

M - SEF meccanotecnica
M - SEF meccanotecnica
M - SEF meccanotecnica

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Frese a filettare UNIVERSAL SINISTRE<br />
Per interpolazione forano, svasano e<br />
filettano una vasta gamma di materiali<br />
Filettature precise<br />
su alluminio e sue leghe<br />
• Il taglio sinistro e la rotazione sinistra<br />
permettono la lavorazione in concordanza<br />
per ottenere una filettatura destra su<br />
leghe leggere<br />
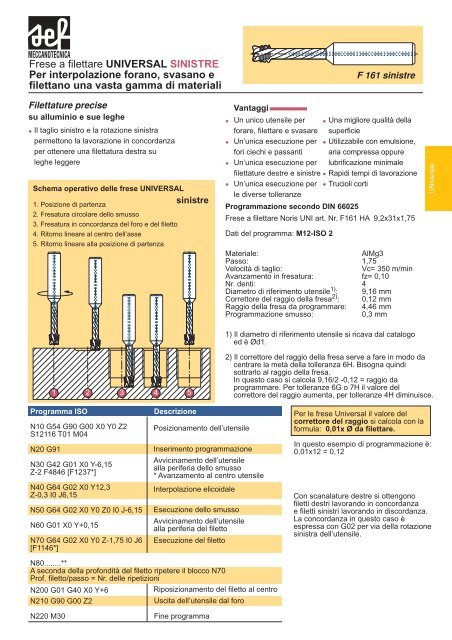
Schema operativo delle frese UNIVERSAL<br />
sinistre<br />
1. Posizione di partenza<br />
2. Fresatura circolare dello smusso<br />
3. Fresatura in concordanza del foro e del filetto<br />
4. Ritorno lineare al centro dell’asse<br />
5. Ritorno lineare alla posizione di partenza<br />
Vantaggi<br />
• Un unico utensile per •<br />
forare, filettare e svasare<br />
• Un’unica esecuzione per •<br />
fori ciechi e passanti<br />
• Un’unica esecuzione per<br />
filettature destre e sinistre •<br />
• Un’unica esecuzione per •<br />
le diverse tolleranze<br />
Programmazione secondo DIN 66025<br />
Frese a filettare Noris UNI art. Nr. F161 HA 9,2x31x1,75<br />
Dati del programma: M12-ISO 2<br />
F 161 sinistre<br />
Una migliore qualità della<br />
superficie<br />
Utilizzabile con emulsione,<br />
aria compressa oppure<br />
lubrificazione minimale<br />
Rapidi tempi di lavorazione<br />
Trucioli corti<br />
Materiale:<br />
AlMg3<br />
Passo: 1,75<br />
Velocità di taglio:<br />
Vc= 350 m/min<br />
Avanzamento in fresatura: fz= 0,10<br />
Nr. denti: 4<br />
Diametro di riferimento utensile 1) : 9,16 mm<br />
Correttore del raggio della fresa 2) : 0,12 mm<br />
Raggio della fresa da programmare: 4,46 mm<br />
Programmazione smusso:<br />
0,3 mm<br />
1) Il diametro di riferimento utensile si ricava dal catalogo<br />
ed è Ød1.<br />
UNIversal<br />
1 2 3 4 5<br />
2) Il correttore del raggio della fresa serve a fare in modo da<br />
centrare la metà della tolleranza 6H. Bisogna quindi<br />
sottrarlo al raggio della fresa.<br />
In questo caso si calcola 9,16/2 -0,12 = raggio da<br />
programmare. Per tolleranze 6G o 7H il valore del<br />
correttore del raggio aumenta, per tolleranze 4H diminuisce.<br />
Programma ISO<br />
N10 G54 G90 G00 X0 Y0 Z2<br />
S12116 T01 M04<br />
N20 G91<br />
N30 G42 G01 X0 Y-6,15<br />
Z-2 F4846 [F1237*]<br />
N40 G64 G02 X0 Y12,3<br />
Z-0,3 I0 J6,15<br />
N50 G64 G02 X0 Y0 Z0 I0 J-6,15<br />
N60 G01 X0 Y+0,15<br />
N70 G64 G02 X0 Y0 Z-1,75 I0 J6<br />
[F1146*]<br />
Descrizione<br />
Posizionamento dell’utensile<br />
Inserimento programmazione<br />
Avvicinamento dell’utensile<br />
alla periferia dello smusso<br />
* Avanzamento al centro utensile<br />
Interpolazione elicoidale<br />
Esecuzione dello smusso<br />
Avvicinamento dell’utensile<br />
alla periferia del filetto<br />
Esecuzione del filetto<br />
Per le frese Universal il valore del<br />
correttore del raggio si calcola con la<br />
formula: 0,01x Ø da filettare.<br />
In questo esempio di programmazione è:<br />
0,01x12 = 0,12<br />
Con scanalature destre si ottengono<br />
filetti destri lavorando in concordanza<br />
e filetti sinistri lavorando in discordanza.<br />
La concordanza in questo caso è<br />
espressa con G02 per via della rotazione<br />
sinistra dell’utensile.<br />
N80........**<br />
A seconda della profondità del filetto ripetere il blocco N70<br />
Prof. filetto/passo = Nr. delle ripetizioni<br />
N200 G01 G40 X0 Y+6<br />
Riposizionamento del filetto al centro<br />
N210 G90 G00 Z2<br />
Uscita dell’utensile dal foro<br />
N220 M30<br />
Fine programma













