

sfogliabile_NEWSMEC_n77_GEN_FEB_2017
- No tags were found...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
5<br />
ancora più rapida e ottimizzata. Adesso<br />
in tornitura le strategie vengono applicate<br />
automaticamente sia al mandrino<br />
principale che al mandrino secondario,<br />
non più solo al mandrino principale;<br />
questo significa che le strategie gestisconoilcomandoditrasferimentodal<br />
mandrino principale al mandrino di ripresa.<br />
L’introduzione dell’opzione “Metodo<br />
di finitura fori” consente di specificare<br />
la lavorazione di alesatura come<br />
metodo di finitura di feature foro, controllando<br />
gli attributi di finitura della<br />
feature. La nuova spunta Usa utensile<br />
corrente può forzare la logica della<br />
strategia all’utilizzo dell’ultimo utensile<br />
di fresatura o tornitura presente nella<br />
sequenza di lavoro.<br />
Per quanto riguarda le migliorie apportate<br />
all’innovativa interfaccia di lavoro<br />
Edgecam, si potrà notare che i dettagli<br />
della sequenza sono stati aggiunti<br />
Profilatura in fresatura ma anche<br />
pianificazione automatica del lavoro<br />
Tre sono invece le novità che interessano<br />
il ciclo di profilatura. La funzione<br />
Gestione della distanza di sicurezza<br />
tra incrementi, disponibile nella scheda<br />
Collegamenti del ciclo, garantisce<br />
il controllo della posizione utensile durante<br />
le passate in profondità. Adesso<br />
la funzione Elicoidale offre un’opzione<br />
per sopprimere all’occorrenza la passata<br />
finale; il comando Passate Multiple<br />
include ora la possibilità di determinare<br />
la distribuzione del percorso utensile<br />
e l’ordine di esecuzione delle passate,<br />
per Piano oppure per Offset.<br />
Inoltre, in Edgecam <strong>2017</strong> R1 sono state<br />
aggiunte molte nuove funzionalità ai<br />
comandi di pianificazione dei flussi automatici<br />
per le lavorazioni, che portano<br />
a una generazione dei percorsi utensili<br />
6<br />
7<br />
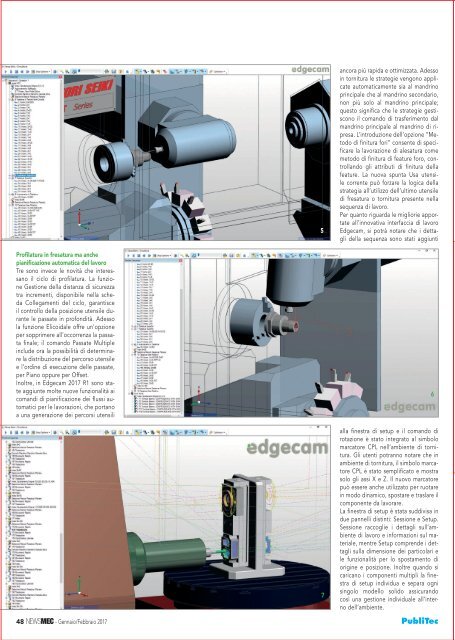
alla finestra di setup e il comando di<br />
rotazione è stato integrato al simbolo<br />
marcatore CPL nell’ambiente di tornitura.<br />
Gli utenti potranno notare che in<br />
ambiente di tornitura, il simbolo marcatore<br />
CPL è stato semplificato e mostra<br />
solo gli assi X e Z. Il nuovo marcatore<br />
può essere anche utilizzato per ruotare<br />
in modo dinamico, spostare e traslare il<br />
componente da lavorare.<br />
La finestra di setup è stata suddivisa in<br />
due pannelli distinti: Sessione e Setup.<br />
Sessione raccoglie i dettagli sull’ambiente<br />
di lavoro e informazioni sul materiale,<br />
mentre Setup comprende i dettagli<br />
sulla dimensione dei particolari e<br />
le funzionalità per lo spostamento di<br />
origine e posizione. Inoltre quando si<br />
caricano i componenti multipli la finestra<br />
di setup individua e separa ogni<br />
singolo modello solido assicurando<br />
così una gestione individuale all’interno<br />
dell’ambiente.<br />
48 <strong>NEWSMEC</strong> - Gennaio/Febbraio <strong>2017</strong><br />
PubliTec


