
Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Norme <strong>ISO</strong> 16360<br />
<strong>LA</strong> <strong>NORME</strong> <strong>ISO</strong> <strong>10360</strong><br />
<strong>ISO</strong> <strong>10360</strong>-1 : Définition des termes normalisés<br />
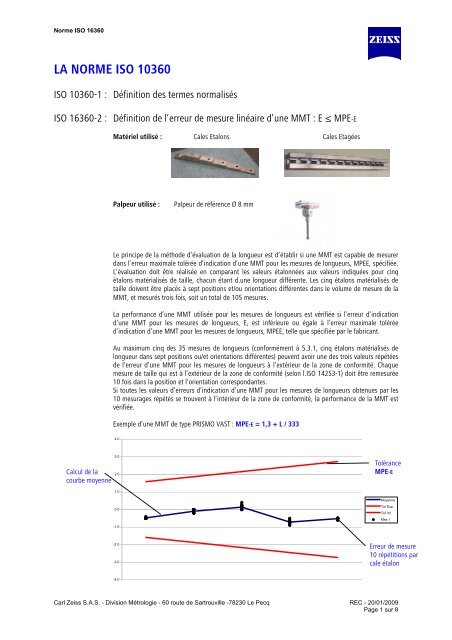
<strong>ISO</strong> 16360-2 : Définition de l’erreur de mesure linéaire d’une MMT : E ≤ MPE-E<br />
Calcul de la<br />
courbe moyenne<br />
Matériel utilisé : Cales Etalons Cales Etagées<br />
Palpeur utilisé : Palpeur de référence Ø 8 mm<br />
Le principe de la méthode d’évaluation de la longueur est d’établir si une MMT est capable de mesurer<br />
dans l’erreur maximale tolérée d’indication d’une MMT pour les mesures de longueurs, MPEE, spécifiée.<br />
L’évaluation doit être réalisée en comparant les valeurs étalonnées aux valeurs indiquées pour cinq<br />
étalons matérialisés de taille, chacun étant d.une longueur différente. Les cinq étalons matérialisés de<br />
taille doivent être placés à sept positions et/ou orientations différentes dans le volume de mesure de la<br />
MMT, et mesurés trois fois, soit un total de 105 mesures.<br />
La performance d’une MMT utilisée pour les mesures de longueurs est vérifiée si l’erreur d’indication<br />
d’une MMT pour les mesures de longueurs, E, est inférieure ou égale à l’erreur maximale tolérée<br />
d’indication d’une MMT pour les mesures de longueurs, MPEE, telle que spécifiée par le fabricant.<br />
Au maximum cinq des 35 mesures de longueurs (conformément à 5.3.1, cinq étalons matérialisés de<br />
longueur dans sept positions ou/et orientations différentes) peuvent avoir une des trois valeurs répétées<br />
de l’erreur d’une MMT pour les mesures de longueurs à l’extérieur de la zone de conformité. Chaque<br />
mesure de taille qui est à l’extérieur de la zone de conformité (selon l.<strong>ISO</strong> 14253-1) doit être remesurée<br />
10 fois dans la position et l’orientation correspondantes.<br />
Si toutes les valeurs d’erreurs d’indication d’une MMT pour les mesures de longueurs obtenues par les<br />
10 mesurages répétés se trouvent à l’intérieur de la zone de conformité, la performance de la MMT est<br />
vérifiée.<br />
Exemple d’une MMT de type PRISMO VAST : MPE-E = 1,3 + L / 333<br />
4.0<br />
3.0<br />
2.0<br />
1.0<br />
0.0<br />
-1.0<br />
-2.0<br />
-3.0<br />
-4.0<br />
Tolérance<br />
MPE-E<br />
<strong>Carl</strong> <strong>Zeiss</strong> S.A.S. - Division Métrologie - 60 route de Sartrouville -78230 Le Pecq REC - 20/01/2009<br />
Page 1 sur 8<br />
Moyenne<br />
Tol Sup<br />
Tol Inf<br />
Mes 1<br />
Erreur de mesure<br />
10 répétitions par<br />
cale étalon
Norme <strong>ISO</strong> 16360<br />
<strong>ISO</strong> 16360-2 : Définition de l’incertitude de palpage 3D : P ≤ MPE-P<br />
Matériel utilisé : Sphère Etalon 10 mm < Ø < 50 mm<br />
Palpeur utilisé : Palpeur de référence Ø 8 mm, incliné à 45 °<br />
Sphère d’essai, de diamètre nominal compris entre 10 mm et 50 mm.<br />
La sphère de référence fournie avec la MMT pour la qualification du<br />
système de palpage ne doit pas être utilisée pour cet essai. La forme de<br />
la sphère d’essai doit être étalonnée car les écarts de forme influencent<br />
le résultat et ils doivent être pris en compte lors de la preuve de<br />
conformité ou non-conformité aux spécifications.<br />
La sphère d’essai doit être placée à un emplacement autre que celui de<br />
la sphère de référence utilisée pour la qualification du système de<br />
palpage.<br />
L’utilisateur est libre de choisir l’orientation du stylet et la position de montage de la sphère d’essai dans<br />
les limites spécifiées. Il est recommandé que l’orientation du stylet ne soit parallèle à aucun des axes de<br />
la MMT.<br />
Régler et qualifier le système de palpage selon les procédures normales<br />
du fabricant.<br />
Mesurer et enregistrer 25 points. Les points doivent être répartis le plus<br />
régulièrement possible sur au moins un hémisphère de la sphère d’essai.<br />
Leur position doit être au choix de l’utilisateur et, si celle-ci n.est pas<br />
spécifiée, le maillage de palpage suivant est recommandé (voir Figure 1):<br />
Obtention des résultats d’essai<br />
En utilisant les 25 mesurages, calculer la sphère associée gaussienne.<br />
Pour chacun des 25 mesurages, calculer la distance radiale gaussienne,<br />
R.<br />
Calculer l’erreur de palpage, P, comme l’étendue des 25 distances<br />
radiales gaussiennes, Rmax - Rmin.<br />
La performance d’une MMT est vérifiée l’erreur de palpage, P, est<br />
inférieure ou égale à l’erreur de palpage maximale tolérée, MPEP, telle<br />
que spécifiée par le fabricant.<br />
<strong>ISO</strong> 16360-3 : MMT ayant l'axe de rotation d'un plateau tournant comme quatrième axe<br />
Définition de l’incertitude mesure : FR, FA, FT ≤ MPE-FR, MPE-Fa, MPE-FT<br />
Matériel utilisé : CMM Check composé de 2 sphères étalons<br />
Ø 20 mm ou Ø 30 mm<br />
Palpeur utilisé : Palpeur de référence Ø 8 mm<br />
Le principe de la méthode d'évaluation est de montrer que la MMT<br />
est capable d'effectuer la mesure à l'intérieur des erreurs maximales<br />
tolérées spécifiées (MPEFR, MPEFT et MPEFA) en déterminant la<br />
variation des coordonnées mesurées des centres des deux sphères montées sur le plateau tournant.<br />
Il faut noter que sur une MMT à quatre axes parfaits, la position des centres des sphères d'essai mesurés<br />
resterait fixe dans le système de coordonnées de la pièce alors que le plateau tourne.<br />
<strong>Carl</strong> <strong>Zeiss</strong> S.A.S. - Division Métrologie - 60 route de Sartrouville -78230 Le Pecq REC - 20/01/2009<br />
Page 2 sur 8
Norme <strong>ISO</strong> 16360<br />
Chaque centre de sphère d'essai est déterminé dans les trois directions: radiale, tangentielle et axiale. La<br />
localisation de chaque centre de sphère d'essai est représentée dans le système de coordonnées de la<br />
pièce sur le plateau tournant.<br />
Le centre de chaque sphère d'essai, montée sur un plateau tournant, est déterminé par une série de<br />
mesures suivant différentes positions angulaires du plateau tournant.<br />
Les erreurs d'indication FR, FA et FT sont calculées séparément pour chaque sphère d’essai comme étant<br />
l'étendue entre les résultats de mesure maximal et minimal dans chacune des trois directions.<br />
FRA = XAmax – XAmin FRB = XBmax – XBmin<br />
FTA = YAmax – YAmin FTB = YBmax – YBmin<br />
FAA = ZAmax – Zamin FAB = ZBmax – ZBmin<br />
En utilisant les mesures effectuées aux positions 0 à 28 (désignées par les coordonnées XA, YA, ZA pour<br />
la sphère d'essai A et XB, YB et ZB pour la sphère d'essai B), calculer les trois erreurs du quatrième axe<br />
(FR, FT et FA) comme étant la variation crête à crête de chaque coordonnée radiale, tangentielle et<br />
axiale des deux centres de sphères d'essai (voir Tableau 2 et Figure 2).<br />
NOTE 1 XA et XB sont les composantes radiales des centres des sphères d'essai A et B à utiliser pour le<br />
calcul de l'erreur radiale du quatrième axe FRA et FRB.<br />
NOTE 2 YA et YB sont les composantes tangentielles des centres des sphères d'essai A et B à utiliser<br />
pour le calcul de l'erreur tangentielle du quatrième axe FTA et FTB.<br />
NOTE 3 ZA et ZB sont les composantes axiales des centres des sphères d'essai A et B à utiliser pour le<br />
calcul de l'erreur axiale du quatrième axe FAA et FAB<br />
La performance de la MMT ayant l'axe d'un plateau tournant comme quatrième axe est vérifiée si<br />
aucune des erreurs du quatrième axe (FRA, FTA, FAA, FRB, FTB et FAB) n'est supérieure aux trois erreurs<br />
maximales tolérées du quatrième axe (MPEFR, MPEFT et MPEFA) données par le fabricant.<br />
<strong>Carl</strong> <strong>Zeiss</strong> S.A.S. - Division Métrologie - 60 route de Sartrouville -78230 Le Pecq REC - 20/01/2009<br />
Page 3 sur 8
Norme <strong>ISO</strong> 16360<br />
<strong>ISO</strong> 16360-4 : MMT équipées d’une tête de mesure scanning<br />
Définition de l’incertitude de palpage en scanning : THP ≤ MPE-THP<br />
Matériel utilisé : Sphère Etalon Ø 25 mm<br />
Palpeur utilisé : Palpeur Ø 3 mm, incliné à 45 °<br />
Le principe de la méthode d'évaluation est de montrer que la MMT<br />
est capable d'effectuer la mesure à l'intérieur de l'erreur de palpage<br />
maximale tolérée en mode scanning, MPE-THP, en déterminant<br />
l’étendue des valeurs de la distance radiale R sur une sphère d'essai.<br />
Le centre et le rayon d'une sphère d'essai sont déterminés en<br />
effectuant un scanning de la sphère d'essai dans quatre plans de<br />
scanning cibles.<br />
Prendre et enregistrer les mesures de points issus du scanning sur la<br />
sphère d'essai pour les lignes de scanning corrigées sur la surface de la sphère d'essai dans les quatre<br />
plans de scanning cibles définis (voir Figure 1).<br />
Le plan de scanning cible 1 est sur l'équateur.<br />
Le plan de scanning cible 1 et le plan de scanning cible 2 sont<br />
parallèles distants de 8mm.<br />
Les plans de scanning cibles 2, 3 et 4 sont perpendiculaires deux à<br />
deux.<br />
Le plan de scanning cible 3 passe par le pôle.<br />
Le plan de scanning cible 4 est un plan à 8mmdu pôle.<br />
α est l'angle entre le stylet et l'axe du support du système de palpage.<br />
Le pôle et l'équateur de la sphère d'essai sont définis par l'axe du<br />
stylet. Il est recommandé de choisir la valeur de α approximativement<br />
à 45°.<br />
Calculer le centre de la sphère (élément associé) gaussienne (moindres carrés) en utilisant tous les points<br />
de mesure issus du scanning pour les quatre lignes de scanning corrigées.<br />
Pour chaque point de mesure issu du scanning, calculer la distance radiale, R.<br />
Calculer l'erreur de palpage en mode scanning, THP, comme l'étendue des distances radiales calculées,<br />
R.<br />
Calculer la différence maximale absolue entre toutes les distances radiales calculées individuelles, R, et<br />
la moitié de la valeur certifiée du diamètre de la sphère d'essai.<br />
Points de Scanning<br />
(R points)<br />
R nominal<br />
Sphère Gaussienne<br />
(Moindres carrés)<br />
TPH (1) = R max - R min<br />
(Étendue de toutes les distances<br />
radiales)<br />
Points de Scanning<br />
(R points)<br />
R nominal<br />
La performance de la MMT utilisée en mode scanning est vérifiée si :<br />
Sphère Gaussienne<br />
(Moindres carrés)<br />
TPH (2) = Maximum |R nominal - R point|<br />
(Écart maximum entre le rayon nominal de<br />
la sphère et le rayon des points mesurés)<br />
a) les erreurs de palpage en mode scanning, THP, ne sont pas supérieures à aux erreurs de palpage<br />
maximales tolérées en mode scanning, MPE-THP, données par le fabricant<br />
b) la différence maximale absolue entre tous les rayons calculés individuels et la moitié de la valeur<br />
certifiée du diamètre de la sphère d'essai n'est pas supérieure à MPE-THP donnée par le fabricant<br />
<strong>Carl</strong> <strong>Zeiss</strong> S.A.S. - Division Métrologie - 60 route de Sartrouville -78230 Le Pecq REC - 20/01/2009<br />
Page 4 sur 8
Norme <strong>ISO</strong> 16360<br />
<strong>ISO</strong> 16360-4 : MMT équipées d’une tête de mesure scanning<br />
Définition du temps de mesure en scanning : τ ≤ MPT-τ<br />
Le principe de la méthode d'évaluation est de montrer que la MMT est capable d'effectuer la mesure à<br />
l'intérieur du temps maximal toléré d’acquisition de l’essai de scanning, MPT-τ, en contrôlant le temps<br />
écoulé durant l'essai.<br />
Points de Scanning<br />
(R points)<br />
R nominal<br />
TPH (1)<br />
Sphère Gaussienne<br />
(Moindres carrés)<br />
τ = temps écoulé depuis le point intermédiaire qui précède le 1 er segment palpé et le<br />
point intermédiaire qui suit le 4 ème segment palpé)<br />
La performance de la MMT utilisée en mode scanning est vérifiée si le temps d’acquisition de l'essai de<br />
scanning, τ, n'est pas supérieur au temps maximal toléré d’acquisition de l'essai de scanning, MPT-τ,<br />
donné par le fabricant.<br />
<strong>ISO</strong> 16360-5 : MMT équipées d’une tête fixe avec systèmes de stylets multiples<br />
Erreur de mesure multi-stylets : MF, MS, ML ≤ MPE-MF, MPE-MS, MPE-ML<br />
Matériel utilisé : Sphère Etalon 10 mm < Ø < 50 mm<br />
Palpeur utilisé : 5 systèmes de stylets en étoile Ø 5 mm<br />
Points de Scanning<br />
(R points)<br />
R nominal<br />
Sphère Gaussienne<br />
(Moindres carrés)<br />
Mesurer la forme, la dimension et la position d’une sphère d’essai en utilisant cinq stylets fixes<br />
différents. Chaque stylet palpe 25 points sur la sphère d’essai, soit un total de 125 points en utilisant les<br />
cinq stylets.<br />
Si un stylet ou un système de changement de palpeur est fourni avec la MMT, cinq changements doivent<br />
être réalisés, un avant que chacun des stylets soit utilisé. Pour chaque groupe de 25 points réalisés avec<br />
un seul stylet, associer une sphère des moindres carrés, soit un total de cinq<br />
sphères.<br />
L’étendue des coordonnées des centres des cinq sphères (X, Y et Z) est calculée.<br />
La plus grande de ces trois étendues donne l’erreur de position du système de<br />
palpage à stylets multiples fixes, ML. En complément, une sphère des moindres<br />
carrés sur la base des 125 points est réalisée pour les erreurs d’indication de<br />
forme et de dimension. Cette analyse donne l’erreur de dimension du système<br />
de palpage à stylets multiples fixes, MS, et l’erreur de forme du système de<br />
palpage à stylets multiples fixes, MF.<br />
Construire un système de stylet «étoile» constitué d’un stylet parallèle à l’axe du<br />
palpeur et de quatre stylets dans un plan perpendiculaire à cet axe, chacun des<br />
stylets formant un angle de 90° avec le suivant. La distance entre le palpeur et<br />
le point de connexion des stylets doit être la distance la plus petite en utilisant<br />
les composants du stylet fournis normalement avec la MMT (voir Figure 1).<br />
<strong>Carl</strong> <strong>Zeiss</strong> S.A.S. - Division Métrologie - 60 route de Sartrouville -78230 Le Pecq REC - 20/01/2009<br />
Page 5 sur 8<br />
TPH (2)
Norme <strong>ISO</strong> 16360<br />
Les valeurs applicables des longueurs de stylet, l, doivent être égales et spécifiées par le fabricant de<br />
MMT, et doivent être choisies parmi les valeurs suivantes: 10 mm, 20 mm, 30 mm, 50 mm, 100 mm,<br />
200 mm et 400 mm (voir Figure 2). Seules doivent être essayées les longueurs que le fabricant de MMT<br />
spécifie comme applicables au système de stylet. Sauf spécification contraire, les composants du stylet<br />
doivent être ceux approuvés pour être utilisés avec le système de palpage de la MMT.<br />
Qualifier chacun des cinq stylets selon les procédures de fonctionnement normal du fabricant de MMT.<br />
Il convient de déplacer la sphère d’essai depuis la position de la sphère de référence utilisée pour la<br />
qualification du système de palpage dans les directions X et Y jusqu’à une distance au moins égale à la<br />
plus grande longueur de stylet utilisée pour les essais. Mesurer la sphère d’essai en utilisant 25 points<br />
pour chaque stylet, soit un total de 125 points.<br />
Il convient que les points soient répartis correctement sur la sphère d’essai et couvrent au moins un<br />
hémisphère.<br />
La stratégie d’échantillonnage de points recommandée pour un stylet vertical est la suivante: un point<br />
au «pôle» de la sphère d’essai; quatre points également répartis et se trouvant à 22,5° du pôle; huit<br />
points également répartis, orientés à 22,5° du groupe précédent et se trouvant à 45° du pôle; quatre<br />
points également répartis, orientés à 22,5° du groupe précédent et se trouvant à 67,5° du pôle; huit<br />
points également répartis, orientés à 22,5° du groupe précédent et se trouvant à 90° du pôle.<br />
Pour les stylets horizontaux, il convient d’utiliser une stratégie d’échantillonnage similaire, le «pôle»<br />
étant défini par la direction du stylet.<br />
Si un système de stylet ou un système de changement de palpeur est fourni avec la MMT, cinq<br />
changements doivent être réalisés, chacun des cinq stylets étant changé une fois. Toutefois, si moins de<br />
cinq positions palpeur/stylet sont disponibles dans le système de changement, le nombre maximal doit<br />
être utilisé, en ayant quelques stylets ou palpeurs changés plusieurs fois pour atteindre un total de cinq<br />
changements.<br />
Associer une sphère des moindres carrés pour chaque groupe de 25 points réalisés avec un seul stylet,<br />
soit un total de cinq sphères. Calculer l’étendue des coordonnées des centres des cinq sphères (X, Y et<br />
Z). La plus grande de ces trois étendues donne l’erreur de position du système de palpage à stylets<br />
multiples fixes, ML.<br />
Associer une sphère des moindres carrés aux 125 points réalisés avec les cinq stylets. Enregistrer les<br />
écarts entre le diamètre de cette sphère et la valeur étalonnée de l’étalon matérialisé de taille pour<br />
obtenir l’erreur de dimension du système de palpage à stylets multiples fixes, MS. De façon analogue,<br />
enregistrer l’étendue des rayons entre les 125 points et le centre de la sphère des moindres carrés, c’està-dire<br />
la forme de la sphère, pour obtenir l’erreur de forme du système de palpage à stylets multiples<br />
fixes, MF.<br />
MF<br />
Sphère nominale Sphère gaussienne calculée en rappelant<br />
tous les points mesurés (125 points)<br />
La performance d’une MMT à système de palpage à stylets multiples fixes est vérifiée conformément à la<br />
présente partie de l’<strong>ISO</strong> <strong>10360</strong> si, pour chaque valeur autorisée de longueur de stylet, l, MF ≤ MPE-MF,<br />
MS ≤ MPE-MS et ML ≤ MPE-ML, comme spécifié par le fabricant.<br />
<strong>Carl</strong> <strong>Zeiss</strong> S.A.S. - Division Métrologie - 60 route de Sartrouville -78230 Le Pecq REC - 20/01/2009<br />
Page 6 sur 8<br />
ML<br />
MS<br />
1-5 : Sphère gaussienne calculée en rappelant les points<br />
mesurés avec chaque système de stylets (25 points)
Norme <strong>ISO</strong> 16360<br />
<strong>ISO</strong> 16360-5 : MMT équipées d’une tête articulée<br />
Erreur de mesure systèmes articulés : AF, AS, AL ≤ MPE-AF, MPE-AS, MPE-AL<br />
Matériel utilisé : Sphère Etalon 10 mm < Ø < 50 mm<br />
Palpeur utilisé : Tête orientable + stylet Ø 5 mm<br />
Mesurer la forme, la taille et la position d’une sphère d’essai en utilisant cinq positions angulaires<br />
différentes d’un système de palpage articulé (voir Figure 3). À chaque position angulaire, 25 points sont<br />
mesurés sur la sphère d’essai, soit un total de 125 points en utilisant les cinq positions.<br />
Si un stylet ou un système de changement de palpeur est fourni avec la MMT, cinq changements doivent<br />
être réalisés, un avant que chacune des positions angulaires soit utilisée. Pour chaque groupe de 25<br />
points réalisés avec une position angulaire, associer une sphère des moindres carrés, soit un total de<br />
cinq sphères.<br />
L’étendue des coordonnées des centres des cinq sphères (X, Y et Z) est calculée. La plus grande de ces<br />
trois étendues donne l’erreur de position du système de palpage articulé, AL. En complément, une<br />
sphère des moindres carrés sur la base des 125 points est réalisée pour les erreurs d’indication de forme<br />
et de taille. Cette analyse donne l’erreur de taille du système de palpage articulé, AS, et l’erreur de<br />
forme du système de palpage articulé, AF.<br />
Comme les résultats de ces essais dépendent fortement de la longueur de la rallonge de palpeur, une<br />
série de longueurs de rallonge différentes est prise en considération; seules les longueurs spécifiées par<br />
le fabricant de MMT comme étant applicables au système de palpage articulé doivent être essayées.<br />
Fixer un stylet droit court (sauf spécification contraire, longueur de 20<br />
mm) et un composant de rallonge de palpeur au système de palpage<br />
articulé. La longueur de la rallonge de palpeur, lPE, doit être choisie<br />
parmi les valeurs suivantes: 0 mm, 100 mm, 200 mm et 300 mm (voir<br />
Figure 4). Sauf spécification contraire, le stylet et les composants de<br />
rallonge de palpeur doivent être ceux approuvés pour être utilisés avec<br />
le système de palpage de la MMT.<br />
Qualifier chacune des cinq positions angulaires du système de palpage<br />
articulé selon les procédures de fonctionnement normal du fabricant<br />
de MMT. Les cinq positions angulaires comprennent une position<br />
verticale et quatre horizontales, chacune des positions formant un<br />
angle de 90° avec la suivante.<br />
Il convient de déplacer la sphère d’essai depuis la position de la sphère<br />
de référence utilisée pour la qualification du système de palpage dans les directions X et Y jusqu’à une<br />
distance au moins égale à la plus grande longueur de rallonge utilisée pour l’essai (voir Figure 4).<br />
Mesurer la sphère d’essai en utilisant 25 points pour chaque position angulaire, soit un total de 125<br />
points.<br />
Il convient que les points soient répartis correctement sur la sphère d’essai et couvrent au moins un<br />
hémisphère.<br />
La stratégie d’échantillonnage de points recommandée pour un stylet vertical est la suivante: un point<br />
au «pôle» de la sphère d’essai; quatre points également répartis et se trouvant à 22,5° du pôle; huit<br />
points également répartis, orientés à 22,5° du groupe précédent et se trouvant à 45° du pôle; quatre<br />
points également répartis, orientés à 22,5° du groupe précédent et se trouvant à 67,5 degrés du pôle;<br />
huit points également répartis, orientés à 22,5° du groupe précédent et se trouvant à 90° du pôle.<br />
Pour les stylets dont la position angulaire est horizontale, il convient d’utiliser une stratégie<br />
d’échantillonnage similaire, le «pôle» étant défini par la direction du stylet.<br />
Si un système de stylet ou un système de changement de palpeur est fourni avec la MMT, cinq<br />
changements doivent être réalisés avec les stylets par défaut. En conséquence, pour chaque position<br />
angulaire, le stylet/palpeur est placé et retiré du système de changement afin d’obtenir un total de cinq<br />
changements lors de l’essai.<br />
<strong>Carl</strong> <strong>Zeiss</strong> S.A.S. - Division Métrologie - 60 route de Sartrouville -78230 Le Pecq REC - 20/01/2009<br />
Page 7 sur 8
Norme <strong>ISO</strong> 16360<br />
AF<br />
Sphère nominale Sphère gaussienne calculée en rappelant<br />
tous les points mesurés (125 points)<br />
La performance d’une MMT à système de palpage articulé est vérifiée conformément à la présente partie<br />
de l’<strong>ISO</strong> <strong>10360</strong> si, pour chaque valeur autorisée de longueur de rallonge du palpeur, lPE, AF ≤ MPE-AF,<br />
AS ≤ MPE-AS et AL ≤ MPE-AL, comme spécifié par le fabricant.<br />
<strong>Carl</strong> <strong>Zeiss</strong> S.A.S. - Division Métrologie - 60 route de Sartrouville -78230 Le Pecq REC - 20/01/2009<br />
Page 8 sur 8<br />
AL<br />
1-5 : Sphère gaussienne calculée en rappelant les points<br />
mesurés avec chaque système de stylets (25 points)<br />
AS