo, algunos procesos <strong>de</strong> formado, estiran<strong>el</strong> metal, mientras que otros lo doblan y otros más lo cortan. Para formar exitosamente un metal, este<strong>de</strong>be poseer ciertas propieda<strong>de</strong>s, <strong>de</strong>ntro <strong>de</strong> las cuales alg<strong>una</strong>s <strong>de</strong> las más convenientes es <strong>una</strong> bajaresistencia a la fluencia y <strong>una</strong> alta ductilidad, sin embargo la temperatura tiene efectos directos sobres<strong>el</strong>las, por <strong>el</strong>lo dicho efecto da lugar a la distinción entre trabajo en frio, trabajo en caliente por <strong>de</strong>bajo <strong>de</strong>la temperatura <strong>de</strong> recristalización y trabajo en caliente. (P. Groover, 2007)Los procesos <strong>de</strong>l formado <strong>de</strong> metales se pue<strong>de</strong>n clasificar en:Procesos <strong>de</strong> <strong>de</strong>formación volumétrica: Se caracterizan por <strong>de</strong>formaciones significativasy gran<strong>de</strong>s cambios <strong>de</strong> forma y la r<strong>el</strong>ación entre <strong>el</strong> área superficial y <strong>el</strong> volumen <strong>de</strong>trabajo es r<strong>el</strong>ativamente pequeña. La forma inicial <strong>para</strong> este tipo <strong>de</strong> trabajos incluyetochos cilíndricos y barras rectangulares y <strong>de</strong>ntro <strong>de</strong> las operaciones <strong>de</strong> formado setienen las siguientes:o Rolado: Es un proceso <strong>de</strong> <strong>de</strong>formación por compresión en <strong>el</strong> cual <strong>el</strong> espesor <strong>de</strong><strong>una</strong> plancha se reduce por medio <strong>de</strong> dos herramientas cilíndricas opuestasllamadas rodillos.24
o Forjado: Se comprime <strong>una</strong> pieza <strong>de</strong> trabajo entre dos troqu<strong>el</strong>es opuestos <strong>de</strong>manera tal que se imprima la forma <strong>de</strong>l troqu<strong>el</strong> en la pieza <strong>para</strong> obtener lageometría especificada por la herramienta <strong>de</strong> <strong>de</strong>formación.o Extrusión: Es un proceso <strong>de</strong> compresión en <strong>el</strong> cual se fuerza <strong>el</strong> metal <strong>de</strong> trabajoa fluir a través <strong>de</strong> la abertura <strong>de</strong> un troqu<strong>el</strong> <strong>para</strong> que tome la forma <strong>de</strong> este en susección transversal.o Estirado: En este proceso <strong>el</strong> diámetro <strong>de</strong> un alambre o barra se reduce cuandose tira <strong>de</strong>l alambre <strong>de</strong> la abertura <strong>de</strong>l troqu<strong>el</strong>.Procesos <strong>de</strong> trabajo <strong>de</strong> laminación: Son operaciones <strong>de</strong> formado o preformado <strong>de</strong>láminas, tiras y rollos <strong>de</strong> metal. El prensado es <strong>el</strong> término que se aplica frecuentementea las operaciones <strong>de</strong> laminado haciendo referencia las máquinas utilizadas que por logeneral son prensas, las piezas producidas en <strong>una</strong> operación <strong>de</strong> laminado metálico se lesllama frecuentemente estampados. Las operaciones <strong>de</strong> laminado se ejecutan siempre enfrio y se utiliza un juego <strong>de</strong> herramientas llamadas punzón y troqu<strong>el</strong>, <strong>el</strong> punzón es laporción positiva y <strong>el</strong> troqu<strong>el</strong> es la porción negativa <strong>de</strong>l juego <strong>de</strong> herramientas. Lasoperaciones básicas <strong>de</strong>l trabajo <strong>de</strong> laminación son:o Doblado: Implica la <strong>de</strong>formación <strong>de</strong> <strong>una</strong> lámina metálica o placa <strong>para</strong> queadopte un ángulo específico respecto a un eje recto.o Estirado: En <strong>el</strong> trabajo <strong>de</strong> laminación se entien<strong>de</strong> por estirado la transformación<strong>de</strong> <strong>una</strong> lámina plana <strong>de</strong> metal en <strong>una</strong> forma hueca o cóncava, se utiliza unsujetador <strong>para</strong> mantener fija la plantilla mientras que <strong>el</strong> punzón empuja la láminametálica en dirección <strong>de</strong> la cavidad o <strong>el</strong> negativo <strong>de</strong> la geometría final. Paradiferenciar este procedimiento <strong>de</strong>l estirado <strong>de</strong> alambres se utiliza <strong>el</strong> término <strong>de</strong>estirado en copa y estirado profundo.o Corte: En esta operación se corta la pieza utilizando un punzón y un troqu<strong>el</strong>, yaunque este no es un proceso <strong>de</strong> formado, se incluye <strong>de</strong>bido a que es <strong>una</strong>operación necesaria y común en <strong>el</strong> trabajo con metales laminados.Teoría <strong>de</strong>l maquinado <strong>de</strong> metalesLos procesos <strong>de</strong> remoción <strong>de</strong> material son <strong>una</strong> familia <strong>de</strong> operaciones <strong>de</strong> formado. Elmaquinado es un proceso <strong>de</strong> <strong>manufactura</strong> en <strong>el</strong> cual se usa <strong>una</strong> herramienta corte <strong>para</strong> arrancar material<strong>de</strong> <strong>una</strong> pieza <strong>de</strong> trabajo <strong>para</strong> así llegar a la dimensión y geometría <strong>de</strong> la pieza, <strong>el</strong> maquinado se utilizamuy frecuentemente en <strong>el</strong> formado <strong>de</strong> metales, <strong>para</strong> realizar la operación se requiere movimientor<strong>el</strong>ativo entre la herramienta y <strong>el</strong> material <strong>de</strong> trabajo, este movimiento r<strong>el</strong>ativo se logra en la mayoría <strong>de</strong>procesos <strong>de</strong> maquinado por medio <strong>de</strong>l movimiento primario llamado v<strong>el</strong>ocidad <strong>de</strong> corte y unmovimiento secundario llamado avance. Hay muchas clases <strong>de</strong> operaciones <strong>de</strong> maquinado en las cualesse pue<strong>de</strong>n generar cierto tipo <strong>de</strong> geometrías y sus combinaciones, así como también cierto tipo <strong>de</strong>textura superficial. Entre los procesos básicos y más comunes se encuentra <strong>el</strong> torneado, <strong>el</strong> taladrado y <strong>el</strong>fresado. (P. Groover, 2007)En <strong>el</strong> torneado se utiliza <strong>una</strong> herramienta con un solo bor<strong>de</strong> cortante, <strong>de</strong>stinado a removermaterial <strong>de</strong> la pieza <strong>de</strong> trabajo la cual se encuentra girando mientras que la herramienta tiene unmovimiento r<strong>el</strong>ativo a la pieza sin exhibir algún giro, en este proceso <strong>de</strong> maquinado es común producir25
tres geometrías básicas y la combinación <strong>de</strong> todas <strong>el</strong>las <strong>para</strong> producir piezas diseñadas con un finespecífico, las geometrías básicas producidas en <strong>el</strong> proceso <strong>de</strong> torneado son la cilíndrica, la esférica y lacónica.El taladrado se utiliza <strong>para</strong> crear un agujero redondo, lo cual se logra por lo regular con <strong>una</strong>herramienta giratoria <strong>de</strong> dos filos cortantes, la herramienta avanza en dirección <strong>de</strong> su eje <strong>de</strong> rotación a lolargo <strong>de</strong>l material a cortar <strong>para</strong> así remover <strong>el</strong> material a la profundidad <strong>de</strong>seada o incluso removiendomaterial por completo a lo largo <strong>de</strong> la pieza <strong>de</strong> trabajo.El fresado utiliza <strong>una</strong> herramienta giratoria con múltiples filos, y se mueve lentamente <strong>para</strong>generar <strong>una</strong> superficie recta, <strong>el</strong> movimiento <strong>de</strong> v<strong>el</strong>ocidad lo proporciona la herramienta <strong>de</strong> trabajo que se<strong>de</strong>nomina como fresa, existen varias formas <strong>de</strong> fresado <strong>de</strong> las cuales las básicas son <strong>el</strong> fresado periféricoy <strong>el</strong> frontal.Las condiciones <strong>de</strong> corte en <strong>una</strong> operación <strong>de</strong> maquinado <strong>de</strong> un material están <strong>de</strong>finidas por lossiguientes parámetros básicos: Movimiento primario (V<strong>el</strong>ocidad <strong>de</strong> corte Movimiento lento <strong>de</strong> la herramienta a través <strong>de</strong>l trabajo (Avance ) Distancia <strong>de</strong> penetración <strong>de</strong> la herramienta <strong>de</strong>ntro <strong>de</strong> la superficie original (profundidad<strong>de</strong> corte )Dado lo anterior la v<strong>el</strong>ocidad <strong>de</strong> remoción <strong>de</strong> material en un proceso <strong>de</strong> maquinado está dadapor <strong>el</strong> siguiente producto matemático entre los tres parámetros <strong>de</strong>scritos anteriormente.Don<strong>de</strong> es la tasa <strong>de</strong> remoción <strong>de</strong> material en , es la v<strong>el</strong>ocidad <strong>de</strong> corte en <strong>el</strong>cual es convertido a , es <strong>el</strong> avance en , y la profundidad <strong>de</strong> corte en .Las operaciones <strong>de</strong> maquinado se distinguen principalmente en dos categorías, cortes <strong>para</strong><strong>de</strong>sbaste primario y cortes <strong>de</strong> acabado, los primeros se utilizan <strong>para</strong> remover gran<strong>de</strong>s cantida<strong>de</strong>s <strong>de</strong>material en un tiempo corto, <strong>de</strong> forma tal que se aproxime la geometría a la geometría final <strong>de</strong>lmaquinado, mientras que las operaciones <strong>de</strong> acabado se utilizan <strong>para</strong> completar la geometría y alcanzarlas dimensiones finales, tolerancias y acabado <strong>de</strong> la superficie. (P. Groover, 2007)Materiales <strong>para</strong> la <strong>manufactura</strong>Para iniciar en la introducción <strong>de</strong> este tema, es necesario mencionar la clasificación <strong>de</strong>materiales que se tienen <strong>para</strong> <strong>el</strong> <strong>de</strong>sarrollo <strong>de</strong> proyectos <strong>de</strong> ingeniería, a los cuales se hace referencia en<strong>el</strong> cuadro siguiente (ver figura 2.15):26
MATERIALES DE INGENIERIAMETALES PLASTICOS CERAMICOS Y OTROS COMPOSITOSFERROSOSNO FERROSOSTERMOPLASTICOSTERMOFIJOSAMORFOSELASTOMEROSFigura 2.15 Esquema <strong>de</strong> la clasificación <strong>de</strong> materiales <strong>de</strong> ingenieríaEn esta sección se abordara la clasificación <strong>de</strong> los metales, ya que este proyecto <strong>de</strong> tesis, estendiente a la implementación <strong>de</strong> un sistema mecánico, a base <strong>de</strong> componentes <strong>de</strong> la misma condición,lo cual, <strong>de</strong> acuerdo a los requerimientos <strong>de</strong> <strong>manufactura</strong> con la finalidad <strong>de</strong> cumplir con los estándaresestablecidos, es importante conocer la clasificación <strong>de</strong> los mismos.Como punto primordial a tratar se tiene la homologación <strong>de</strong> las durezas <strong>de</strong> los metales, cabemencionar que en la práctica, con la finalidad <strong>de</strong> sintetizar los cálculos <strong>para</strong> la <strong>manufactura</strong> es necesariosegún Edmund Isakov (Isakov, y otros, 2009), realizar los cálculos en base a <strong>una</strong> dureza <strong>de</strong>finida, ya quedicho autor sugiere ecuaciones lineales, a partir <strong>de</strong> regresiones y datos estadísticos <strong>de</strong> los <strong>el</strong>ementos <strong>de</strong>dureza, lo cual, ofrece calculo más sintético, y directo <strong>para</strong> su implementación en <strong>el</strong> proceso <strong>de</strong><strong>manufactura</strong>, esto con la finalidad <strong>de</strong> obtener más rápidamente los parámetros <strong>de</strong> corte en lasoperaciones <strong>de</strong> maquinado, recor<strong>de</strong>mos que <strong>de</strong> acuerdo a las restricciones <strong>para</strong> la implementación física,<strong>de</strong>l proyecto la ten<strong>de</strong>ncia es ajustar <strong>el</strong> sistema a la fabricación <strong>de</strong>l mismo con tecnología convencional,<strong>de</strong> tal forma que su producción pueda llevarse a cabo en un taller con <strong>el</strong> equipo a<strong>de</strong>cuado <strong>para</strong> losrequerimientos previstos <strong>de</strong> <strong>manufactura</strong>.Consi<strong>de</strong>rando lo anterior, se sabe que la dureza es un parámetro fundamental <strong>para</strong> la s<strong>el</strong>ección<strong>de</strong> materiales, así como <strong>para</strong> la <strong>de</strong>terminación <strong>de</strong>l proceso y las variables involucradas en la <strong>manufactura</strong>a partir <strong>de</strong> dicho material, por lo cual se han <strong>de</strong>sarrollado diversos tipos <strong>de</strong> ensayos y/o métodos <strong>para</strong> lamedición <strong>de</strong> dicha variable (Kalpakjian, 2008), tales como:a) Ensayo Brin<strong>el</strong>lb) Ensayo Rockw<strong>el</strong>lc) Ensayo Vickersd) Ensayo Knoope) Escleroscopíaf) Dureza Mohsg) Durómetroh) Dureza en calienteEn este caso, es importante homologar los distintos valores <strong>de</strong> las durezas <strong>de</strong> forma tal que seasolo un parámetro <strong>el</strong> que se utilice <strong>para</strong> <strong>el</strong> cálculo <strong>de</strong> los valores que <strong>de</strong>finen las condiciones <strong>de</strong>lmaquinado. En tanto, la dureza Brin<strong>el</strong>l en la práctica es monitoreada al realizar pruebas <strong>de</strong>l metal, concargas <strong>de</strong> 500 a 3000 kgf en un rango <strong>de</strong> 10 a 30 segundos, utilizando un in<strong>de</strong>ntador <strong>de</strong> 5 a 10mm <strong>de</strong>27
diámetro. Las mediciones obtenidas oscilan en un rango <strong>de</strong> 81 HB a 444 HB y por tanto dichos valoresproporcionan <strong>una</strong> buena precisión <strong>de</strong>l parámetro dureza. (Isakov, y otros, 2009)El ensayo realizado con la carga <strong>de</strong> 500 kgf es utilizado <strong>para</strong> <strong>el</strong> aluminio y alg<strong>una</strong>s aleaciones<strong>de</strong> cobre, es <strong>de</strong>cir, se ocupa en pruebas a metales que poseen <strong>una</strong> ductilidad <strong>el</strong>evada, por otra partecuando se trata <strong>de</strong> medir la dureza <strong>de</strong> metales más duros, se utiliza un in<strong>de</strong>ntador <strong>de</strong> carburo <strong>de</strong>tungsteno con <strong>el</strong> cual se obtienen valores <strong>de</strong> 444 HB a 627 HB con <strong>una</strong> precisión bastante aceptable.(Isakov, y otros, 2009)Es importante tener en cuenta que las condiciones <strong>de</strong> maquinado <strong>de</strong> los metales, <strong>de</strong>pen<strong>de</strong>n <strong>de</strong> ladureza obtenida en <strong>el</strong> ensayo Brin<strong>el</strong>l bajo <strong>una</strong> carga <strong>de</strong> 3000 kgf, razón por la cual <strong>el</strong> autor EdmundIsakov <strong>de</strong>sarrollo fórmulas que homologan <strong>el</strong> valor entre ensayos a 500 y 3000 kgf. (Isakov, y otros,2009)La dureza Rockw<strong>el</strong>l es aplicada a metales y aleaciones, e incluso es utilizada <strong>para</strong> medir ladureza superficial, la cual se mi<strong>de</strong> aplicando cargas menores. La escala B (HRB) se utiliza <strong>para</strong> durezasen un rango <strong>de</strong> 41 a 100 HRB, por consecuencia la escala C es utilizada <strong>para</strong> medir la dureza <strong>de</strong> acerostratados que son mucho más duros, en esta escala los valores oscilan en un rango <strong>de</strong> 20 a 69 HRC.(Isakov, y otros, 2009)Los valores <strong>de</strong> dureza HRB y HRC <strong>de</strong>ben ser convertidos a su equivalente en dureza Brin<strong>el</strong>l a3000 kgf <strong>de</strong> carga aplicada durante <strong>el</strong> ensayo.A continuación se enlistan las formulas obtenidas por <strong>el</strong> autor Edmund Isakov con la finalidad<strong>de</strong> homologar los valores mencionados:Tabla 2.4 Conversión <strong>de</strong> durezas a dureza Brin<strong>el</strong>l con parámetro <strong>de</strong> prueba <strong>de</strong> 3000-kgf -HB C (Isakov, y otros, 2009)Rango <strong>de</strong> números <strong>de</strong> dureza Ecuación <strong>de</strong> conversión a HB C Coeficiente <strong>de</strong> Corr<strong>el</strong>ación( 0.9962( 0.9978( 0.9988( 0.9967( 0.9997( 0.9990( 0.9991( 0.9997( 0.9971( 0.9986( 0.9996( 0.9997( 0.9999( 0.99996( 0.9997( 0.9994( 0.9989( 0.9998( 0.999328
Aceros al CarbónLos aceros al carbón son los que más frecuentemente son utilizados en la industria. Lafactibilidad <strong>de</strong> su uso pue<strong>de</strong> o no <strong>de</strong>pen<strong>de</strong>r <strong>de</strong> sus propieda<strong>de</strong>s.AISI (The American Iron and Ste<strong>el</strong> Institute)Define al acero al carbón como:“Un acero pue<strong>de</strong> ser consi<strong>de</strong>rado como acero al carbón cuando tiene unbajo contenido <strong>de</strong> cromo, cobalto, molib<strong>de</strong>no, níqu<strong>el</strong>, niobio, tungsteno, vanadioo circonio, tal que al ser agregados no <strong>de</strong>n como resultado un acero aleado,cuando <strong>el</strong> contenido <strong>de</strong> cobre no exce<strong>de</strong> al 0.40 %, o cuando <strong>el</strong> máximocontenido <strong>de</strong> magnesio, silicio o cobre no sobrepasa <strong>el</strong> 1.65%, 0.60% y 0.60%respectivamente”.Alg<strong>una</strong>s compañías <strong>de</strong>dicadas al corte <strong>de</strong> metales, lo <strong>de</strong>finen como un acero no aleado; lanomenclatura AISI o SAE (Society of Automotive Engineers) es <strong>de</strong>signada <strong>de</strong> igual manera con cuatrodígitos. Los últimos dos dígitos, expresan <strong>el</strong> valor medio <strong>de</strong>l contenido <strong>de</strong> carbono en porcentaje,mientras que los dos primeros dígitos indican <strong>el</strong> grado <strong>de</strong>l aceroLos valores <strong>para</strong> los primeros 2 dígitos:10: Indica grados no resulfurados, con un contenido <strong>de</strong> manganeso <strong>de</strong>l 0.25 al 1.00%, aquí seincluyen los grados al bajo, medio y alto carbono.11: Indica grados <strong>de</strong> maquinado libre <strong>para</strong> aceros resulfurados.12: Indica grados <strong>de</strong> maquinado libre <strong>para</strong> aceros resulfurados y refosforados.15: Indica grados no resulfurados con contenido <strong>de</strong> manganeso <strong>de</strong>l 0.75 al 1.65%.Como ejemplo se tiene lo siguiente:AISI 1020: Denota que es un acero no resulfurado con un contenido <strong>de</strong> 0.25 al 1.00% <strong>de</strong>manganeso y un promedio <strong>de</strong>l 0.20% <strong>de</strong> contenido <strong>de</strong> carbón.Los aceros al carbón también son <strong>de</strong>signados por la UNS (Unified Numbering System), estosnúmeros son asignados <strong>de</strong> acuerdo a la composición química <strong>de</strong> cada aleación metálica, este sistemaconsiste en la asignación <strong>de</strong> 5 números y <strong>una</strong> letra. Las letras G y H son asignadas a los aceros alcarbón, la letra H indica dicho metal ha sido producido en los límites <strong>de</strong> templabilidad prescritos.(Isakov, y otros, 2009)29
Los cuatro dígitos iniciales son los mismos asignados por AISI o SAE y <strong>el</strong> ultimo digito es 0<strong>para</strong> la mayoría <strong>de</strong> los grados, si <strong>el</strong> ultimo digito es 4 entonces <strong>el</strong> acero contiene 0.15 a 0.35% <strong>de</strong> plomo.Ejemplo:AISI 12L14 = UNS G12444AISI 1028 = UNS G10380Algunos grados AISI o SAE son <strong>de</strong>signados por la letra B o L, la cual es colocada entre <strong>el</strong>segundo y tercer digito, aunque también se llega a añadir la letra H al final <strong>de</strong> los cuatro digitos, la letraB <strong>de</strong>nota que contiene boro y la letra L, <strong>el</strong> contenido <strong>de</strong> plomo, mientras que la letra H <strong>de</strong>nota lo mismoque en <strong>el</strong> sistema UNSEjemplo:Aceros AleadosAISI 1038H = UNS H10380AISI 15B48HCuando la dureza, <strong>el</strong> esfuerzo y la resistencia <strong>de</strong> los componentes maquinados son necesarios<strong>para</strong> <strong>el</strong> <strong>de</strong>sempeño <strong>de</strong> las mismas, <strong>el</strong> utilizar un acero aleado es la mejor opción. (Isakov, y otros, 2009)“Los aceros aleados constituyen <strong>una</strong> categoría <strong>de</strong> los materiales ferrosos,que exhiben propieda<strong>de</strong>s mecánicas superiores al acero al carbón comoresultado <strong>de</strong> la adición <strong>de</strong> algunos <strong>el</strong>ementos aleantes como <strong>el</strong> níqu<strong>el</strong>, cromo y/omolib<strong>de</strong>no. El contenido total pue<strong>de</strong> alcanzar hasta un 2% por encima <strong>de</strong> losniv<strong>el</strong>es normales pero solo por <strong>de</strong>bajo <strong>de</strong> los aceros inoxidables. Para muchasaleaciones, la función principal, <strong>de</strong> los <strong>el</strong>ementos aleantes es incrementar latemplabilidad y optimizar las propieda<strong>de</strong>s mecánicas y la dureza <strong>de</strong>spués <strong>de</strong>ltratamiento térmico”. (Isakov, y otros, 2009)Un acero es consi<strong>de</strong>rado aleación cuando exce<strong>de</strong> los siguientes limites:1.65% <strong>de</strong>l contenido <strong>de</strong> manganeso0.60% <strong>de</strong>l contenido <strong>de</strong> silicio0.60% <strong>de</strong>l contenido <strong>de</strong> cobreLa <strong>de</strong>signación AISI/SAE es similar como <strong>para</strong> los aceros al carbón en don<strong>de</strong> los últimos dosdígitos indican <strong>el</strong> porcentaje en contenido <strong>de</strong> carbono, aunque <strong>para</strong> los aceros al cromo se <strong>de</strong>signa con 5dígitos (Alto carbono, Resistencia <strong>el</strong>éctrica, E50100, E51100 y E52100) los últimos tres dígitos indican<strong>el</strong> contenido <strong>de</strong> carbono, <strong>el</strong> cual es <strong>de</strong> 1.00% mínimo. (Isakov, y otros, 2009)Dado lo anterior, <strong>para</strong> los aceros aleados se tienen las siguientes 12 categorías:30
1. Aceros al Manganesoa. Grado 13XX contenido <strong>de</strong> 1.75% Mn2. Aceros al Níqu<strong>el</strong>a. Grado 23XX contenido <strong>de</strong> 3.5% Nib. Grado 23XX contenido <strong>de</strong> 5.0% Ni3. Aceros al Níqu<strong>el</strong>-Cromoa. Grado 31XX contenido <strong>de</strong> 1.25% Ni, 0.65 y 0.80% Crb. Grado 32XX contenido <strong>de</strong> 1.75% Ni, 1.07% Crc. Grado 33XX contenido <strong>de</strong> 3.5% Ni, 1.5 y 1.57% Crd. Grado 34XX contenido <strong>de</strong> 3.00% Ni, 0.77% Cr4. Aceros al Molib<strong>de</strong>noa. Grado 40XX contenido <strong>de</strong> 0.20 y 0.25% Mob. Grado 44XX contenido <strong>de</strong> 0.40 y 0.52% Mo5. Aceros al Cromo-Molib<strong>de</strong>noa. Grado 41XX contenido <strong>de</strong> 0.50, 0.80 y 0.95% Cr; 0.12, 0.20, 0.25 y 0.30 % Mo6. Aceros al Níqu<strong>el</strong>-Molib<strong>de</strong>noa. Grado 46XX contenido <strong>de</strong> 0.85, 1.82% Ni, 0.20 y 0.25% Mob. Grado 48XX contenido <strong>de</strong> 3.50% Ni, 0.25% Mo7. Aceros al Cromoa. Grado 50XX contenido <strong>de</strong> 0.27, 0.40, 0.50 y 0.65% Crb. Grado 51XX contenido <strong>de</strong> 0.80, 0.87, 0.92, 0.95, 1.00 y 1.05% Crc. Grado 50XXX contenido <strong>de</strong> 0.50% Crd. Grado 51XXX contenido <strong>de</strong> 1.02% Cre. Grado 52XXX contenido <strong>de</strong> 1.45% Cr8. Aceros al Cromo-Vanadioa. Grado 61XX contenido <strong>de</strong> 0.60, 0.80 y 0.95% Cr; 0.10 y 0.15%V (Mínimo)9. Aceros al Níqu<strong>el</strong>-Cromo-Molib<strong>de</strong>noa. Grado 43XX contenido <strong>de</strong> 1.82% Ni, 0.50 y 0.80% Cr, 0.25% Mob. Grado 47XX contenido <strong>de</strong> 1.05% Ni, 0.45% Cr,0.20 y 0.35% Moc. Grado 81XX contenido <strong>de</strong> 0.30% Ni, 0.45% Cr, 0.12% Mod. Grado 86XX contenido <strong>de</strong> 0.55% Ni, 0.50% Cr, 0.20% Moe. Grado 87XX contenido <strong>de</strong> 0.55% Ni, 0.50% Cr, 0.25% Mof. Grado 88XX contenido <strong>de</strong> 0.55% Ni, 0.50% Cr, 0.35% Mog. Grado 93XX contenido <strong>de</strong> 3.25% Ni, 1.20% Cr, 0.12% Moh. Grado 94XX contenido <strong>de</strong> 0.45% Ni, 0.40% Cr, 0.12% Moi. Grado 97XX contenido <strong>de</strong> 0.55% Ni, 0.20% Cr, 0.20% Moj. Grado 98XX contenido <strong>de</strong> 1.00% Ni, 0.80% Cr, 0.25% Mo31
10. Aceros al cromo-molib<strong>de</strong>no-aluminioa. Grado 71XX contenido <strong>de</strong> 1.60% Cr, 0.35% Mo, 1.13% Al11. Aceros al tungsteno-cromoa. Grado 72XX contenido <strong>de</strong> 1.75% W, 0.75% Cr12. Aceros al silicioa. Grado 92XX contenido <strong>de</strong> 1.40 y 2.00% Si y 0.65% CrAceros InoxidablesCuando la resistencia a la corrosión y las propieda<strong>de</strong>s mecánicas son los factores másimportantes en <strong>el</strong> <strong>de</strong>sempeño <strong>de</strong> la pieza a <strong>manufactura</strong>r, <strong>el</strong> acero inoxidable es la mejor opción. (Isakov,y otros, 2009)“Los aceros inoxidables son aleaciones base hierro que contienen almenos 10.5% <strong>de</strong> cromo. Esto provee las propieda<strong>de</strong>s <strong>de</strong> inoxidable a través <strong>de</strong>la formación <strong>de</strong> <strong>una</strong> superficie <strong>de</strong> óxido <strong>de</strong> cromo, esta p<strong>el</strong>ícula <strong>de</strong> óxido seforma y se regenera en presencia <strong>de</strong>l oxígeno. Otros <strong>el</strong>ementos son agregados<strong>para</strong> mejorar ciertas características, esto incluye <strong>el</strong> níqu<strong>el</strong>, molib<strong>de</strong>no, cobre,titanio, aluminio, silicio, niobio, nitrógeno, azufre y s<strong>el</strong>enio. El carbono estápresente en <strong>el</strong> rango <strong>de</strong> 0.03% al 1.00% en ciertos grados martensíticos”(Isakov, y otros, 2009)Los aceros inoxidables se divi<strong>de</strong>n en cinco grupos:1. Austeníticos2. Martensíticos3. Ferríticos4. Dúplex (ferríticos - austeníticos)5. Endurecidos por precipitación (PH)La <strong>de</strong>signación AISI consta <strong>de</strong> 3 dígitos y un código <strong>de</strong> Numero-Letra. El primer digitoi<strong>de</strong>ntifica <strong>el</strong> grupo al que pertenece:2XX: Tipo Austenítico3XX Tipo Martensítico4XX Tipo Ferrítico6XX Tipo endurecido por precipitación (PH)El segundo dígito indica <strong>el</strong> porcentaje <strong>de</strong>l contenido <strong>de</strong> cromo y <strong>el</strong> tercero indica <strong>el</strong> contenido<strong>de</strong> níqu<strong>el</strong> en porcentaje.El sistema UNS consiste en la <strong>de</strong>signación <strong>de</strong> la letra “S” <strong>para</strong> indicar que se trata <strong>de</strong> un aceroinoxidable, seguida dicha letra con 5 dígitos:S2XXXX Acero Inoxidable AusteníticoS3XXXX Acero Inoxidable Martensítico32
S4XXXX Acero Inoxidable FerríticoS1XXXX Acero Inoxidable Endurecido por PrecipitaciónEjemplo:AISI 304 es equivalente a UNS S30400.AISI 304N es equivalente a UNS S30451.AISI 304HN es equivalente a UNS S30452.Aceros Grado HerramentalLos aceros grado <strong>herramental</strong>, pue<strong>de</strong>n ser aceros al carbón, aceros <strong>de</strong> aleación o aceros <strong>de</strong> altav<strong>el</strong>ocidad. Son utilizados <strong>para</strong> herramientas <strong>de</strong> corte y formado <strong>de</strong> materiales. De acuerdo con AISI, losaceros grado <strong>herramental</strong>, se divi<strong>de</strong>n en siete grupos, cada uno i<strong>de</strong>ntificado mediante símbolos “letranumero”,sin embargo en alg<strong>una</strong>s <strong>de</strong> estas clasificaciones se encuentran <strong>de</strong>finidas también ciertassubdivisiones. (Isakov, y otros, 2009)1. Aceros grado herramienta endurecidos en agua (W)2. Aceros grado herramienta resistentes al impacto (S)3. Aceros grado herramienta <strong>de</strong> trabajo en fríoa. Endurecidos en aceite (O)b. Endurecidos con aire, tipo media aleación (A)c. Al alto carbono, tipo al alto-cromo (D)4. Aceros grado mol<strong>de</strong> (P)5. Aceros grado herramienta propósito especial, baja aleación (L)6. Aceros grado herramienta <strong>para</strong> trabajo en calientea. Tipos base-cromo (H10-H19)b. Tipos base-tungsteno (H21-H26)c. Tipos base-molib<strong>de</strong>no (H41-H43)7. Aceros grado herramienta <strong>de</strong> alta v<strong>el</strong>ocidada. Tipos base-tungsteno (T)b. Tipos base-molib<strong>de</strong>no (M)dígitos:La <strong>de</strong>signación UNS <strong>para</strong> aceros grado <strong>herramental</strong> consiste en la letra “T” seguida <strong>de</strong> 5T723XXT419XXT315XXT301XXT304XXT612XXT516XXT208XXT120XXT113XXEndurecidos en aguaResistentes al impactoEndurecidos en aceiteEndurecidos con aireTipos al alto cromoTipos <strong>de</strong> propósito especial, baja aleaciónAceros grado mol<strong>de</strong>Tipos <strong>de</strong> trabajo en calienteTipos base-tungsteno alta v<strong>el</strong>ocidadTipos base-molib<strong>de</strong>no alta v<strong>el</strong>ocidad33
Materiales <strong>de</strong> Herramientas <strong>de</strong> CorteLos materiales <strong>de</strong> las herramientas <strong>de</strong> corte <strong>para</strong> <strong>el</strong> maquinado <strong>de</strong> aceros, están constituidos poraceros <strong>de</strong> alta v<strong>el</strong>ocidad, carburos cementados, cermets, cerámicos y nitruro cúbico <strong>de</strong> boropolicristalino. De acuerdo con <strong>el</strong> manual <strong>de</strong> metales “Los aceros <strong>de</strong> alta v<strong>el</strong>ocidad son llamados asíprimordialmente por su capacidad <strong>de</strong> maquinar materiales a altas v<strong>el</strong>ocida<strong>de</strong>s <strong>de</strong> corte”, son <strong>una</strong>compleja aleación base-hierro <strong>de</strong> carbón, cromo, vanadio, molib<strong>de</strong>no o tungsteno o alg<strong>una</strong> combinación<strong>de</strong> <strong>el</strong>los, en algunos casos, contienen altas cantida<strong>de</strong>s <strong>de</strong> cobalto.Los componentes aleantes son balanceados <strong>de</strong> tal manera que ofrecen <strong>una</strong> respuesta <strong>de</strong> alcanceen cuanto a dureza y templabilidad, alta resistencia al <strong>de</strong>sgaste, alta resistencia al reblan<strong>de</strong>cimiento porcalor y <strong>una</strong> buena dureza <strong>para</strong> efectuar operaciones <strong>de</strong> corte industriales. (Isakov, y otros, 2009)AplicacionesSon utilizados en herramientas <strong>de</strong> corte <strong>de</strong> punto fijo y multipunto, por lo cual <strong>de</strong>ntro <strong>de</strong> laclasificación <strong>de</strong> operaciones <strong>de</strong> punto fijo se tiene <strong>el</strong> torneado, roscado, boreado o perforado y planeadomientras que <strong>para</strong> las operaciones <strong>de</strong> herramientas multipunto, se tiene <strong>el</strong> barrenado (taladrado), rimado,fresado en la operación <strong>de</strong> acabado, fresado <strong>de</strong> careado, brochado y sierras circulares. (Isakov, y otros,2009)Carburos cementadosUn carburo cementado es un material sinterizado, en <strong>el</strong> cual sus componentes son sompuestos,<strong>de</strong> carburos <strong>de</strong> metales refractarios en <strong>una</strong> matriz metálica. Estos materiales son conocidosinternacionalmente como “Metales Duros”. (Isakov, y otros, 2009)Sistema <strong>de</strong> clasificación <strong>para</strong> los carburos cementadosNo existe un sistema universal aceptado <strong>para</strong> la clasificación <strong>de</strong> los carburos cementados, lossistemas adaptados por los fabricantes <strong>de</strong> herramientas, son basados en <strong>el</strong> código <strong>de</strong> la industriaamericana (U.S. Industry Co<strong>de</strong>) y <strong>el</strong> código ISO. (Isakov, y otros, 2009)U.S. Industry Co<strong>de</strong>En 1942 Oscar Strand, supervisor <strong>de</strong>l <strong>herramental</strong> <strong>de</strong> la división <strong>de</strong>l motor Buik <strong>de</strong> GeneralMotors produjo <strong>una</strong> clasificación simple conocida como “Código BUIK” que tiene un arreglo cercano a100 grados <strong>de</strong>rivados <strong>de</strong> 10 fabricantes bajo solo 14 símbolos (TC-1 al TC-14). Posteriormente la letra“T” <strong>de</strong>sapareció y <strong>el</strong> “Código BUIK” se convirtió en U.S. Industry Co<strong>de</strong> conocido como <strong>el</strong> sistemagrado C dividido en 4 categorías. (Isakov, y otros, 2009)1. Grados <strong>de</strong> carburos <strong>para</strong> <strong>el</strong> maquinado <strong>de</strong> materiales ferrosos, no ferrosos y nometálicos.a. C1 Desbasteb. C2 Maquinado <strong>de</strong> propósito generalc. C3 Acabadod. C4 Acabado <strong>de</strong> precisión34
2. Grados <strong>de</strong> carburo <strong>para</strong> <strong>el</strong> maquinado <strong>de</strong> aceroa. C5 Desbasteb. C6 Maquinado <strong>de</strong> propósito generalc. C7 Acabadod. C8 Acabado <strong>de</strong> precisión3. Grados No-Maquinables y resistentes al <strong>de</strong>sgastea. C9 Sin resistencia al impacto (Alta fragilidad)b. C10 Impacto ligeroc. C11 Alto impacto4. Grados No-Maquinables y resistentes al impactoa. C12 Ligerob. C13 Medioc. C14 AltoClasificación ISOEn 1964 la ISO <strong>de</strong>sarrollo <strong>una</strong> clasificación <strong>para</strong> los carburos cementados, basados en larecomendación ISO R513 “Aplicación <strong>de</strong> carburos <strong>para</strong> <strong>el</strong> maquinado por <strong>de</strong>sprendimiento <strong>de</strong> viruta”.Los grados se produjeron por varios fabricantes y son divididos por 3 grupos <strong>de</strong> “Código-Color”.(Isakov, y otros, 2009)Los grados altamente aleados <strong>de</strong> carburo <strong>de</strong> tungsteno, los cuales son grados multicarburo(Letra “P”, color Azul)Designación <strong>de</strong> grados P‣ P01‣ P10‣ P20‣ P30‣ P40‣ P50Los grados aleados <strong>de</strong> carburo <strong>de</strong> tungsteno los cuales sean grados multicarburo (Letra “M”,color Amarillo, generalmente con menos <strong>de</strong> carburo <strong>de</strong> titanio que los grados P) <strong>para</strong> <strong>el</strong> maquinado <strong>de</strong>aceros, super-aleaciones base níqu<strong>el</strong>, hierro fundido dúctil. (Isakov, y otros, 2009)Designación <strong>de</strong> grados M‣ M10‣ M20‣ M30‣ M40Para los grados <strong>de</strong> carburo <strong>de</strong> tungsteno lineales (Letra “K”, color rojo) <strong>para</strong> maquinado <strong>de</strong>fundición gris, metales no ferrosos y materiales no metálicos.Designación <strong>de</strong> grados P‣ K01‣ K10‣ K20‣ K30‣ K40En cada categoría, la <strong>de</strong>signación <strong>de</strong> los números menores es <strong>para</strong> altas v<strong>el</strong>ocida<strong>de</strong>s y avancesligeros, mientras que los números mayores son <strong>para</strong> v<strong>el</strong>ocida<strong>de</strong>s bajas y/o avances altos. Al incrementar35
la numeración implica aumentar la dureza y disminuir la templabilidad y la resistencia al <strong>de</strong>sgaste <strong>de</strong> loscarburos cementados. Los grados multicarburo <strong>de</strong>l P01 al P50 y <strong>de</strong>l M10 al M40 contienen variascombinaciones <strong>de</strong> carburo <strong>de</strong> tungsteno, carburo <strong>de</strong> titanio, carburo <strong>de</strong> tantalio y carburo <strong>de</strong> niobiounidos con cobalto, estos grados y <strong>de</strong>l C5 al C8 tiene <strong>una</strong> composición química similar, microestructura,propieda<strong>de</strong>s y aplicaciones.Actualmente los carburos cementados más comúnmente utilizados <strong>para</strong> <strong>el</strong> torneado <strong>de</strong> acerostienen <strong>una</strong> composición que contiene WC-TiC-(Ta,Nb)C-Co. La cantidad <strong>de</strong> cada componente en ungrupo dado con <strong>el</strong> mismo grupo <strong>de</strong> aplicación <strong>de</strong>pen<strong>de</strong> <strong>de</strong> los fabricantes <strong>de</strong> herramientas <strong>de</strong> corte.“La s<strong>el</strong>ección <strong>de</strong>l grado apropiado <strong>de</strong>pen<strong>de</strong> <strong>de</strong>l tipo <strong>de</strong> acero a maquinar, su templabilidad,operaciones <strong>de</strong> maquinado, parámetros <strong>de</strong> corte y las recomendaciones <strong>de</strong>l fabricante <strong>de</strong> laherramienta <strong>de</strong> corte <strong>manufactura</strong>da en algún tipo <strong>de</strong> carburo”.La dureza típica <strong>de</strong> los carburos cementados utilizados <strong>para</strong> <strong>el</strong> maquinado <strong>de</strong> acero se encuentraen <strong>el</strong> rango <strong>de</strong> 88 a 92 HRA o <strong>de</strong> 1100 a 1600 HV respectivamente. (Isakov, y otros, 2009)CermetsLos cermets son producto <strong>de</strong> la aplicación <strong>de</strong> metalurgia <strong>de</strong> polvos, que consiste en partículascerámicas unidas con un metal, típicamente partículas <strong>de</strong> TiC, TiN, TiCN, <strong>para</strong> la unión se incluye,níqu<strong>el</strong> cobalto y molib<strong>de</strong>no. Las partículas <strong>de</strong> carburo proveen resistencia al <strong>de</strong>sgaste y las partículasmetálicas proveen dureza. (Isakov, y otros, 2009)ClasificaciónLa clasificación ISO y la U.S. Industry Co<strong>de</strong> utilizada en la clasificación <strong>de</strong> los carburoscementados pue<strong>de</strong>n usarse <strong>para</strong> los cermets, por lo cual <strong>para</strong> <strong>el</strong> maquinado son C8, C7 y C6 (U.S.Industry Co<strong>de</strong>) con su equivalente P01, P10, P20, M10 y M20 <strong>de</strong>l código ISO.La dureza <strong>de</strong> los cermets <strong>de</strong> carbonitruro <strong>de</strong> titanio es aproximadamente com<strong>para</strong>ble a loscarburos cementados, sin embargo la dureza <strong>de</strong> los cermets a altas temperaturas <strong>de</strong> operación esconsi<strong>de</strong>rablemente <strong>el</strong>evada en com<strong>para</strong>ción con los carburos cementados, esto permite avanzar a altasv<strong>el</strong>ocida<strong>de</strong>s <strong>de</strong> corte y aguantar la resistencia al <strong>de</strong>sgaste <strong>de</strong>l tamaño <strong>de</strong>l flanco mas allá que loscarburos. (Isakov, y otros, 2009)CerámicosExisten dos gran<strong>de</strong>s grupos <strong>de</strong> cerámicos utilizados en <strong>el</strong> corte <strong>de</strong> metales, uno basado en <strong>el</strong>Óxido <strong>de</strong> Aluminio (Al 2 O 3 ) o comúnmente conocido como alúmina, y otro basado en <strong>el</strong> Si3N4. Losinsertos <strong>de</strong> corte a base <strong>de</strong> cerámicos son producidos por prensado en caliente o por sinterizado.Los cerámicos tienen <strong>una</strong> alta dureza en caliente y resistencia a la oxidación, lo cual reduce <strong>el</strong><strong>de</strong>sgaste <strong>de</strong> la herramienta a altas temperaturas. Estas propieda<strong>de</strong>s hacen <strong>de</strong> los cerámicos <strong>una</strong> apropiadaherramienta <strong>de</strong> corte <strong>para</strong> altas v<strong>el</strong>ocida<strong>de</strong>s <strong>de</strong> maquinado, en com<strong>para</strong>ción con los carburoscementados, los cerámicos tienen un esfuerzo a cortante menor y son más frágiles, lo cual implicaaplicaciones <strong>de</strong> corte limitadas <strong>para</strong> ciertas condiciones <strong>de</strong> corte. La dureza <strong>de</strong> los cerámicos y la36
esistencia a la oxidación reduce <strong>el</strong> <strong>de</strong>sgaste <strong>de</strong> la herramienta a altas temperaturas, estas propieda<strong>de</strong>shacen que los cerámicos sean apropiados <strong>para</strong> <strong>el</strong> corte <strong>de</strong> metales a altas v<strong>el</strong>ocida<strong>de</strong>s, incluyendometales difíciles <strong>de</strong> maquinar. (Isakov, y otros, 2009)Nitruro Cúbico <strong>de</strong> Boro Policristalino (PCBN)Es <strong>el</strong> material siguiente al diamante en la escala <strong>de</strong> dureza, es utilizado en la industria <strong>de</strong> la<strong>manufactura</strong> como <strong>una</strong> herramienta abrasiva <strong>de</strong> extrema dureza como herramienta <strong>de</strong> corte, <strong>el</strong> PCBN escomúnmente utilizado <strong>para</strong> <strong>el</strong> maquinado <strong>de</strong> aceros <strong>de</strong> alta dureza, aceros grados herramienta, hierrofundido (Duro) y aleaciones <strong>de</strong> alta dureza. (Isakov, y otros, 2009)Técnicas Avanzadas <strong>de</strong> ManufacturaExisten situaciones en las que los medios mecánicos <strong>para</strong> la producción <strong>de</strong> piezas no sonsatisfactorios, económicamente viables o incluso posibles por alg<strong>una</strong> <strong>de</strong> las siguientes razones:La resistencia y dureza <strong>de</strong>l material <strong>de</strong> la pieza <strong>de</strong> trabajo son muy <strong>el</strong>evadas, por lo comúnsuperiores a 400 HB.El material <strong>de</strong> la pieza <strong>de</strong> trabajo es muy frágil <strong>para</strong> maquinarlo sin dañar la pieza, por locomún son aleaciones con severos tratamientos térmicos, vidrios cerámicos y partes <strong>de</strong>metalurgia <strong>de</strong> polvos.La pieza <strong>de</strong> trabajo es muy flexible o muy esb<strong>el</strong>ta <strong>para</strong> soportar las fuerzas <strong>de</strong>l maquinado orectificado, o resulta difícil sujetar las partes en dispositivos <strong>de</strong> soporte y sujeción.La forma <strong>de</strong> la parte es compleja, incluyendo características como perfiles internos oexternos u orificios con r<strong>el</strong>aciones <strong>el</strong>evadas <strong>de</strong> longitud a diámetro en materiales muyduros.Existen requerimientos especiales en cuanto a acabado superficial y toleranciasdimensionales que no pue<strong>de</strong>n obtenerse con otros procesos <strong>de</strong> <strong>manufactura</strong> o que no soneconómicos mediante procesos alternos.No es <strong>de</strong>seable la <strong>el</strong>evación <strong>de</strong> la temperatura o los esfuerzos residuales <strong>de</strong>sarrollados en lapieza <strong>de</strong> trabajo durante s procesamiento. (Kalpakjian, 2008)Entonces han sido <strong>de</strong>sarrolladas técnicas a base <strong>de</strong> química, <strong>el</strong>ectricidad, rayos laser y haces <strong>de</strong>alta energía <strong>para</strong> retirar material <strong>de</strong> las piezas <strong>de</strong> trabajo metálicas y no metálicas, estos métodosavanzados se introdujeron en la década <strong>de</strong> los 40’s y fueron inicialmente llamados métodos <strong>de</strong>maquinado no convencional o no tradicional entonces este tipo <strong>de</strong> procesos no retiran material en forma<strong>de</strong> viruta como en los maquinados <strong>de</strong> acción mecánica, sino por disolución química, ataque químico,fusión, evaporación y acción hidrodinámica, por lo cual <strong>una</strong> <strong>de</strong> las ventajas <strong>de</strong> estos procesos es que ladureza <strong>de</strong>l material <strong>de</strong> la pieza <strong>de</strong> trabajo no es r<strong>el</strong>evante. (Kalpakjian, 2008)Maquinado químicoEl maquinado químico o CM por sus siglas en ingles se efectúa mediante la disolución químicay <strong>el</strong> uso <strong>de</strong> reactivos y atacantes, como soluciones acidas o alcalinas, este proceso es uno <strong>de</strong> los masantiguos <strong>de</strong> los maquinados avanzados, y se utiliza en <strong>el</strong> grabado <strong>de</strong> piedras y metales, en la producción<strong>de</strong> circuitos impresos y dispositivos micro<strong>el</strong>ectrónicos. (Kalpakjian, 2008)37
Fresado químicoEn <strong>el</strong> fresado químico se producen cavida<strong>de</strong>s poco profundas en placas, laminas, forjas yextrusiones, por lo regular <strong>para</strong> la reducción global <strong>de</strong> peso, <strong>el</strong> ataque s<strong>el</strong>ectivo <strong>de</strong>l reactivo químicosobre la superficie <strong>de</strong> material se controla mediante capas removibles <strong>de</strong> material llamadasenmascaramiento, o mediante la inmersión parcial en <strong>el</strong> reactivo. (Kalpakjian, 2008)El procedimiento es <strong>el</strong> siguiente:1. Si la pieza a maquinar tiene esfuerzos residuales <strong>de</strong>l proceso anterior, primero <strong>de</strong>benr<strong>el</strong>evarse dichos esfuerzos <strong>para</strong> evitar <strong>el</strong> alabeo <strong>de</strong>spués <strong>de</strong>l fresado químico.2. La superficie a maquinar <strong>de</strong>berá encontrarse perfectamente limpia y libre <strong>de</strong> residuosproducidos por algún tratamiento térmico, <strong>para</strong> adherir <strong>el</strong> material enmascarador.3. Se aplica <strong>el</strong> material enmascarador, <strong>una</strong> práctica común es enmascarar con cintas opinturas enmascarantes aunque también se utilizan plásticos y <strong>el</strong>astómeros, los cuales no<strong>de</strong>ben reaccionar con <strong>el</strong> reactivo químico.4. De ser necesario <strong>el</strong> enmascarante se retira <strong>de</strong> las regiones que se <strong>de</strong>seen atacar.5. Las superficies expuestas se maquinan químicamente con reactivos atacantes comohidróxido <strong>de</strong> sodio <strong>para</strong> <strong>el</strong> aluminio, soluciones <strong>de</strong> ácido clorhídrico y nítrico <strong>para</strong> losaceros o cloruro férrico <strong>para</strong> los aceros inoxidables.6. Después <strong>de</strong>l maquinado las partes <strong>de</strong>ben lavarse totalmente <strong>para</strong> evitar reaccionesposteriores con cualquier residuo atacante o mediante la exposición al mismo.7. Se retira <strong>el</strong> resto <strong>de</strong> material enmascarador y se limpia y revisa la parte, este material nose disu<strong>el</strong>ve en presencia <strong>de</strong>l reactivo <strong>de</strong> maquinado pero por lo general si logradisolverse por otro tipo <strong>de</strong> solvente.8. Si es necesario se pue<strong>de</strong>n realizar operaciones adicionales <strong>de</strong> acabado en la parte <strong>de</strong>lfresado químico.9. Esta secuencia se pue<strong>de</strong> repetir <strong>para</strong> producir cavida<strong>de</strong>s escalonadas en las piezas <strong>de</strong>trabajo.El fresado químico es muy utilizado en la industria aeroespacial, <strong>para</strong> <strong>el</strong> ataque <strong>de</strong> fus<strong>el</strong>ajes opartes extruidas <strong>de</strong> estructuras aéreas, este proceso también es utilizado <strong>para</strong> la fabricación <strong>de</strong>dispositivos micro<strong>el</strong>ectrónicos, en don<strong>de</strong> se le llama ataque húmedo. El fresado químico en lasfundiciones pue<strong>de</strong> causar superficies <strong>de</strong>sniv<strong>el</strong>adas por la porosidad <strong>de</strong>l material. (Kalpakjian, 2008)Troqu<strong>el</strong>ado químicoEl troqu<strong>el</strong>ado químico es similar al <strong>de</strong> los metales laminado al cizallar la sección <strong>de</strong>l laminado,sin embargo la diferencia es que en este caso <strong>el</strong> material retirado <strong>de</strong> la pieza <strong>de</strong> trabajo es disu<strong>el</strong>toquímicamente, las aplicaciones comunes es <strong>el</strong> troqu<strong>el</strong>ado sin <strong>de</strong>jar rebaba en las tarjetas <strong>para</strong> circuitosimpresos, tableros <strong>de</strong>corativos y estampados en láminas muy <strong>de</strong>lgadas (véase la figura 2.16), así como laproducción <strong>de</strong> formas complejas y pequeñas. (Kalpakjian, 2008)38
Figura 2.16 Ejemplo <strong>de</strong> piezas obtenidas mediante troqu<strong>el</strong>ado químico (Kalpakjian, 2008)Troqu<strong>el</strong>ado fotoquímicoEs <strong>una</strong> modificación <strong>de</strong>l fresado químico, <strong>el</strong> material se retira por lo general <strong>de</strong> <strong>una</strong> <strong>de</strong>lgadalámina mediante técnicas utilizadas en <strong>el</strong> procesamiento <strong>de</strong> fotografías. Se pue<strong>de</strong>n troqu<strong>el</strong>ar formascomplejas sin rebabas sobre metales hasta <strong>de</strong> 0.0025 mm <strong>de</strong> espesor, este proceso en ocasiones se<strong>de</strong>nomina maquinado fotoquímico y <strong>el</strong> procedimiento consiste en los siguientes pasos:1. Se pre<strong>para</strong> <strong>el</strong> diseño <strong>de</strong> la parte a troqu<strong>el</strong>ar con <strong>una</strong> ampliación <strong>de</strong> hasta 100x, <strong>de</strong>spuésse produce un negativo fotográfico y se reduce <strong>el</strong> tamaño al tamaño <strong>de</strong> la parteterminada, al negativo <strong>de</strong>l diseño se le llama boceto, <strong>el</strong> dibujo original que esagrandado, permite que los errores inherentes <strong>de</strong>l diseño se reduzcan en la medida <strong>de</strong> lareducción <strong>para</strong> obtener la imagen <strong>de</strong>finitiva <strong>de</strong>l boceto.2. La lamina en bruto se cubre con un material fotosensible (fotorresistente) medianteinmersión, rociado, vaciado centrifugo o recubrimiento con rodillos y se seca en unhorno, a este recubrimiento se le llama emulsión.3. El negativo se coloca sobre la pieza recubierta y se somete a la luz ultravioleta, queendurece las áreas expuestas.4. Se <strong>de</strong>sarrolla la pieza lo que disu<strong>el</strong>ve las áreas no expuestas.5. Después la pieza se sumerge en un baño reactivo (como en <strong>el</strong> fresado químico), lo queataca y retira las áreas expuestas.6. Se retira <strong>el</strong> enmascarador y se lava totalmente la parte <strong>para</strong> retirar los residuosquímicos.Las aplicaciones más comunes son <strong>el</strong> fabricado <strong>de</strong> pantallas finas, tarjetas <strong>de</strong> circuitosimpresos, laminados <strong>para</strong> motores <strong>el</strong>éctricos, resortes planos y pantallas <strong>para</strong> t<strong>el</strong>evisores a color. Elproceso también es capaz <strong>de</strong> troqu<strong>el</strong>ar piezas <strong>de</strong> trabajo y materiales frágiles. (Kalpakjian, 2008)Maquinado <strong>el</strong>ectroquímicoEl ECM por sus siglas en inglés es básicamente <strong>el</strong> inverso <strong>de</strong> la <strong>el</strong>ectro<strong>de</strong>posición en don<strong>de</strong> un<strong>el</strong>ectrolito actúa como portador <strong>de</strong> corriente y la alta v<strong>el</strong>ocidad <strong>de</strong> movimiento <strong>de</strong>l <strong>el</strong>ectrolito en <strong>el</strong>espacio <strong>de</strong> la herramienta y la pieza arranca y arrastra los iones metálicos <strong>de</strong> la pieza antes <strong>de</strong> que tenganoportunidad <strong>de</strong> <strong>de</strong>positarse en la herramienta.39
La herramienta <strong>de</strong> forma, ya se solida o tubular por lo general se produce con latón, cobre,bronce o acero inoxidable, por otra parte <strong>el</strong> <strong>el</strong>ectrolito es un fluido inorgánico altamente conductor comosolución acuosa <strong>de</strong> nitrato <strong>de</strong> sodio, es bombeado a través <strong>de</strong> los canales <strong>de</strong> la herramienta a <strong>una</strong>v<strong>el</strong>ocidad <strong>de</strong> 10 a 16 m/s, mientras que <strong>una</strong> fuente <strong>de</strong> po<strong>de</strong>r suministra corriente directa en un intervalo<strong>de</strong> 20 a 25 VDC manteniendo las <strong>de</strong>nsida<strong>de</strong>s <strong>de</strong> corriente que <strong>para</strong> la mayoría <strong>de</strong> aplicaciones es <strong>de</strong> 20 a200 A/cm 2 <strong>de</strong> la superficie activa maquinada. Existen equipos que manejan capacida<strong>de</strong>s <strong>de</strong> corrientebastante <strong>el</strong>evadas como 40,000 A y tan bajas como 5A, por consiguiente la rapi<strong>de</strong>z <strong>de</strong> penetración <strong>de</strong> laherramienta es proporcional a la <strong>de</strong>nsidad <strong>de</strong> corriente, la v<strong>el</strong>ocidad <strong>de</strong> remoción <strong>de</strong> material seencuentra típicamente en <strong>el</strong> intervalo <strong>de</strong> 1.5 a 4 mm 3 por A-min, entonces como la v<strong>el</strong>ocidad <strong>de</strong>remoción <strong>de</strong> material es solo función <strong>de</strong> la v<strong>el</strong>ocidad <strong>de</strong> intercambio iónico, no afecta la dureza,resistencia, o tenacidad <strong>de</strong>l material <strong>de</strong> trabajo. (Kalpakjian, 2008)Las aplicaciones más recientes <strong>de</strong>l ECM incluyen <strong>el</strong> micromaquinado <strong>para</strong> la industria<strong>el</strong>ectrónica, <strong>una</strong> modificación <strong>de</strong>l ECM es <strong>el</strong> maquinado <strong>el</strong>ectrolítico con forma <strong>de</strong> tubo STEM por sussiglas en ingles, utilizado <strong>para</strong> taladrar orificios profundos <strong>de</strong> diámetro pequeño, llegando a taladrarorificios <strong>de</strong> 0.5mm <strong>de</strong> diámetro con <strong>una</strong> r<strong>el</strong>ación <strong>de</strong> profundidad a diámetro <strong>de</strong> 300:1. (Kalpakjian,2008)El proceso ECM <strong>de</strong>ja <strong>una</strong> superficie brillante y sin rebabas, <strong>de</strong> hecho es utilizado como proceso<strong>de</strong> rebabeo, no provoca ningún daño térmico en la parte maquinada, tampoco existe <strong>de</strong>sgaste en laherramienta y <strong>el</strong> proceso es capaz <strong>de</strong> producir formas complejas. (Kalpakjian, 2008)Maquinado por pulso <strong>el</strong>ectroquímico (PECM)Es un proceso <strong>de</strong> refinamiento <strong>de</strong>l ECM, utiliza <strong>de</strong>nsida<strong>de</strong>s muy <strong>el</strong>evadas <strong>de</strong> corriente <strong>de</strong>l or<strong>de</strong>n<strong>de</strong> 1 A/mm 2 , pero la corriente es <strong>de</strong> pulsos y no directa como en <strong>el</strong> ECM convencional, al realizar pulsos<strong>de</strong> carga <strong>de</strong> corriente se <strong>el</strong>imina <strong>el</strong> consumo <strong>el</strong>evado <strong>de</strong>l <strong>el</strong>ectrolito, lo que limita <strong>el</strong> uso <strong>de</strong> ECM en <strong>el</strong>proceso <strong>de</strong> fabricación <strong>de</strong> mol<strong>de</strong>s y matrices, las investigaciones han <strong>de</strong>mostrado que le PECM mejorala vida a la fatiga, las tolerancias obtenidas por lo común van <strong>de</strong> 20 a 100 µm., <strong>el</strong> proceso <strong>de</strong> EDM yPECM pue<strong>de</strong>n combinarse en la misma maquina, sin embargo se corre <strong>el</strong> riesgo que al cambiar entreuno y otro proceso ocurra <strong>una</strong> <strong>de</strong>salineación <strong>de</strong> pieza-<strong>el</strong>ectrodo. Lo cual ocasionaría que <strong>el</strong> pulidocausado por le PECM ocurra don<strong>de</strong> <strong>el</strong> gap es menor y <strong>el</strong> resto <strong>de</strong> la superficie presente pasivación.(Kalpakjian, 2008)Rectificación <strong>el</strong>ectroquímicaLa ECG combina <strong>el</strong> ECM con <strong>el</strong> rectificado convencional, los abrasivos tienen dos funciones:1. Servir como aislantes entre <strong>el</strong> disco y la pieza <strong>de</strong> trabajo2. Retirar mecánicamente productos <strong>el</strong>ectrolíticos <strong>de</strong>l área <strong>de</strong> trabajoLas <strong>de</strong>nsida<strong>de</strong>s <strong>de</strong> corriente van <strong>de</strong> 1 a 3 A/mm2. En <strong>el</strong> ECG la mayor parte <strong>de</strong> la remoción <strong>de</strong>material se efectúa mediante la acción <strong>el</strong>ectrolítica y por lo regular menos <strong>de</strong>l 5% <strong>de</strong> metal se retiramediante la acción abrasiva <strong>de</strong>l disco, en consecuencia la material se mantiene frio y <strong>el</strong> disco tiene muypoco <strong>de</strong>sgaste. (Kalpakjian, 2008)40
El ECG es a<strong>de</strong>cuado <strong>para</strong> aplicaciones similares a las <strong>de</strong>l fresado, rectificado y aserrado, perono se adapta a las operaciones <strong>de</strong> estampado <strong>de</strong> matrices, este proceso pue<strong>de</strong> aplicarse eficazmente acarburos y aleaciones <strong>de</strong> alta resistencia, existen máquinas <strong>de</strong> rectificado <strong>el</strong>ectroquímico con controlnumérico que mejoran notablemente la repetividad y <strong>el</strong> control dimensional aumentando laproductividad. (Kalpakjian, 2008)ElectroerosiónUna <strong>de</strong> las técnicas avanzadas <strong>de</strong> <strong>manufactura</strong> es la <strong>el</strong>ectroerosión, la cual es un procedimientoque basando se en <strong>el</strong> empleo directo <strong>de</strong> la corriente <strong>el</strong>éctrica con lo cual se consigue la fi<strong>el</strong> reproducción<strong>de</strong> la forma <strong>de</strong> un <strong>el</strong>ectrodo útil <strong>de</strong> manera automática, en <strong>una</strong> pieza <strong>de</strong>terminada, si bien en formacomplementaria, es <strong>de</strong>cir que <strong>una</strong> forma positiva genera a <strong>una</strong> negativa y viceversa. (Camprubi Gra<strong>el</strong>l,2007)Para llevar a cabo su cometido <strong>de</strong> reproducción <strong>de</strong> formas, la <strong>el</strong>ectroerosión requiere utilizarcorrientes pulsantes unidireccionales <strong>de</strong> <strong>el</strong>evada energía. Se pue<strong>de</strong> afirmar pues que con la<strong>el</strong>ectroerosión nació un nuevo y revolucionario sistema <strong>de</strong> mecanizado <strong>de</strong> metales, que a diferencia <strong>de</strong>los hasta entonces conocidos <strong>para</strong> este no cuentan ni la dureza ni la tenacidad <strong>de</strong>l material <strong>de</strong> la pieza <strong>de</strong>trabajo, sin embargo <strong>el</strong> sistema tiene sus condicionantes, y uno <strong>de</strong> <strong>el</strong>los es que <strong>para</strong> llevar a cabo <strong>el</strong>mecanizado <strong>el</strong>ectro-erosivo los materiales tiene que ser necesariamente conductores <strong>de</strong> <strong>el</strong>ectricidad.(Camprubi Gra<strong>el</strong>l, 2007)El método se caracteriza por <strong>el</strong> hecho <strong>de</strong> que la <strong>el</strong>iminación <strong>de</strong>l material se obtiene gracias a lasucesión <strong>de</strong> <strong>de</strong>scargas <strong>el</strong>éctricas pulsantes se<strong>para</strong>das en <strong>el</strong> tiempo. Es <strong>de</strong>cir, que cada vez salta <strong>una</strong> sola<strong>de</strong>scarga y entre dos <strong>de</strong>scargas consecutivas existe un lapso <strong>de</strong> tiempo <strong>de</strong> inactividad, llamado tiempo <strong>de</strong>pausa. (Camprubi Gra<strong>el</strong>l, 2007)Un arco <strong>el</strong>éctrico cuando es conducido <strong>de</strong> un punto A hacia un punto B a través <strong>de</strong> algún mediocomo <strong>el</strong> aire, este es incontrolable, pues la zona circundante a la <strong>de</strong>scarga se ioniza fuertemente y estohace que la <strong>de</strong>scarga se propague <strong>de</strong> forma ramificada, <strong>para</strong> que esto no suceda, la <strong>el</strong>ectroerosión s<strong>el</strong>leva a cabo en <strong>el</strong> seno <strong>de</strong> un liquido di<strong>el</strong>éctrico, con lo cual la <strong>de</strong>scarga es perfectamente precisa ycontrolable, dicho fluido di<strong>el</strong>éctrico juega un pap<strong>el</strong> <strong>de</strong> suma importancia en <strong>el</strong> proceso. (CamprubiGra<strong>el</strong>l, 2007)Dentro <strong>de</strong> los diversos métodos <strong>de</strong> mecanizado <strong>de</strong> metales por <strong>el</strong>ectroerosión se pue<strong>de</strong>n citar, <strong>el</strong>mecanizado por chispas, <strong>el</strong> sistema <strong>de</strong> <strong>el</strong>ectro-contacto, <strong>el</strong> ánodo-mecánico y <strong>el</strong> <strong>de</strong> impulsos, es precisohablar <strong>de</strong>l sistema por chispas o por impulsos, los <strong>de</strong>más tienen poca aplicación práctica. Para <strong>el</strong>mecanizado por chispas se han venido <strong>de</strong>sarrollando diversos circuitos llamados <strong>de</strong> régimenin<strong>de</strong>pendiente, conocidos también por circuitos <strong>de</strong> r<strong>el</strong>ajación. (Camprubi Gra<strong>el</strong>l, 2007)Todos estos circuitos se caracterizan por llevar, entre otros, algún <strong>el</strong>emento acumulador <strong>de</strong>energía <strong>para</strong> producir la <strong>de</strong>scarga, <strong>el</strong> circuito básico <strong>el</strong>emental se compren<strong>de</strong> <strong>de</strong> dos circuitos bien<strong>de</strong>finidos, <strong>el</strong> <strong>de</strong> carga y <strong>el</strong> <strong>de</strong> <strong>de</strong>scarga.41
Figura 2.14 Circuito <strong>de</strong> carga y <strong>de</strong>scarga <strong>para</strong> EDM (Camprubi Gra<strong>el</strong>l, 2007)El circuito <strong>de</strong> carga consta <strong>de</strong> <strong>una</strong> fuente <strong>de</strong> corriente continua G, <strong>una</strong> resistencia <strong>de</strong> regulaciónR, y <strong>una</strong> batería <strong>de</strong> capacitores C. (Camprubi Gra<strong>el</strong>l, 2007)El sistema <strong>de</strong> control <strong>de</strong>l GAPUna <strong>de</strong> las condiciones necesarias <strong>para</strong> que se produzca la erosión mediante <strong>de</strong>scargas, es la <strong>de</strong>que exista <strong>una</strong> distancia o espacio apropiado entre la pieza y <strong>el</strong> <strong>el</strong>ectrodo, dicho espacio es <strong>de</strong>nominado“GAP” (palabra inglesa que significa, espacio, intersticio) que es don<strong>de</strong> se produce la carga, si lase<strong>para</strong>ción entre la pieza y <strong>el</strong> <strong>el</strong>ectrodo llega a ser nula, se produce un cortocircuito entre ambos, con locual habrá conducción <strong>de</strong> corriente por contacto pero no habrá <strong>de</strong>scarga, si por <strong>el</strong> contrario la distanciaentre <strong>el</strong> <strong>el</strong>ectrodo y la pieza es <strong>de</strong>masiado gran<strong>de</strong>, la intensidad <strong>de</strong>l campo <strong>el</strong>éctrico no será suficiente<strong>para</strong> crear las condiciones propicias <strong>para</strong> crear la <strong>de</strong>scarga disruptiva y por lo tanto no habrá ionización,por lo tanto <strong>el</strong> mecanismo encargado <strong>de</strong>l control <strong>de</strong> esta distancia es un servomecanismo <strong>de</strong> control <strong>de</strong>avance <strong>de</strong>l <strong>el</strong>ectrodo, dicho mecanismo es <strong>una</strong> parte esencial <strong>de</strong>l proceso <strong>de</strong> <strong>el</strong>ectroerosión, ya que <strong>de</strong> <strong>el</strong><strong>de</strong>pen<strong>de</strong> la estabilidad <strong>de</strong>l <strong>el</strong>ectro-erosionado y <strong>el</strong> buen rendimiento <strong>de</strong> la máquina, dicho mecanismo<strong>de</strong>be mantener <strong>el</strong> “GAP” <strong>de</strong> forma constante, tal que la distancia entre <strong>el</strong> <strong>el</strong>ectrodo y la pieza pue<strong>de</strong> sercomprendida entre 0.002 y 0.1 mm según <strong>el</strong> régimen <strong>de</strong> trabajo. (Camprubi Gra<strong>el</strong>l, 2007)Es importante conocer y analizar la zona “GAP” <strong>el</strong> cual está formado por tres estadosprincipales a los que se pue<strong>de</strong>n <strong>de</strong>nominar como: gap <strong>de</strong> circuito abierto, gap nominal o <strong>de</strong> trabajo y gap<strong>de</strong> cortocircuito, en cada uno <strong>de</strong> <strong>el</strong>los se producen impulsos <strong>de</strong> características distintas, en <strong>el</strong> primero losimpulsos son solamente <strong>de</strong> tensión, no hay por lo tanto circulación <strong>de</strong> corriente entre <strong>el</strong> <strong>el</strong>ectrodo y lapieza y por lo tanto no hay erosión. En <strong>el</strong> gap <strong>de</strong> trabajo se emiten impulsos <strong>de</strong> tensión y <strong>de</strong> corrientealternadamente, y es cuando la máquina trabaja en óptimas condiciones, y en <strong>el</strong> gap <strong>de</strong> cortocircuito solocircula corriente entre <strong>el</strong> <strong>el</strong>ectrodo y la pieza pero no existe erosión a causa <strong>de</strong> la ausencia <strong>de</strong> <strong>una</strong><strong>de</strong>scarga disruptiva.En la práctica, entre <strong>el</strong> gap <strong>de</strong> circuito abierto y <strong>el</strong> gap <strong>de</strong> corto circuito existen infinidad <strong>de</strong> gap<strong>de</strong> trabajo con diversas variaciones <strong>de</strong>l impulsos tanto <strong>de</strong> corriente como <strong>de</strong> tensión, estos últimosaumentan conforme <strong>el</strong> gap aumenta, lo cual disminuye los <strong>de</strong> corriente, esto baja <strong>el</strong> rendimiento <strong>de</strong>arranque <strong>de</strong> material, en consecuencia la v<strong>el</strong>ocidad <strong>de</strong> arranque V a es directamente proporcional alnúmero <strong>de</strong> impulsos efectivos n i <strong>de</strong> trabajo:42
A medida que <strong>el</strong> número <strong>de</strong> impulsos efectivos crece, también lo hace <strong>el</strong> arranque <strong>de</strong> material yen consecuencia <strong>de</strong>berá aumentar la v<strong>el</strong>ocidad <strong>de</strong> avance <strong>de</strong>l <strong>el</strong>ectrodo hacia la pieza. Por lo tanto lav<strong>el</strong>ocidad <strong>de</strong> avance será:Es <strong>de</strong>cir que la v<strong>el</strong>ocidad <strong>de</strong> avance será <strong>el</strong> valor <strong>de</strong> arranque <strong>de</strong> material dividido por lasuperficie (S) frontal <strong>de</strong>l <strong>el</strong>ectrodo.El <strong>el</strong>ectrodo es <strong>el</strong>emento <strong>de</strong>l cual se ha <strong>de</strong> hacer uso <strong>para</strong> realizar <strong>el</strong> mecanizado por <strong>el</strong>ectroerosiónal igual que en <strong>el</strong> sistema <strong>el</strong>ectroquímico, en principio cualquier material conductor pue<strong>de</strong> serapto <strong>para</strong> la fabricación <strong>de</strong> <strong>el</strong>ectrodos, no obstante <strong>de</strong>pendiendo <strong>de</strong> ciertas características propias <strong>de</strong> cada<strong>el</strong>emento, harán que este se comporte mejor o peor, entre los materiales que son aptos <strong>para</strong> lafabricación <strong>de</strong> <strong>el</strong>ectrodos se pue<strong>de</strong>n dividir en dos grupos, los metálicos y no metálicos:Entre los metálicos se pue<strong>de</strong>n <strong>de</strong>stacar:Cobre <strong>el</strong>ectrolíticoCobre al cromo o al t<strong>el</strong>urioCuprotungstenoPlata tungstenoAluminio y sus aleacionesLatónTungsteno puroAcero2007)Entre los no metálicos encontramos a los grafitos y sus distintas varieda<strong>de</strong>s. (Camprubi Gra<strong>el</strong>l,EDM con alambreUna variante <strong>de</strong>l EDM es <strong>el</strong> EDM con alambre, este proceso es similar al corte <strong>de</strong> contornoscon <strong>una</strong> sierra <strong>de</strong> banda, un alambre <strong>de</strong> movimiento lento se <strong>de</strong>splaza <strong>de</strong>ntro <strong>de</strong>l material erosionandosolo <strong>el</strong> espesor <strong>de</strong>l mismo, este proceso se utiliza <strong>para</strong> cortar placas <strong>de</strong> hasta 300mm <strong>de</strong> espesor y <strong>para</strong>fabricar punzones, herramientas y matrices a partir <strong>de</strong> metales duros. (Kalpakjian, 2008)En general <strong>el</strong> alambre es fabricado a partir <strong>de</strong> metales como latón cobre, tungsteno o molib<strong>de</strong>noy también son fabricados con recubrimientos múltiples, comúnmente <strong>el</strong> diámetro <strong>de</strong> alambre es <strong>de</strong>0.30mm <strong>para</strong> cortes <strong>de</strong> <strong>de</strong>sbaste y <strong>de</strong> 0.20mm <strong>para</strong> cortes <strong>de</strong> acabado, <strong>el</strong> alambre <strong>de</strong>be tener <strong>una</strong> altaconductividad <strong>el</strong>éctrica y resistencia a la tensión puesto que <strong>el</strong> esfuerzo que actúa sobre <strong>el</strong> por lo regulares <strong>de</strong>l 60% <strong>de</strong> su resistencia a la tensión.Por lo general <strong>el</strong> alambre solo se utiliza <strong>una</strong> vez ya que es r<strong>el</strong>ativamente económico encom<strong>para</strong>ción con <strong>el</strong> tipo <strong>de</strong> operación que realiza, se <strong>de</strong>splaza a <strong>una</strong> v<strong>el</strong>ocidad constante que va <strong>de</strong> 0.15 a9 m/min y se mantiene en un espacio constantes durante <strong>el</strong> corte, la ten<strong>de</strong>ncia <strong>de</strong> fluidos di<strong>el</strong>éctricos esutilizar fluidos transparentes e baja viscosidad. (Kalpakjian, 2008)43
Rectificación por <strong>de</strong>scarga <strong>el</strong>éctricaEn la rectificación por <strong>de</strong>scarga <strong>el</strong>éctrica o EDG, <strong>el</strong> disco está fabricado <strong>de</strong> latón o grafito y nocontiene abrasivos, <strong>el</strong> material se retira <strong>de</strong> la superficie <strong>de</strong> trabajo mediante <strong>de</strong>scargas por chispa entre <strong>el</strong>disco rotatorio y la pieza <strong>de</strong> trabajo. El proceso ECDG es más rápido que <strong>el</strong> EDG sin embargo <strong>el</strong>primero utiliza mucho más potencia que <strong>el</strong> EDG.En <strong>el</strong> aserrado con EDM se utiliza un arreglo similar a la sierra <strong>de</strong> banda o sierra circular con <strong>el</strong>mismo circuito <strong>el</strong>éctrico <strong>para</strong> <strong>el</strong> EDM, se pue<strong>de</strong>n producir cortes estrechos con altas tasas <strong>de</strong> remoción<strong>de</strong> material, <strong>de</strong>bido a que las fuerzas <strong>de</strong> corte son <strong>de</strong>spreciables, este proceso pue<strong>de</strong> utilizarse encomponentes <strong>de</strong>lgados y esb<strong>el</strong>tos. (Kalpakjian, 2008)Maquinado por rayo laserEn <strong>el</strong> maquinado por rayo láser LBM la fuente <strong>de</strong> energía es un láser que concentra energíaóptica sobre la superficie <strong>de</strong> la pieza <strong>de</strong> trabajo, la fuente <strong>de</strong> energía <strong>de</strong> alta <strong>de</strong>nsidad concentrada fun<strong>de</strong>y evapora porciones <strong>de</strong> la pieza <strong>de</strong> manera controlada, este proceso se requiere <strong>para</strong> maquinar variosmetales metálicos y no metálicos. (Kalpakjian, 2008)En <strong>el</strong> LBM la efectividad y conductividad térmica <strong>de</strong> las superficies <strong>de</strong> la pieza <strong>de</strong> trabajo, asícomo su calor latente <strong>de</strong> fusión y evaporación son parámetros físicos importantes, cuanto menores seanlos valores que toman estas cantida<strong>de</strong>s más eficiente será <strong>el</strong> proceso, la profundidad <strong>de</strong> corte se pue<strong>de</strong>expresar como:Don<strong>de</strong> t es la profundidad, C <strong>una</strong> constante <strong>para</strong> <strong>el</strong> proceso, P la entrada <strong>de</strong> potencia, v lav<strong>el</strong>ocidad <strong>de</strong> corte y d <strong>el</strong> diámetro <strong>de</strong>l punto <strong>de</strong>l laser. Los picos <strong>de</strong> <strong>de</strong>nsidad <strong>de</strong> energía <strong>de</strong> los rayoslaser se encuentran en <strong>el</strong> intervalo <strong>de</strong> 5 a 200kW/mm 2 . Por lo general la superficie producida por <strong>el</strong>LBM es <strong>una</strong> superficie rugosa y que por lo general es afectada por <strong>el</strong> calor, en don<strong>de</strong> si es necesario se<strong>de</strong>berá realizar un tratamiento térmico <strong>para</strong> liberar esfuerzos o atribuir propieda<strong>de</strong>s iniciales.(Kalpakjian, 2008)El corte por rayo láser asistido por alta presión <strong>de</strong> gas inerte (nitrógeno o argón) se usa en aceroinoxidable y aluminio <strong>para</strong> <strong>de</strong>jar <strong>una</strong> arista libre <strong>de</strong> óxido y mejora la soldabilidad. (Kalpakjian, 2008)Maquinado por haz <strong>de</strong> <strong>el</strong>ectronesEl maquinado por haz <strong>de</strong> <strong>el</strong>ectrones o EBM consiste en <strong>el</strong>ectrones <strong>de</strong> alta v<strong>el</strong>ocidad quegolpean la superficie <strong>de</strong> trabajo y generan calor. Las aplicaciones <strong>de</strong>l EBM son similares a las <strong>de</strong>l LBMsin embargo <strong>el</strong> EBM requiere un medio <strong>de</strong> vacío <strong>para</strong> po<strong>de</strong>r efectuar <strong>el</strong> proceso, <strong>el</strong> EBM se pue<strong>de</strong>utilizar <strong>para</strong> cortar gran variedad <strong>de</strong> materiales , <strong>el</strong> acabado superficial es mejor y la anchura <strong>de</strong> corte esmucho mas estrecha que la <strong>de</strong> otros procesos <strong>de</strong> corte térmico. (Kalpakjian, 2008)La interacción <strong>de</strong>l haz <strong>de</strong> <strong>el</strong>ectrones con la superficie <strong>de</strong> trabajo produce p<strong>el</strong>igrosos rayos X,por lo tanto <strong>el</strong> equipo <strong>de</strong>be ser utilizado por personal altamente capacitado, <strong>el</strong> corte por arco <strong>de</strong> plasma44
PAC utiliza haces <strong>de</strong> plasma <strong>para</strong> cortar con rapi<strong>de</strong>z laminas metálicas y placas ferrosas y no ferrosas,las temperaturas son muy <strong>el</strong>evadas, <strong>de</strong>l or<strong>de</strong>n <strong>de</strong> 9400 °C, en consecuencia <strong>el</strong> proceso <strong>de</strong> corte es rápido,la anchura <strong>de</strong> corte es pequeña y <strong>el</strong> acabado superficial es bueno, se pue<strong>de</strong>n cortar partes <strong>de</strong> hasta150mm <strong>de</strong> espesor, las v<strong>el</strong>ocida<strong>de</strong>s <strong>de</strong> remoción son mucho más altas com<strong>para</strong>das con <strong>el</strong> proceso EDMy LBM. (Kalpakjian, 2008)Maquinado por chorro <strong>de</strong> aguaLa fuerza ejercida por <strong>el</strong> fluido es <strong>el</strong> resultado <strong>de</strong>l cambio <strong>de</strong> momento <strong>de</strong> la corriente y <strong>de</strong>hecho es <strong>el</strong> principio en <strong>el</strong> que se basa la operación <strong>de</strong> turbinas <strong>de</strong> agua y <strong>de</strong> gas, en <strong>el</strong> maquinado porchorro <strong>de</strong> agua WJM o maquinado hidrodinámico, esta fuerza se utiliza en operaciones <strong>de</strong> corte yrebabeo, <strong>el</strong> chorro <strong>de</strong> agua actúa como <strong>una</strong> sierra y corta <strong>una</strong> estrecha ranura en <strong>el</strong> material, por loregular se utiliza <strong>una</strong> presión <strong>de</strong> unos 60ksi <strong>para</strong> obtener <strong>una</strong> operación eficiente, los diámetros <strong>de</strong>boquillas varían <strong>de</strong> 0.05mm a 1 mm, pue<strong>de</strong>n cortarse diversos tipos <strong>de</strong> materiales, como plásticos,textiles, hule, ma<strong>de</strong>ra, pap<strong>el</strong>, pi<strong>el</strong>, materiales aislantes, ladrillo y materiales compositos. (Kalpakjian,2008)Esta tecnología es acoplada con robots <strong>de</strong> posicionamiento multieje, con lo cual ofrece <strong>una</strong>versatilidad 3D <strong>para</strong> <strong>el</strong> maquinado <strong>de</strong> distintos materiales, las ventajas <strong>de</strong>l proceso son: Los cortes se pue<strong>de</strong>n iniciar en cualquier lugar sin necesidad <strong>de</strong> realizar taladradosprevios al inicio <strong>de</strong>l corte No se produce calor No ocurre <strong>de</strong>flexión en <strong>el</strong> resto <strong>de</strong> la pieza lo cual supone <strong>una</strong> ventaja <strong>para</strong> <strong>el</strong> maquinado<strong>de</strong> materiales flexibles. La pieza <strong>de</strong> trabajo solo se moja ligeramente Las rebabas producidas son mínimas Es un proceso <strong>de</strong> <strong>manufactura</strong> ambientalmente seguro. (P. Groover, 2007)Maquinado por chorro abrasivo <strong>de</strong> aguaEn <strong>el</strong> AWJM <strong>el</strong> chorro <strong>de</strong> agua contiene partículas abrasivas como carburo <strong>de</strong> silicio u oxido <strong>de</strong>aluminio, que incrementan la v<strong>el</strong>ocidad <strong>de</strong> remoción <strong>de</strong> material, superando la v<strong>el</strong>ocidad <strong>de</strong>l WJM, sepue<strong>de</strong>n cortar materiales metálicos y no metálicos, compositos avanzados en diversos espesores o envarias capas. El tamaño mínimo <strong>de</strong> orificio que se pue<strong>de</strong> producir hasta la fecha es <strong>de</strong> unos 3mm, lamáxima profundidad es <strong>de</strong> 25mm, en los sistemas mo<strong>de</strong>rnos <strong>de</strong> AWJM <strong>el</strong> niv<strong>el</strong> óptimo <strong>de</strong> abrasivos en<strong>el</strong> chorro <strong>de</strong> agua se controla automáticamente, la vida útil <strong>de</strong> las boquillas se ha mejoradoproduciéndolas con rubíes, zafiros y materiales compositos con base <strong>de</strong> carburo. (Kalpakjian, 2008)Maquinado por chorro abrasivoEl maquinado por chorro abrasivo AJM dirige un chorro <strong>de</strong> alta v<strong>el</strong>ocidad <strong>de</strong> aire seco,nitrógeno o bióxido <strong>de</strong> carbono que contiene partículas abrasivas contra la superficie <strong>de</strong> trabajo encondiciones controladas, <strong>el</strong> impacto <strong>de</strong> las partículas <strong>de</strong>sarrolla <strong>una</strong> fuerza suficientemente concentrada<strong>para</strong> realizar operaciones como corte <strong>de</strong> pequeños orificios, ranuras o patrones intrincados en materialesmetálicos y no metálicos muy duros o frágiles, rebabeo o retiro <strong>de</strong> pequeñas proyecciones <strong>de</strong> las partes,45
ecorte y bis<strong>el</strong>ado, remoción <strong>de</strong> óxidos y otras p<strong>el</strong>ículas superficiales, y limpieza general <strong>de</strong>componentes con superficies irregulares.La presión <strong>de</strong> gas <strong>de</strong> suministro es <strong>de</strong>l or<strong>de</strong>n <strong>de</strong> 125psi, la v<strong>el</strong>ocidad <strong>de</strong>l chorro pue<strong>de</strong> llegar alos 300m/s y se controla por medio <strong>de</strong> <strong>una</strong> válvula. Por lo general las boquillas se fabrican con carburo<strong>de</strong> tungsteno y con zafiro los cuales tienen resistencia al <strong>de</strong>sgaste abrasivo. Como <strong>el</strong> abrasivo tien<strong>de</strong> aredon<strong>de</strong>ar las esquinas, <strong>de</strong>ben evitarse las esquinas agudas en <strong>el</strong> diseño <strong>para</strong> maquinados <strong>de</strong> chorroabrasivo. Existe algún riesgo en <strong>el</strong> uso <strong>de</strong> este proceso <strong>de</strong>bido a partículas suspendidas en <strong>el</strong> aire, esteproblema se pue<strong>de</strong> evitar mediante <strong>el</strong> proceso <strong>de</strong> maquinado por chorro abrasivo <strong>de</strong> agua. (Kalpakjian,2008)46
Capítulo 3Planeación <strong>de</strong> la Manufactura <strong>de</strong>l SistemaCAPITULO 3. Planeación <strong>de</strong> la Manufactura <strong>de</strong>l sistemaNo entien<strong>de</strong>s realmente algo a menosque seas capaz <strong>de</strong> dibujarloAlbert Einstein
Planeación <strong>de</strong> la <strong>manufactura</strong>Haciendo referencia a los procesos <strong>de</strong> <strong>manufactura</strong> antes expuestos, así como a las herramientascomputacionales existentes <strong>para</strong> <strong>de</strong>terminar su fiabilidad y conjuntarlos a los procesos físicos, esnecesario analizar las condiciones <strong>de</strong> los diferentes componentes <strong>de</strong>l sistema mecánico a <strong>manufactura</strong>r.Entonces tomando en cuenta lo <strong>de</strong>finido por la fase <strong>de</strong> diseño conceptual (ver figura 3.1), sepue<strong>de</strong> observar que <strong>el</strong> sistema consta <strong>de</strong> <strong>una</strong> cantidad consi<strong>de</strong>rable <strong>de</strong> piezas mecánicas (ver figura 3.2)y estimando su producción en acero inoxidable AISI 304, <strong>el</strong> cual es un tipo <strong>de</strong> acero que cumple con lasnecesida<strong>de</strong>s <strong>de</strong> aplicación a la industria alimenticia, entonces como ya se verá más a<strong>de</strong>lante, este tipo <strong>de</strong>material por sus propieda<strong>de</strong>s mecánicas tiene <strong>una</strong>s condiciones <strong>de</strong> maquinado que implica un tiempoprolongado durante la operación, a<strong>de</strong>más <strong>de</strong> que representa un costo significativo. (Sclater, y otros,2007)Figura 3.1 Esquema a bloque <strong>de</strong> la maquina p<strong>el</strong>adora <strong>de</strong> habas secas Fuente: PropiaFigura 3.2 Mecanismo <strong>de</strong> p<strong>el</strong>ado <strong>de</strong> <strong>una</strong> máquina p<strong>el</strong>adora <strong>de</strong> habas secas Fuente: PropiaEs necesario iniciar con <strong>el</strong> análisis <strong>de</strong> los parámetros formales <strong>de</strong> cada componente <strong>de</strong> unsistema simplificado <strong>de</strong>l mecanismo <strong>de</strong> p<strong>el</strong>ado (<strong>para</strong> mayor información <strong>de</strong> la <strong>de</strong>terminación <strong>de</strong>l sistemay la obtención <strong>de</strong> datos o parámetros formales <strong>de</strong>l haba consultar <strong>el</strong> anexo B), en este sistema48
simplificado o <strong>herramental</strong> mecánico, se preten<strong>de</strong> que se lleve a cabo la misma función <strong>de</strong> p<strong>el</strong>ado, perocon <strong>el</strong> mínimo <strong>de</strong> costo y tiempo, con la finalidad <strong>de</strong> ofrecer <strong>una</strong> i<strong>de</strong>a realista <strong>de</strong>l proceso así como lafuncionalidad <strong>de</strong>l sistema en base a lo previsto en <strong>el</strong> diseño conceptual.Con respecto a la parte <strong>de</strong>l costo, se ha <strong>de</strong> implementar <strong>el</strong> sistema simplificado en un materialdiferente al planeado <strong>para</strong> aplicación alimenticia, pues <strong>de</strong> AISI 304 se ha <strong>de</strong> utilizar AISI 1020, <strong>el</strong> cuales acero al bajo carbono, o acero comercial, cabe hacer mención que <strong>el</strong> sistema planeado consta <strong>de</strong> unmovimiento continuo y cíclico <strong>de</strong> los componentes <strong>de</strong> p<strong>el</strong>ado, sin embargo a simple vista se nota que laapertura central <strong>de</strong>l sistema permanece fija, aunque las placas abrasivas son montadas a un juego <strong>de</strong>tornillos que fungen como pernos <strong>de</strong> <strong>de</strong>splazamiento amortiguados con un par <strong>de</strong> resortes <strong>de</strong> ajuste a lageometría <strong>de</strong>l haba, en consecuencia <strong>el</strong> sistema simplificado consta <strong>de</strong> <strong>una</strong> configuración <strong>para</strong> lacalibración <strong>de</strong> altura <strong>para</strong> efectos <strong>de</strong> pruebas a diferentes aperturas entre placas abrasivas, <strong>el</strong> <strong>herramental</strong>mecánico que es un sistema simplificado <strong>de</strong>l mo<strong>de</strong>lo <strong>de</strong>l mecanismo <strong>de</strong> p<strong>el</strong>ado propuesto <strong>para</strong> realizaresta función se ilustra como sigue (ver figura 3.3). (L. Norton, 2009) (N. Childs, 2004)Figura 3.3 Herramental Mecánico o Sistema Simplificado <strong>de</strong> P<strong>el</strong>ado <strong>de</strong> Habas Secas Fuente: PropiaIngeniería Asistida por Computadora (CAE) AplicadaEntonces <strong>de</strong> acuerdo a las condiciones <strong>de</strong> corte <strong>de</strong> la cáscara <strong>de</strong>l haba <strong>de</strong>terminadas mediantepruebas experimentales a la misma, se <strong>de</strong>finen los siguientes parámetros <strong>de</strong> prueba a la placa abrasivaauxiliándonos <strong>de</strong>l análisis <strong>de</strong> <strong>el</strong>emento finito en <strong>el</strong> software SolidWorks® y puesto que <strong>el</strong> sistema fuesimplificado a un mo<strong>de</strong>lo en 2D <strong>para</strong> efectos <strong>de</strong> análisis, se proce<strong>de</strong> a <strong>de</strong>terminar que la fuerza <strong>de</strong>aplicación a 45° es <strong>de</strong> 101.85N asignando <strong>una</strong> fuerza vertical <strong>de</strong>l peso <strong>de</strong>l sistema <strong>el</strong> cual teóricamentees <strong>de</strong> 2.9 kg y por efecto <strong>de</strong> la gravedad es <strong>de</strong> 28.449N agregados a la componente vertical <strong>de</strong> 72.02Nentonces se genera <strong>una</strong> fuerza resultante a 45° <strong>de</strong> 142.084N, sobre la placa abrasiva , <strong>de</strong>spreciando <strong>el</strong>peso <strong>de</strong>l producto.Se proce<strong>de</strong> a <strong>de</strong>finir las cargas y fijaciones <strong>de</strong>l sistema virtual <strong>para</strong> su análisis <strong>de</strong> <strong>el</strong>ementofinito, por lo que los barrenos ciegos <strong>de</strong> la placa abrasiva se consi<strong>de</strong>ran fijos (ver figura 3.4), mientrasque las nervaduras <strong>de</strong> la placa se analizan con las componentes <strong>de</strong> fuerza por se<strong>para</strong>do (ver figura 3.5 y3.6 y 3.7).49
Figura 3.4 Definición <strong>de</strong> geometrías fijas <strong>para</strong> <strong>el</strong> análisis Fuente: PropiaFigura 3.5 Aplicación <strong>de</strong> fuerzas verticales sobre placa abrasiva Fuente: PropiaFigura 3.6 Aplicación <strong>de</strong> fuerzas horizontales sobre placa abrasiva Fuente: PropiaEntonces la fuerza compuesta sobre este componente se ilustra <strong>de</strong> la siguiente manera:50
Figura 3.7 Resultante <strong>de</strong> las fuerzas compuestas Fuente: PropiaSe proce<strong>de</strong> a <strong>de</strong>finir <strong>el</strong> mallado <strong>para</strong> análisis <strong>de</strong> <strong>el</strong>emento finito (ver figura 3.8) bajo losparámetros estándar <strong>de</strong>l software así como la <strong>de</strong>finición <strong>de</strong> los valores Von Mises.Figura 3.8 Mallado estándar con Solidworks Fuente: PropiaAl ejecutar <strong>el</strong> análisis <strong>de</strong>l componente se tiene <strong>el</strong> siguiente resultado según los valores en base aVon Mises (ver figura 3.9).51
Figura 3.9 Esquema <strong>de</strong> tensiones <strong>para</strong> <strong>el</strong> <strong>el</strong>emento Fuente: PropiaAhora al ver la parte <strong>de</strong> las sujeciones <strong>de</strong> la geometría <strong>de</strong> la placa abrasiva que es en si la parteque absorbería <strong>el</strong> esfuerzo <strong>de</strong> la placa durante <strong>el</strong> p<strong>el</strong>ado se nota lo siguiente (ver figura 3.10):Figura 3.10 Esquema <strong>de</strong> tensiones <strong>para</strong> <strong>el</strong> <strong>el</strong>emento sujetado mecánicamente Fuente: PropiaEn este análisis se obtiene <strong>el</strong> resultado <strong>de</strong>l esfuerzo máximo generado por las condiciones <strong>de</strong>p<strong>el</strong>ado <strong>el</strong> cual es <strong>de</strong> 351.57 MPa cuyo valor está muy por <strong>de</strong>bajo <strong>de</strong> los 205 GPa <strong>de</strong>l módulo <strong>el</strong>ástico <strong>de</strong>lmaterial simulado.Con respecto a los <strong>de</strong>splazamientos generados en la geometría se tiene <strong>el</strong> siguiente gráfico (verfigura 3.11), ésta figura muestra <strong>el</strong> <strong>de</strong>splazamiento generado por <strong>el</strong> esfuerzo <strong>de</strong>l p<strong>el</strong>ado <strong>el</strong> cual escercano a 2.257x10 -2 mm entonces es <strong>de</strong>spreciable par fines <strong>de</strong> diseño e implementación.52
Figura 3.11 Análisis <strong>de</strong> <strong>de</strong>splazamiento <strong>de</strong> la geometría Fuente: PropiaLa simulación anterior es <strong>de</strong>terminante <strong>para</strong> aprobar <strong>el</strong> diseño y por en<strong>de</strong> la implementación <strong>de</strong><strong>manufactura</strong> <strong>de</strong>l componente mecánico <strong>de</strong>nominado como placa abrasiva en <strong>el</strong> mo<strong>de</strong>lo simplificado <strong>de</strong>lmecanismo <strong>de</strong> p<strong>el</strong>ado <strong>de</strong> habas secas.Ahora es necesario analizar los <strong>de</strong>más componentes mecánicos <strong>de</strong> acuerdo a los esfuerzos a losque son sometidos, por lo que se sigue con <strong>el</strong> poste guía (ver figura 3.12) <strong>el</strong> cual funge como un pernoconductor <strong>de</strong> <strong>de</strong>splazamiento <strong>de</strong>l buje que soporta al arreglo <strong>de</strong> placas abrasivas <strong>de</strong> la parte superior, por<strong>el</strong>lo haciendo un análisis <strong>de</strong>l ensamble <strong>de</strong>l componente se tiene que este <strong>el</strong>emento se encuentra fijo <strong>de</strong> laparte superior y <strong>de</strong> la inferior (ver figura 3.13).Figura 3.12 Poste guía <strong>para</strong> ser analizado Fuente: Propia53
Figura 3.13 Sujeción <strong>de</strong> caras <strong>para</strong> <strong>el</strong> análisis Fuente: PropiaSe proce<strong>de</strong> a cargar las fuerzas generadas en ambos planos <strong>para</strong> <strong>el</strong> poste guía con lo que setiene <strong>una</strong> fuerza a lo largo <strong>de</strong>l componente <strong>de</strong> 105.107 N compuesta por los <strong>el</strong>ementos <strong>de</strong> peso sujetos aeste <strong>el</strong>emento a<strong>de</strong>más <strong>de</strong>l esfuerzo generado al momento <strong>de</strong> p<strong>el</strong>ado, en la componente horizontal se tiene<strong>una</strong> fuerza <strong>de</strong> 100.469 N entonces se ilustra a continuación (ver figura 3.14)Figura 3.14 Componentes <strong>de</strong> fuerza <strong>para</strong> <strong>el</strong> análisis <strong>de</strong>l poste guía Fuente: PropiaSe proce<strong>de</strong> al mallado y al análisis y se obtiene lo siguiente (ver figura 3.15):Figura 3.15 Simulación <strong>de</strong> los esfuerzos <strong>de</strong> tensión generados en <strong>el</strong> poste guía Fuente: Propia54
Los esfuerzos presentados según <strong>el</strong> mapa <strong>de</strong> colores <strong>de</strong>l gráfico mostrado en la figura 3.15obtienen <strong>una</strong> resultante <strong>de</strong> alre<strong>de</strong>dor <strong>de</strong> 3.067 MPa <strong>de</strong> esfuerzo máximo en don<strong>de</strong> se sitúa <strong>el</strong> componente<strong>de</strong>slizante y la sujeción a los <strong>de</strong>más componentes.Con respecto al <strong>de</strong>splazamiento generado por <strong>el</strong> sistema analizado se observa lo siguiente (verfigura 3.16). De acuerdo con lo mostrado en <strong>el</strong> mapa <strong>de</strong> colores <strong>de</strong>l <strong>de</strong>splazamiento generado y según laescala automática <strong>de</strong>l software se obtiene <strong>una</strong> resultante cercana a los 4.876x10 -3 mm en la zona mediaque es la zona <strong>de</strong> colocación <strong>de</strong>l <strong>el</strong>emento <strong>de</strong>slizante. De forma concluyente se <strong>de</strong>duce que <strong>el</strong> diseño <strong>de</strong>lcomponente es aceptable.Figura 3.16 Simulación <strong>de</strong> los <strong>de</strong>splazamientos generados en <strong>el</strong> poste guía Fuente: PropiaSe proce<strong>de</strong> a realizar <strong>el</strong> análisis <strong>de</strong>l ri<strong>el</strong> conductor don<strong>de</strong> se efectúa <strong>el</strong> <strong>de</strong>slizamiento <strong>de</strong>l arreglo<strong>de</strong> placas abrasivas teniendo los siguientes resultados (ver figura 3.17)Figura 3.17 Análisis <strong>de</strong> esfuerzos en ri<strong>el</strong> conductor Fuente: PropiaSe pue<strong>de</strong> observar que según los parámetros <strong>de</strong> simulación y la escala emitida por <strong>el</strong> software,los esfuerzo se concentran en <strong>el</strong> vértice <strong>de</strong> la pieza sin embargo <strong>el</strong> esfuerzo máximo registrado un valoralre<strong>de</strong>dor <strong>de</strong> 121.8 MPa, valor que se encuentra lejos <strong>de</strong>l esfuerzo máximo, posteriormente se realiza lasimulación <strong>de</strong> los efectos <strong>de</strong> <strong>de</strong>splazamiento según los parámetros <strong>de</strong> simulación a lo cual se tiene que55
este componente sufriría un <strong>de</strong>splazamiento <strong>de</strong> la geometría inicial cercano a 1.967x10 -5 en <strong>el</strong> bor<strong>de</strong> <strong>de</strong>la pieza lo cual se pue<strong>de</strong> <strong>de</strong>spreciar (ver figura 3.18).Figura 3.18 Análisis <strong>de</strong> <strong>de</strong>splazamiento <strong>de</strong> la geometría en función <strong>de</strong> las cargas <strong>de</strong> simulación Fuente: PropiaDerivado <strong>de</strong> lo anterior se pue<strong>de</strong> concluir que <strong>el</strong> diseño <strong>de</strong>l <strong>herramental</strong> mecánico es estable,por lo cual se proce<strong>de</strong> a pasar a la siguiente fase que es la planeación <strong>de</strong> la <strong>manufactura</strong> <strong>de</strong>l mismo.Definición <strong>de</strong> las operaciones y secuencia <strong>de</strong> <strong>manufactura</strong>De acuerdo a lo realizado en secciones anteriores, y tomando como referencia los planos <strong>de</strong>especificación geométrica <strong>de</strong> los componentes (ver en anexo A) es necesario realizar un análisis <strong>de</strong>lproceso <strong>de</strong> <strong>manufactura</strong> <strong>para</strong> cada componente, entonces se analiza la siguiente tabla <strong>de</strong> com<strong>para</strong>ción <strong>de</strong>geometrías según cada componente, con lo cual se ha <strong>de</strong> <strong>de</strong>terminar, <strong>el</strong> proceso <strong>de</strong> <strong>manufactura</strong> a utilizar(ver tabla 3.1)Tabla 3.1 I<strong>de</strong>ntificación <strong>de</strong> procesos según planos <strong>de</strong> especificación Fuente: PropiaEs necesario resaltar que no aparecen los componentes que son <strong>de</strong> obtención comercial, a<strong>de</strong>más<strong>de</strong> que <strong>el</strong> material utilizado ya se ha mencionado que es <strong>el</strong> AISI 1020 <strong>de</strong> uso comercial. Finalmente la56
conclusión a la que se llega con la tabla anterior es que <strong>para</strong> po<strong>de</strong>r <strong>manufactura</strong>r los componentes, esnecesario implementar al menos, los siguientes procesos (ver tabla 3.2)Tabla 3.1 I<strong>de</strong>ntificación <strong>de</strong> procesos según planos <strong>de</strong> especificación Fuente: PropiaTomando en cuenta que toda pieza sufre un cambio <strong>de</strong>s<strong>de</strong> que es procesada inicialmente alagregar energía y modificar su estructura, geometría o propieda<strong>de</strong>s mediante la adición <strong>de</strong> energía, <strong>el</strong>proceso inicial, <strong>de</strong> las piezas en cuestión es la modificación <strong>de</strong> la geometría inicial <strong>de</strong> la materia primapues es por convención que la fabricación <strong>de</strong>l material a utilizar se comercializa en <strong>una</strong> presentación portramos <strong>de</strong> dimensiones <strong>de</strong>finidas en pies por lo que algunos <strong>de</strong> los materiales son comercializados enbarras, perfiles, placas, etc, la medida estándar <strong>de</strong> la presentación <strong>de</strong>l material, es por lo regular <strong>de</strong> 20pies o 6.096 metros <strong>de</strong> largo, según sea perfil tubular, o barra, en consecuencia habrá necesidad <strong>de</strong> cortar<strong>el</strong> material que contenga la forma final <strong>de</strong> la pieza inscrita en <strong>el</strong> material mismo.Después <strong>de</strong> haberse maquinado la forma <strong>de</strong>seada es necesario llevar a cabo un proceso <strong>de</strong>acabado <strong>de</strong>l mismo según las especificaciones, o previo a un tratamiento superficial, como por ejemplo<strong>el</strong> hecho <strong>de</strong> prevenir la corrosión mediante <strong>el</strong> uso <strong>de</strong> pintura que recubra la superficie y evite la corrosión<strong>de</strong>l metal, pues dicho efecto es <strong>de</strong>sfavorable <strong>para</strong> cualquier pieza mecánica.Se proce<strong>de</strong> entonces a implementar la siguiente tabla <strong>para</strong> <strong>de</strong>finir la secuencia <strong>de</strong> lasoperaciones <strong>de</strong> <strong>manufactura</strong> involucradas en la fabricación <strong>de</strong>l <strong>herramental</strong> mecánico <strong>para</strong> <strong>el</strong> p<strong>el</strong>ado <strong>de</strong>habas secas (ver tabla 3.3). Finalmente al <strong>de</strong>finir la secuencia <strong>de</strong> operaciones <strong>de</strong> <strong>manufactura</strong> <strong>para</strong> cadacomponente <strong>de</strong>l <strong>herramental</strong> mecánico, se proce<strong>de</strong> a agrupar dichas operaciones, en tanto se <strong>de</strong>finecompletamente la secuencia <strong>de</strong> operaciones por cada <strong>el</strong>emento (ver figura 3.19).En este punto es claro que dado que existen unos planos <strong>de</strong> fabricación se especifica <strong>el</strong>contenido implícito <strong>de</strong> operaciones a realizar, sin embargo <strong>una</strong> pieza pue<strong>de</strong> contener más <strong>de</strong> <strong>una</strong>operación repetitiva <strong>de</strong>l mismo proceso <strong>de</strong> <strong>manufactura</strong>, por ejemplo, si en <strong>una</strong> placa existen 5 barrenospasados y 2 barrenos ciegos, <strong>el</strong> proceso <strong>de</strong> taladrado es <strong>de</strong>mandado 7 veces, por consiguiente <strong>el</strong> procesose aplica las mismas veces a <strong>una</strong> pieza, sin embargo cambian las condiciones <strong>de</strong> maquinado, lo cualtiene como consecuencia <strong>el</strong> cambio en los tiempos entre <strong>una</strong> y otra operación, por <strong>el</strong>lo dicho conteounitario se realizo <strong>para</strong> cada pieza, multiplicándolo por <strong>el</strong> número <strong>de</strong> piezas existentes en <strong>el</strong> ensambletotal, dando como resultado un conteo global <strong>de</strong> operaciones <strong>de</strong> <strong>manufactura</strong> (ver tabla 3.4).57
Tabla 3.3 Secuencia <strong>de</strong> procesos <strong>de</strong> <strong>manufactura</strong> según componente Fuente: PropiaLa secuencia <strong>de</strong> operaciones es <strong>de</strong>finida <strong>de</strong> acuerdo a los procesos más comunes utilizados enun taller convencional, sin embargo es claro que <strong>de</strong> acuerdo a la capacidad <strong>de</strong>l Laboratorio <strong>de</strong>Tecnología Avanzada <strong>de</strong> Manufactura <strong>de</strong> la Universidad Tecnológica <strong>de</strong> la Mixteca <strong>el</strong> procesodisponible <strong>para</strong> <strong>el</strong> maquinado avanzado es la <strong>el</strong>ectroerosión.Figura 3.19 Agrupación <strong>de</strong> operaciones <strong>de</strong> <strong>manufactura</strong> <strong>para</strong> cada componente <strong>de</strong>l <strong>herramental</strong> Fuente: PropiaEs posible observar que existen operaciones en común, entre piezas lo cual genera un recorrido<strong>de</strong>ntro <strong>de</strong> las estaciones o lugares <strong>de</strong>stinados a la producción o maquinado <strong>de</strong> cierto tipo, por en<strong>de</strong> <strong>para</strong>este caso <strong>una</strong> estación está representada por <strong>una</strong> maquina que representa la operación <strong>de</strong> maquinadoespecifica según sea <strong>el</strong> caso.58
Tabla 3.4 Total <strong>de</strong> operaciones involucradas en <strong>el</strong> proceso <strong>de</strong> <strong>manufactura</strong> <strong>de</strong>l <strong>herramental</strong> <strong>de</strong> p<strong>el</strong>ado Fuente: PropiaEs muy importante resaltar que las operaciones <strong>de</strong> unión y ensamble son consi<strong>de</strong>radas como<strong>una</strong> operación <strong>de</strong> transición entre los procesos iniciales y <strong>el</strong> producto final, por <strong>el</strong>lo agrupan <strong>de</strong>ntro <strong>de</strong> laestación <strong>de</strong> unión y ensamble <strong>de</strong>l diagrama <strong>de</strong> recorrido <strong>de</strong> la figura 3.20, así como también han sidoagrupadas las piezas según las operaciones que <strong>de</strong>manda, entonces según lo expresado en <strong>el</strong> diagrama <strong>de</strong>recorrido un grupo <strong>de</strong> piezas (Grupo I) consta <strong>de</strong> las piezas A, B, y C mientras <strong>el</strong> Grupo II consta <strong>de</strong> D,E, F y G y por último <strong>el</strong> Grupo III <strong>de</strong> H e I, también se pue<strong>de</strong> observar que , las operaciones <strong>de</strong> corteprimario, las <strong>de</strong> taladrado y roscado y las <strong>de</strong> acabado han sido agrupadas por su similitud entre <strong>el</strong>las.(M. Walker, 1996)Figura 3.20 Diagrama <strong>de</strong> recorrido <strong>de</strong> las diferentes piezas en las operaciones <strong>de</strong> <strong>manufactura</strong> Fuente: PropiaDespués <strong>de</strong> haber <strong>de</strong>finido la secuencia <strong>de</strong> <strong>manufactura</strong> <strong>de</strong> las diferentes piezas <strong>de</strong>l <strong>herramental</strong>mecánico es importante <strong>de</strong>terminar la r<strong>el</strong>ación <strong>de</strong> unión que existe entre los componentes <strong>para</strong> así po<strong>de</strong>r<strong>de</strong>terminar <strong>el</strong> tipo <strong>de</strong> proceso en la estación <strong>de</strong> unión y ensamble, <strong>para</strong> <strong>el</strong>lo es posible auxiliarse con latabla 3.5, que <strong>de</strong>fine la r<strong>el</strong>ación <strong>de</strong> unión. (M. Walker, 1996)59
Tabla 3.5 Uniones entre componentes Fuente: PropiaNótese que en esta tabla se han incluido los <strong>el</strong>ementos comerciales, ya que en la operación <strong>de</strong>unión y ensamble si participan interactuando con los <strong>de</strong>más componentes.Ya que ha sido <strong>de</strong>finida la secuencia <strong>de</strong> operaciones <strong>de</strong> <strong>manufactura</strong> es momento <strong>de</strong> avanzar ala siguiente fase don<strong>de</strong> se calculan las variables <strong>de</strong>scriptivas <strong>de</strong> cada operación, luego entonces con estosdatos es posible calcular tiempos teóricos <strong>de</strong> procesamiento, y finalmente calcular un valor estimado <strong>de</strong>ltiempo <strong>de</strong> producción <strong>de</strong> un <strong>herramental</strong> mecánico <strong>para</strong> <strong>el</strong> <strong>de</strong>scascarado <strong>de</strong> habas secas, mientras que enetapas posteriores se implementará físicamente, <strong>el</strong> proceso <strong>de</strong> fabricación. (Alting, 1996)Calculo <strong>de</strong> parámetros <strong>de</strong>scriptivos <strong>de</strong> los procesos <strong>de</strong> mecanizadoUna vez <strong>de</strong>finida la ruta a seguir por parte <strong>de</strong> la pieza en <strong>el</strong> proceso <strong>de</strong> <strong>manufactura</strong>, se proce<strong>de</strong>a calcular <strong>el</strong> valor <strong>de</strong> las variables <strong>de</strong>scriptivas según sea <strong>el</strong> proceso <strong>de</strong> <strong>manufactura</strong>, se proce<strong>de</strong> agenerar <strong>una</strong> hoja <strong>de</strong> datos que contenga la información específica <strong>para</strong> la fabricación <strong>de</strong> la pieza. (Alting,1996)Como inicio se tiene <strong>el</strong> cálculo <strong>de</strong> los parámetros <strong>de</strong> torneado <strong>para</strong> un material dado, por lo cuales necesario <strong>de</strong>terminar las condiciones <strong>de</strong> corte <strong>para</strong> su <strong>manufactura</strong>, en la figura 3.21 se exhibe <strong>el</strong>proceso <strong>de</strong> torneado con sus parámetros funcionales <strong>para</strong> <strong>el</strong> cálculo <strong>de</strong> las variables.60
Figura 3.21 Esquema <strong>de</strong> corte <strong>para</strong> la <strong>de</strong>terminación <strong>de</strong> las condiciones <strong>de</strong> corte en <strong>el</strong> torneado (Alting, 1996)De acuerdo a las ecuaciones <strong>de</strong>scriptivas <strong>de</strong>l proceso se tienen las siguientes expresiones que<strong>de</strong>scriben formalmente <strong>el</strong> proceso (ver figura 3.22).Figura 3.22 Parámetros y fórmulas <strong>de</strong> torneado (Kalpakjian, 2008)61
Basado en los parámetros y fórmulas <strong>de</strong> torneado es que se han <strong>de</strong>terminado las condiciones <strong>de</strong>corte <strong>para</strong> las piezas que requieran trabajo <strong>de</strong> torneado, cabe hacer mención que <strong>para</strong> los cálculos se hahecho uso <strong>de</strong> tablas pre<strong>de</strong>terminadas <strong>para</strong> <strong>el</strong> proceso, a continuación se presentan las tablas pre<strong>de</strong>finidas(ver figura 3.23) (Toledo Matus, 1989)Figura 3.23 Avances sugeridos <strong>para</strong> operación en torno (Kalpakjian, 2008)A continuación se presentan los datos <strong>de</strong>l fresado <strong>de</strong> componentes mecánicos teniendo unesquema <strong>de</strong> corte como se muestra en la figura 3.24.Figura 3.24 Esquema <strong>de</strong> corte en la operación <strong>de</strong> fresado (Alting, 1996)62
Ahora se presentan las formulas <strong>de</strong>scriptivas <strong>de</strong>l proceso en la figura 3.25Figura 3.25 Parámetros y formulas <strong>de</strong> fresado (Kalpakjian, 2008)Y las condiciones <strong>de</strong> avance sugeridas se ilustran en la figura 3.26Figura 3.26 Avances sugeridos <strong>para</strong> operación <strong>de</strong> fresado (Kalpakjian, 2008)63
Ahora se presenta <strong>el</strong> esquema <strong>de</strong> corte <strong>de</strong>l proceso <strong>de</strong> taladrado (ver figura 3.27).Figura 3.27 Esquema <strong>de</strong> corte en la operación <strong>de</strong> taladrado (Alting, 1996)A continuación en la figura 3.28 se presenta la tabla <strong>de</strong> avances sugeridosFigura 3.28 Avances sugeridos <strong>para</strong> operación <strong>de</strong> taladrado (Kalpakjian, 2008)Es preciso mencionar que <strong>para</strong> realizar <strong>el</strong> cálculo <strong>de</strong> las potencias <strong>de</strong> cada proceso es necesarioauxiliarse <strong>de</strong> <strong>una</strong> tabla <strong>de</strong> energía específica por material <strong>de</strong> trabajo, la cual se muestra en la figura 3.29Figura 3.29 Energía consumida por diversos materiales (Kalpakjian, 2008)64
Finalmente <strong>para</strong> <strong>el</strong> <strong>de</strong>spliegue <strong>de</strong> las instrucciones específicas <strong>de</strong> <strong>manufactura</strong> <strong>para</strong> cadacomponente se proce<strong>de</strong> a realizar los cálculos pertinentes, quedando <strong>de</strong> la siguiente manera <strong>para</strong> la piezaposte guía la cual cuenta con un proceso <strong>de</strong> torneado, fresado <strong>de</strong> las caras cilíndricas, <strong>para</strong> fines <strong>de</strong>alineación en <strong>el</strong> torno, y <strong>el</strong> proceso <strong>de</strong> taladrado en <strong>una</strong> <strong>de</strong> las caras planas <strong>para</strong> posteriormente serroscado mediante un machu<strong>el</strong>o <strong>de</strong> 1/4” 20NC, por lo que se tiene lo siguiente <strong>para</strong> los datos <strong>de</strong>l posteguía y las condiciones <strong>de</strong> material y herramienta (ver tabla 3.6):Tabla 3.6 Condiciones <strong>de</strong> fresado <strong>para</strong> “Poste Guía” Fuente: Propia65
Siguiendo la secuencia <strong>de</strong> operaciones se calcula <strong>el</strong> proceso <strong>de</strong> torneado (ver tabla 3.7)Tabla 3.7 Condiciones <strong>de</strong> torneado <strong>para</strong> “Poste Guía” Fuente: Propia66
Para la operación <strong>de</strong> taladrado (ver tabla 3.8)Tabla 3.8 Condiciones <strong>de</strong> taladrado <strong>para</strong> “Poste Guía” Fuente: PropiaEs necesario mencionar que la operación <strong>de</strong> aserrado se realizó con un exce<strong>de</strong>nte <strong>de</strong> 1.5mm conla finalidad <strong>de</strong> aproximar la geometría final y posteriormente fresar, tornear, y taladrar, la operación <strong>de</strong>machu<strong>el</strong>eado consumió un tiempo real <strong>de</strong> 55 segundos por efectos <strong>de</strong>l retroceso <strong>de</strong>l machu<strong>el</strong>o <strong>para</strong>alivio <strong>de</strong>l ángulo <strong>de</strong> corteEl acabado por abrasión se refiere al proceso posterior al ensamblado, así como también <strong>el</strong>proceso <strong>de</strong> pintura, <strong>el</strong> cual fue llevado a cabo en conjunto con las piezas ensambladas.Con respecto a la pieza RIEL DESLIZANTE se tiene lo siguiente <strong>para</strong> su proceso <strong>de</strong><strong>manufactura</strong> respecto al careado <strong>de</strong> los lados <strong>para</strong> efectos <strong>de</strong> alineación ver tabla 3.9.67
Tabla 3.9 Condiciones <strong>de</strong> fresado <strong>para</strong> “Ri<strong>el</strong> Deslizante” Fuente: PropiaAhora se muestran los datos <strong>de</strong>l proceso <strong>de</strong> fresado <strong>para</strong> <strong>el</strong> ranurado <strong>de</strong>l alojamiento <strong>de</strong> los<strong>de</strong>más componentes ver tabla 3.10.68
Tabla 3.10 Ranurado <strong>de</strong> “Ri<strong>el</strong> Deslizante” Fuente: PropiaLa operación <strong>de</strong> aserrado se realizó con un exce<strong>de</strong>nte <strong>de</strong> 1.5mm con la finalidad <strong>de</strong> aproximarla geometría final y posteriormente fresar.69
Para <strong>el</strong> caso específico <strong>de</strong> la placa abrasiva se han omitido los datos <strong>de</strong>l perfilado <strong>de</strong>l bor<strong>de</strong> <strong>de</strong>la misma aun cuando se ha realizado físicamente, esto por cuestión <strong>de</strong> que <strong>el</strong> tiempo consumido, y lascondiciones <strong>de</strong> corte son <strong>de</strong>spreciables respecto a la totalidad <strong>de</strong> operaciones realizadas. Sin embargopuesto que se trata <strong>de</strong> <strong>una</strong> operación avanzada como es <strong>el</strong> <strong>el</strong>ectroerosionado, los cálculos se enfocan a laoperación <strong>de</strong> fresado lineal <strong>de</strong>l grafito <strong>para</strong> <strong>el</strong>ectroerosión, sin embargo dado que se trata <strong>de</strong> <strong>una</strong>geometría compleja es necesario utilizar la tecnología CNC <strong>para</strong> su implementación, por lo que en latabla 3.11 se <strong>de</strong>finen los parámetros <strong>de</strong> corte <strong>para</strong> <strong>el</strong> maquinado <strong>de</strong>l grafito <strong>para</strong> <strong>el</strong>ectroerosión, dichobloque <strong>de</strong> grafito tiene <strong>una</strong> dimensión <strong>de</strong> 83 x 83 mm.Tabla 3.11 Calculo <strong>de</strong> las condiciones <strong>de</strong> corte <strong>para</strong> <strong>el</strong> grafito <strong>de</strong> <strong>el</strong>ectroerosión. Fuente: PropiaEl cálculo fue <strong>de</strong>finido <strong>para</strong> <strong>una</strong> longitud arbitraria <strong>de</strong> 10 mm sin embargo bajo las condiciones<strong>de</strong> maquinado <strong>de</strong>l grafito y las <strong>de</strong> la herramienta se <strong>de</strong>finen los <strong>de</strong>más parámetros, en don<strong>de</strong> <strong>el</strong> másimportante es la v<strong>el</strong>ocidad <strong>de</strong> avance, pues al introducirla al software CAD / CAM planea las rutas yrecorridos en función <strong>de</strong> la geometría <strong>de</strong> la herramienta y la geometría a maquinar, por <strong>el</strong>lo se hace uso<strong>de</strong> la herramienta CAD/CAM Solid Works® <strong>para</strong> realizar <strong>el</strong> diseño <strong>de</strong> geometría <strong>de</strong>l mol<strong>de</strong> a maquinaren grafito <strong>para</strong> EDM mediante CAD y atribuirle propieda<strong>de</strong>s CAM mediante los módulos adjuntos almismo (ver figura 3.30).70
Figura 3.30 Mo<strong>de</strong>lado <strong>de</strong> la geometría <strong>de</strong>l mol<strong>de</strong> <strong>de</strong> grafito <strong>para</strong> EDM Fuente: PropiaPara <strong>el</strong> mo<strong>de</strong>lo realizado en <strong>el</strong> software se proce<strong>de</strong> a cargar sus propieda<strong>de</strong>s físicas (figura 3.31)Figura 3.31 Carga <strong>de</strong> los datos <strong>de</strong> propieda<strong>de</strong>s físicas en <strong>el</strong> software Fuente: PropiaEn esta parte es necesario exportar <strong>el</strong> archivo generado a otro software CAD/CAM como lo esVisiCAD®, en don<strong>de</strong> se tiene la siguiente interfaz <strong>para</strong> <strong>el</strong> modulo <strong>de</strong> maquinado <strong>de</strong> piezas (CAM) verfigura 3.32:71
Figura 3.32 Interfaz <strong>de</strong> asistencia en la <strong>manufactura</strong> Fuente: PropiaEl siguiente paso es realizar la simulación <strong>de</strong> los recorridos teóricos <strong>de</strong> la herramienta <strong>de</strong>claradaal software (véase figura 3.33 y 3.34)Figura 3.33 Interfaz <strong>para</strong> la <strong>de</strong>terminación <strong>de</strong> la herramienta a utilizar Fuente: PropiaPosteriormente se <strong>de</strong>terminan las condiciones <strong>de</strong> corte y parámetros <strong>de</strong> trabajo durante <strong>el</strong>maquinado, <strong>para</strong> <strong>el</strong>lo es necesario cargar los datos que requiere <strong>el</strong> software:72
Figura 3.34 Determinación <strong>de</strong> las condiciones <strong>de</strong> corte Fuente: PropiaSe toma <strong>el</strong> parámetro promedio <strong>de</strong> la v<strong>el</strong>ocidad <strong>de</strong> corte calculado en la tabla 3.11 (figura 3.34).Finalmente se generan las trayectorias <strong>de</strong> la herramienta en base a lo que se ha <strong>de</strong>clarado en los camposque <strong>el</strong> software requiere <strong>para</strong> calcular las trayectorias según la geometría y las v<strong>el</strong>ocida<strong>de</strong>s <strong>de</strong> corte yavances según los datos <strong>de</strong> la herramienta, refrigerante, y tipo <strong>de</strong> material a maquinar.Figura 3.35 Generación <strong>de</strong> trayectorias durante <strong>el</strong> maquinado Fuente: PropiaAhora se proce<strong>de</strong> a simular <strong>el</strong> recorrido <strong>de</strong> las herramientas <strong>de</strong>claradas <strong>para</strong> <strong>el</strong> maquinado <strong>de</strong> lapieza, <strong>para</strong> lo cual se hace uso <strong>de</strong>l modulo integrado al software. Para este caso fue utilizada <strong>una</strong>herramienta <strong>de</strong> un diámetro <strong>de</strong> 1/32” como ya se menciono anteriormente, motivo por <strong>el</strong> cual en lasiguiente figura se muestra la geometría <strong>de</strong> la misma (figura 3.35 y 3.36).73
Figura 3.36 Simulación <strong>de</strong>l recorrido <strong>de</strong> la herramienta Fuente: PropiaEn esta parte se genera <strong>el</strong> código CNC <strong>para</strong> <strong>el</strong> maquinado y se emite la hoja <strong>de</strong> datos <strong>de</strong>lprograma en don<strong>de</strong> se estima <strong>el</strong> tiempo total <strong>de</strong> maquinado (figura 3.37).Figura 3.37 Estimación <strong>de</strong>l tiempo en maquinado CNC Fuente: PropiaEn la figura 3.37 se ilustra que <strong>el</strong> tiempo estimado <strong>para</strong> <strong>el</strong> maquinado <strong>de</strong>l <strong>el</strong>ectrodo <strong>de</strong> grafito esun poco mayor <strong>de</strong> 3hrs.Con respecto al proceso <strong>de</strong> <strong>el</strong>ectroerosionado es preciso señalar que los parámetros <strong>de</strong>operación se representan mediante valores teóricos <strong>de</strong>pendientes <strong>de</strong> la conexión y tipo <strong>de</strong> circuito <strong>de</strong>conexión interna <strong>de</strong> la máquina, <strong>para</strong> <strong>el</strong>lo es necesario revisar las especificaciones técnicas <strong>de</strong> lamáquina <strong>el</strong>ectroerosionadora, o realizar mediciones muy especificas sobre ciertos componentes <strong>de</strong> lamáquina, por otra parte <strong>el</strong> sistema <strong>de</strong> filtrado se pue<strong>de</strong> mo<strong>de</strong>lar matemáticamente <strong>para</strong> su reemplazo osubstitución sin embargo no es preciso abordar este tema en este proyecto dado que <strong>para</strong> realizar unestudio formal <strong>de</strong>l sistema <strong>de</strong> filtrado es necesario formalizar la cantidad <strong>de</strong> partículas dispersas en <strong>el</strong>medio di<strong>el</strong>éctrico, finalmente este parámetro es función <strong>de</strong>l tipo <strong>de</strong> <strong>el</strong>ectrodo, y <strong>el</strong> tipo <strong>de</strong> material amaquinar, lo cual representa <strong>una</strong> gran variabilidad <strong>de</strong> acuerdo al uso <strong>de</strong> la máquina bajo diferentescondiciones, entonces es preciso mencionar que la máquina con la que se cuenta es <strong>una</strong><strong>el</strong>ectroerosionadora marca SURE FIRST mo<strong>de</strong>lo ED-203.74
Basándonos en las recomendaciones <strong>de</strong> operación <strong>de</strong>l fabricante, es posible estimar que lacorriente requerida <strong>para</strong> <strong>el</strong> erosionado con un <strong>el</strong>ectrodo <strong>de</strong> grafito <strong>de</strong> un área <strong>de</strong> 83 x 83mm es <strong>de</strong> 6 a12A, en consecuencia, basándose en las instrucciones <strong>de</strong> uso <strong>de</strong> la máquina se <strong>de</strong>fine que se ha <strong>de</strong> operara <strong>una</strong> corriente <strong>de</strong> 13A con condiciones <strong>de</strong> acabado, lo cual implica <strong>una</strong> operación a 38V y 50 µs <strong>de</strong><strong>de</strong>scarga con <strong>una</strong> r<strong>el</strong>ación <strong>de</strong> la posición 1 <strong>de</strong> acuerdo a la escala <strong>de</strong> la máquina la cual presupone <strong>una</strong><strong>de</strong>scarga que favorece <strong>el</strong> efecto <strong>de</strong> <strong>de</strong>sgaste entre <strong>el</strong> <strong>el</strong>ectrodo y la pieza <strong>de</strong> trabajo en <strong>una</strong> condición <strong>de</strong>servicio cuidando la superficie <strong>de</strong> la pieza <strong>de</strong> trabajo (consultar <strong>el</strong> anexo A <strong>para</strong> referenciar la hoja <strong>de</strong>datos <strong>de</strong> la máquina).Estos parámetros s<strong>el</strong>eccionados, se estima produzcan <strong>una</strong> rugosidad superficial <strong>de</strong> 7.3µm sinembargo <strong>para</strong> po<strong>de</strong>r corroborar dicho parámetro sería necesario medirlo mediante un rugosímetro,equipo con <strong>el</strong> que no se cuenta en <strong>el</strong> laboratorio.De la geometría planeada se pue<strong>de</strong> <strong>de</strong>ducir <strong>el</strong> volumen negativo <strong>de</strong>l <strong>el</strong>ectrodo en mm 3 <strong>el</strong> cualfinalmente es <strong>el</strong> volumen <strong>de</strong>l material retirado <strong>de</strong> la pieza a maquinar, por <strong>el</strong>lo se calcula que existe unvolumen <strong>de</strong> maquinado <strong>de</strong> 4498.74 mm 3 , y bajo las condiciones <strong>de</strong> operación s<strong>el</strong>eccionadas en lamáquina se tiene que existe <strong>una</strong> remoción <strong>de</strong> material <strong>de</strong> 83mm 3 /min , con lo que se pue<strong>de</strong> calcular <strong>el</strong>tiempo teórico <strong>de</strong> maquinado, pues se preten<strong>de</strong> incluir tres tablillas abrasivas por ciclo <strong>de</strong> EDM lo cualpresupone que <strong>el</strong> total <strong>de</strong> tabillas al ser <strong>de</strong> 20 unida<strong>de</strong>s, se pue<strong>de</strong>n <strong>manufactura</strong>r en 7 ciclos con 1 tablilla<strong>de</strong> repuesto, entonces <strong>el</strong> tiempo teórico <strong>de</strong> cada ciclo es <strong>de</strong> 54.2 minutos, lo que implica un tiempo total<strong>de</strong> producción <strong>de</strong> tablillas tan solo <strong>para</strong> <strong>el</strong> <strong>el</strong>ectroerosionado <strong>de</strong> 6 horas y 19.4 minutos.Para los cálculos <strong>de</strong>l taladrado <strong>de</strong> los barrenos ciegos a machu<strong>el</strong>ear en las tablillas abrasivas semuestra en la tabla 3.12.Tabla 3.12 Calculo <strong>de</strong> parámetros <strong>de</strong> taladrado <strong>para</strong> la placa abrasiva Fuente: PropiaPara la placa superior <strong>de</strong> fijación se tiene <strong>el</strong> siguiente calculo (ver tabla 3.13)75
Tabla 3.13 Calculo <strong>de</strong> parámetros <strong>de</strong> taladrado <strong>para</strong> la placa superior <strong>de</strong> fijación Fuente: PropiaEstos datos <strong>de</strong> maquinado se replican 4 veces por la disposición geométrica <strong>de</strong> la pieza.Para la placa <strong>de</strong> arreglo <strong>de</strong> tablillas abrasivas se tiene <strong>el</strong> siguiente calculo (ver tabla 3.14)Tabla 3.14 Calculo <strong>de</strong> parámetros <strong>de</strong> taladrado <strong>para</strong> la placa <strong>de</strong> arreglo <strong>de</strong> tablilla abrasiva Fuente: PropiaNótese que las condiciones <strong>de</strong> corte <strong>para</strong> la placa <strong>de</strong> arreglo <strong>de</strong> tablillas y la placa superior soniguales, solo que las ultimas son replicadas 20 veces por cada pieza, lo que da un tiempo aproximado <strong>de</strong>3.12 minutos tan solo <strong>para</strong> <strong>el</strong> proceso, sin tomar en cuenta <strong>el</strong> posicionamiento <strong>de</strong> la pieza entre ciclo yciclo <strong>de</strong> montar y <strong>de</strong>smontar la misma.Finalmente <strong>para</strong> la pieza <strong>de</strong> palanca <strong>de</strong> <strong>el</strong>evación se tiene <strong>el</strong> siguiente calculo (tabla 3.15)76
Tabla 3.15 Calculo <strong>de</strong> parámetros <strong>de</strong> taladrado <strong>para</strong> la palanca <strong>de</strong> sujeción Fuente: PropiaLas operaciones <strong>de</strong> fresado en los últimos componentes por consi<strong>de</strong>rarse <strong>de</strong>spreciables respetoal proceso global, a<strong>de</strong>más <strong>de</strong> que los tiempos <strong>de</strong> las operaciones <strong>de</strong> aserrado, acabado por abrasión ypintura son estimados en base a la experiencia <strong>de</strong>l tesista.Dado lo anterior y tras haber recopilado la información general, se concluye la siguiente tabla<strong>para</strong> efectos <strong>de</strong> concluir la planeación <strong>de</strong> la <strong>manufactura</strong> <strong>de</strong> los componentes <strong>de</strong>l <strong>herramental</strong> mecánico<strong>para</strong> <strong>el</strong> <strong>de</strong>sprendimiento <strong>de</strong> la cascara <strong>de</strong> habas secas (ver tabla 3.16)Tabla 3.16 Concentrado global <strong>de</strong> los tiempos estimados <strong>de</strong> <strong>manufactura</strong> <strong>de</strong> un <strong>herramental</strong> mecánico <strong>para</strong> <strong>el</strong> <strong>de</strong>scascarado<strong>de</strong> haba seca Fuente: PropiaSe concluye que teóricamente <strong>el</strong> proceso efectivo <strong>de</strong> trabajo <strong>para</strong> la <strong>manufactura</strong> <strong>de</strong> un<strong>herramental</strong> mecánico <strong>para</strong> <strong>el</strong> <strong>de</strong>sprendimiento <strong>de</strong> la cáscara <strong>de</strong>l haba p<strong>el</strong>ada es <strong>de</strong> 13 horas con 19minutos y 11.4 segundos.77
Capítulo 4Manufactura <strong>de</strong>l SistemaCAPITULO 4. Manufactura <strong>de</strong>l SistemaSe tarda menos en hacer <strong>una</strong> cosa bienque en explicar por se hizo malHenry W. Longf<strong>el</strong>low
Manufactura <strong>de</strong>l <strong>herramental</strong> <strong>de</strong> p<strong>el</strong>adoDurante la <strong>manufactura</strong> <strong>de</strong>l prototipo simplificado o <strong>herramental</strong> mecánico se habrá <strong>de</strong>clasificar cada componente según su geometría final y su proceso <strong>para</strong> obtenerlo. Por lo anterior ypartiendo <strong>de</strong> la capacidad <strong>de</strong>l Laboratorio <strong>de</strong> Tecnología Avanzada <strong>de</strong> Manufactura <strong>de</strong> la UTM, se<strong>de</strong>fine lo siguiente.El laboratorio dispone <strong>de</strong> la siguiente maquinaria <strong>para</strong> realizar trabajos tanto programablesmediante control numérico como <strong>de</strong> modo convencional y manual: Fresadora CNC <strong>de</strong> 3 ejes Torno CNC Sistema <strong>de</strong> corte <strong>de</strong> aceros laminados CNC por plasma (Cortes en 2D) Prensa mecánica <strong>de</strong> 100 Ton. De presión Inyectora <strong>de</strong> plástico Torno <strong>para</strong>l<strong>el</strong>o convencional <strong>de</strong> operación manual Minitorno <strong>para</strong>l<strong>el</strong>o convencional <strong>de</strong> operación manual Fresadora vertical universal Taladro fresador Máquina <strong>de</strong> termo-formado <strong>de</strong> plásticos laminados Máquina <strong>de</strong> soldadura <strong>de</strong> punto por resistencia Máquina <strong>de</strong> soldadura por arco <strong>el</strong>éctrico Maquina manual <strong>de</strong> corte por plasmaEntonces <strong>una</strong> vez <strong>de</strong>finida la capacidad <strong>de</strong>l sistema <strong>de</strong> <strong>manufactura</strong> en las instalaciones <strong>de</strong> laUTM, se proce<strong>de</strong> aFresado <strong>de</strong> componentesAl implementar <strong>el</strong> proceso <strong>de</strong> fabricación <strong>de</strong> los componentes, se preten<strong>de</strong> que las tablillasabrasivas al tener <strong>una</strong> geometría “NO” comercial es necesario fabricarlas, y esto será posible mediante <strong>el</strong>proceso <strong>de</strong> <strong>manufactura</strong> EDM, lo cual implica la fabricación <strong>de</strong> un mol<strong>de</strong> <strong>de</strong> grafito que contenga <strong>el</strong>negativo <strong>de</strong> la geometría a imprimir en las piezas metálicas, (Toledo Matus, 1989)Finalmente se proce<strong>de</strong> a generar <strong>el</strong> código necesario <strong>para</strong> maquinar la pieza mo<strong>de</strong>lada,mediante <strong>el</strong> uso <strong>de</strong>l post-procesador <strong>de</strong>l software, con <strong>el</strong> cual mediante la <strong>de</strong>claración <strong>de</strong> nuestro origenen la pieza es con respecto a este sistema <strong>de</strong> coor<strong>de</strong>nadas que se generan todas las posiciones <strong>de</strong> laherramienta <strong>para</strong> po<strong>de</strong>r generar la geometría <strong>de</strong>seada en <strong>el</strong> material, dicho código es introducido a lamáquina <strong>de</strong> control numérico, la cual carga las coor<strong>de</strong>nadas <strong>de</strong>l programa generado y posiciona laherramienta según sea <strong>el</strong> caso y sigue las instrucciones <strong>de</strong> acuerdo a las sentencias a lo largo <strong>de</strong> la rutina.La pieza es montada en la maquina teniendo especial cuidado con la alineación <strong>de</strong> la misma a la mesa,<strong>para</strong> lo cual se ha utilizado un indicador <strong>de</strong> caratula, <strong>el</strong> cual mi<strong>de</strong> la <strong>de</strong>sviación <strong>de</strong> acuerdo al recorrido<strong>de</strong> la mesa en los ejes X y Y, por <strong>el</strong> contrario <strong>para</strong> calibrar <strong>el</strong> eje Z se utiliza la herramienta misma <strong>para</strong><strong>de</strong>terminar la se<strong>para</strong>ción <strong>de</strong>l cortador con la superficie <strong>de</strong> la pieza a maquinar (figura 4.1).79
Figura 4.1 Lectura <strong>de</strong> código NC por parte <strong>de</strong> la máquina fresadora CNC Fuente: PropiaAl final <strong>de</strong>l maquinado <strong>de</strong>l grafito la pieza quedó como se ilustra a continuación (ver figura 4.2y 4.3), y es com<strong>para</strong>da con la mo<strong>de</strong>lada en CAD:Figura 4.2 Pieza física maquinada en grafito <strong>para</strong> EDMmediante CNC Fuente: PropiaFigura 4.3 Pieza mo<strong>de</strong>lada en CAD <strong>para</strong> <strong>de</strong>sarrollo CAMFuente: PropiaSe pue<strong>de</strong> observar que <strong>el</strong> <strong>de</strong>sarrollo CAD y las asistencia CAM son implacables en los proceso<strong>de</strong> <strong>manufactura</strong> mo<strong>de</strong>rna, <strong>para</strong> lo cual se <strong>de</strong>muestra con la fabricación <strong>de</strong>l mol<strong>de</strong> en grafito <strong>para</strong> llevar acabo <strong>el</strong> proceso EDM en <strong>el</strong> metal <strong>de</strong> las tablillas abrasivas que serán montadas en <strong>el</strong> prototiposimplificado <strong>de</strong>l sistema <strong>de</strong> p<strong>el</strong>ado <strong>de</strong> haba seca.Fresado ConvencionalEn esta sección se hará referencia al fresado convencional <strong>de</strong> piezas, en don<strong>de</strong> se tiene quetomar como referencia los parámetros <strong>de</strong> corte calculados en la sección <strong>de</strong> <strong>de</strong>sarrollo <strong>de</strong>l sistema, por locual al ajustar la maquina a los parámetros <strong>de</strong>seados, se proce<strong>de</strong> a maquinar sobre <strong>el</strong> material AISI 1020en <strong>una</strong> barra <strong>de</strong> perfil cuadrado <strong>de</strong> 3/4”, con un cortador <strong>de</strong> carburo <strong>de</strong> 1/4” <strong>de</strong> diámetro conrecubrimiento especial “X-MAX” <strong>de</strong>nominado así por <strong>el</strong> fabricante <strong>de</strong> la herramienta TraversTool®. Lapieza es cuidadosamente colocada en la prensa mecánica, la cual mediante <strong>el</strong> movimiento <strong>de</strong> la mesa <strong>de</strong>sujeción y un indicador <strong>de</strong> niv<strong>el</strong> <strong>de</strong> ángulo como es <strong>una</strong> escuadra <strong>de</strong> 90°, así como un indicador <strong>de</strong>80
caratula, es alineada <strong>para</strong> generar un recorrido <strong>para</strong>l<strong>el</strong>o a las pare<strong>de</strong>s <strong>de</strong> la pieza a maquinar. (ToledoMatus, 1989)Figura 4.4 Fresado convencional <strong>de</strong>l ri<strong>el</strong> <strong>de</strong>l prototipo simplificado. Fuente: PropiaFinalmente al llegar a la profundidad especificada, se proce<strong>de</strong> a retirar la pieza <strong>de</strong> la maquina,por lo que se proce<strong>de</strong> a maquinar <strong>el</strong> resto <strong>de</strong> piezas similares que en nuestro caso son 4 en total (véasefigura 4.5).Figura 4.5 Piezas terminadas <strong>de</strong>spués <strong>de</strong>l fresado convencional. Fuente: PropiaCon estas piezas se concluye la fase <strong>de</strong> fresado convencional, respecto a la implementaciónfísica <strong>de</strong>l <strong>de</strong>sarrollo CAD previo a esta sección.Torneado <strong>de</strong> componentesAl igual que en <strong>el</strong> apartado que trata sobre <strong>el</strong> fresado <strong>de</strong> componentes tanto CNC comoconvencional, es necesario ahora implementar físicamente <strong>el</strong> torneado <strong>de</strong> componentes, en base aldiseño CAD previamente establecido, por tal motivo y dadas las condiciones <strong>de</strong> torneado calculadas enla sección <strong>de</strong> <strong>de</strong>sarrollo <strong>de</strong>l sistema, se proce<strong>de</strong> a calibrar la máquina <strong>para</strong> las condiciones establecidasen base a cálculos teóricos, por lo cual se muestra en la siguiente imagen (figura 4.6) <strong>el</strong> maquinado <strong>de</strong>los postes guía.81
Figura 4.6 Torneado <strong>de</strong> componentes <strong>de</strong>l prototipo simplificado. Fuente: PropiaAl término <strong>de</strong>l maquinado se procedió a la corroboración <strong>de</strong> dimensiones planeadas, <strong>para</strong> locual al cumplir con las mismas, ahora se avanzó con <strong>el</strong> proceso <strong>de</strong> <strong>manufactura</strong> <strong>para</strong> los siguientescomponentes.Maquinado AvanzadoCon respecto a los acabados superficiales, es necesario maquinar sobre la superficie <strong>de</strong> lastablillas abrasivas un acabado rugoso que sea capaz <strong>de</strong> aumentar <strong>el</strong> coeficiente <strong>de</strong> fricción entre <strong>el</strong> habay <strong>el</strong> actuador <strong>de</strong> p<strong>el</strong>ado, razón por la cual es necesario maquinar con esta geometría abrasiva todas lastablillas implicadas en <strong>el</strong> acto, <strong>para</strong> lo cual se hará uso <strong>de</strong> la técnica <strong>de</strong> <strong>el</strong>ectroerosionado o EDM por sussiglas en ingles y tomando en cuenta que <strong>el</strong> mol<strong>de</strong> en grafito <strong>de</strong> <strong>de</strong>nsidad media ha sido maquinado conayuda <strong>de</strong> un equipo <strong>de</strong> fresado CNC se proce<strong>de</strong> a poner en marcha la máquina <strong>de</strong> EDM (ver figura 4.7)<strong>para</strong> <strong>el</strong> maquinado <strong>de</strong> las tablillas metálicas, cabe señalar que los parámetros han sido calculados en lasección <strong>de</strong> <strong>de</strong>sarrollo <strong>de</strong>l sistema, por lo que se cargan los datos en la máquina <strong>para</strong> así proce<strong>de</strong>r con <strong>el</strong>maquinado.Una vez fijada la prensa <strong>para</strong> sujetar las placas a maquinar, se montan las mismas tomandocomo referencia geométrica <strong>el</strong> niv<strong>el</strong> <strong>de</strong> la mesa <strong>de</strong> sujeción <strong>de</strong> la maquina, así como la niv<strong>el</strong>ación <strong>de</strong>l<strong>el</strong>ectrodo cual ha sido montado, la alineación es crucial en especial porque en este caso la producción serealizará enserie en varios ciclos <strong>de</strong> trabajo, pues hay que <strong>el</strong>ectroerosionar 20 placas metálicas, mediantejuegos <strong>de</strong> tres por ciclo, aun en <strong>el</strong> último ciclo, en don<strong>de</strong> solo se montarán las tres placas <strong>para</strong> ser<strong>el</strong>ectroerosionadas, quedando <strong>una</strong> como repuesto.82
Figura 4.7 Máquina <strong>de</strong> <strong>el</strong>ectroerosionado perteneciente a la UTM. Fuente: PropiaEn la siguiente figura se muestra la maquina <strong>una</strong> vez que se ha alineado, y se han montado laspiezas a erosionar, así como también <strong>el</strong> <strong>el</strong>ectrodo <strong>de</strong> grafito montado <strong>el</strong> equipo <strong>de</strong> EDM (figura 4.8).Figura 4.8 Material y <strong>el</strong>ectrodo montados y alineados en la máquina <strong>de</strong> EDM. Fuente: PropiaDespués <strong>de</strong>l proceso <strong>de</strong> <strong>el</strong>ectroerosionado se <strong>de</strong>smontan las piezas <strong>de</strong> la máquina y sepre<strong>para</strong>ran las <strong>de</strong>más piezas <strong>para</strong> iniciar <strong>el</strong> ciclo nuevamente, siendo evi<strong>de</strong>nte su proceso <strong>de</strong> maquinadoen la superficie erosionada (figura 4.9).83
Figura 4.9 Com<strong>para</strong>ción <strong>de</strong>l acabado superficial mediante <strong>el</strong> procedo EDM. Fuente: PropiaAl término <strong>de</strong> los ciclos, se han maquinado <strong>el</strong> total <strong>de</strong> placas abrasivas necesarias <strong>para</strong> laimplementación <strong>de</strong>l prototipo simplificado <strong>de</strong>l sistema <strong>de</strong> p<strong>el</strong>ado <strong>de</strong> habas secas.Taladrado <strong>de</strong> componentesBasándonos en <strong>el</strong> diseño CAD previamente <strong>de</strong>sarrollado, es necesario barrenar o taladraralgunos componentes mecánicos, tal es <strong>el</strong> caso <strong>de</strong> las placas con un arreglo <strong>de</strong> barrenos <strong>para</strong> <strong>el</strong>alojamiento <strong>de</strong> los tornillos <strong>de</strong> soporte <strong>de</strong> las placas abrasivas, estos barrenos se realizarán con <strong>una</strong>broca <strong>de</strong> 1/4” en <strong>una</strong> placa <strong>de</strong> 1/4” <strong>de</strong> espesor, con un total <strong>de</strong> 20 barrenos por placa y contado con 2placas, <strong>para</strong> así finalmente contabilizar 40 barrenos pasados a lo largo <strong>de</strong>l material, mientras quetambién se realizaron 40 barrenos ciegos en la parte posterior <strong>de</strong> las placas abrasivas, con <strong>una</strong>profundidad <strong>de</strong> 4 mm, a continuación se presenta <strong>el</strong> proceso físico <strong>de</strong> taladrado en la placa <strong>de</strong> acero(figura 4.10).Figura 4.10 Proceso <strong>de</strong> taladrado en <strong>una</strong> placa metálica. Fuente: PropiaFinalmente, <strong>para</strong> completar la fabricación <strong>de</strong> componentes, se procedió al corte <strong>de</strong> placa, corte<strong>de</strong> tubo, soldadura <strong>para</strong> <strong>el</strong> ensamble, auxiliado <strong>de</strong> dispositivos <strong>de</strong> alineación como un niv<strong>el</strong> <strong>de</strong> burbuja <strong>de</strong>agua, y <strong>una</strong> palpador <strong>de</strong> caratula <strong>el</strong> cual indica la alineación <strong>de</strong>l componente (figura 4.11).84
Figura 4.11 Uso <strong>de</strong> herramientas convencionales <strong>para</strong> la producción <strong>de</strong> piezas metálicas Fuente: PropiaEnsamble <strong>de</strong> componentesUna vez que se han <strong>manufactura</strong>do los componentes se han soldado, se ha medido su posiciónr<strong>el</strong>ativa, y se han generado los subensambles, se realiza <strong>el</strong> ensamblado previo <strong>de</strong> los componentes <strong>para</strong>verificar la movilidad y ensamble esperado (véase figura 4.12)Figura 4.12 Ensamble previo <strong>de</strong> los componentes antes <strong>de</strong> la fijación <strong>de</strong>finitiva y <strong>de</strong>l acabado final. Fuente: PropiaUna vez que se ha realizado <strong>el</strong> ensamble pr<strong>el</strong>iminar y se han evaluado las dimensionesesperadas, y la movilidad entre componentes, se proce<strong>de</strong> a realizar <strong>el</strong> proceso <strong>de</strong> acabado <strong>de</strong> lossubensambles al ser finalizado <strong>el</strong> proceso con <strong>una</strong> limpieza superficial mediante un método abrasivocomo es <strong>el</strong> lijado <strong>de</strong> superficies y la adición <strong>de</strong> pintura a los componentes <strong>para</strong> ofrecer <strong>una</strong> buenapresentación así como <strong>el</strong> cuidado <strong>de</strong> las superficies contra la corrosión (figura 4.13).85
Figura 4.13 Proceso <strong>de</strong> pintura a los componentes <strong>de</strong>l <strong>herramental</strong> mecánico Fuente: PropiaAl término <strong>de</strong>l proceso <strong>de</strong> pintura <strong>de</strong> los componentes se proce<strong>de</strong> al ensamble final <strong>para</strong> asípasar a la fase <strong>de</strong> aplicación <strong>de</strong> pruebas <strong>de</strong>l mismo (figura 4.14).Figura 4.14 Ensamble terminado <strong>de</strong>l prototipo simplificado<strong>de</strong>l sistema <strong>de</strong> p<strong>el</strong>ado <strong>de</strong> haba seca. Fuente: PropiaFigura 4.15 Ensamble virtual <strong>de</strong> los componentes diseñadosmediante CAD. Fuente: PropiaComo pue<strong>de</strong> observarse al com<strong>para</strong>r <strong>el</strong> sistema virtual con <strong>el</strong> real, es evi<strong>de</strong>nte que <strong>el</strong> realcontiene más piezas, las cuales han sido acopladas <strong>para</strong> efectos <strong>de</strong>l accionamiento manual <strong>de</strong>l<strong>de</strong>slizamiento <strong>de</strong>l ensamble <strong>de</strong> placas abrasivas a través <strong>de</strong> los ri<strong>el</strong>es <strong>de</strong> <strong>de</strong>slizamiento.Con esto culmina la fase <strong>de</strong> implementación <strong>de</strong> <strong>manufactura</strong> <strong>de</strong>l sistema planeado inicialmentepartiendo <strong>de</strong> un diseño conceptual <strong>el</strong>aborado <strong>para</strong> <strong>el</strong> <strong>de</strong>sempeño <strong>de</strong> <strong>una</strong> máquina p<strong>el</strong>adora <strong>de</strong> habassecas, al final <strong>de</strong>l ensamblado, se recopiló <strong>el</strong> tiempo tomado a las activida<strong>de</strong>s realizadas y se llegó alresultado mostrado en la tabla 4.1.86
Tabla 4.1 Com<strong>para</strong>ción <strong>de</strong> tiempos estimados y reales en la producción<strong>de</strong> un <strong>herramental</strong> mecánico <strong>para</strong> <strong>el</strong> p<strong>el</strong>ado <strong>de</strong> habas secas. Fuente: PropiaSe pue<strong>de</strong> concluir que existe <strong>una</strong> diferencia <strong>de</strong>l 24.6% <strong>de</strong>bido a la implementación física y laaproximación <strong>de</strong> los parámetros <strong>de</strong> trabajo, dichos cálculos <strong>de</strong> planeado son estimados en base a valores<strong>de</strong> formulas que <strong>de</strong>scriben la mayor parte <strong>de</strong>l proceso, a<strong>de</strong>más <strong>de</strong> que no incluyen <strong>el</strong> posicionamiento ysujeción <strong>de</strong> piezas, los traslados entre estaciones y que la carga <strong>de</strong> trabajo se reparte entre <strong>una</strong> solapersona <strong>para</strong> <strong>de</strong>sarrollar todas las operaciones antes mencionadas, en conclusión <strong>el</strong> tiempo <strong>de</strong> trabajoefectivo real <strong>para</strong> producir un <strong>herramental</strong> mecánico <strong>para</strong> <strong>el</strong> p<strong>el</strong>ado <strong>de</strong> habas secas es <strong>de</strong> 17 horas y 30minutos <strong>de</strong> trabajo continuo y solo <strong>de</strong> operaciones <strong>de</strong> <strong>manufactura</strong>.87
Capítulo 5Pruebas <strong>de</strong> DesempeñoCAPITULO 5: Pruebas <strong>de</strong> <strong>de</strong>sempeñoOigo y OlvidoVeo y RecuerdoHago y ComprendoConfucio
Pruebas <strong>de</strong> <strong>de</strong>sempeñoYa ensamblado <strong>el</strong> <strong>herramental</strong> mecánico <strong>de</strong> p<strong>el</strong>ado <strong>de</strong> habas secas, se procedió a realizarlepruebas <strong>de</strong> <strong>de</strong>sempeño con <strong>el</strong> producto <strong>para</strong> lo que se tomaron 60 habas y se sometieron al sistema<strong>manufactura</strong>do, cabe mencionar que se tomo esta muestra <strong>de</strong> tamaño arbitrario respondiendo estenumero <strong>de</strong> muestra al tipo <strong>de</strong> pruebas realizadas, se agruparon <strong>de</strong> 20 piezas mediante pruebasindividuales variando la apertura entre las placas abrasivas en don<strong>de</strong> <strong>el</strong> sistema absorba <strong>el</strong> esfuerzo enlos resortes y en don<strong>de</strong> la presión sea mo<strong>de</strong>rada, <strong>de</strong>rivando en que solo se éxito <strong>de</strong> p<strong>el</strong>ado completo <strong>de</strong> 6habas, <strong>de</strong>sprendimiento <strong>de</strong> la cascara mayor al 50% fue <strong>de</strong> 8 habas, y con rasgado y <strong>de</strong>sprendimientoescaso 11 habas, las 35 restantes no sufrieron cambio alguno, sin embargo a reserva <strong>de</strong> <strong>de</strong>sarrollar <strong>una</strong>caracterización futura <strong>de</strong>l procedimiento <strong>de</strong> pruebas la eficiencia fue <strong>de</strong>l 23%.Posteriormente se realizó un cambio en los resortes <strong>de</strong> las placas abrasivas, y también en estasmismas, con un acabado diferente (ver figura 5.1) y conseguidas en <strong>el</strong> campo comercial, entoncesaprovechando la dirección <strong>de</strong>l acabado superficial <strong>de</strong>l nuevo actuador <strong>de</strong> p<strong>el</strong>ado, se ponen <strong>de</strong> formacontraria en base a su <strong>de</strong>splazamiento <strong>para</strong> generar un efecto <strong>de</strong> volcado <strong>de</strong>l producto (efecto presente enlas pruebas iniciales) ya que la disposición nueva es implementada tanto en <strong>el</strong> sistema superior como en<strong>el</strong> inferior (ver figura 5.2).Figura 5.1 Nuevo actuador <strong>de</strong> p<strong>el</strong>ado Fuente: PropiaFigura 5.2 Dirección contraria <strong>de</strong> los actuadores <strong>de</strong> p<strong>el</strong>ado<strong>para</strong> su <strong>de</strong>splazamiento r<strong>el</strong>ativo Fuente: PropiaFinalmente se realizaron pruebas con <strong>el</strong> nuevo sistema abrasivo mejorando notablemente laeficiencia en <strong>una</strong> muestra igual a la anterior <strong>el</strong> p<strong>el</strong>ado completo fue <strong>de</strong> 27 habas p<strong>el</strong>adas por completo(45%), sin embargo ahora existe un <strong>el</strong>emento nuevo que es <strong>el</strong> <strong>de</strong> merma <strong>de</strong>l producto, ya que por ladisposición física <strong>de</strong>l nuevo actuador y <strong>el</strong> ajuste <strong>de</strong> alturas <strong>el</strong> haba tien<strong>de</strong> a rasgarse o en <strong>el</strong> pero <strong>de</strong> loscasos a romperse por lo que <strong>el</strong> porcentaje <strong>de</strong> merma es <strong>de</strong>l 20% bajo las condiciones <strong>de</strong> pruebas inicialesal sistema (Figura 5.3).Figura 5.3 Sistema con <strong>el</strong> nuevo actuador Fuente: Propia89
Capítulo 6Conclusiones y Definición <strong>de</strong>Nuevas Líneas <strong>de</strong> InvestigaciónCAPITULO 6. Conclusiones y Definición <strong>de</strong> Nuevas Líneas <strong>de</strong> InvestigaciónA veces creo que hay vida en otros planetas, y a veces creo que no.En cualquiera <strong>de</strong> los dos casos la conclusión es asombrosa.Carl Sagan
ConclusionesAl <strong>de</strong>sarrollar este sistema e implementarlo físicamente como ya se mostró existen diversasi<strong>de</strong>as concluyentes, respecto a este proyecto, pues hay recordar, que se ha partido <strong>de</strong>l diseño conceptualgenerado <strong>de</strong> la nada, es <strong>de</strong>cir, crear, sistemas nuevos acoplando los existentes es <strong>una</strong> tarea que conlleva,asi como conceptualizar algo que no existe al menos documentado, es un gran logro llegar al punto endon<strong>de</strong> se focaliza <strong>una</strong> vertiente <strong>de</strong> diversas perspectivas que concurren en un solo producto.El <strong>de</strong>sarrollo <strong>de</strong> este sistema ha aportado diversos entornos <strong>de</strong> análisis y grietas losuficientemente profundas <strong>para</strong> su análisis, entre las aportaciones se tiene lo siguiente:Generación <strong>de</strong> datos característicos <strong>de</strong> <strong>una</strong> planeación <strong>de</strong> <strong>manufactura</strong> completa yespecifica <strong>de</strong> las operaciones pues ya que <strong>el</strong> perfil <strong>de</strong>l postgrado lo <strong>de</strong>manda.Generar las bases <strong>para</strong> <strong>el</strong> cálculo <strong>de</strong>l <strong>de</strong>spliegue <strong>de</strong> costos <strong>de</strong> operación en un tallerconvencional, pues al tener los tiempos efectivos <strong>de</strong> operación y los fundamentos <strong>de</strong>lproceso <strong>de</strong> <strong>manufactura</strong> es posible entablar <strong>una</strong> r<strong>el</strong>ación estrecha que es base <strong>de</strong> <strong>el</strong>cálculo global <strong>de</strong> <strong>una</strong> producción en serie.Este proyecto ofrece un panorama general <strong>de</strong> la aplicación directa <strong>de</strong> herramientas <strong>de</strong>ingeniería con <strong>el</strong> fin <strong>de</strong> ofrecer fiabilidad al producto a mostrar.Como consecuencia <strong>de</strong>l proyecto se obtuvieron datos formales <strong>de</strong>l producto a procesar,<strong>de</strong>l cual no encuentran documentados al menos los parámetros encontrados.El sistema permite hacer un partir <strong>de</strong> un diseño <strong>el</strong> cual tiene la versatilidad <strong>de</strong> sufrircambios a lo largo <strong>de</strong> su proceso iterativo <strong>de</strong> mejora.Este sistema es pionero en <strong>el</strong> campo <strong>de</strong> procesamiento <strong>de</strong> habas secas mediante unsistema totalmente mecánico.Con respecto a las líneas <strong>de</strong> investigación <strong>para</strong> la mejora <strong>de</strong>l sistema <strong>de</strong>sarrollado se pudieroni<strong>de</strong>ntificar las siguientes:1. Caracterización formal <strong>de</strong> las propieda<strong>de</strong>s <strong>de</strong>l haba2. Mejora <strong>de</strong>l diseño mecánico mediante la propuesta y análisis <strong>de</strong> sistemas <strong>de</strong>complejidad menor.3. Mejorar la ingeniería <strong>de</strong> producción en líneas <strong>de</strong> ensamble <strong>para</strong> producción en serie4. Desarrollar un análisis experimental que <strong>de</strong>spliegue los parámetros <strong>de</strong> prueba al sistema<strong>para</strong> caracterizar la fase <strong>de</strong> pruebas <strong>de</strong> <strong>de</strong>sempeño5. Estimular <strong>el</strong> diseño <strong>para</strong> un sistema <strong>de</strong> alimentación que ejerza la función <strong>de</strong> s<strong>el</strong>ecciónpor tamaños6. Determinar un sistema <strong>de</strong> se<strong>para</strong>ción <strong>de</strong> la cascara <strong>de</strong>l fruto al final <strong>de</strong>l p<strong>el</strong>ado mecánico7. Aplicar sistemas automáticos <strong>para</strong> <strong>una</strong> operación basada en sistemas <strong>de</strong>instrumentación.Finalmente este sistema es <strong>el</strong> inicio <strong>de</strong>l <strong>de</strong>sarrollo tecnológico <strong>para</strong> <strong>el</strong> p<strong>el</strong>ado <strong>de</strong> habas secas queimpulsará al sector agrícola directamente r<strong>el</strong>acionado.91
MESOGRAFIAAlting Leo Procesos <strong>para</strong> Ingeniería <strong>de</strong>Manufactura [Libro]. - México D.F. : AlfaomegaGrupo Editor S.A. <strong>de</strong> C.V., 1996. - 970-15-0198-5.Camprubi Gra<strong>el</strong>l Albert Electro-erosión[Libro]. - Mexico D.F. : ALFA OMEGA GRUPOEDITOR, S.A., 2007. - 978-970-15-1306-4.Casillas A.L. Máquinas Calculos <strong>de</strong> Taller[Libro]. - España : Editorial MAQUINAS.Cebollada Pras F. y Torres PorteroM.A. Principios Ergonómicos Generales <strong>para</strong>Aplicar en <strong>el</strong> Diseño <strong>de</strong> Máquinas Seguras BajoNormativa Europea [Conferencia]. - Santan<strong>de</strong>r,España : XIV Congreso Internacional <strong>de</strong> IngenieríaGráfica, 2002.D. Hiscox Gardner 1800 MechanicalMovements Devices and Appliances [Libro]. - NewYork : Dover Publicactions, Inc., 2007. - 0-486-45743-5.Emadi Bagheer y Abbaspour-FardMo<strong>de</strong>lling of mechanical pe<strong>el</strong>ing of vegetables onthe basisof energy consuption [Conferencia]. -Bangkok, Thailand : Department of AgriculturalMachinery Ferdowsi University of Mashhad, 2007.Emadi Bagheer, Abbaspour-Fard Aninnovative mechanical pe<strong>el</strong>ing method of vegetables[Conferencia]. - Bangkok, Thailand : ProceedingsInternational Agricultural Engineering Conference,2007.M. Walker Jack Handbook ofmanufacturing engineering [Libro]. - New York :Marc<strong>el</strong> Dekker, Inc., 1996. - 0-8247-8962-8.N. Childs Peter R. Mechanical Design[Libro]. - Great Bitain : Elsevier Ltd., 2004. - 0 75065771 5.Oberg Erik y D. Jones FranklinMachinery´s Handbook 28th Edition [Libro]. - NewYork : Industrial Press, 2008. - 978-0-8311-2800-5.P. Groover Mik<strong>el</strong>l Fundamentos <strong>de</strong>Manufactura Mo<strong>de</strong>rna [Libro]. - Mexido D.F. : Mc.GrawHill Interamericana, 2007. - 978-970-10-6240-1.Prat Bartés Albert Control y mejora <strong>de</strong> lacalidad [Libro]. - [s.l.] : Ediciones UPC, 1998.Sclater Nail, y Chironis Nicholas P.Mechanisms and Mechanical Devices Sourcebook[Libro]. - United States Of America : McGraw Hill,2007. - 978-0-07-146761-2.Toledo Matus Jesús FRESADORAApuntes <strong>para</strong> <strong>el</strong> alumno [Libro]. - México D.F. :Instituto Politécnico Nacional, 1989. - 968-292358-1.Westermann Verlag Georg HerramientasMáquinas Trabajo [Libro]. - España : REVERTÉS.A., 2003. - 84-291-6021-3.Isakov Edmund y Ph. D. Cutting Data forTurning of Ste<strong>el</strong> [Libro]. - New York : IndustrialPress Inc., 2009. - 978-0-8311-3314-6.Kalpakjian Serope Manufactura,Ingeniería y Tecnología [Libro]. - México : PearsonEducación, 2008. - 978-970-26-1026-7.L. Norton Robert Diseño <strong>de</strong> Maquinaria[Libro]. - México D.F : Mc Graw Hill, 2009. - 978-970-10-6884-7.
ANEXO AANEXOADocumentos <strong>de</strong> referencia <strong>para</strong> la <strong>manufactura</strong> ypruebas <strong>de</strong> fiabilidad
PLANOS DE FABRICACIÓN DEL HERRAMENTALMECÁNICO PARA EL DESPRENDIMIENTO DE LACASCARA DE HABAS SECAS.
Documentos <strong>de</strong> referencia Diseño experimental Taguchi L32 <strong>para</strong> la <strong>de</strong>terminación <strong>de</strong>los parámetros <strong>de</strong> corte <strong>de</strong> la cáscara <strong>de</strong> haba seca Hoja <strong>de</strong> referencia <strong>de</strong> parámetros <strong>de</strong> operación <strong>de</strong> la<strong>el</strong>ectroerosionadora Marca SURE FIRST Mo<strong>de</strong>lo ED-203
ANEXO BANEXOBDesarrollo <strong>de</strong>l diseño conceptual <strong>de</strong> un <strong>herramental</strong>mecánico <strong>para</strong> <strong>el</strong> <strong>de</strong>sprendimiento <strong>de</strong> la cáscara <strong>de</strong> habaseca y la <strong>de</strong>terminación <strong>de</strong> los parámetros <strong>de</strong> corte <strong>de</strong> lacáscara <strong>de</strong> haba seca
Obtención <strong>de</strong> los parámetros <strong>de</strong> mecánica<strong>de</strong>l corte <strong>de</strong> la cáscara <strong>de</strong> haba secaEs preciso s<strong>el</strong>eccionar las variables <strong>de</strong> las cuales se obtendrán datos formales, que serviráncomo entradas piloto <strong>de</strong> información, <strong>para</strong> <strong>el</strong> <strong>de</strong>sarrollo cuantitativo y objetivo <strong>de</strong>l sistema <strong>de</strong> p<strong>el</strong>ado,por <strong>el</strong>lo, es importante remarcar las siguientes variables como variables <strong>de</strong>scriptivas <strong>de</strong>l sistema formalen cuestión.1. Dureza <strong>de</strong> la cáscara: Esta variable es importante <strong>de</strong>finirla ya que provee valores <strong>de</strong> lacantidad <strong>de</strong> fuerza necesaria <strong>para</strong> po<strong>de</strong>r rasgar o penetrar la cáscara, es importantemencionar que esta variable se confrontara con alg<strong>una</strong>s <strong>de</strong> las variables que acontinuación se enlistan, con la finalidad <strong>de</strong> <strong>de</strong>limitar <strong>el</strong> rango <strong>de</strong> trabajo <strong>de</strong>l parámetrofuerza.2. Dureza <strong>de</strong>l fruto: Es necesario <strong>de</strong>finir esta variable ya que al confrontarla con la dureza<strong>de</strong> la cáscara, <strong>de</strong>finirá los limites <strong>de</strong> fuerza necesarios <strong>para</strong> penetrar la cáscara, pero norasgar o dañar <strong>el</strong> fruto, parámetro que servirá <strong>para</strong> <strong>de</strong>terminar <strong>el</strong> concepto <strong>de</strong>penetración y rasgadura <strong>de</strong> la cáscara, <strong>para</strong> la s<strong>el</strong>ección <strong>de</strong> <strong>una</strong> herramienta <strong>de</strong> corte.3. Angulo <strong>de</strong> inci<strong>de</strong>ncia: Una vez <strong>de</strong>finidas las variables 1 y 2 es necesario <strong>de</strong>terminar <strong>el</strong>ángulo <strong>de</strong> inci<strong>de</strong>ncia <strong>de</strong> la herramienta <strong>de</strong> corte <strong>de</strong> tal forma que las resultantesvectoriales <strong>de</strong> fuerza ofrezcan <strong>el</strong> mejor rendimiento esperado.4. Fuerza necesaria <strong>para</strong> se<strong>para</strong>r <strong>el</strong> fruto <strong>de</strong> la cáscara: Como consecuencia <strong>de</strong> lasvariables anteriores se pue<strong>de</strong>n <strong>de</strong>limitar los parámetros <strong>de</strong> corte y se<strong>para</strong>ción <strong>de</strong> lacáscara mediante <strong>el</strong> análisis <strong>de</strong> las fuerzas obtenidas como función <strong>de</strong> las durezas y <strong>el</strong>ángulo <strong>de</strong> inci<strong>de</strong>ncia respectivamente.5. Tamaño promedio <strong>de</strong>l producto: se <strong>de</strong>berá integrar al análisis <strong>el</strong> factor dimensionalpromedio <strong>de</strong>l producto (haba), lo cual ofrecerá un esbozo inicial <strong>de</strong> la dimensiónaproximada <strong>de</strong> los actuadores <strong>de</strong> corte durante la función <strong>de</strong> p<strong>el</strong>ado.6. Morfología <strong>de</strong>l producto: Es bien sabido que <strong>el</strong> producto en cuestión (haba) tiene <strong>una</strong>geometría asimétrica e irregular, con cierto patrón <strong>de</strong> forma común entre losespecímenes, <strong>el</strong> cual se encuadrará <strong>de</strong> manera tal que se <strong>de</strong>finan los planos, formasprimarias y básicas que en conjunto <strong>de</strong>scriban la geometría <strong>de</strong>l haba en forma <strong>de</strong>figuras y planos <strong>para</strong> efecto <strong>de</strong> la configuración <strong>de</strong> los actuadores <strong>de</strong> p<strong>el</strong>ado conrespecto al producto, lo cual sugiere los grados <strong>de</strong> movilidad <strong>de</strong> dichos actuadores.7. Metodología <strong>de</strong>l p<strong>el</strong>ado: Es <strong>de</strong> vital importancia <strong>de</strong>terminar la forma en que serealizara <strong>el</strong> p<strong>el</strong>ado <strong>de</strong>l haba, ya que se necesita caracterizar <strong>el</strong> haba en cuanto a suspuntos estratégicos <strong>de</strong> su geometría misma, es <strong>de</strong>cir, que partiendo <strong>de</strong> esta premisa, seclarifica la i<strong>de</strong>a <strong>de</strong>l mecanismo más sencillo <strong>de</strong> penetración y se<strong>para</strong>ción <strong>de</strong> la cáscaracon <strong>el</strong> fruto <strong>para</strong> los cual es importante conocer las zonas susceptibles <strong>de</strong> falla otendientes a la fractura por parte <strong>de</strong> la cáscara.
En resumen, la dureza <strong>de</strong> la cáscara y la dureza <strong>de</strong>l fruto <strong>de</strong>finen los límites <strong>de</strong> fuerzapermisibles por <strong>el</strong> producto <strong>para</strong> un p<strong>el</strong>ado que no atente contra la integridad <strong>de</strong>l fruto, lo cual al tenerun ángulo <strong>de</strong> inci<strong>de</strong>ncia, que resulte r<strong>el</strong>acionando las componentes vectoriales y las limitantes físicas <strong>de</strong>lsistema, ofrezcan un bosquejo <strong>de</strong> la cinemática <strong>de</strong> p<strong>el</strong>ado, lo cual a su vez sugiere <strong>una</strong> fuerza necesariacon <strong>una</strong> componente vectorial necesaria <strong>para</strong> inducir la se<strong>para</strong>ción <strong>de</strong>l fruto <strong>de</strong> la cáscara, sin embargo,es necesario permitir que las características geométricas <strong>de</strong>l producto propicien la asignación <strong>de</strong> lamovilidad y dimensión <strong>de</strong> los actuadores <strong>de</strong> p<strong>el</strong>ado, y en consecuencia, faciliten la <strong>de</strong>terminación <strong>de</strong> lametodología <strong>de</strong> p<strong>el</strong>ado, la cual, implica sugerir, mecanismos que ofrezcan la expectativa <strong>de</strong> rendimientonecesario.Análisis físico <strong>de</strong>l conjunto fruto-cáscaraEn esta etapa es conveniente <strong>de</strong>finir <strong>el</strong> comportamiento <strong>de</strong>l conjunto fruto-cáscara (Haba sinp<strong>el</strong>ar) bajo ciertas condiciones <strong>de</strong> análisis, cabe mencionar que dichas condiciones son <strong>de</strong>finidas en basea propuestas conceptuales <strong>de</strong>l proceso <strong>de</strong>l haba sin p<strong>el</strong>ar, es <strong>de</strong>cir que <strong>el</strong> objeto <strong>de</strong> análisis se someterá aciertas pruebas básicas con la finalidad <strong>de</strong> generar <strong>una</strong> expectativa <strong>de</strong>l comportamiento <strong>de</strong>l objeto encuestión, por lo que a continuación se han <strong>de</strong> <strong>de</strong>finir las pruebas a realizarle al producto. Es precisomencionar que esencialmente las pruebas más contun<strong>de</strong>ntes serán las mecánicas, sin embargo esnecesario incluir en <strong>el</strong> análisis, <strong>el</strong> efecto químico y térmico, por lo que entonces se proce<strong>de</strong> a efectuarpruebas con un ataque químico y puesto que se trata <strong>de</strong> un producto orgánico y recordando que <strong>el</strong>sistema a <strong>de</strong>sarrollar va enfocado a un mercado en <strong>el</strong> cual solo se tiene al alcance los productosdomésticos <strong>de</strong> uso corriente, es conveniente realizar <strong>el</strong> ataque químico con un acido <strong>de</strong> un pH no tanagresivo y <strong>de</strong> uso común, entonces se ha <strong>de</strong> proce<strong>de</strong>r a utilizar jugo <strong>de</strong> limón <strong>de</strong>l cual su pH es <strong>de</strong> 2.4 yen consecuencia <strong>el</strong> experimento tratará <strong>de</strong> incluir, las siguientes variables, <strong>para</strong> conformar <strong>una</strong> pruebaque genere <strong>una</strong> expectativa general <strong>de</strong>l sistema en un sistema sencillo, por <strong>el</strong>lo se han <strong>de</strong> someter 4habas con cascara en un recipiente <strong>de</strong> vidrio sumergidas en jugo <strong>de</strong> limón, dicho recipiente se someteráal efecto <strong>de</strong> <strong>una</strong> temperatura baja, es <strong>de</strong>cir se ha <strong>de</strong> cong<strong>el</strong>ar en un refrigerador domestico, por lo cual<strong>de</strong>spués <strong>de</strong> cierto tiempo se ha <strong>de</strong> sacar <strong>una</strong> muestra y se realizara <strong>el</strong> <strong>de</strong>sprendimiento <strong>de</strong> la cascara, y sehan <strong>de</strong> com<strong>para</strong>r, por lo cual se espera que al hacer un experimento <strong>de</strong> 4 tiempos diferentes <strong>de</strong>tratamiento (24, 48, 72 y 96 hrs) se <strong>de</strong>termine la efectividad <strong>de</strong>l efecto <strong>de</strong>l ataque químico y <strong>de</strong>l efectotérmico, por otra parte en búsqueda <strong>de</strong>l efecto <strong>de</strong>l calor sobre <strong>el</strong> producto entonces se ha <strong>de</strong> efectuar <strong>el</strong>análisis utilizando microondas <strong>de</strong> un horno domestico, lo cual induce <strong>el</strong> calor <strong>de</strong>s<strong>de</strong> <strong>de</strong>ntro <strong>de</strong>l fruto, locual ha <strong>de</strong> generar un efecto <strong>de</strong> interés a este proyecto, cabe mencionar que en ambos experimentos seha <strong>de</strong> <strong>de</strong>finir la cuestión económica que estos representan puesto que <strong>el</strong> proyecto <strong>de</strong> incluir alguno <strong>de</strong>estos factores al ser viables tendría que acoplar un subsistema al equipo general que cumpla con lacondición que ha <strong>de</strong> facilitar <strong>el</strong> p<strong>el</strong>ado <strong>de</strong>l haba, o <strong>de</strong>terminar la manera <strong>de</strong> que <strong>el</strong> productor lo realice enun equipo externo o alternativo <strong>para</strong> lograr <strong>el</strong> objetivo, razón por la cual se ha <strong>de</strong> efectuar un análisis <strong>de</strong>lo que representa <strong>el</strong>egir cada <strong>una</strong> <strong>de</strong> las opciones propuestas.El experimento consta <strong>de</strong> los siguientes parámetros, <strong>para</strong> los cuales se ha <strong>de</strong> <strong>de</strong>finir <strong>de</strong> lasiguiente manera:1. CALOR (Q)2. TIEMPO (t)3. ACIDEZ O BASICIDAD (pH)
4. TEMPERATURA (T)5. FACILIDAD DE PELADO (Fa p )Entonces se ha <strong>de</strong> <strong>de</strong>finir la siguiente r<strong>el</strong>ación <strong>de</strong> variables en forma <strong>de</strong> función:(Luego entonces, se ha <strong>de</strong> obtener la siguiente tabla (Cabe mencionar que se ha <strong>de</strong>finido unrango <strong>de</strong> parámetros <strong>para</strong> Fa p en don<strong>de</strong> 1 es <strong>de</strong>ficiente, 2 implica mo<strong>de</strong>rado y 3 favorable):Tabla AB1 Combinación <strong>de</strong> variables <strong>para</strong> <strong>de</strong>terminar <strong>el</strong> efecto térmico y químico sobre la cáscara.MUESTRA Q [↑,↓] pH T [°C] T Fa p1 ↓ 2.4 [-3,+5] 24 hrs 12 ↓ 2.4 [-3,+5] 48 hrs 13 ↓ 2.4 [-3,+5] 72 hrs 24 ↓ 2.4 [-3,+5] 96 hrs 31 ↑ - [70,95] 15 seg 12 ↑ - [70,95] 20 seg 33 ↑ - [70,95] 25 seg 24 ↑ - [70,95] 30 seg 1Existen dos opciones viables <strong>de</strong> acuerdo a los parámetros necesarios <strong>para</strong> <strong>el</strong> p<strong>el</strong>ado <strong>de</strong>l fruto,sin embargo cada <strong>una</strong> representa ciertas limitantes en cuanto a su implementación física <strong>de</strong>ntro <strong>de</strong>lsistema a <strong>de</strong>sarrollar, ya que en la primera en don<strong>de</strong> se trabaja a <strong>una</strong> temperatura baja, implicaría lanecesidad <strong>de</strong> realizar un proceso <strong>de</strong> enfriamiento <strong>de</strong>l fruto con cáscara en conjunto con la solución acidapor lo que esto favorecería <strong>el</strong> p<strong>el</strong>ado, posterior en <strong>el</strong> sistema a <strong>de</strong>sarrollar, a lo cual <strong>el</strong> productorargumenta que durante este proceso <strong>el</strong> producto es modificado químicamente, lo cual mermaríadirectamente la calidad <strong>de</strong>l mismo, razón por la cual se <strong>de</strong>ci<strong>de</strong> <strong>de</strong>scartar <strong>el</strong> sistema en don<strong>de</strong> se incluye<strong>una</strong> variación <strong>de</strong>l pH que favorezca <strong>el</strong> p<strong>el</strong>ado e implique <strong>una</strong> disminución <strong>de</strong> la temperatura hasta <strong>el</strong>cong<strong>el</strong>amiento con la finalidad <strong>de</strong> “ablandar” la cáscara y así facilitar en gran medida <strong>el</strong><strong>de</strong>sprendimiento <strong>de</strong> la misma, por otra parte es necesario realizar <strong>el</strong> análisis <strong>de</strong>l siguiente experimento en<strong>el</strong> cual se ha incluido <strong>una</strong> <strong>de</strong> las técnicas <strong>de</strong> calentamiento <strong>de</strong> alimentos <strong>de</strong> última generación la cual es<strong>el</strong> uso <strong>de</strong> microondas, en <strong>el</strong> cual se han sometido a prueba 4 muestras <strong>de</strong> habas sin p<strong>el</strong>ar, <strong>el</strong> experimentoen don<strong>de</strong> se ha expuesto durante un tiempo <strong>de</strong> 20 segundos al efecto <strong>de</strong> las microondas ha dado un buenresultado, ya que al paso <strong>de</strong>l tiempo al estar expuesto a dicha energía, se han formado alg<strong>una</strong>s bolsas <strong>de</strong>vapor entre <strong>el</strong> fruto y la cáscara, lo cual hace referencia a la hipótesis en la cual se enuncia que <strong>de</strong>bido ala humedad contenida en <strong>el</strong> fruto, y puesto que <strong>el</strong> principio <strong>de</strong> acción <strong>de</strong> las microondas se referencia arealizar la oscilación <strong>de</strong> las moléculas <strong>de</strong> agua o grasas, entonces en si la evaporación <strong>de</strong> las moléculas<strong>de</strong> agua se realiza <strong>de</strong>s<strong>de</strong> <strong>de</strong>ntro <strong>de</strong>l fruto, lo cual genera <strong>una</strong> cámara <strong>de</strong> vapor entre la cáscara y <strong>el</strong> fruto,la cual al alcanzar cierta presión y temperatura tien<strong>de</strong> a <strong>de</strong>splazar la cascara fuera <strong>de</strong>l fruto, pero sinromperla, lo cual posteriormente al retirar las microondas tiene un efecto muy favorable <strong>para</strong> <strong>el</strong> p<strong>el</strong>ado<strong>de</strong>l fruto, incluso con frotar los <strong>de</strong>dos sobre <strong>el</strong> fruto a p<strong>el</strong>ar es muy fácil <strong>de</strong>spren<strong>de</strong>r la cáscara <strong>de</strong>lmismo, sin embargo al realizar un análisis <strong>de</strong> costo <strong>de</strong> acuerdo a las cantida<strong>de</strong>s, tiempo y preciocorriente <strong>de</strong> la energía <strong>el</strong>éctrica por unidad <strong>de</strong> tiempo se tiene que <strong>el</strong> costo por <strong>el</strong> tratamiento <strong>de</strong> 5 kg <strong>de</strong>haba es <strong>de</strong> $6,000.00 por hora, es importante señalar que estos costos han sido estimados en base altamaño <strong>de</strong> muestra sometida al análisis y la cantidad estadística <strong>de</strong> habas <strong>de</strong>ntro <strong>de</strong> un kilogramo <strong>de</strong>producto, dicha r<strong>el</strong>ación <strong>de</strong> costo productividad invalida la opción <strong>de</strong>l uso <strong>de</strong> microondas sobre <strong>el</strong>producto <strong>para</strong> inducir un p<strong>el</strong>ado mucho más fácil <strong>de</strong> realizar.
Luego entonces <strong>una</strong> vez concluidos los experimentos anteriores, se ha <strong>de</strong> trabajar <strong>el</strong> <strong>de</strong>sarrollo<strong>de</strong> un sistema que actué mecánicamente sobre <strong>el</strong> producto, y retomando lo <strong>de</strong>scrito en la fase <strong>de</strong>antece<strong>de</strong>ntes <strong>de</strong> este proyecto, se tiene que en base al prototipo <strong>de</strong> máquina <strong>de</strong> p<strong>el</strong>ado que actualmentese encuentra en po<strong>de</strong>r <strong>de</strong>l productor, se <strong>de</strong>termina <strong>el</strong> siguiente esquema <strong>para</strong> <strong>el</strong> conjunto <strong>de</strong> actuadoresmecánicos <strong>para</strong> realizar la función <strong>de</strong> p<strong>el</strong>ado:Figura AB1 Esquema actual <strong>de</strong>l sistema <strong>de</strong> p<strong>el</strong>adoEs necesario mencionar que en <strong>el</strong> sistema que se esquematiza en la figura anterior existe laproblemática en don<strong>de</strong> solo <strong>el</strong> producto <strong>de</strong>l tamaño a<strong>de</strong>cuado es p<strong>el</strong>ado, lo cual hace referencia a la<strong>de</strong>ficiencia <strong>de</strong> la fuerza aplicada por los actuadores, los cuales por cierto tienen <strong>una</strong> superficie plana, lacual ofrece muy poca resistencia al paso <strong>de</strong>l producto, por lo cual, inicialmente se ha <strong>de</strong> pensar en <strong>una</strong>ctuador con <strong>una</strong> superficie <strong>de</strong> un acabado rugoso que ha <strong>de</strong> dificultar <strong>el</strong> paso <strong>de</strong>l fruto a través <strong>de</strong> losactuadores, asi como también en <strong>el</strong> sistema actual existe un problema <strong>de</strong> calibración <strong>de</strong> la fuerza, estorefiere directamente a los resortes <strong>de</strong> ajuste, los cuales al parecer ejercen <strong>una</strong> fuerza mucho mayor a lasoportada por <strong>el</strong> fruto, lo cual se traduce en que las habas <strong>de</strong> mayor tamaño a la apertura <strong>de</strong> losactuadores han <strong>de</strong> romperse <strong>de</strong>bido a la fuerza excesiva aplicada al fruto, en contraparte las habas <strong>de</strong>menor tamaño a la apertura <strong>de</strong>l sistema pasan <strong>de</strong> largo sin ser procesadas, en consecuencia solo las quecasualmente tienen la dimensión correcta son rasgadas por los actuadores, lo cual implica <strong>una</strong> eficiencia<strong>de</strong> p<strong>el</strong>ado muy baja ya que solo <strong>una</strong> parte <strong>de</strong>l total <strong>de</strong> carga a p<strong>el</strong>ar es procesada y <strong>de</strong>safort<strong>una</strong>damentesolo <strong>una</strong> porcentaje muy pequeño <strong>de</strong> esa parte es p<strong>el</strong>ada con <strong>una</strong> satisfacción pobre <strong>para</strong> <strong>el</strong> productor.Determinación estadística <strong>de</strong>l tamaño <strong>de</strong>l habaUna vez que se ha expuesto la situación anterior con respecto a las limitantes que presenta <strong>el</strong>sistema actual con <strong>el</strong> cual se ha experimentado mecánicamente <strong>el</strong> p<strong>el</strong>ado <strong>de</strong>l haba, necesario comenzarcon <strong>el</strong> análisis dimensional <strong>de</strong>l producto, en <strong>el</strong> cual será posible <strong>de</strong>terminar cuál será dimensión <strong>de</strong> ajuste<strong>para</strong> <strong>el</strong> sistema a <strong>de</strong>sarrollar, es <strong>de</strong>cir que se ha <strong>de</strong> <strong>de</strong>finir <strong>el</strong> tamaño <strong>de</strong>l haba en base a un análisisestadístico <strong>de</strong> la misma, con lo cual al tener las dimensiones promedio <strong>de</strong>l producto se tendrá <strong>una</strong> i<strong>de</strong>a<strong>de</strong> la calibración <strong>de</strong> los actuadores en caso <strong>de</strong> así requerirlo,Por lo tanto en base a la geometría genérica que <strong>de</strong>scribe al fruto se tiene <strong>el</strong> siguiente esquema,<strong>para</strong> la toma <strong>de</strong> mediciones <strong>de</strong>l tamaño <strong>de</strong>l haba, lo cual ha <strong>de</strong> sugerir <strong>el</strong> tamaño promedio <strong>de</strong> la misma yentonces po<strong>de</strong>r <strong>de</strong>limitar <strong>el</strong> tamaño extremo, es <strong>de</strong>cir en <strong>una</strong> escala <strong>de</strong> clasificación general <strong>de</strong>terminar <strong>el</strong>tamaño normal, pequeño y gran<strong>de</strong>, esto con la finalidad <strong>de</strong> que ya que es evi<strong>de</strong>nte que la carga <strong>de</strong>producto contiene diversos tamaños, este estudio ha <strong>de</strong> condicionar al sistema alterno al mecanismo <strong>de</strong>
p<strong>el</strong>ado <strong>el</strong> cual es <strong>el</strong> subsistema <strong>de</strong> s<strong>el</strong>ección, <strong>el</strong> cual trabajara en base a las medidas que este estudioarroje, con lo cual se han <strong>de</strong> <strong>de</strong>finir tres sistemas <strong>de</strong> p<strong>el</strong>ado, internamente, <strong>el</strong> cual es <strong>el</strong> sistema <strong>de</strong> p<strong>el</strong>ado<strong>para</strong> <strong>el</strong> tamaño normal, pequeño y gran<strong>de</strong>, <strong>el</strong> cual al final convergerá en <strong>el</strong> producto p<strong>el</strong>ado en base aesta clasificación tripartita.Figura AB2 Esquema dimensional <strong>de</strong> la geometría <strong>de</strong>l habaPor lo tanto <strong>de</strong> acuerdo a la medición <strong>de</strong> <strong>una</strong> muestra <strong>de</strong> 162 habas, ha arrojado los siguientesdatos dimensionales promedio <strong>para</strong> las partes <strong>de</strong>finidas en <strong>el</strong> esquema <strong>de</strong> dimensionamiento:Tabla AB2 Dimensiones promedio <strong>de</strong>l haba y su <strong>de</strong>sv. Estd.CONCEPTO L [mm] h [mm] e3 [mm] e2 [mm] e3 [mm]DIMENSIÓN MEDIA 24.13 17.17 6.09 6.68 9.12DESVIACIÓN ESTÁNDAR 2.58 1.65 0.77 0.73 1.2A partir <strong>de</strong> los datos anteriores se podrá <strong>de</strong>finir cuáles son las medidas extremo, las cuales secalcularán en base a <strong>una</strong> aproximación 3σ, <strong>para</strong> la distribución <strong>de</strong> los datos y así <strong>de</strong>finir cuál será ladimensión <strong>de</strong> tamaño pequeño y gran<strong>de</strong>: (Prat Bartés, 1998)Entonces al calcular los límites se tiene lo siguiente:Tabla AB3 Dimensiones promedio <strong>de</strong>l haba según clasificación estadísticaTAMAÑO L h e1 e2 e3PEQUEÑO 16.39 12.21 3.55 4.50 5.50NORMAL 24.13 17.17 5.85 6.68 9.12GRANDE 31.88 22.13 8.14 8.86 12.73Una vez que se han calculado los tamaños estadísticos <strong>de</strong> la clasificación, estas quedan <strong>de</strong> lasiguiente forma al redon<strong>de</strong>ar los valores <strong>para</strong> efectos <strong>de</strong> implementación física en <strong>el</strong> sistema, puesto que<strong>el</strong> ajuste no <strong>de</strong>berá ser <strong>de</strong> precisión:Tabla AB4 Dimensiones promedio <strong>de</strong>l haba según clasificación estadísticaTAMAÑO L h e1 e2 e3PEQUEÑO 17 12 4 5 6NORMAL 24 17 6 7 9GRANDE 32 22 8 9 13
Ya que se han obtenido los datos anteriores <strong>de</strong> acuerdo a las dimensiones tomadas en la muestra<strong>de</strong> habas, esta información será muy útil <strong>para</strong> <strong>el</strong> dimensionamiento <strong>de</strong>l sistema <strong>de</strong> clasificación <strong>de</strong> habas<strong>para</strong> la parte <strong>de</strong> alimentación <strong>de</strong>l sistema, es <strong>de</strong>cir, que la clasificación mecánica se realizara <strong>de</strong> acuerdoa estas mediciones.Mediante la impresión en pap<strong>el</strong> <strong>de</strong> las medidas limite calculadas a <strong>una</strong> escala 1:1 se obtuvo <strong>el</strong>siguiente resultado:Figura AB3 Clasificación física <strong>de</strong>l tamaño <strong>de</strong>l haba según lo calculadoAnálisis físico <strong>de</strong>l habaEn esta parte se analizará <strong>el</strong> comportamiento <strong>de</strong> conjunto cáscara-fruto, con la finalidad <strong>de</strong>obtener datos formales <strong>de</strong> su resistencia al <strong>de</strong>sprendimiento <strong>de</strong> la cáscara, en consecuencia se obtendrándatos <strong>de</strong> la fuerza necesaria <strong>para</strong> se<strong>para</strong>r la cáscara <strong>de</strong>l fruto, a<strong>de</strong>más <strong>de</strong> que también se realizaránpruebas <strong>de</strong> esfuerzo al fruto sin cáscara, lo cual ha <strong>de</strong> <strong>de</strong>finir <strong>el</strong> parámetro límite <strong>de</strong> resistencia antes <strong>de</strong>la fractura <strong>para</strong> <strong>el</strong> fruto, lo cual ha <strong>de</strong> fijar <strong>el</strong> parámetro máximo <strong>de</strong> fuerza a aplicar antes <strong>de</strong> que <strong>el</strong> frutose rompa, <strong>para</strong> lograrlo entonces se ha <strong>de</strong> efectuar un diseño <strong>de</strong> experimentos, en <strong>el</strong> cual se incluyenciertas variables tales como ángulos <strong>de</strong> inci<strong>de</strong>ncia orientación <strong>de</strong>l haba al ser in<strong>de</strong>ntada, comoconsecuencia se obtendrá la fuerza necesaria <strong>para</strong> penetrar la cáscara, a<strong>de</strong>más <strong>de</strong> realizar pruebas <strong>de</strong>resistencia <strong>de</strong>l fruto sin cáscara, <strong>para</strong> saber su resistencia a la fractura.Para lograr lo antes expuesto se proce<strong>de</strong> a utilizar un diseño <strong>de</strong> experimentos auxiliándose <strong>de</strong> latécnica Taguchi, <strong>para</strong> lo cual se implementa un experimento L32 con 2 factores que son la orientación y<strong>el</strong> ángulo <strong>de</strong> inci<strong>de</strong>ncia, así como 2 niv<strong>el</strong>es cada uno, dicho diseño experimental es calculado con ayuda<strong>de</strong>l software MiniTab®, <strong>para</strong> la orientación existe la posición longitudinal y transversal, mientras qu<strong>el</strong>os niv<strong>el</strong>es <strong>para</strong> <strong>el</strong> ángulo <strong>de</strong> inci<strong>de</strong>ncia es <strong>de</strong> 30° y 45° <strong>de</strong> inclinación <strong>para</strong> <strong>el</strong> in<strong>de</strong>ntador. Cabe hacermención que dicho experimento se ha <strong>de</strong> implementar físicamente con ayuda <strong>de</strong> ciertos instrumentos,tales como la fresadora universal, la cual tiene la opción <strong>de</strong> girar <strong>de</strong> posición <strong>el</strong> cabezal que tiene <strong>el</strong>husillo y porta la herramienta, con esto se adquiere fijación <strong>para</strong> la prueba, a<strong>de</strong>más con la ayuda <strong>de</strong> <strong>una</strong>prensa mecánica montada la mesa <strong>de</strong> la fresadora es posible fijar <strong>el</strong> producto <strong>para</strong> ser in<strong>de</strong>ntado, a<strong>de</strong>más<strong>de</strong> adaptar un sujetador a la máquina <strong>para</strong> sostener un medidor digital <strong>de</strong> fuerza, entonces con estaconfiguración es posible realizar las pruebas necesarias.
Figura AB4 Medidor digital <strong>de</strong> fuerzaObtención <strong>de</strong> datos y caracterización <strong>de</strong> parámetrosDada la configuración anterior se proce<strong>de</strong> a realizar las pruebas pertinentes obteniendo losdatos que a continuación se muestran:Tabla AB5 Parámetros <strong>de</strong> fuerza involucrados en <strong>el</strong> p<strong>el</strong>ado <strong>de</strong> habas secasCONCEPTO EVALUADOF PENETRACIÓN [N] F RASGADO [N] F FRACTURA [N] F SEPARACIÓN [N]FUERZA PROMEDIO 79.32 118.47 197.80 28.68DESVIACIÓN ESTÁNDAR 22.53 23.31 25.09 16.17FUERZA MÁXIMA REQUERIDA 101.85 141.79 222.89 44.86FUERZA MÍNIMA REQUERIDA 56.79 95.16 172.71 12.51Lo anterior concluye que se consi<strong>de</strong>ra <strong>de</strong>spreciable <strong>el</strong> ángulo comprendido entre los 30° y 45°<strong>para</strong> la aplicación <strong>de</strong> la fuerza aunque es importante mencionar que la inci<strong>de</strong>ncia a 30° tien<strong>de</strong> a <strong>de</strong>slizar<strong>el</strong> in<strong>de</strong>ntador a <strong>de</strong>slizar <strong>el</strong> in<strong>de</strong>ntador por encima <strong>de</strong> la cascara por efecto <strong>de</strong> la estructura superficial lisa<strong>de</strong> la cáscara, mientras que la inclinación <strong>de</strong> 45° favorece la inci<strong>de</strong>ncia directa sobre la cáscara.Durante la realización <strong>de</strong> esta prueba se encontró un fenómeno muy singular, <strong>el</strong> cual se explicaa continuación en la figura AB5 y es que al realizar la prueba <strong>de</strong> in<strong>de</strong>ntación según la orientación, se<strong>de</strong>tectó que las habas tienen <strong>una</strong> “zona pivote” o “zona vulnerable” que favorece <strong>el</strong> p<strong>el</strong>ado. Al <strong>de</strong>finir lazona pivote se tiene que cuando esta zona ha sido rasgada o cortada por ambas caras <strong>de</strong>l haba, las zonassecundarias A o B son susceptibles al <strong>de</strong>sprendimiento completo <strong>de</strong> ambas partes.Figura AB5 Zona Vulnerable <strong>de</strong> la cascara <strong>de</strong>l haba
Lo anterior se pue<strong>de</strong> <strong>de</strong>mostrar con lo ilustrado en las siguientes figuras (véase figura AB6 y AB7):Figura AB6 Rasgado <strong>de</strong> la zonavulnerable <strong>de</strong>l habaFigura AB7 Se<strong>para</strong>ción completa <strong>de</strong> la Zona A y BDe las imágenes mostradas se pue<strong>de</strong> <strong>de</strong>ducir que si esa zona es estimulada por actuadoresmecánicos, la se<strong>para</strong>ción <strong>de</strong>l fruto se torna más sencilla.Diseño Conceptual <strong>de</strong>l Mecanismo <strong>de</strong> P<strong>el</strong>adoEs necesario <strong>de</strong>limitar <strong>el</strong> mecanismo a realizar la función <strong>de</strong> p<strong>el</strong>ado <strong>de</strong>l haba <strong>de</strong> acuerdo a lascondiciones actuales <strong>de</strong>l prototipo <strong>de</strong> p<strong>el</strong>ado <strong>de</strong>sarrollado como inicialmente por parte <strong>de</strong> un productor<strong>de</strong>l estado <strong>de</strong> Puebla, <strong>el</strong> cual como se había mencionado anteriormente tiene <strong>el</strong> esquema <strong>de</strong>funcionamiento <strong>de</strong> la figura, sin embargo al analizar <strong>el</strong> mecanismo actual es necesario distinguir ciertosfactores que han sido <strong>de</strong>scartados en <strong>el</strong> diseño <strong>de</strong>l mismo. De acuerdo al esquema actual <strong>de</strong>l prototipo <strong>de</strong>p<strong>el</strong>ado, se pue<strong>de</strong> observar que existen ciertos factores que crean las condiciones necesarias en <strong>el</strong> sistema<strong>para</strong> que se lleve a cabo <strong>el</strong> p<strong>el</strong>ado <strong>de</strong>l producto, los cuales se enumeran a continuación: (L. Norton,2009)1. Fuerza <strong>de</strong> empuje, la cual impulsa o induce al producto a pasar por los actuadores2. Actuadores que apliquen <strong>una</strong> fuerza <strong>de</strong> reacción sobre la cáscara <strong>de</strong>l producto3. Resortes <strong>de</strong> ajuste que tienen como función absorber la variación <strong>de</strong> tamaños eirregularida<strong>de</strong>s <strong>de</strong>l producto.Dados estos factores y como ya se había expuesto anteriormente, existen fallas en cuanto a lafuerza ejercida por los resortes, ya que es muy fácil inducir que la fuerza ejercida por los mismos exce<strong>de</strong>la resistencia <strong>de</strong> la cáscara y <strong>de</strong>l producto, lo que implica que en sí, se consi<strong>de</strong>rarían como <strong>el</strong>ementosregidos <strong>de</strong>ntro <strong>de</strong>l sistema actual, lo que ocasiona que las habas <strong>de</strong> mayor tamaño se fracturen en sutotalidad, y por <strong>el</strong> contrario las <strong>de</strong> menor tamaño a la calibración <strong>de</strong> apertura entre los actuadores pasen<strong>de</strong> largo, por lo tanto en conclusión no están cumpliendo con su función principal, la cual es <strong>de</strong> ajuste,por <strong>el</strong>lo, es imprescindible <strong>de</strong>terminar los parámetros mecánicos <strong>de</strong>l producto y entonces calcular lascaracterísticas <strong>de</strong> los resortes <strong>de</strong> ajuste, por otra parte, se <strong>de</strong>be mencionar que en r<strong>el</strong>ación a la fuerza <strong>de</strong>empuje, en <strong>el</strong> sistema actual es necesario incluir un actuador extra que realice la funciónmecánicamente, lo cual finalmente <strong>el</strong>eva la complejidad <strong>de</strong>l mecanismo <strong>de</strong> alimentación al sistema yrequiere en consecuencia mayor energía <strong>para</strong> su operación dado que existen mas <strong>el</strong>ementos a los cualeshay que transmitir potencia, así como también los actuadores <strong>de</strong> p<strong>el</strong>ado tienen <strong>una</strong> superficie lisa, lo cual
implica que las fuerzas <strong>de</strong> fricción involucradas en <strong>el</strong> proceso trabajan en su mínima magnitud, lo cualcausa un <strong>de</strong>cremento en la eficiencia <strong>de</strong>l proceso. Es necesario resaltar que <strong>el</strong> mecanismo actual trabajaindividualmente con <strong>el</strong> producto, lo cual es un parámetro que incrementa <strong>el</strong> tiempo <strong>de</strong>l proceso al actuarsobre cada <strong>una</strong> <strong>de</strong> las habas durante <strong>el</strong> proceso. (L. Norton, 2009) (N. Childs, 2004)Al tomar en cuenta los factores anteriores y <strong>de</strong>spués <strong>de</strong> haber aplicado ciertas técnicas encuanto al diseño <strong>de</strong>l producto, como brain-storming se tienen ciertas alternativas que sugieren unposible p<strong>el</strong>ado efectivo, aunque son propuestas pr<strong>el</strong>iminares, hay que tomar en cuenta su posibleefectividad <strong>para</strong> realizar <strong>el</strong> proceso.Las propuestas alternativas al proceso actual, dirigidas a solucionar la problemática centralestimando los parámetros funcionales antes mencionados son las siguientes:1. Sistema <strong>de</strong> discos abrasivos en don<strong>de</strong> un polímero acoplado a <strong>una</strong> superficie rugosacumple con la opción <strong>de</strong> ajuste al producto al absorber las irregularida<strong>de</strong>s <strong>de</strong>l producto.2. Tina giratoria con superficie interna abrasiva, en este sistema se exhiben fuerzascausadas por <strong>el</strong> movimiento rotacional <strong>de</strong> <strong>una</strong> carga <strong>de</strong> producto <strong>el</strong> cual por accióncentrifuga empuja al producto hacia la periferia <strong>de</strong>l recipiente y lograría <strong>el</strong> p<strong>el</strong>ado.3. Tina giratoria con superficie interna lisa y con <strong>una</strong> carga combinada <strong>de</strong> habas y arena,en este punto la arena funge como factor abrasivo y existen las mismas fuerzas que <strong>el</strong>punto anterior.4. Canal conductor <strong>de</strong> producto, en <strong>el</strong> cual, unos actuadores <strong>de</strong> se<strong>para</strong>do empujan a lashabas en contra <strong>de</strong> <strong>una</strong>s ranuras dispuestas a cierta inclinación por la cuales sale aire aalta presión, lo cual se esperaría fungiera como <strong>una</strong> cuchilla dada la ranura y la presión<strong>de</strong>l fluido.5. En un canal <strong>de</strong> propulsión <strong>el</strong> producto es eyectado hacia <strong>una</strong> pared <strong>de</strong> acabado rugoso,dispuesto a cierta inclinación en don<strong>de</strong> se efectúa la fractura primaria <strong>de</strong> la cáscara,posteriormente mediante <strong>una</strong> banda transportadora <strong>el</strong> producto es conducido hacia uncontenedor <strong>de</strong> maya don<strong>de</strong> sale aire a alta presión y <strong>el</strong> producto es nuevamente eyectadohacia otra superficie simular a la anterior dispuesta <strong>de</strong> la misma forma, en don<strong>de</strong> seesperaría, <strong>el</strong> aire es <strong>de</strong>scargado periódicamente y la probabilidad <strong>de</strong> que <strong>el</strong> mismopenetre entre la cáscara y <strong>el</strong> fruto estimule <strong>el</strong> p<strong>el</strong>ado antes <strong>de</strong> volver a impulsar alchoque en la siguiente superficie.6. Placas rígidas con acabado abrasivo y movimiento <strong>de</strong> vaivén y sistema <strong>de</strong> ajustemediante resortes, en esta propuesta se ve implicado un movimiento limitado <strong>de</strong>lmecanismo por carga ya que se necesita un factor externo <strong>para</strong> la <strong>de</strong>scarga <strong>de</strong>l producto<strong>una</strong> vez p<strong>el</strong>ado.7. Sistema <strong>de</strong> banda abrasiva acoplada a un juego <strong>de</strong> catarinas <strong>de</strong> tracción lo cual emula<strong>una</strong> banda transportadora en don<strong>de</strong> se tienen unos se<strong>para</strong>dores que conducen al productoen sentido contrario al giro <strong>de</strong> la banda abrasiva.8. Sistema <strong>de</strong> dados individuales en don<strong>de</strong> <strong>el</strong> haba es tomada y conducida a unosactuadores <strong>de</strong> corte con <strong>una</strong> cuchilla y se<strong>para</strong>ción <strong>de</strong> la cáscara, esto suce<strong>de</strong> mediante laconducción por ri<strong>el</strong>es y la <strong>de</strong>terminación estadística <strong>de</strong> la geometría promedio <strong>de</strong>lproducto <strong>para</strong> ajustar y aprensar correctamente <strong>el</strong> producto durante <strong>el</strong> corte yse<strong>para</strong>ción.
9. Sistema <strong>de</strong> rodillos <strong>de</strong> ajuste y <strong>una</strong> banda rígida con acabado abrasivo, en esta propuestase ha <strong>de</strong> <strong>de</strong>finir <strong>una</strong> diferencia <strong>de</strong> v<strong>el</strong>ocida<strong>de</strong>s entre los actuadores superiores einferiores lo cual en teoría crearía un efecto <strong>de</strong> volcado y conducción <strong>de</strong>l productoteniendo en este evento la fuerza <strong>de</strong> empuje y la evacuación <strong>de</strong>l producto en <strong>el</strong> sistema.Una vez que se han explicado a gran<strong>de</strong>s rasgos las propuestas <strong>de</strong>l sistema se tiene ahora <strong>una</strong>i<strong>de</strong>a un tanto cuanto más clara <strong>de</strong> lo que se ha <strong>de</strong> <strong>de</strong>sarrollar.Recopilación <strong>de</strong> Opciones <strong>de</strong> DiseñoAhora es momento <strong>de</strong> ampliar <strong>el</strong> funcionamiento <strong>de</strong> las opciones <strong>de</strong> diseño <strong>de</strong>l sistema, endon<strong>de</strong> se han <strong>de</strong> <strong>de</strong>terminar sus ventajas y <strong>de</strong>sventajas <strong>para</strong> luego ser analizadas y <strong>de</strong>finir la opción másviable <strong>para</strong> su <strong>de</strong>sarrollo e implementación, por lo tanto se tiene lo siguiente:1. Sistema <strong>de</strong> discos abrasivosAB8)En esta propuesta, como ya se ha mencionado antes se tiene <strong>el</strong> siguiente esquema (ver figuraFigura AB8 Esquema <strong>de</strong>l sistema <strong>de</strong> discos abrasivosComo se pue<strong>de</strong> observar, este sistema cuenta con dos componentes circulares rígidos, en don<strong>de</strong><strong>el</strong> que se encuentra dispuesto en la parte superior cuenta con la opción <strong>de</strong> ajuste <strong>de</strong> acuerdo a la carga,a<strong>de</strong>más <strong>de</strong> que <strong>el</strong> mismo esta acoplado a un polímero <strong>de</strong> ajuste principal, <strong>el</strong> cual ha <strong>de</strong> absorber lairregularidad <strong>de</strong> la geometría <strong>de</strong>l producto y por lo tanto ha <strong>de</strong> ajustar <strong>el</strong> componente abrasivo o actuadorfinal sobre <strong>el</strong> cuerpo <strong>de</strong>l mismo, <strong>el</strong> disco dispuesto en la parte inferior pue<strong>de</strong> encontrarse fijo <strong>de</strong> talforma que solo <strong>el</strong> componente superior ejerza <strong>el</strong> movimiento necesario <strong>para</strong> efectuar <strong>el</strong> p<strong>el</strong>ado, así comotambién cabe señalar que es <strong>una</strong> opción viable proveer <strong>de</strong> movimiento al componente inferior en sentidocontrario al otro con <strong>el</strong> objetivo <strong>de</strong> incrementar la fuerza <strong>de</strong> p<strong>el</strong>ado y disminuir <strong>el</strong> tiempo <strong>de</strong>l mismo, eneste sistema la carga <strong>de</strong> producto es necesario estimarla <strong>de</strong> acuerdo al área promedio ocupada por <strong>el</strong>producto, es <strong>de</strong>cir que hay que estimar <strong>el</strong> área <strong>de</strong>l haba proyectada <strong>de</strong>s<strong>de</strong> <strong>una</strong> vista superior,posteriormente realizar la com<strong>para</strong>ción con <strong>el</strong> área efectiva <strong>de</strong> trabajo <strong>de</strong> los discos abrasivos y entoncesencontrar la cantidad promedio <strong>de</strong> habas a cargar y en consecuencia conocer en peso la carga <strong>de</strong> habapor ciclo.
2. Tina giratoria con superficie interna abrasivaEn esta propuesta se ha <strong>de</strong> someter la carga <strong>de</strong> producto <strong>de</strong> forma tal, que que<strong>de</strong> internamenteen <strong>el</strong> recipiente, la carga se ha <strong>de</strong> <strong>de</strong>terminar <strong>de</strong> acuerdo al volumen a contener <strong>de</strong>l recipiente y como en<strong>el</strong> caso anterior se ha <strong>de</strong> com<strong>para</strong>r con <strong>el</strong> volumen promedio <strong>de</strong>l producto y entonces se podrá calcular <strong>el</strong>peso <strong>de</strong> la misma y así saber cuánto se ha <strong>de</strong> cargar por ciclo, en tanto se tiene <strong>el</strong> siguiente esquema (verfigura AB9)Figura AB9 Esquema <strong>de</strong>l sistema <strong>de</strong> <strong>una</strong> tina con superficie interna abrasivaEste sistema funciona como <strong>una</strong> tómbola com<strong>para</strong>ble con un sistema <strong>de</strong> lavado, sin embargo lacarga <strong>de</strong> habas ha <strong>de</strong> introducirse y al momento <strong>de</strong> realizar <strong>el</strong> movimiento circular, se han <strong>de</strong> generarfuerzas <strong>de</strong> empuje hacia la pared <strong>de</strong>l recipiente por la acción centrifuga <strong>de</strong>l sistema, en este punto se ha<strong>de</strong> <strong>de</strong>finir cierto ciclo <strong>de</strong> operación ya que no se tiene un sistema que actúe o arrastre <strong>el</strong> producto encontra <strong>de</strong> la pared abrasiva y en sentido contrario al giro inicial, sin embargo, por la sencillez <strong>de</strong>lsistema, se sugiere un costo cómodo <strong>para</strong> su implementación aunque <strong>para</strong> efectos <strong>de</strong> la eficiencia <strong>de</strong>p<strong>el</strong>ado no se tiene <strong>una</strong> i<strong>de</strong>a concreta, sin embargo es <strong>una</strong> opción que ofrece alg<strong>una</strong> expectativa <strong>de</strong>efectividad <strong>de</strong>l proceso <strong>de</strong> p<strong>el</strong>ado.3. Tina giratoria con superficie interna lisaEn esta propuesta se tiene <strong>una</strong> esquema muy parecido al anterior sin embargo esta basada en <strong>el</strong>sistema <strong>de</strong> pulido <strong>de</strong> vértices <strong>de</strong> piezas mecánicas <strong>para</strong> excluir rebabas <strong>de</strong> los bor<strong>de</strong>s, en <strong>el</strong> cual esincluido un <strong>el</strong>emento abrasivo como es la arena, por lo cual este sistema sugiere combinar la carga <strong>de</strong>producto con arena y entonces realizar <strong>el</strong> mismo ciclo <strong>de</strong>l proceso anterior, y en tanto proponer <strong>una</strong>superficie interna lisa ya que es <strong>el</strong>emento abrasivo se encuentra <strong>de</strong>ntro <strong>de</strong> la misma carga, este sistemapropone un sistema <strong>de</strong> bajo costo pero <strong>el</strong> inconveniente es que <strong>el</strong> contacto <strong>de</strong>l producto con la arenapue<strong>de</strong> inducir <strong>una</strong> contaminación <strong>de</strong>l producto <strong>una</strong> vez p<strong>el</strong>ado y en consecuencia incluir un procesoposterior <strong>para</strong> <strong>el</strong> tratamiento <strong>de</strong>l producto y entonces así limpiarlo <strong>de</strong> lo que haya sido contaminado, ypor <strong>el</strong>lo se tiene <strong>el</strong> siguiente esquema <strong>de</strong> trabajo (Ver figura AB10)
Figura AB10 Esquema <strong>de</strong>l sistema <strong>de</strong> <strong>una</strong> tina con superficie interna lisaEs preciso mencionar que se ha <strong>de</strong> encontrar solución al problema <strong>de</strong> balance <strong>de</strong> masas yfuerzas <strong>de</strong> acuerdo a lo esperado referente a la formalización <strong>de</strong> los parámetros <strong>de</strong>l producto.4. Canal conductor <strong>de</strong> producto con ranuras <strong>de</strong> salida <strong>de</strong> aire a alta presiónEn esta propuesta se tiene <strong>una</strong> disposición <strong>de</strong> <strong>el</strong>ementos en don<strong>de</strong> existe un canal don<strong>de</strong> se hacepasar al producto mediante un juego <strong>de</strong> se<strong>para</strong>dores mecánicos, que ejercen <strong>una</strong> fuerza <strong>de</strong> empuje <strong>de</strong> unextremo a otro, a<strong>de</strong>más <strong>de</strong> que a lo largo <strong>de</strong>l canal se ha <strong>de</strong> tener un arreglo <strong>de</strong> ranuras <strong>de</strong> tal forma quepor las mismas ha <strong>de</strong> salir <strong>una</strong> carga <strong>de</strong> aire a alta presión simulando <strong>una</strong> cuchilla dada la presión <strong>de</strong>lfluido, dichas ranuras han <strong>de</strong> estar a cierta inclinación que vaya en contra <strong>de</strong>l trayecto a seguir por <strong>el</strong>producto y entonces al ac<strong>el</strong>erar <strong>el</strong> fluido dada la presión <strong>de</strong>l mismo, se forzará a penetrar la cáscara yentonces realizar <strong>el</strong> p<strong>el</strong>ado <strong>de</strong>l producto, lo cual ha <strong>de</strong> estimular <strong>el</strong> <strong>de</strong>sprendimiento <strong>de</strong> la cáscara por <strong>el</strong>mismo efecto <strong>de</strong>l aire, <strong>para</strong> lo cual se tiene <strong>el</strong> siguiente esquema (figura AB11)Figura AB11 Esquema <strong>de</strong>l sistema con trabajo <strong>de</strong> aire aalta presión fungiendo como <strong>el</strong>emento cortanteLa <strong>manufactura</strong> <strong>de</strong> este sistema sugiere <strong>una</strong> cantidad consi<strong>de</strong>rable <strong>de</strong> componentes a fabricar,a<strong>de</strong>más <strong>de</strong> implementar un sistema neumático que sea capaz <strong>de</strong> suplir <strong>el</strong> aire a la presión necesaria <strong>para</strong>crear <strong>el</strong> efecto esperado, lo cual implica <strong>una</strong> carga <strong>de</strong> aire lo suficientemente rápida y eficaz <strong>de</strong>l sistemaen cuanto a presión y distribución <strong>de</strong>l fluido <strong>para</strong> así tener las perdidas mínimas <strong>de</strong> presión en <strong>el</strong> mismodurante <strong>el</strong> proceso <strong>de</strong> p<strong>el</strong>ado, a<strong>de</strong>más <strong>de</strong> que será necesario implementar un mecanismo <strong>de</strong> transmisión<strong>de</strong> potencia mecánica <strong>para</strong> <strong>el</strong> movimiento <strong>de</strong> los se<strong>para</strong>dores <strong>de</strong> producto.
5. Canal <strong>de</strong> propulsión <strong>de</strong>l producto con aire a alta presiónEsta propuesta sugiere un canal en don<strong>de</strong> <strong>el</strong> producto es eyectado a alta v<strong>el</strong>ocidad por efecto <strong>de</strong>aire a alta presión hacia <strong>una</strong> pared inclinada con acabado abrasivo, logrando así mediante <strong>el</strong> impacto, lafractura <strong>de</strong> la cáscara <strong>de</strong>l haba, posteriormente <strong>el</strong> haba con la cáscara fracturada o <strong>de</strong>sprendida en alg<strong>una</strong>parte <strong>de</strong> la misma, ha <strong>de</strong> caer en <strong>una</strong> banda transportadora que la conducirá hacia otro compartimientodon<strong>de</strong> <strong>el</strong> producto será impulsado nuevamente mediante aire a alta presión a otra pared inclinada conacabado abrasivo, en don<strong>de</strong> con ayuda <strong>de</strong>l impacto previo y <strong>el</strong> aire aplicado nuevamente se estimulará <strong>el</strong>p<strong>el</strong>ado <strong>de</strong>l producto, lo cual presupone <strong>una</strong> alta probabilidad <strong>de</strong> lograr <strong>el</strong> objetivo en estas etapas <strong>de</strong> lapropuesta, sin embargo es <strong>de</strong> notarse que la implementación <strong>de</strong> este sistema necesitará <strong>de</strong> un sistemaneumático lo suficientemente efectivo <strong>para</strong> proveer la cantidad necesaria <strong>de</strong> aire a la presión <strong>de</strong>seada, asícomo también la implementación <strong>de</strong> las superficies abrasivas en forma inclinada y <strong>el</strong> sistema <strong>de</strong> tracción<strong>para</strong> la conducción <strong>de</strong>l producto hacia la siguiente fase (ver figura AB12)Figura AB12 Esquema <strong>de</strong> propulsión <strong>de</strong>l producto en dos etapas.6. Placas rígidas con acabado abrasivo y movimiento <strong>de</strong> vaivénSe ha propuesto un sistema en don<strong>de</strong> hay dos placas rígidas con acabado abrasivo, <strong>una</strong> <strong>de</strong> <strong>el</strong>lastiene la libertad <strong>de</strong> movimiento, y <strong>de</strong>scribe <strong>una</strong> trayectoria circular, la cual se traduce en un movimiento<strong>de</strong> vaivén generando presión hacia abajo en don<strong>de</strong> se encuentra la otra placa que se ha <strong>de</strong> fijar a un par<strong>de</strong> resortes los cuales realizarán <strong>el</strong> ajuste <strong>de</strong> irregularida<strong>de</strong>s <strong>de</strong>l producto (ver figura AB13) en estesistema es evi<strong>de</strong>nte que se tiene un movimiento limitado por parte <strong>de</strong> la placa en movimiento, a<strong>de</strong>más <strong>de</strong>que la carga <strong>de</strong> producto ha <strong>de</strong> ser <strong>de</strong>scargada <strong>de</strong> alg<strong>una</strong> manera externa al sistema mismo, y dado quetiene <strong>una</strong> poca capacidad <strong>de</strong> carga efectiva entonces esto agrega tiempo al proceso total.Figura AB13 Esquema <strong>de</strong> placas rígidas con acabado abrasivo y movimiento <strong>de</strong> vaivén.
7. Sistema <strong>de</strong> banda abrasiva acoplada a un juego <strong>de</strong> catarinas <strong>de</strong> tracciónEste sistema consta <strong>de</strong> un juego <strong>de</strong> bandas flexibles abrasivas parecidas a las lijasconvencionales, las cuales han <strong>de</strong> tener <strong>una</strong> disposición acoplada a un sistema <strong>de</strong> rodillos <strong>de</strong> tracción loscuales realizarán <strong>el</strong> trabajo necesario <strong>para</strong> impulsar dichas bandas y po<strong>de</strong>r efectuar la operación <strong>de</strong>p<strong>el</strong>ado, por otra parte existe <strong>una</strong> sistema <strong>de</strong> se<strong>para</strong>dores que conducen <strong>el</strong> producto en sentido contrario almovimiento <strong>de</strong> las bandas abrasivas, es importante mencionar que a lo largo <strong>de</strong>l trayecto <strong>de</strong> operación<strong>de</strong> la banda flexible se tiene un sistema <strong>de</strong> rodillos <strong>de</strong> ajuste los cuales ejercerán <strong>una</strong> fuerza <strong>de</strong> empujehacia la parte inferior <strong>de</strong>l dispositivo lo cual efectuará <strong>el</strong> ajuste <strong>de</strong> la banda abrasiva en movimiento alproducto durante su recorrido véase figura AB14 en dicha figura se pue<strong>de</strong> apreciar que la banda inferiorpermanece fija y son ajuste, esto con la finalidad <strong>de</strong> que <strong>el</strong> sistema <strong>de</strong> ajuste <strong>de</strong> la parte superior presioneal producto contra la superficie inferior en movimiento y al tener los se<strong>para</strong>dores actuando en contra <strong>de</strong>lmovimiento <strong>de</strong> las bandas se pue<strong>de</strong> esperar un p<strong>el</strong>ado efectivo.Figura AB14 Esquema <strong>de</strong>l sistema <strong>de</strong> banda abrasiva acoplada a un juego <strong>de</strong> catarinas <strong>de</strong> tracción.Al observar <strong>el</strong> esquema <strong>de</strong> funcionamiento <strong>de</strong>l sistema propuesto se ilustra <strong>el</strong> hecho <strong>de</strong> que endicha propuesta existe <strong>una</strong> gran cantidad <strong>de</strong> componentes a <strong>manufactura</strong>r, sin embargo la expectativa <strong>de</strong><strong>de</strong>sempeño que se tiene es muy alta dado <strong>el</strong> sistema <strong>de</strong> ajuste que sugiere ya que es segmentado y ofreceindividualidad hacia <strong>el</strong> producto durante <strong>el</strong> proceso, a<strong>de</strong>más <strong>de</strong> que la fuerza <strong>de</strong> empuje es inducidamecánicamente y forzaría al producto a ser p<strong>el</strong>ado, sin embargo dadas estas ventajas se tiene <strong>una</strong><strong>de</strong>sventaja con respecto a la cuestión <strong>de</strong> mantenimiento <strong>de</strong>l sistema, dado que al hablar <strong>de</strong> bandasabrasivas flexibles con la consistencia <strong>de</strong> las lijas comerciales, esto implica un alto <strong>de</strong>sgaste <strong>para</strong> <strong>el</strong>sistema y entonces se tendrían cambios <strong>de</strong> bandas en un periodo <strong>de</strong> tiempo muy corto lo cual generaríaun costo <strong>de</strong> insumos y pérdida <strong>de</strong> tiempo entre cierto número <strong>de</strong> ciclos, a<strong>de</strong>más <strong>de</strong> que <strong>el</strong> <strong>de</strong>sgaste alhacer la operación <strong>de</strong> p<strong>el</strong>ado implicaría <strong>el</strong> agregar al producto un contaminante por efecto <strong>de</strong>l<strong>de</strong>sprendimiento <strong>de</strong>l <strong>el</strong>emento abrasivo <strong>de</strong> la banda, lo cual agrega un proceso extra <strong>para</strong> la limpieza <strong>de</strong>lproducto, y puesto que ya se ha <strong>de</strong>finido que la ten<strong>de</strong>ncia <strong>de</strong> los equipos en la actualidad es libre <strong>de</strong>mantenimiento, es necesario evocar las ventajas y <strong>de</strong>sventajas que representa la implementación <strong>de</strong> estesistema.
8. Sistema <strong>de</strong> dados individualesEn este sistema se propone realizar un análisis genérico <strong>de</strong> la geometría <strong>de</strong>l haba, y en función<strong>de</strong> <strong>el</strong>lo construir unos dados <strong>de</strong> sujeción <strong>para</strong> aprensar individualmente cada <strong>una</strong> <strong>de</strong> <strong>el</strong>las ver figuraAB15, dichos dados han <strong>de</strong> ser conducido por un ri<strong>el</strong> que ha <strong>de</strong> tener marcada cierta trayectoria endon<strong>de</strong> en alg<strong>una</strong> parte <strong>de</strong>l recorrido se ha <strong>de</strong> conducir <strong>el</strong> producto hacia <strong>una</strong> parte don<strong>de</strong> se encuentra<strong>una</strong> cuchilla fija y dos pequeños rodillos abrasivos o <strong>de</strong> goma ver figura AB16 esto con la finalidad <strong>de</strong>que <strong>el</strong> haba sea cortada en la parte superior <strong>de</strong> la misma y en seguida los rodillos <strong>de</strong>sprendan fácilment<strong>el</strong>a cáscara por lo menos hasta don<strong>de</strong> se encuentra sujetado <strong>el</strong> fruto, y en consecuencia <strong>de</strong>spués ser<strong>de</strong>positada en un alojamiento que se ha <strong>de</strong> someter a vibración mecánica <strong>para</strong> terminar <strong>el</strong> proceso <strong>de</strong>p<strong>el</strong>ado ya que como se mencionó en la parte <strong>de</strong>l análisis <strong>de</strong> la cáscara y <strong>el</strong> fruto, la parte inferior <strong>de</strong> lacáscara <strong>una</strong> vez que la superior <strong>de</strong>spués <strong>de</strong> la zona critica <strong>de</strong> fractura <strong>de</strong> misma es más simple <strong>el</strong><strong>de</strong>sprendimiento total.Figura AB15 Dado metálico maquinado <strong>de</strong> acuerdo a la geometría promedio <strong>de</strong>l haba.Dado lo anterior se tiene <strong>el</strong> siguiente esquema <strong>de</strong> funcionamiento <strong>de</strong>l sistema propuesto:Figura AB16 Esquema <strong>de</strong>l sistema <strong>de</strong> dados individuales.Para la parte <strong>de</strong> se<strong>para</strong>ción parcial <strong>de</strong> la cáscara se tiene <strong>el</strong> siguiente esquema visto <strong>de</strong>s<strong>de</strong> <strong>una</strong>parte frontal, en don<strong>de</strong> <strong>el</strong> haba ha sido cortada por la cuchilla y ha liberado la unión en <strong>el</strong> punto critico<strong>de</strong> la cáscara, cabe mencionar que la exposición a la cuchilla <strong>de</strong>be ser momentánea puesto que solo bastacon fracturar dicho punto crítico y en seguida alejar <strong>el</strong> cortador y por <strong>el</strong>lo se propone <strong>el</strong> trayectomediante <strong>una</strong> guía <strong>de</strong> trayecto variable como si fuese un sistema <strong>de</strong> seguidor-leva, entonces se tiene losiguiente:
Figura AB17 Esquema <strong>de</strong>l sistema <strong>de</strong> se<strong>para</strong>ción parcial <strong>de</strong> la cáscara.En este sistema dado lo expuesto con respecto a la zona critica <strong>de</strong> fractura en la cáscara cabriala posibilidad <strong>de</strong> sugerir <strong>una</strong> variante <strong>de</strong>l sistema en la cual <strong>para</strong> efectos <strong>de</strong> <strong>una</strong> mejor sujeción <strong>de</strong>lproducto, se propone tomar <strong>el</strong> haba <strong>de</strong> la parte más gruesa con los dados, y hacer <strong>el</strong> mismoprocedimiento pero con los rodillos dispuestos en la parte inferior lo cual implica modificar <strong>el</strong> trayectoinducido hacia la parte baja <strong>para</strong> <strong>el</strong> p<strong>el</strong>ado parcial, sin embargo en esta variante no se contempla <strong>el</strong> uso<strong>de</strong> <strong>una</strong> cuchilla puesto que la fuerza ejercida por los rodillos abrasivos hacia abajo <strong>de</strong>be ser suficiente<strong>para</strong> que la cáscara sea <strong>de</strong>sprendida ya que la sujeción <strong>de</strong>be ser buena en la parte superior <strong>para</strong> permitir<strong>el</strong> arrancamiento <strong>de</strong> la cáscara, con lo cual se tiene lo siguiente ver figura AB18Figura AB18 Esquema <strong>de</strong>l sistema <strong>de</strong> se<strong>para</strong>ción parcial <strong>de</strong> la cáscara sin necesidad <strong>de</strong> cuchilla.Una vez explicado <strong>el</strong> sistema variante se ilustra <strong>el</strong> esquema <strong>para</strong> los rodillos <strong>de</strong> se<strong>para</strong>ción:Figura AB19 Esquema <strong>de</strong>l sistema <strong>de</strong> rodillos <strong>de</strong> se<strong>para</strong>ción parcial <strong>de</strong> la cáscara.En esta propuesta es evi<strong>de</strong>nte <strong>el</strong> gran trabajo que implica <strong>el</strong> <strong>manufactura</strong>r cada uno <strong>de</strong> loscomponentes <strong>de</strong>l sistema ya que son numerosos, y a<strong>de</strong>más se requiere <strong>de</strong> <strong>una</strong> gran precisión en cuanto al
maquinado <strong>de</strong> los mismos así como la implementación <strong>de</strong> los acopladores <strong>para</strong> evitar <strong>de</strong>sfasamientos almomento <strong>de</strong> realizar <strong>el</strong> recorrido, así como también <strong>de</strong>finir la trayectoria a<strong>de</strong>cuada <strong>para</strong> <strong>el</strong>funcionamiento esperado, a<strong>de</strong>más <strong>de</strong> que <strong>el</strong> arreglo <strong>de</strong> los componentes <strong>de</strong> transmisión <strong>de</strong> potenciamecánica implican un gran arreglo <strong>de</strong> componentes y <strong>el</strong>ementos mecánicos, con lo cual finalmente seagrega complejidad al sistema así como también peso, costo y dimensionamientos <strong>de</strong>l mismo.9. Sistema <strong>de</strong> rodillos <strong>de</strong> ajuste y <strong>una</strong> banda rígida con acabado abrasivoLa propuesta que a continuación se expone consta <strong>de</strong> un sistema similar al <strong>de</strong> la propuesta No.7 sin embargo se tienen diferentes parámetros <strong>de</strong> trabajo ya que se ha <strong>de</strong> omitir <strong>el</strong> uso <strong>de</strong> los se<strong>para</strong>doresque fuercen mecánicamente al producto a pasar por los actuadores <strong>de</strong> p<strong>el</strong>ado, puesto que en este sistemase propone construir <strong>una</strong> banda segmentada compuesta por <strong>el</strong>ementos rígidos con un acabado abrasivo,<strong>de</strong> tal forma que cada <strong>el</strong>emento o tablilla abrasiva se ajuste a la longitud promedio <strong>de</strong>l haba ver figuaAB20, al acoplar dichas tablillas abrasivas se ha <strong>de</strong> tener como resultado <strong>una</strong> banda abrasiva <strong>de</strong><strong>el</strong>ementos rígidos y <strong>para</strong> compensar la fuerza <strong>de</strong> empuje se propone implementar las catarinas <strong>de</strong>tracción con <strong>una</strong> diferencia <strong>de</strong> v<strong>el</strong>ocida<strong>de</strong>s <strong>de</strong> tal forma que conduzcan <strong>el</strong> producto <strong>de</strong> un extremo hacia<strong>el</strong> otro pero generando un efecto <strong>de</strong> volcado a lo largo <strong>de</strong>l recorrido, y puesto que <strong>el</strong> sistema estacompuesto por rodillos <strong>de</strong> ajuste que aplican fuerza hacia la parte fija inferior se esperaría que <strong>el</strong> p<strong>el</strong>adose efectúa <strong>de</strong> forma correcta al <strong>de</strong>spren<strong>de</strong>r la cáscara durante <strong>el</strong> recorrido ya que las fuerzas resultantesgeneradas <strong>de</strong>berán ser mayores a la resistencia a la fractura <strong>de</strong> la cáscara pero menores a la resistencia ala fractura <strong>de</strong>l fruto, con lo cual al <strong>de</strong>finir dichos límites <strong>de</strong> fuerza aplicada y teniendo en cuenta que <strong>el</strong>producto es conducido y evacuado <strong>de</strong> forma inducida por <strong>el</strong> mismo sistema adicionado con <strong>el</strong> efecto <strong>de</strong>volcado contrarrestado por los rodillos <strong>de</strong> ajuste la expectativa <strong>de</strong> tener un efectivo proceso <strong>de</strong> p<strong>el</strong>ado esmuy prometedora.La disposición <strong>de</strong> las tablillas abrasivas trabaja mediante un sistema <strong>de</strong> bisagra ver figura AB21acopladas <strong>para</strong> generar <strong>una</strong> banda continua flexible pero muy resistente al <strong>de</strong>sgaste ya que estácompuesta por <strong>el</strong>ementos metálicos, lo cual tiene ventaja sobre <strong>el</strong> sistema <strong>de</strong> la propuesta No. 7 sinembargo agrega un costo <strong>de</strong> fabricación mayor, lo cual podría ser com<strong>para</strong>do con <strong>el</strong> costo <strong>de</strong>mantenimientos al realizar un análisis económico <strong>de</strong>l sistema final.Figura AB21 Arreglo <strong>de</strong> tablillas rígidas con acabado Figura AB22 Acoplamiento <strong>de</strong> tablillas mediantesuperficial abrasivobisagrasDado que <strong>el</strong> acoplamiento es mediante bisagras y existen unos rodillos <strong>de</strong> ajuste en la partemedia <strong>de</strong>l sistema, entonces se tiene la siguiente disposición geométrica <strong>para</strong> permitir <strong>el</strong> paso <strong>de</strong> lasbisagras y cumplir la función <strong>de</strong> ajuste <strong>de</strong> los rodillos véase figura AB23
Figura AB23 Disposición geométrica <strong>de</strong>l rodillo <strong>de</strong> ajusteLuego entonces se tiene la siguiente disposición <strong>para</strong> <strong>el</strong> sistema propuesto:Figura AB24 Sistema <strong>de</strong> rodillos <strong>de</strong> ajuste y <strong>una</strong> banda rígida con acabado abrasivoCon la finalidad <strong>de</strong> realizar un sistema lo más sencillo posible es necesario <strong>de</strong>finir <strong>el</strong> sistema <strong>de</strong>tracción dadas las limitantes <strong>de</strong> los componentes antes expuestos, por <strong>el</strong>lo se propone que las catarinas<strong>de</strong> tracción tengan <strong>una</strong> geometría <strong>de</strong> alojamiento <strong>para</strong> la misma bisagra lo cual ahorra componentesmecánicos <strong>para</strong> la transmisión <strong>de</strong> potencia como ca<strong>de</strong>nas o correas externas que finalmente agreganpeso, costo y dimensionamiento al sistema figura AB25Figura AB25 Catarina <strong>de</strong> tracción propuesta <strong>para</strong> dar movimiento a la banda abrasivaUna vez que se han expuesto las diversas propuestas <strong>para</strong> solucionar <strong>el</strong> problema central esnecesario tomar en cuenta las ventajas y <strong>de</strong>sventajas que representa la <strong>el</strong>ección <strong>de</strong> cada <strong>una</strong> <strong>de</strong> <strong>el</strong>las, locual es <strong>de</strong>finido en la siguiente parte.
Análisis y S<strong>el</strong>ección <strong>de</strong>l Diseño ViableYa que han sido vistas las diferentes propuestas es necesario analizar lo que representa cada<strong>una</strong> <strong>de</strong> <strong>el</strong>las, lo cual <strong>de</strong> acuerdo a la metodología a utilizar (Diseño Total) es imprescindible hacer uso <strong>de</strong>la llamada matriz <strong>de</strong> convergencia controlada don<strong>de</strong> se confrontan las ventajas y <strong>de</strong>sventajas <strong>de</strong> cadasistema contra lo esperado en cuanto a <strong>de</strong>sempeño y funcionalidad por parte <strong>de</strong> las especificaciones ynecesida<strong>de</strong>s <strong>de</strong>l usuario.Tabla AB6 Matriz <strong>de</strong> convergencia controlada <strong>para</strong> <strong>el</strong> análisis <strong>de</strong> las propuestas.PARÁMETRO DE EVALUACIÓN P R 1 P R 2 P R 3 P R 4 P R 5 P R 6 P R 7 P R 8 P R 9Tipo <strong>de</strong> actuador + - - + - + + + +Fuerza <strong>de</strong> empuje - - - - + - + + +Sistema <strong>de</strong> ajuste + - - - - + + + +Componentes a <strong>manufactura</strong>r + + + - - + + - +Costo <strong>de</strong> operaciones + + + - - + - - -Mantenimiento + + + - - - - - +Daño esperado al producto - - - + - - + + +Complejidad <strong>de</strong>l sistema + + + + - + - - -Suma <strong>de</strong> (+) 6 4 4 3 1 5 5 4 6Suma <strong>de</strong> (-) 2 4 4 5 7 3 3 4 2Ahora partiendo <strong>de</strong>l hecho en que como se pue<strong>de</strong> observar en la matriz <strong>de</strong> convergencia existe<strong>una</strong> pon<strong>de</strong>ración <strong>de</strong> igual magnitud <strong>para</strong> la propuesta 1 y 9 (Sistema <strong>de</strong> discos abrasivos y Sistema <strong>de</strong>rodillos <strong>de</strong> ajuste y <strong>una</strong> banda rígida con acabado abrasivo respectivamente) es necesario discernir másespecíficamente cual es la opción más viable <strong>de</strong> acuerdo al <strong>de</strong>sempeño <strong>de</strong>seado y a los parámetrosrequeridos por <strong>el</strong> usuario. Cabe hacer mención <strong>de</strong> que dichas pon<strong>de</strong>raciones y análisis han sidocom<strong>para</strong>das con respecto al mecanismo actual, <strong>el</strong> cual aún se encuentra en fase <strong>de</strong> prototipo y muestraun <strong>de</strong>sempeño inferior a las expectativas por parte <strong>de</strong> los productores.Es necesario <strong>de</strong>terminar cuáles son los factores <strong>de</strong>terminantes <strong>para</strong> <strong>el</strong> uso e implementación <strong>de</strong>cada propuesta, por <strong>el</strong>lo se ha <strong>de</strong> <strong>de</strong>sarrollar la siguiente matriz <strong>de</strong> com<strong>para</strong>ción:Tabla AB7 com<strong>para</strong>tiva <strong>de</strong> factores <strong>de</strong> r<strong>el</strong>evancia en las propuestasPROPUESTA ESQUEMA FACTORPR1Implementación <strong>de</strong> un sistema <strong>de</strong> ajustemediante polímeros y un sistema rígidomediante componentes abrasivos metálicos,cerámicos o plásticos o alg<strong>una</strong> combinación<strong>de</strong> <strong>el</strong>los.
PR2Maquinado <strong>de</strong> a superficie interna <strong>de</strong> la tinacontenedora con la finalidad <strong>de</strong> generar <strong>una</strong>superficie abrasiva <strong>para</strong> que al momento <strong>de</strong>alcanzar las condiciones <strong>de</strong> masa yv<strong>el</strong>ocidad se efectúe un daño masivo a lacáscara <strong>de</strong>l haba.PR3Adición <strong>de</strong> un material abrasivo en formagranular que efectúe <strong>una</strong> acción abrasivadurante <strong>el</strong> paso <strong>de</strong>l producto a través <strong>de</strong>lsistema abrasivoPR4Adición <strong>de</strong> aire a alta presión,implementando la instalación necesaria <strong>para</strong>su uso, por lo que la <strong>manufactura</strong> <strong>de</strong> estesistema incrementa <strong>el</strong> costosignificativamentePR5Sistema que combina aire y su instalaciónque conlleva así como <strong>una</strong> sección dividida<strong>de</strong> <strong>de</strong>scargas <strong>de</strong> aire en conjunto con <strong>el</strong>transporte <strong>de</strong>l producto.PR6Sistema <strong>de</strong> vaivén que finalmentedificultaría la alimentación y <strong>de</strong>scarga <strong>de</strong>lproducto.PR7Banda flexible, que generaría por efecto <strong>de</strong>l<strong>de</strong>sgaste cambios en la banda flexible congran frecuencia. A<strong>de</strong>más <strong>de</strong> incluir un<strong>el</strong>emento conductor <strong>de</strong> empuje <strong>de</strong>l productoen sentido inverso al <strong>de</strong>l giro <strong>de</strong> las bandas
PR8Sistema que implica la fabricación <strong>de</strong> dados<strong>de</strong> ajuste estadístico a la forma <strong>de</strong>l haba, locual incrementa <strong>el</strong> costo así como también<strong>de</strong>be actuar mediante un sistema <strong>de</strong>alimentación <strong>de</strong> haba en haba.PR8.1Sistema variante <strong>de</strong>l PR8 en don<strong>de</strong> existenlos dados <strong>de</strong> alojamiento <strong>de</strong>l producto asícomo implicar un gran costo <strong>de</strong> fabricacióne implementación.PR9Sistema que excluye un <strong>el</strong>emento conductory genera un efecto <strong>de</strong> volcado en <strong>el</strong>producto obligándolo a tener <strong>una</strong> fuerza <strong>de</strong>contacto entre <strong>el</strong> actuador rígido y <strong>el</strong>producto.Dada la matriz anterior y con <strong>el</strong> sistema <strong>de</strong> s<strong>el</strong>ección mediante la matriz <strong>de</strong> convergenciacontrolada es se tiene a los dos exponentes más fuertes que es la propuesta 1 y la 9, por consiguiente seha <strong>de</strong> <strong>de</strong>sarrollar <strong>el</strong> sistema <strong>de</strong> la propuesta 9.Diseño <strong>de</strong> mecanismos funcionalesDada la i<strong>de</strong>a <strong>de</strong>l esquema <strong>de</strong> p<strong>el</strong>ado y aunque se ha mencionado que este proyecto solo <strong>de</strong>fine<strong>el</strong> sistema <strong>de</strong> p<strong>el</strong>ado, es necesario sugerir un sistema <strong>de</strong> mecanismos funcionales <strong>para</strong> los otros dossistemas <strong>de</strong> la máquina <strong>de</strong> p<strong>el</strong>ado <strong>de</strong> habas secas, partiendo <strong>de</strong> sistema actual en <strong>el</strong> prototipo <strong>de</strong>l sistema<strong>de</strong> p<strong>el</strong>ado en Oyam<strong>el</strong>es Puebla, <strong>el</strong> cual tiene <strong>el</strong> siguiente esquema:Figura AB25 Esquema actual <strong>de</strong>l sistema <strong>de</strong> p<strong>el</strong>adoEs importante señalar que este sistema cuenta con unos actuadores <strong>de</strong> p<strong>el</strong>ado con <strong>una</strong> superfici<strong>el</strong>isa, los cuales son accionados mediante un par <strong>de</strong> resortes que generan <strong>una</strong> fuerza <strong>de</strong> palanca <strong>para</strong> losactuadores, por lo que dichos actuadores no se encuentran calibrados a la fuerza necesaria que se
equiere <strong>para</strong> que <strong>el</strong> haba sea p<strong>el</strong>ada, entonces como primer punto <strong>de</strong> diseño se tiene <strong>el</strong> sistema <strong>de</strong> ajustey <strong>de</strong>l sistema a la forma irregular <strong>de</strong>l haba, posteriormente otro punto <strong>de</strong> vital importancia es <strong>el</strong> acabadosuperficial <strong>de</strong>l actuador, por lo que estos dos puntos a<strong>una</strong>dos a la s<strong>el</strong>ección <strong>de</strong> la propuesta en don<strong>de</strong> setiene <strong>el</strong> siguiente esquema (ver figura AB26). Se proce<strong>de</strong> a generar <strong>el</strong> proceso conceptual y <strong>de</strong>especificación técnica <strong>para</strong> <strong>el</strong> <strong>de</strong>sarrollo <strong>de</strong>l prototipo.Figura AB26 Esquema s<strong>el</strong>eccionado <strong>para</strong> su <strong>de</strong>sarrolloEn dicho esquema es <strong>de</strong> vital importancia hacer referencia a que ambas bandas se mueven en lamisma dirección pero con diferentes v<strong>el</strong>ocida<strong>de</strong>s, esto con la finalidad <strong>de</strong> crear un efecto <strong>de</strong> volcado <strong>de</strong>lproducto durante su <strong>de</strong>splazamiento entre las bandas abrasivas (véase figura AB27)Figura AB27 Esquema <strong>de</strong>l efecto producido por la diferencia <strong>de</strong> v<strong>el</strong>ocida<strong>de</strong>sUna vez que se ha <strong>de</strong>finido <strong>el</strong> movimiento necesario <strong>de</strong> los actuadores <strong>de</strong> p<strong>el</strong>ado, se proce<strong>de</strong> a<strong>de</strong>limitar la i<strong>de</strong>a mediante la ayuda <strong>de</strong> un sistema CAD, puesto que es hora <strong>de</strong> <strong>de</strong>finir los componentes<strong>de</strong>l sistema. Por consecuencia, dado que se trata <strong>de</strong> un sistema <strong>de</strong> tablillas abrasivas in<strong>de</strong>pendientes,montadas en un sistema cíclico, es necesario diseñar <strong>una</strong> pista cerrada <strong>para</strong> <strong>el</strong> movimiento <strong>de</strong> loscomponentes.En primera instancia se diseña <strong>el</strong> actuador in<strong>de</strong>pendiente ajustado al taamaño estadistico <strong>de</strong>lhaba, este consta <strong>de</strong> uns sistema <strong>de</strong> ajuste a la geometria <strong>de</strong>l haba mediante la accion <strong>de</strong> un par <strong>de</strong>resortes <strong>de</strong> compresión, tambien esta dotado <strong>de</strong> un perno <strong>de</strong> tracción ya que se prevee que se someterá alfuncionamiento en un circuito cerrado <strong>de</strong> movimiento, por <strong>el</strong>lo exhibe la geomatria propuesta, a<strong>de</strong>mas
<strong>de</strong> ser fabricado a base <strong>de</strong> partes <strong>de</strong> perfiles estructurales comerciales con la finalidad <strong>de</strong> contar con ladisposicion <strong>de</strong> los materiales.Figura AB28 Diseño <strong>de</strong>l actuador <strong>de</strong> p<strong>el</strong>adoLas medidas propuestas serán en base al tamaño <strong>de</strong>finido <strong>de</strong>l haba, a<strong>de</strong>más <strong>de</strong> tomar en cuentalas especificaciones primarias <strong>de</strong> los usuarios, así como también cuidar <strong>el</strong> costo y <strong>el</strong> peso <strong>de</strong>l prototipo,con esto, es necesario aclarar que si existiera algún cambio en <strong>el</strong> sistema <strong>de</strong> acuerdo a como seanecesario se <strong>de</strong>berá hacer en cuanto a geometría dimensión o material.Por otra parte se planea que <strong>el</strong> sistema <strong>de</strong> p<strong>el</strong>ado viaje a través <strong>de</strong> <strong>una</strong> pista cerrada formandoun ciclo <strong>de</strong>l proceso <strong>de</strong> p<strong>el</strong>ado (véase figura AB29)Figura AB29 Diseño <strong>de</strong> la pista <strong>de</strong> movimiento cíclico <strong>de</strong>l sistemaPuesto que se está proponiendo un sistema <strong>de</strong> movimiento continuo en un circuito cerrado, esnecesario <strong>de</strong>terminar que se preten<strong>de</strong> fabricar 2 bandas abrasivas como las <strong>de</strong> la figura AB29 Conlongitu<strong>de</strong>s entre ejes diferentes <strong>de</strong> tal manera que sobre la más larga sean <strong>de</strong>positadas las habas <strong>para</strong> quesean transportadas automáticamente alimentando al sistema y conduciéndolas al proceso <strong>de</strong> p<strong>el</strong>adomediante <strong>el</strong> volcado <strong>de</strong>l haba (véase figura AB30)
Figura AB30 Diseño <strong>de</strong> la pista <strong>de</strong> p<strong>el</strong>ado con alimentador <strong>de</strong> productoHabrá que <strong>de</strong>finir su diseño geométrico y dimensional, <strong>el</strong> software a utilizar será SolidWorks®<strong>el</strong> cual permite <strong>el</strong> diseño <strong>de</strong> componentes mecánicos, así como su ensamblaje, simulación FEM y<strong>de</strong>spliegue <strong>de</strong> dibujos técnicos.