

TORLON-A4-FR vs1.vp - Solvay Plastics
TORLON-A4-FR vs1.vp - Solvay Plastics
TORLON-A4-FR vs1.vp - Solvay Plastics

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Lignes directrices pour l’usinage des<br />
pièces en résine <strong>TORLON</strong><br />
On peut usiner les pièces moulées et extrudées en<br />
polyamide-imide <strong>TORLON</strong> selon les techniques d’usinage des<br />
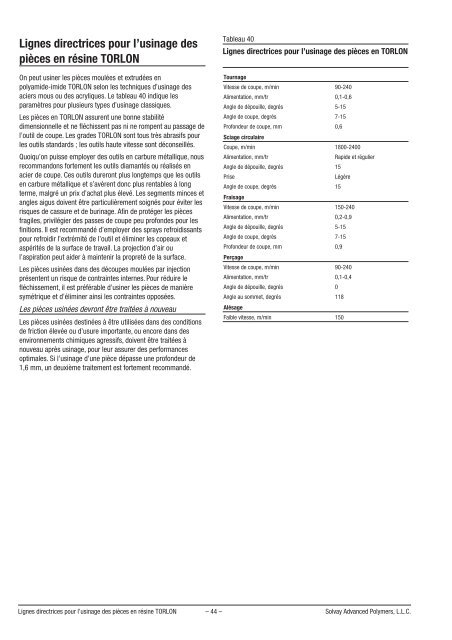
aciers mous ou des acryliques. Le tableau 40 indique les<br />
paramètres pour plusieurs types d’usinage classiques.<br />
Les pièces en <strong>TORLON</strong> assurent une bonne stabilité<br />
dimensionnelle et ne fléchissent pas ni ne rompent au passage de<br />
l’outil de coupe. Les grades <strong>TORLON</strong> sont tous très abrasifs pour<br />
les outils standards ; les outils haute vitesse sont déconseillés.<br />
Quoiqu’on puisse employer des outils en carbure métallique, nous<br />
recommandons fortement les outils diamantés ou réalisés en<br />
acier de coupe. Ces outils dureront plus longtemps que les outils<br />
en carbure métallique et s’avèrent donc plus rentables à long<br />
terme, malgré un prix d’achat plus élevé. Les segments minces et<br />
angles aigus doivent être particulièrement soignés pour éviter les<br />
risques de cassure et de burinage. Afin de protéger les pièces<br />
fragiles, privilégier des passes de coupe peu profondes pour les<br />
finitions. Il est recommandé d’employer des sprays refroidissants<br />
pour refroidir l’extrémité de l’outil et éliminer les copeaux et<br />
aspérités de la surface de travail. La projection d’air ou<br />
l’aspiration peut aider à maintenir la propreté de la surface.<br />
Les pièces usinées dans des découpes moulées par injection<br />
présentent un risque de contraintes internes. Pour réduire le<br />
fléchissement, il est préférable d’usiner les pièces de manière<br />
symétrique et d’éliminer ainsi les contraintes opposées.<br />
Les pièces usinées devront être traitées à nouveau<br />
Les pièces usinées destinées à être utilisées dans des conditions<br />
de friction élevée ou d’usure importante, ou encore dans des<br />
environnements chimiques agressifs, doivent être traitées à<br />
nouveau après usinage, pour leur assurer des performances<br />
optimales. Si l’usinage d’une pièce dépasse une profondeur de<br />
1,6 mm, un deuxième traitement est fortement recommandé.<br />
Tableau 40<br />
Lignes directrices pour l’usinage des pièces en <strong>TORLON</strong><br />
Tournage<br />
Vitesse de coupe, m/min 90-240<br />
Alimentation, mm/tr 0,1-0,6<br />
Angle de dépouille, degrés 5-15<br />
Angle de coupe, degrés 7-15<br />
Profondeur de coupe, mm 0,6<br />
Sciage circulaire<br />
Coupe, m/min 1800-2400<br />
Alimentation, mm/tr<br />
Rapide et régulier<br />
Angle de dépouille, degrés 15<br />
Prise<br />
Légère<br />
Angle de coupe, degrés 15<br />
Fraisage<br />
Vitesse de coupe, m/min 150-240<br />
Alimentation, mm/tr 0,2-0,9<br />
Angle de dépouille, degrés 5-15<br />
Angle de coupe, degrés 7-15<br />
Profondeur de coupe, mm 0,9<br />
Perçage<br />
Vitesse de coupe, m/min 90-240<br />
Alimentation, mm/tr 0,1-0,4<br />
Angle de dépouille, degrés 0<br />
Angle au sommet, degrés 118<br />
Alésage<br />
Faible vitesse, m/min 150<br />
Lignes directrices pour l’usinage des pièces en résine <strong>TORLON</strong> – 44 – <strong>Solvay</strong> Advanced Polymers, L.L.C.














