


Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
0024-0027 7<br />
ESPERIENZA<br />
conferenziale di un pipe di linea di 16<br />
in. è stato di 7 h 30 min. Come risultato<br />
si è ottenuta una saldatura priva<br />
di difetti che ha portato a un grande<br />
aumento della produttività, grazie al risparmio<br />
di tempo dovuto alla mancata<br />
necessità di effettuare lavori di riparazione<br />
e al controllo dell’apporto di calore.<br />
Il processo ha garantito il rispetto<br />
delle proprietà meccaniche richieste<br />
alle saldature, senza ulteriori cure.<br />
Infine, grazie all’utilizzo dell’impianto<br />
Polysoude, il progetto è stato completato<br />
nei termini previsti. È quindi chia-<br />
ro che per futuri progetti le possibilità<br />
tecniche degli impianti di saldatura<br />
TIG automatici saranno ampiamente<br />
sfruttate: riduzione del volume delle<br />
cianfrinature a J o addirittura introduzione<br />
della saldatura Narrow Gap, così<br />
che la passata di radice e la passata<br />
calda possano essere realizzate anche<br />
con la saldatura automatica TIG.<br />
Un approccio differente<br />
Un’ulteriore prova dell’efficienza della<br />
tecnologia all’avanguardia di Polysoude<br />
viene dall’esperienza nel progetto<br />
Khazzan in Oman, dove è stato adottato<br />
un approccio differente. In questo<br />
caso, la società aveva la necessità<br />
di realizzare approssimativamente<br />
19.000 saldature su pipe in 22% acciaio<br />
inox duplex di 12 e 16 in. Fin dall’inizio<br />
c’era l’intenzione di sfruttare i vantaggi<br />
della saldatura TIG automatica<br />
il più possibile. Per garantire un aumento<br />
della produttività, ci si è avvalsi<br />
della preparazione a J per la saldatura<br />
TIG della passata di radice e della<br />
passata calda sui pipe 12 in. e della<br />
saldatura TIG per la passata di finitura.<br />
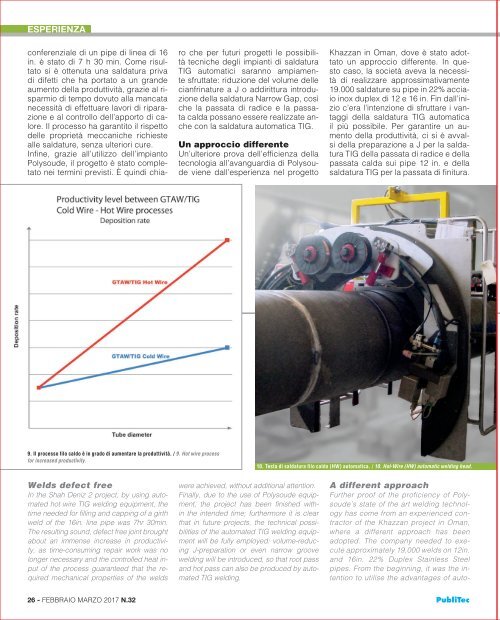
9. Il processo filo caldo è in grado di aumentare la produttività. / 9. Hot wire process<br />
for increased productivity.<br />
10. Testa di saldatura filo caldo (HW) automatica. / 10. Hot-Wire (HW) automatic welding head.<br />
Welds defect free<br />
In the Shah Deniz 2 project, by using automated<br />
hot wire TIG welding equipment, the<br />
time needed for filling and capping of a girth<br />
weld of the 16in. line pipe was 7hr 30min.<br />
The resulting sound, defect free joint brought<br />
about an immense increase in productivity,<br />
as time-consuming repair work was no<br />
longer necessary and the controlled heat input<br />
of the process guaranteed that the required<br />
mechanical properties of the welds<br />
were achieved, without additional attention.<br />
Finally, due to the use of Polysoude equipment,<br />
the project has been finished within<br />
the intended time; furthermore it is clear<br />
that in future projects, the technical possibilities<br />
of the automated TIG welding equipment<br />
will be fully employed: volume-reducing<br />
J-preparation or even narrow groove<br />
welding will be introduced, so that root pass<br />
and hot pass can also be produced by automated<br />
TIG welding.<br />
A different approach<br />
Further proof of the proficiency of Polysoude’s<br />
state of the art welding technology<br />
has come from an experienced contractor<br />
of the Khazzan project in Oman,<br />
where a different approach has been<br />
adopted. The company needed to execute<br />
approximately 19,000 welds on 12in.<br />
and 16in. 22% Duplex Stainless Steel<br />
pipes. From the beginning, it was the intention<br />
to utilise the advantages of auto-<br />
26 - FEBBRAIO MARZO <strong>2017</strong> N.32 PubliTec


