AUTOMATISIERUNG MESSTECHNIK & SENSOREN Bild: Polytec Ordnungssystem für Gestaltabweichungen nach DIN 4760:1982 Optische Rauheitsmessung statt taktiler Verfahren Berührungsloses Tasten bringt Vorteile Oberflächeneigenschaften spielen eine wichtige Rolle, da sie sowohl mechanisches als auch elektrisches sowie chemisches Verhalten beeinflussen können. Informationen über die Ebenheit oder Rauheit bilden eine wichtige Grundlage für Prozess-Optimierungen. Optische Messverfahren als berührungslose und zerstörungsfreie Analyse- und Prüfmethoden erschließen hier interessante Möglichkeiten, da sie auf nahezu allen Materialien einsetzbar sind und sich auch für empfindliche Oberflächen eignen. Für Oberflächenmessungen werden heute noch häufig taktile Messgeräte eingesetzt. Besonders verbreitet ist das sogenannte Tastschnittverfahren. Entsprechende Geräte tasten die Oberflächen mit kegelförmigen, an der Spitze sphärisch gerundeten Diamanttastelementen ab, mit Öffnungswinkeln von 60 oder 90° bei Verrundungsradien von 2, 5 oder 10 μm. Dies ist historisch gesehen das erste Messverfahren zur quantitativen Begutachtung der Rauheit technischer Oberflächen und wird in den einschlägigen Normen wie der DIN EN ISO 3274 oder 4760 ausführlich beschrieben. Es hat sich in der Praxis durchaus bewährt, wenn Gestaltabweichungen auf einer Oberfläche erkannt werden sollen. Die Gestaltabweichungen werden in DIN 4760:1982 entsprechend ihrer Entstehungsursachen und Art der Abweichung in sechs Ordnungen unterteilt. Berührungslos, flächenhaft und schnell Optische Verfahren, wie beispielsweise die Weißlicht-Interferometrie (WLI), ermöglichen dagegen kurze Messzeiten, bieten eine ho- Kontakt Polytec GmbH Waldbronn Tel. +49 7243 604-0 www.polytec.de INFO he Reproduzierbarkeit und arbeiten berührungslos, also ohne mechanischen Verschleiß an Messsystem oder Probe. Die Weißlicht-Interferometrie eignet sich deshalb auch für weiche oder elastische Materialien, die durch taktile Verfahren verformt oder beschädigt werden können, sowie für Oberflächen mit unterschiedlicher Beschaffenheit. Die Top-Map-Geräte von Polytec beispielsweise bieten zudem eine sehr hohe vertikale Auflösung, die unabhängig ist von der Bildfeldgröße. Dadurch lassen sich Details besser erfassen und selbst größere Oberflächen sind ohne die Notwendigkeit von Stitching (Zusammenfügen von Messfeldern) mit der gleichen Auflösung erfassbar. Die vollautomatische Messung lässt sich zudem direkt in eine Fertigungsumgebung integrieren. Einsatzbereiche für das optische Verfahren finden sich deshalb quer durch alle Branchen, angefangen von Halbleiterindustrie und Sensortechnik bis hin zu Komponenten für den Maschinen- und Automobilbau oder zur Feinmechanikindustrie. Bis vor kurzem galt die optische Oberflächenmesstechnik jedoch nicht als Alternative für taktile Verfahren, weil sich die von der Rauheitsmessung geforderten und bekannten Normen nur schwer darauf übertragen lassen. Mittlerweile hat sich das jedoch geändert. Pro.Surf+, das neueste Mitglied der Top-Map-Familie, kann nun sowohl Formabweichung als auch Rauheit zuverlässig und präzise erfassen. Nicht nur Formabweichungen wie Unebenheit oder Welligkeit, sondern auch die Rauheitswerte lassen sich mit einem Messgerät ermitteln. Position, Länge und Form des Rauheitsprofils können dabei genauso wie bei taktilen Verfahren flexibel ausgewählt werden. Da das Gerät ohne Objektiv auskommt, gibt es zudem auch bei größeren Objekten keine Kollisionsgefahr. 40 K|E|M Konstruktion 10 2016
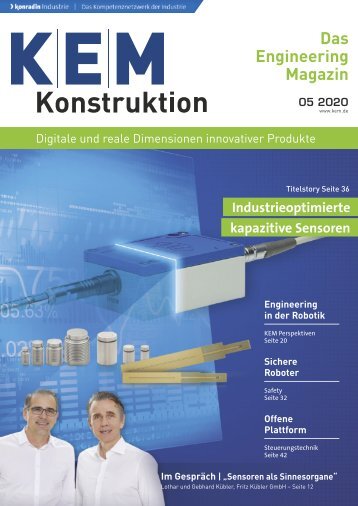
MESSTECHNIK & SENSOREN AUTOMATISIERUNG Bild: Polytec Das Oberflächenmesssystem wurde um eine chromatisch-konfokale Lösung erweitert Der optische Sensor, der entlang bestimmter Linien auf der Probenoberfläche die Rauheit misst, basiert auf dem Prinzip der chromatisch-konfokalen Abbildung. Einfallendes Weißlicht wird durch ein chromatisches Objektiv in ein Kontinuum monochromatischer Abbildungen entlang der z-Achse abgebildet, wodurch ein „color-coding“ entlang der optischen Achse entsteht. Wenn sich in diesem Farbfeld ein Objekt befindet, wird eine einzelne Wellenlänge auf dessen Oberfläche fokussiert und dann in das optische System reflektiert. Der zurückgeworfene Strahl geht durch eine Filterlochblende in ein Spektrometer. Die spezifische Wellenlänge des Strahls wird berechnet, um die Position des Objekts im Messfeld genau zu bestimmen. Die chromatisch-konfokale Abbildung liefert dann eine reproduzierbare und hochaufgelöste Messung. Bild: Polytec Optische Verfahren wie die Weißlicht-Interferometrie ermöglichen kurze Messzeiten Chromatisch-konfokales Prinzip Die Grundlage dafür liefert ein integrierter, optischer Rauheitssensor, wie in der neuen Norm ISO 25178 beschrieben. Ein grundlegender Bestandteil dieser Norm sind die berührungslosen Messmethoden, für die bisher normierte Werte fehlten, um Qualitätsaudits nach EN ISO 9001 durchzuführen. Jetzt kann die optische 3D-Oberflächencharakterisierung erstmals mit den seit über 30 Jahren standardisierten 2D-Profilometern, also dem Tastschnittverfahren, gleichziehen und ihre Vorteile ausspielen. Der berührungslose Lichtstrahl mit all seinen Vorteilen ersetzt den taktilen Taster. Oberflächenbeschaffenheit und Rauheit Auf diese Weise lassen sich jetzt Oberflächenstrukturen bis zu wenigen Nanometern erfassen. Durch die hohe Messrate können Rauheitsprofile schnell und ohne Beeinflussung der Oberfläche erzeugt werden. Auch Ungenauigkeiten durch mechanischen Verschleiß des chromatisch konfokalen Sensors sind nicht zu befürchten. Das Messprinzip erlaubt zudem sogar Dickenmessungen an transparenten Materialien mit extrem hoher Genauigkeit. Die WLI-Oberflächenmessgeräte werden zur All-In-One-Lösung zur schnellen und einfachen Messung präzisionsgefertigter Oberflächen in den unterschiedlichsten Anwendungsbereichen, im Messraum ebenso wie produktionsnah oder sogar direkt in der Produktionslinie. Darüber hinaus haben die WLI-Geräte aber noch einiges zu bieten: Ohne Stitching werden beispielsweise bis zu zwei Millionen Messpunkte auf einer großen Messfläche von 43 x 32 mm binnen weniger Sekunden erfasst. Die Messfläche ist bei Bedarf zudem erweiterbar bis auf 230 x 220 mm. Mit 70 mm vertikalem Messbereich und der hohen vertikalen Auflösung bis zu wenigen Nanometern, die unabhängig von der Bildfeldgröße ist, ergibt sich viel Spielraum für anspruchsvolle Messaufgaben. Die telezentrische Optik erreicht dabei selbst schwer zugängliche Bereiche wie Bohrungen. Integrierte Bildverarbeitungswerkzeuge wie automatische Mustererkennung vereinfachen und beschleunigen die Qualitätssicherung enorm, indem sie mehrere Prüflinge gleichzeitig und ohne mechanische Vorrichtung erfassen. Die schnelle Oberflächenmesstechnik verkürzt natürlich auch die Zeitdauer der Optimierungsprozesse, was ebenfalls wieder der Produktqualität zu Gute kommt. Der Autor: Dr.-Ing. Özgür Tan, strategisches Produktmarketing optische Messsysteme bei Polytec Bild: Polytec Die Beispielmessung zeigt die optische Rauheitsermittlung (gelb, Ra = 201 nm) verglichen mit taktiler Messung des Kalibrierlabors (Ra = 197 nm) K|E|M Konstruktion 10 2016 41